Bedeutung der Kalibration in der - Biogas
Werbung

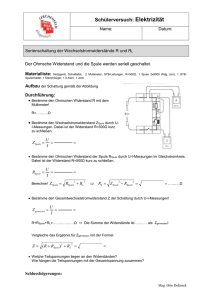
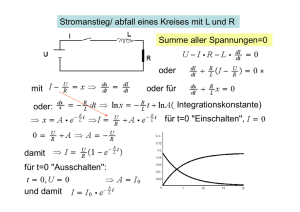
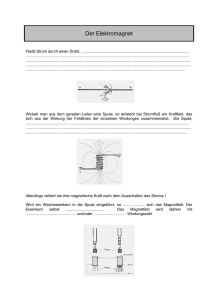
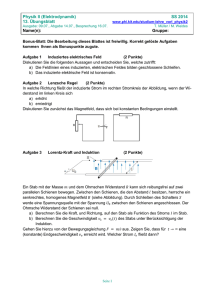
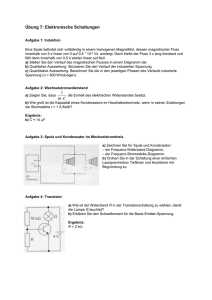
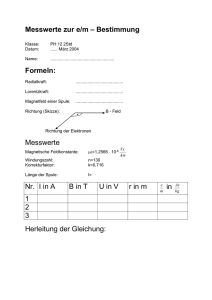
Bedeutung der Kalibration in der Prozessmesstechnik Alle Prozessmessgeräte basieren auf Sensoren, die einen physikalischen oder chemischen Effekt in ein elektrisches Signal wandeln. Der proportionale Zusammenhang zwischen der Messgröße und dem elektrischen Signal wird in der Regel durch mehrere mathematische Gleichungen beschrieben, deren Konstanten durch fertigungstechnische Faktoren sowie durch Umweltfeinflüsse variieren. Nach der Montage und in der Regel in zeitlich regelmäßigen Abständen müssen diese Veränderungen mit einer Kalibrierung kompensiert werden. Am Beispiel der Temperaturmessung mit einem Sensor vom Typ Pt100 soll hier die Bedeutung der Kalibrierung dargestellt werden. Die Temperaturmessung gehört zu den einfachsten Messaufgaben und ist deshalb gut geeignet, die Bedeutung der Kalibration aufzuzeigen. An diesem Punkt sei noch einmal die Definition der Eichung genannt: Die Eichung ist die Prüfung eines Messgerätes entsprechend gesetzlicher Vorschriften durch eine staatliche Eichbehörde. Geeichte Geräte werden ausschließlich dort benötigt, wo auf der Basis der Messwerte Waren verkauft werden. Dazu gehören Prozessmessgeräte in der Regel nicht. Die Bezeichnung Pt weist auf Platin als Widerstandsmetall hin, die Zahl „100“ auf den Widerstand von 100 Ω (Ohm) bei 0°C. Steigt die Temperatur, wächst der Widerstand, sinkt die Temperatur, verringert sich der Widerstand. Der näherungsweise mathematische Zusammenhang zwischen Temperatur und Widerstand lautet: R(T1) = R0 + α x (T0 + T1) + β x (T0 + T1)² R(T1): R0: T0: T1: α: β: Ohmscher Widerstand des Pt 100 bei der Temperatur T1 [Ω] Ohmscher Widerstand bei 0°C: 100 Ohm [Ω] Temperatur = 0°C aktuelle Temperatur [°C] linearer Temperaturkoeffizient [Ω/°C] quadratischer Temperaturkoeffizient [Ω/°C²] Aus technischen und physikalischen Gründen lassen sich keine PT100 herstellen, die bei 0°C exakt 100 Ohm aufweisen, je nach Qualität des Sensors ist die Differenz größer oder kleiner. Ursächlich dafür verantwortlich sind die schwanken die Werte der beiden Temperaturkoeffizienten α und β in Abhängigkeit von der Reinheit des Platins, des Fertigungsverfahrens des Sensors sowie vom Alter des Sensors. Letzteres wird Alterung genannt und wird durch Veränderungen im Metallgefüge des Platins durch die Betriebstemperatur verursacht. Die Höhe der zulässigen Abweichung ist in der Norm DIN EN 60751:1996-07 angegeben. Der Widerstand des Pt100 bei der Temperatur T1 muss im nächsten Schritt messtechnisch erfasst werden, hierfür wird er mit einer einfachen Schaltung in eine Spannung umgewandelt: 1 R UB R(T1) UM Spannungsteilerschaltung für einen Temperatursensor Die mathematische Beschreibung der Schaltung lautet: UM = UB x UM: UB R: R(T1) R(T1) mmm R(T1) + R Messspannung [V] Betriebsspannung [V] Widerstand [Ω] Widerstand des Pt100 bei der aktuellen Temperatur T1 Werden für UM 5 V und R 200 Ω gewählt, zeigt die Praxis, dass diese Werte Abweichungen aufweisen. Die Spannungsquelle wird nicht 5,0000 V sondern zwischen wahrscheinlich eine Spannung zwischen 4,990 V und 5,010 V liefern, der Wert des Widerstandes wird typischerweise im Bereich zwischen 198 und 202 Ω liegen, hervorgerufen durch Fertigungstoleranzen und Einflüsse der Umgebungstemperatur, die auch auf diesen Widerstand wirken. Die Spannung ihrerseits muss jetzt mit einem Messwerk optisch dargestellt werden. Hierzu wird hier das bekannte Drehspulmesswerk gewählt. 20 40 60 [°C] 0 80 N S Vereinfachte Darstellung eines Drehspulinstruments 2 Das Drehspulinstrument besteht vereinfacht aus einem drehbar gelagerten zylinderförmigen Eisenkörper zwischen zwei Permanentmagneten, einer weist mit seinem Nordpol zum Eisenkörper, der andere mit seinem Südpol. Quer auf dem Eisenzylinder befinden sich eine Spule, hier angedeutet durch die parallelen Striche, sowie der Zeiger. Der Zylinder wird durch hier nicht dargestellte Spiralfedern im Ruhezustand so gedreht, dass der Zeiger auf der „0“ steht. Über die Spiralfedern gelangt die zu messende Spannung in die Spule und erzeugt einen Strom: Die Messspannung verursacht in der Spule einen Strom I: UM = RS x I RS I Ohmscher Widerstand der Spule [Ω] Strom in der Spule [A] Der Strom I erzeugt das vortreibende Moment Mv: Mv = N x L x d x B x I Mv N L d B vortreibendes Drehmoment [N x m] Windungszahl der Spule auf dem Zylinder [1] Drahtlänge der Spule [m] Durchmesser der Spule [m] Magnetische Flussdichte [V x s / m²] Die beiden Spiralfedern versuchen den Zylinder in die Ausgangslage zurück zu drehen, dabei entsteht das rücktreibende Moment: Mr = c x γ Mr c γ rücktreibendes Drehmoment [N x m] Gesamtfederkonstante beider Spiralfedern [N x m / °] Drehwinkel der Spiralfedern [°] Beide Momente ergeben ein Kräftegleichgewicht,: Mv = Mr = N x L x d x B x I = c x γ Die Gleichung lässt sich stark vereinfachen zu γ=kxI k Gerätespezifische Konstante 3 Der Zeiger wird also proportional zur Messspannung und damit zum Strom ausgelenkt. Die Konstante k lässt sich sehr einfach mit einer Kalibration bestimmen. Wie wir sehen, gibt es bereits bei unserem dargestellten sehr einfachen Messgerät eine Reihe gerätespezifischer Größen, deren getrennte Bestimmung mit einem erheblichen technischen Aufwand verbunden ist. Mit der Kalibration können wir diesen Aufwand erheblich verkürzen, indem wir den Pt100 auf 0°C abkühlen und die Spiralfedern mit einer Stellschraube so verdrehen, dass der Zeiger auf 0°C steht (Nullpunktkalibration). Anschließend erhitzen wir den Temperatursensor auf 80°C und verstellen die Betriebsspannung der Spannungsteilerschaltung so lange, bis der Zeiger auf der 80°C steht (Empfindlichkeitskalibration). Die Temperaturen 0°C und 80°C sind hierbei die sogenannten Kalibriernormale und wir müssen uns verdeutlichen, dass die Genauigkeit der Kalibriernormale maßgeblich die Genauigkeit unseres Messgerätes bestimmen. Nun reicht bei den meisten technischen Anwendungen ein einmalige Kalibration eines Temperaturmessgerätes durch den Hersteller aus. In der Gasanalysetechnik müssen dagegen die Geräte regelmäßig überprüft und kalibriert werden, verursacht durch Verschmutzungen des Prozessgases sowie durch die erheblich höheren Alterungseffekte der Gassensoren. Ein elektrochemischer Sensor verliert laut Datenblätter der Sensorhersteller an Umgebungsluft durchschnittlich 2% seiner Empfindlichkeit pro Monat. Nehmen wir als Beispiel einen H2S-Sensor, der direkt nach der Kalibration bei einem Messgas mit 500 ppm H2S diesen Wert auch anzeigt (Monat 0). Dieser Sensor zeigt acht Wochen später nur noch 480 ppm an, nach einem halben Jahr sogar nur noch 440 ppm, dies entspricht einem Messfehler von –12%! Monat 0 1 2 3 4 5 6 Anzeige 500 490 480 470 460 450 440 Wird der Sensor mit Biogas beaufschlagt, steigt der Empfindlichkeitsverlust mit der H2S-Konzentration und der Häufigkeit der Messungen. So sind Messabweichungen von bis zu –50 % nach 6 Monaten nicht selten. Wärmeleitfähigkeitssensoren sowie die Infrarotmesstechnik, beides Standartmessverfahren bei der Bestimmung der CH4- und der CO2-Konzentration, driften zwar erheblich geringer, aber auch hier nehmen die Messfehler mit der Zeit zu. Zusätzlich können unabhängig von der Sensordrift Teile des Messgerätes ausfallen oder durch externe Einflüsse in ihrer Funktion beeinträchtig werden. Daher ist es im industriellen Einsatz der Gasanalytik üblich, die Geräte in kurzen Abständen, d.h. alle ein bis drei Tage zu überprüfen und gegebenenfalls zu kalibrieren. Da dies mit einem 4 hohen personellen Aufwand verbunden ist, sind industrielle Gasanalysegeräte in der Regel mit einer automatischen Kalibriereinheit versehen. Wegen der Bedeutung der Gasanalyse in der Biogastechnologie sollte auch hier eine regelmäßige Funktionskontrolle in kurzen Zeitabständen durchgeführt werden. In der Vergangenheit wurde aus Kostengründen auf automatische Kalibriereinrichtungeninrichtungen verzichtet, und den Anlagenbetreibern vorgegaukelt, eine jährliche Kalibration würde ausreichen. Dass dies nicht stimmt, wird durch die Tatsache verdeutlicht, dass viele Planer, Hersteller und Betreiber der Meinung sind, dass Gasanalysegeräte grundsätzlich unzuverlässig seien und das Geld hierfür durchaus gespart werden kann. Ein gravierender Fehlschluss, der der weiteren Optimierung der Biogasanlagen massiv im Wege steht. Grundsätzlich gilt: werden Gasanalysegeräte mit der entsprechenden Sorgfalt behandelt, dazu gehört neben der regelmäßigen Kalibration selbstverständlich auch die Lektüre der Montage- und Betriebsanleitung durch Planer, Hersteller und Betreiber der Biogasanlagen, erfüllen sie auch in der anspruchsvollen Umgebung einer Biogasanlage zuverlässig ihren Dienst. 5