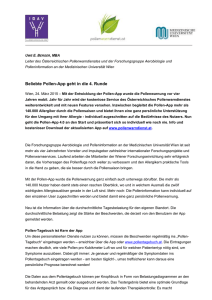
Schweissstab- und Brennerhaltung beim NR
Werbung

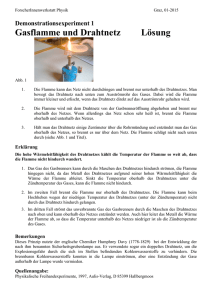
Gasschmelzschweißen mit Acetylen-Sauerstoffflamme 3.2 Arbeitstechniken Verbrennungsstufen der Acetylen-Sauerstoff-Flamme Berger Christian Seite 1 Merke: 1 Teil Acetylen braucht 2.5 Teile Sauerstoff zur vollständigen Verbrennung. Mischverhältnis Berger Christian Seite 2 Berger Christian Seite 3 Einfluss der Ausströmgeschwindigkeit Normale Flamme; z.B. Schweisseinsatz Grösse 3 für 2 bis 4 mm dicke Bleche aus Stahl Ausströmgeschwindigkeit und Wärmemenge: klein, z.B. bei weicher Flamme Ausströmgeschwindigkeit und Wärmemenge: mittel Berger Christian Seite 4 Ausströmgeschwindigkeit und Wärmemenge:gross z.B. bei harter Flamme Einstellung der Schweissflamme Die Schweißflamme kann mit verschiedenen Ausströmgeschwindigkeiten eingestellt werden, zum Beispiel als harte oder weiche Flamme. Sie kann nach dem Mischungsverhältnis der Schweißgase eine acetylenüberschüssige, eine normale oder eine sauerstoffüberschüssige Flamme sein. Harte Flamme Berger Christian Seite 5 Eine harte Flamme ist dann eingestellt, wenn für den entsprechenden Schweißeinsatz die größtmögliche Ausströmgeschwindigkeit eingestellt ist, ohne daß die Flamme abreißt. Weiche Flamme Eine weiche Flamme ist dann eingestellt, wenn für den entsprechenden Schweißeinsatz die kleinstmögliche Ausströmgeschwindigkeit eingestellt ist, ohne daß die Flamme zurückschlägt. Einstellung der Schweißflamme bei verschiedenen Werkstoffen Flammeneinstellung Stahl Gußeisen Kupfer Messing Aluminium + richtig - falsch acetylenüberschüssig + + normal + + - Sauerstoffüberschüssig + - Auswahlbeispiele für die Versorgungsart mit Schweissgasen Merke: 1 Acetylenverbrauch in l/h = Werkstückdicke x 100 2 Sauerstoffverbrauch in l/h ca= Acetylenverbrauch in l/h 3 Flaschenbatteriegrösse = Verbrauch in l/h : zul. Dauerentnahmemenge in l/h Berger Christian Seite 6 Aufgabe 1: Gasschweißen Ein Rohr aus St 35, Durchm. 159 x 4,5 mm, ist auf der Baustelle zu schweissen. Gewählt wurde dafür der Schweißeinsatz "4-6". Wie hoch ist der Acetylen- und Sauerstoffverbrauch in l/h und wieviele Druckgasflaschen werden für die Gasversorgung benötigt? Acetylenverbrauch = 4,5 x 100 = 450 l/h Sauerstoffverbrauch = ca 450 l/h Für die Versorgung mit Acetylen und Sauerstoff reicht eine Einzelflaschenanlage aus. Aufgabe 2: Brennschneiden Rohre und Bleche bis 25 mm Werkstückdicke sind auf der Baustelle zu schneiden. Da für diesen Fall zusätzlich Schneidsauerstoff benötigt wird, können die Formeln 1 und 2 nicht verwendet werden. Zur Ermittlung des Acetylen- und Sauerstoffverbrauchs wird deshalb auf entsprechende Schneidtabellen der Gerätehersteller zurückgegriffen. z.B. Schneiddüse "10-25" Acetylenverbrauch = 500 l/h Sauerstoffverbrauch = 3200 l/h Aufgrund des Verbrauchs wird eine Acetylenflasche und eine Sauerstoffflaschenbatterie benötigt. Aufgabe 3: Wärmen, Richten Mit dem Schweißeinsatz "14-20" sollen Wärm- und Richtarbeiten durchgeführt werden. Bei diesen Arbeiten kommt es darauf an, daß die Werkstuckoberfläche möglichst schnell auf die erforderliche Temperatur erwärmt wird. Wie hoch ist unter dieser Bedingung der Acetylenund Sauerstoffverbrauch und wieviel Druckgasflaschen werden für die Gasversorgung benötigt? Acetylenverbrauch = 20 x 100 = 2000 l/h Sauerstoffverbrauch = ca 2000 l/h Berger Christian Seite 7 Flaschenbatteriegröße (C2H2) = 2000 : 500 = 4 Flaschen Flaschenbatteriegröße (O2) = 2 Flaschen Schweissstab- und Brennerhaltung beim NL-Schweissen Nachlinksschweissen (NL-Schweissen) von Stahl bis 3 mm Werkstückdicke Die Schweissstab- und Brennerhaltung sind abhängig von Schweissposition und Arbeitstechnik. Berger Christian Seite 8 Schweisstab- und Brennerführung Schweisstab: tupfend , Brenner: gradlinig Vorteile: glatte oder nur leicht geschuppte Oberfläche geringes Wärmeeinbringen Berger Christian Seite 9 günstiger Einsatz bei Werkstückdicken bis 3 mm Nachteile: grosse Wärmeverluste leicht vorlaufendes Schweissbad schlecht kontrollierbares Durchschweissen geringe Schutzwirkung der Beiflamme. Schweissstab- und Brennerhaltung beim NR-Schweissen Nachrechtsschweissen (NR-Schweissen) von Stahl ab 3 mm Werkstückdicke Die Schweissstab- und Brennerhaltung sind unabhängig von Schweissposition und Arbeitstechnik. Berger Christian Seite 10 Schweissstab- und Brennerführung Schweisstab kreisförmig, rührend Berger Christian Seite 11 Brenner geradelinig Vorteile: gezieltes Wärmeeinbringen sicheres Durchscheissen geringe Abkühlgeschwindigkeit bessere Schutzwirkung der Beiflamme Nachteile geschuppte Nahtoberfläche unter 3 mm Werkstückdicke schwierig anzuwenden Flammlöten Durch Löten lassen sich metallische Teile unlösbar verbinden, ohne die Grundwerkstoffe aufzuschmelzen. Lötvorgang Einzelteile im Lötbereich reinigen Einzelteile mit dem vorgeschriebenen Lötpalt fixieren Lötstelle mit Flussmittel versehen Lötflamme einstellen Lötstelle auf Arbeitstemperatur ( sie liegt 50 bis 70° C oberhalb der Schmelztemperatur des Lotes) erwärmen Lot der Lötstelle zuführen und abschmelzen lassen, bis der Lötspalt gefüllt ist Nach dem Lötvorgang Flussmittel restlos entfernen Spaltlöten Berger Christian Seite 12 Lötspalt 0.2 bis 0.5 mm Beim Spaltlöten dringt das Lot in den Lötspalt ein. Je enger der Lötspalt, desto höher steigt das Lot durch den kapilaren Fülldruck. Fugenlöten Kommt zur Anwendung bei Lötspalten über 0.5 mm bei V- oder X-förmigen Fugen Da bei diesen Spaltbreiten und Fugenformen der kapillare Fülldruck nicht wirkt, verlangt das Fugenlöten eine andere Arbeitstechnik (ähnelt dem Gasschweissen). Berger Christian Seite 13 Lote (Auswahl) Lot Bezeichnung Bleilot L-PbSn40 Messinglot L-CuZn40 Silberlot L-Ag44 Bestandteile 60% Blei 40% Zinn 60% Kupfer 40% Zink 44% Silber 30% Kupfer 26% Zink Arbeitstemperatur 230° C 900° C 730° C Nach der Schmelztemperatur der Lote wird das Löten eingeteilt in: Weichlöten unter 450° C Hartlöten über 450° C Aufgaben der Flussmittel: Lösen der Oxydschichten Verhindern Neubildung der Oxyde Ermöglichen das Fliessen des Lots Berger Christian Seite 14 Flussmittel und Lote müssen auf den zu lötenden Werkstoff abgestimmt sein. Die Wirktemperatur des Flussmittels sollte hierbei etwa 50°C unter der Arbeitstemperatur des Lotes liegen. Die Wirkzeit ist auf etwa 5 min. begrenzt. Zusammenwirken von Flussmittel und Lot: http://schweissaufsicht.ansa.ch/ Berger Christian Seite 15