Lager- und Dichtungstechnik. Eigenschaften, Verwendung als
Werbung

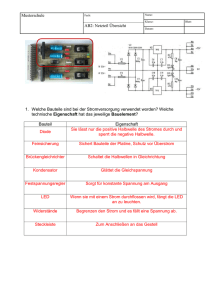
Allgemeines: Eigenschaften Verwendung als Gleitwerkstoff Konstruktionshinweise Schunk Kohlenstofftechnik Inhaltsverzeichnis Seite Eigenschaften 3 a) Porosität 3 b) Rohdichte 4 c) Chemische Beständigkeit 4 d) Temperaturbeständigkeit 4 e) Festigkeit 4 f) Härte 4 g) Wärmeleitfähigkeit 5 h) Wärmeausdehnungskoeffizient 5 i) Temperaturwechselbeständigkeit 5 j) Gleiteigenschaften 5 Verwendung als Gleitwerkstoff 8 a) Hinweise auf Einsatzbedingungen 8 b) Angaben zur Werkstoffauswahl 8 Konstruktionshinweise 9 Einleitung 9 Allgemeine Konstruktionshinweise 9 Teilfertiggepreßte und fertiggepreßte Bauteile aus pechkoksgebundenen Kohlenstoff-Graphitwerkstoffen (FH-Werkstoffe) 11 Teilfertiggepreßte und fertiggepreßte Bauteile aus kunstharzgebundenen Kohlenstoff-Graphitwerkstoffen (FF -Werkstoffe) 15 2 Eigenschaften Headline Über die Herstellung von Kohlenstoff- und Graphitwerkstoffen informiert das auf unserer Internetseite verfügbare PDF „Herstellung und Eigenschaften von Kohlenstoff und a) Porosität Graphitwerkstoffen“ (03.05). Die Werkstoffkennwerte unserer Standardwerkstoffe für Gleitlager, Dichtungselemente und Bauteile „Kenndaten – Standardwerkstoffe“ (30.14) liegen als PDF auf unserer Internetseite vor und können heruntergeladen werden. Im folgenden wird auf einige Eigenschaften von Kohlenstoff- und Graphitwerkstoffen speziell im Hinblick auf mechanische Anwendungen hingewiesen. Aufgrund des Herstellungsverfah- Nachteile: Reduzierung der rens sind Kohlenstoff-Graphitwerk- Temperatu rbeständigkeit und stoffe den keramischen Werkstoffen geringe Einschränkung der che- zugeordnet. mischen Beständigkeit. Beim Brennprozeß wird das Binde- Vorteile: Deutliche Erhöhung der mittel thermisch zu Kohlenstoff abgebaut. Die flüchtigen Bestandteile des Bindemittels verursachen eine gewisse Porosität der Werkstoffe, die je nach Zusammensetzung und Aufbau der Ausgangsmischung bei Materialien für mechanische Anwendungen etwa 8 bis 25 Vol.-% betragen kann. Damit ist eine Durchlässigkeit für Flüssigkeiten und insbesondere Gas gegeben. Für einige Verwendungszwecke stören die im Material vorhandenen Poren nicht. Für Dichtungselemente wie z. B. Gleitringe für Gleitringdichtungen sind dagegen Werkstoffe mit größeren Porenvolumen unge- 100µm Schliffbild eines nichtimprägnierten eignet. die offene Porosität von Kohlenstoffund Graphitwerkstoffen zu verrin- harz ausgefüllt Abbau des Imprägniermittels zu Kohlenstoff. wendiges Verfahren. Vorteile: Festigkeits- und Härtesteigerung ohne Einfluß auf chemische Beständigkeit. 2. Einmaliges, für Dichtungselemente aber überwiegend Schliffbild eines metallimprägnierten Kohle-Graphitwerkstoffes. Poren mit Metall ausgefüllt Bleilegierungen und Kupfer. Nachteile: Einschränkung der chemischen Beständigkeit und insbesondere bei Bleilegierungen der Temperaturbeständigkeit. Vorteile: Größtmögliche Erhöhung der Festigkeits- und Härtewerte sowie Verbesserung der Verschleißfestigkeit. 4. Daneben sind noch die porenKohlenstoffwerkstoffe zu erwähnen, deren chemische und thermische Beständigkeit durch Vorteile: Preisgünstige Nachteile: Kosten- und zeitauf- 100µm Metallen wie Antimon, 1. Einmaliges, für Dichtungsele- anschließendem thermischen Kohle-Graphitwerkstoffes. Poren mit Kunst- 3. Einmaliges Imprägnieren mit das Binderharz bestimmt werden. maliges Imprägnieren mit jeweils Schliffbild eines kunstharzimprägnierten Verschleißfestigkeit. gern bzw. gegen Null zu bringen. mente aber überwiegend mehr- 100µm sowie Verbesserung der freien, kunstharzgebundenen Es gibt nun mehrere Möglichkeiten, Kohle-Graphitwerkstoffes Festigkeits- und Härtewerte mehrmaliges Imprägnieren mit Kunstharzen und jeweiliger Aushärtung des Harzes. 3 Herstellung von Massenteilen durch mögliche Fertigpressung auch komplizierter Teile. b) Rohdichte f) Härte Wegen der vorhandenen Poren ist es Bei kunstharz- und metallimpräg- Um einen Vergleich mit Härtewerten bei Kohlenstoffwerkstoffen üblich, die nierten Werkstoffen ist die Tempe- andere Werkstoffe zu ermöglichen, scheinbare Dichte oder Rohdichte raturbeständigkeit durch die Zer- haben wir auf unserer Internetseite anzugeben. Sie schwankt bei nicht setzungs- bzw. Schmelztemperatur im PDF „Kenndaten – Standard- imprägnierten Werkstoffen zwischen der verwendeten Imprägniermittel werkstoffe“ (30.14) zusätzlich zur 1,5 und 1,8 g/cm3, bei metallimpräg- begrenzt. Rockwell Härte (HR) die Brinellhärte nierten zwischen 2,2 und 2,8 g/cm 3 und liegt bei kunstharzimprägnierten Werkstoffen um 1,8 g/cm . 3 c) Chemische Beständigkeit Bei kunstharzimprägnierten Kohlenstoff-Graphitwerkstoffen liegt die Temperatureinsatzgrenze je nach verwendetem Imprägnierharz und angewandter Aushärtung zwischen 200 °C und 260 °C, Kunstharzge- angegeben. Zur ständigen Qualitätsüberwachung ziehen wir das Brinellhärteverfahren nicht heran, da dieses nur statthaft ist, wenn die Oberfläche des porigen Materials poliert wird. Kohlenstoff-Graphitwerkstoffe sind bundene Kohlenstoffwerkstoffe Dynamische Härtemeßverfahren aufgrund ihrer ausgezeichneten sind im Dauerbetrieb nur bis max. sind nach unserer Erfahrung wegen chemischen Resistenz in die Grup- 180 °C verwendbar. der Struktur des Materials weniger gut geeignet. pe der korrosionsfesten Werkstoffe einzureihen. Einzelheiten entnehmen Sie bitte dem PDF „Lager- und Dichtungstechnologie – Cemische Beständigkeit“ (39.12) welches Sie auf unserer Internetseite herunterladen können. d) Temperaturbeständigkeit Bei nicht imprägnierten Kohlenstoff-Graphitwerkstoffen tritt bei Luftzutritt ab Temperaturen von etwa 350 °C eine Oxidation des Kohlenstoffes auf. Bei Elektrographit ist mit einer merklichen Oxidation erst ab etwa 500 °C zu rechnen. Durch spezielle Nachbehandlung läßt sich die Temperaturbeständigkeit von Elektrographit in oxidierender Atmosphäre auf 600 – 650 °C steigern. Außerdem ist die Angabe von Shore- e) Festigkeit Härtewerten allein wegen der stark Bei der Konstruktion mit Kohlenstoff-Graphitwerkstoffen muß wie bei allen keramischen Werkstoffen eine gewisse Sprödigkeit berücksichtigt werden. Wegen dieser größeren Sprödigkeit im Vergleich zu gebräuchlichen metallischen Werkstoffen ist die Festigkeit von Kohlenstoff-Graphitwerkstoffen nicht durch Angaben der Zugfestigkeit und Dehnungswerten zu charakterisieren. Es ist vielmehr üblich, die Biege- und Druckfestigkeit sowie den Elastizitätsmodul als Kenngrößen anzugeben. Da Kohlenstoff-Graphitwerkstoffe eine geringere Zug- und Biegefestigkeit, dagegen aber eine relativ hohe Druckfestigkeit besitzen, sollte In nicht oxidierender Atmosphäre diesem bei werkstoffgerechter Kon- wird die Temperaturbeständigkeit struktion stets Rechnung getragen von Kohlenstoff und Graphit durch werden. Im Gegensatz zu metalli- die Behandlungstemperatur beim schen Werkstoffen geht die Festig- Herstellprozeß bestimmt und liegt keit mit steigender Temperatur damit bei etwa 1000 °C bzw. ca. nicht stark zurück, sondern steigt 2500 °C. sogar geringfügig an. 4 vom jeweils benutzen Gerät abhängigen Meßwerte problematisch. Wir ermitteln daher bei unseren Kohlenstoffwerkstoffen die Härte HR5/40, HR5/100 und HR 5/150. Hierbei wird eine 5-mm-Stahlkugel mit 98 N Vorlast und 294 N, 883 N bzw. 1373 N Zusatzlast in den zu prüfenden Körper gedrückt. Nach Abnehmen der Zusatzlast ist die bleibende Eindringtiefe ein Maß für die Härte HR5/40, HR5/100 bzw. HR5/150 (dimensionslos), die an der B-Skala von Rockwellhärteprüfgeräten abgelesen wird. g) Wärmeleitfähigkeit j) Gleiteigenschaften In untenstehender Tabelle sind Ausgenommen davon sind die Graphit, ob Naturgraphit oder Elek- die Wärmeleitfähigkeiten von Koh- kunstharzgebundenen Kohlen- trographit, besitzt auf Grund seiner lenstoff-Graphit und Elektrographit stoffwerkstoffe, deren Wärmeaus- besonderen Kristallstruktur schmie- und im Vergleich dazu die einiger dehnungskoeffizient in der rende Eigenschaften. Da auch bei weiterer Werkstoffe zusammenge- Größenordnung mit dem von Stahl der Herstellung von Kohlenstoff- stellt, Elektrographite zeichnen sich übereinstimmt. Graphitwerkstoffen für Lager und gegenüber Kohlenstoff-Graphit- Dichtungselemente stets Graphit werkstoffen durch eine wesentlich als Komponente verwendet wird, höhere Wärmeleitfähigkeit aus. i) Temperaturwechselbeständigkeit bestehen neben den Elektrographit- h) Wärmeausdehnungskoeffizient Die Thermoschockbeständigkeit, einem Trockenschmiermittel. Eine weitere kennzeichnende Eigen- keit und dem Produkt aus E-Modul schaft, die bei der Konstruktion mit und thermischem Ausdehnungs- Kohlenstoffwerkstoffen unbedingt koeffizienten definiert, muß für berücksichtigt werden muß, ist der Kohlenstoff-Graphit und insbeson- im Vergleich zu Metallen niedrige dere auch für Elektrographitwerk- Wärmeausdehnungskoeffizient, der stoffe als hervorragend eingestuft mit 2 bis 6•10-6/K nur etwa ein werden. Kunstharzgebundene Allgemein gültige Angaben über Viertel so groß ist wie der von Stahl. Kohlenstoffwerkstoffe müssen hier den Reibungskoeffizienten lassen ausgenommen werden. sich infolge stark unterschiedlicher als Quotient zwischen dem Produkt aus Festigkeit und Wärmeleitfähig- werkstoffen auch diese Werkstoffe zu einem bedeutenden Teil aus Auch ohne zusätzliche flüssige Schmiermittel ist daher der Reibungskoeffizient zwischen Kohlenstoffwerkstoffen und dem gegenlaufenden Material bei einwandfreier Gleitflächenbeschaffenheit vergleichsweise klein. Betriebsbedingungen nicht Werkstoffe Wärmeleitfähigkeit bei +20 °C Bei Trockenlauf ist bei den Gegen- W/mK Elektrographit Kohlenstoff-Graphit machen. laufmaterialen Grauguß oder Stahl 40 bis 130 mit einem Reibungskoeffizienten in 8 bis 17 Chrom-Nickel-Stahl 18/8 15 der Größenordnung von µ = 0,1 bis Grauguß 45 bis 60 0,3 zu rechnen. Kupfer 395 Bronze SnBz 12 38 Chromstahlguß 19 Sinterkeramik (Al2O3) Siliziumkarbid 21 80 bis 130 5 oder Dämpfe, wobei die Art der Flüssigkeiten bzw. Dämpfe von untergeordneter Bedeutung ist, wird der Reibbeiwert allgemein bedeutend herabgesetzt, so daß bereits im Mischreibungsbereich mit einem Reibungskoeffizient µ Durch vorhandene Flüssigkeiten Reibungskoeffizienten von µ < 0,1 Prüfbedingungen: Spurlager Kohlenstoffwerkstoff: FH44Y3 Kohlenstoffringdurchmesser: 80,5/57,5 Kohlenstoffgleitfläche: 25 cm2 Gegenlaufmaterial: Gußeisen (feingeschlichtet) Temperatur der Gleitfläche: ~100 °C Spezifische Belastung: 1 N/mm2 Mittlere Gleitgeschwindigkeit: 0,8 m/s 0,3 0,2 zu rechnen ist. Anhaltspunkte über den Reibungs0,1 koeffizienten zwischen KohlenstoffGraphit und Grauguß bzw. Stahl bei Tockenlauf geben die nebenstehenden 4 Diagramme. Das erste Dia- 10 gramm, in welchem der Reibungs- 30 20 40 50 60 70 min. 90 Laufzeit Veränderung des Reibungskoeffizienten µ koeffizient über der Einlaufzeit beim Einlauf aufgetragen ist, zeigt, daß der Reibungskoeffizient bei fortschreitendem Einlauf und einer damit verbundenen zunehmenden Glättung der Gleitfläche zurückgeht, bis ein weitaus größerer Bedeutung ist allerdings, daß der Reibungskoeffizient abhängig ist von der Gleitgeschwindigkeit und der spez. Belastung. Diagramm 2 und 3 zeigen diese Abhängigkeit für den Reibungskoeffizient µ konstanter Wert erreicht ist. Von Prüfbedingungen: Spurlager Kohlenstoffwerkstoff: FH44Y3 Kohlenstoffringdurchmesser: 80,5/57,5 Kohlenstoffgleitfläche: 25 cm2 Gegenlaufmaterial: Gußeisen (feingeschlichtet) Temperatur der Gleitfläche: ~100 °C Spezifische Belastung: 1 N/mm2 0,6 0,5 0,4 nicht imprägnierten KohlenstoffGraphitwerkstoff – FH44Y3–. 0,3 0,2 0,1 1 2 3 4 5 6 7 8 m/s 10 Mittlere Gleitgeschwindigkeit Reibungskoeffizient µ in Abhängigkeit von der mittleren Geschwindigkeit 6 Reibungskoeffizient µ Im Diagramm 4* ist die Abhängigkeit des Reibungskoeffizienten von der spez. Belastung bei zwei kon- Prüfbedingungen: Spurlager Kohlenstoffwerkstoff: FH44Y3 Kohlenstoffringdurchmesser: 80,5/57,5 Kohlenstoffgleitfläche: 25 cm2 Gegenlaufmaterial: Gußeisen (feingeschlichtet) Temperatur der Gleitfläche: ~100 °C Mittlere Gleitgeschwindigkeit: 0,8 m/s 0,6 0,5 0,4 stanten Gleitgeschwindigkeiten für den kunstharzimprägnierten Kohlenstoff-Graphitwerkstoff –FH44Z2– aufgezeigt. Besonders ist darauf hinzuweisen, daß Kohlenstoffwerkstoffe im Gegensatz zu 0,3 einigen anderen Stoffen mit geringem Reibbeiwert auch über 0,2 eine ausgezeichnete Verschleiß- 0,1 Reibungskoeffizient festigkeit verfügen. 0,1 µ in Abhängigkeit 0,2 0,3 0,4 0,5 0,6 0,7 0,8 N/mm2 1,0 Spez. Belastung von der spezifischen Reibungskoeffizient µ Belastung Prüfbedingungen: Kohlenstoffgleitring Kohlenstoffwerkstoff: FH44Z2 Kohlenstoffringabmessungen: 180/200 x 20 mm Gegenlaufmaterial: Stahl St60 Rauhtiefe Gegenlauffläche Rt <1 µm v = 5,7 m/s v = 8,6 m/s 0,6 0,5 0,4 0,3 0,2 Reibungskoeffi- 0,1 zient µ in Abhängigkeit der spez. Belastung der * Entnommen: Techn. Hochschule Darmstadt, 0,1 0,2 0,3 0,4 0,5 0,6 0,7 2 0,8 N/mm 1,0 Spez. Belastung Gleitpaarung FH44Z2 – Stahl Dissertation von Dipl.-Ing. H. Hartmann „Über den Temperaturverlauf und die Einsatzgrenzen von trockenlaufenden Graphit-Dichtringen“. 7 Verwendung als Gleitwerkstoff a) Hinweise auf Einsatzbedingungen b) Angaben zur Werkstoffauswahl Die Verwendung von Kohlenstoff- Bei allen hier genannten Betriebs- Für spezielle Fragen, gerade bei Graphitwerkstoffen ist unter bedingungen bzw. Einsatzgebieten neuen Anwendungsgebieten, stehen folgenden Bedingungen empfeh- haben sich SKT Kohlenstoff- und unsere Anwendungstechniker zur lenswert und gegenüber anderen Graphitwerkstoffe wegen der vorher Verfügung. Gleitwerkstoffen vorteilhaft: beschriebenen besonderen Eigen- 1. Unter Flüsigkeiten mit ungünstigen Schmiereigenschaften wie z. B. Wasser, wäßrige Lösungen, Benzin, flüssige Gase usw., die bei anderen Materialpaarungen nicht oder nur sehr wenig reibungsmindernd wirken. 2. Bei hohen und tiefen Temperaturen außerhalb desTemperatureinsatzbereiches von Schmierölen und Fetten. 3. Unter korrosiv wirkenden oder schaften ausgezeichnet bewährt. Nachzutragen ist noch die chemische Beständigkeit von Kohlenstoff und Graphit gegen Öl. Gleitsegmente aus diesen Werkstoffen werden in Ölpumpen sowie zur Abdichtung von Öl (auch als Sperrmedium) mit Erfolg verwendet. Es muß allerdings vermieden werden, daß geringe Mengen Öl oder Fett an die Gleitflächen gelangen. Gerade bei höheren Temperaturen ist sonst mit Pastenbildung aus Öl radioaktiven Gasen und Flüssig- oder Fett und Abrieb oder festen keiten, welche die Verwendung Verunreinigungen aus der Umge- anderer Gleitwerkstoffe aus- bung zu rechnen. Diese bei Ab- schließen. kühlung sehr zäh werdende Paste 4. Wenn öl- und fettlösende Mittel an die Gleitfläche gelangen können. kann zu mechanischem Angriff oder auch Anlaufschwierigkeiten führen. 5. Wenn das Fertigungsgut durch Öl oder Fett nicht verunreinigt werden darf. 6. Wenn Öle oder Fette den Arbeitsvorgang gefährden. 7. Anwendungsgebiete, bei denen Lösungsmittelreinigung oder Sterilisation erforderlich sind. 8. Einsatzgebiete mit vorrangier Bedeutung des Gewichts der Bauteile. 8 Für eine sachgerechte Beratung und die Ausarbeitung von Lösungsvorschlägen ist es jedoch unbedingt notwendig, daß uns Einzelheiten über vorgesehene Anwendung und die vorliegenden Betriebsbedingungen genannt werden. Konstruktionshinweise Einleitung Allgemeine Konstruktionshinweise Da sämtliche Gleitelemente von Bei der Gestaltung von Maschinen- Wenn Bauteile aus Kohlenstoff- SKT nach Kundenzeichnung und/ elementen aus Kohlenstoff-Graphit Graphit oder Graphitwerkstoffen oder Kundenspezifikation herge- oder Graphitwerkstoffen müssen gegen Verdrehen gesichert werden stellt werden, ist der Konstrukteur der keramische Charakter und die müssen, scheiden wegen Kerbwir- bzgl. Ausführungsform, Abmessun- damit verbundenen, im Vergleich kung und Bruchgefahr Schrauben gen und Werkstoffe nicht an Stan- zu Metallen besonderen Eigen- und Keile aus. Die Verdrehsiche- dardausführungen gebunden. schaften dieser Werkstoffgruppe rung muß mit glattem Stift, der beachtet werden. keinen Druck auf das Kohlenstoff- Andererseits sind für die Gestaltung material ausübt, erreicht werden, von Gleitlagern und Dichtungsele- Wegen der gegenüber Metallen menten die im ersten Absatz dieses geringeren mechanischen Festig- Dokumentes beschriebenen Eigen- keit von Kohlenstoffwerkstoffen schaften von Kohlenstoff-Graphit- sollte die Wandstärke möglichst Scharfe Kanten sollten gebrochen werkstoffen zu beachten. nicht unter 3 mm liegen. Bei Rund- und scharfe Übergänge vermieden körpern ist je nach Größe der Bau- werden. Es ist deshalb sinnvoll, daß bereits in der Planungsphase für ein neues Bauteil Kontakt zu SKT aufgenom- teile die Wandstärke mit 10 – 20 % des Innendurchmessers festzulegen. und zwar an einem unbelasteten Teil des Kohlenstoffkörpers. Kohlenstofformkörper sind durch Einpressen oder Einschrumpfen in men wird, um für Kohlenstoff-Gra- Die Länge der Bauteile ist nach Metallfassungen oder direkt in die phitwerkstoffe nicht realisierbare Möglichkeit so zu wählen, daß sie Gehäuse möglichst auf der ganzen oder ungünstige Ausführungen zu nicht mehr als das Doppelte des Länge zu fassen und damit zu vermeiden. Außendurchmessers beträgt. Gege- unterstützen. Bei freitragendem benenfalls muß eine Aufteilung Einbau sind entsprechend große in zwei oder drei Teilstücke vorge- Wandstärken vorzusehen. nommen werden. Lange, enge Bohrungen sollten wegen Schwierigkeiten bei der Toleranzeinhaltung vermieden werden. Wegen der Bruchgefahr und auch aus Kostengründen empfiehlt es sich, auf große Querschnittsänderungen zu verzichten. Als Alternative bietet sich eine Aufteilung in mehrere glatte Teile von jeweils gleichmäßiger Wandstärke an. 9 Bei bearbeiteten einteiligen Kohlenstoffformkörpern kann als Innentoleranz IT7 und als Außentoleranz L!2D IT6 eingehalten werden. Bei mehrteiligen Formkörpern reichen allgeD mein Toleranzen, die um einige s Toleranzfelder gröber gewählt sind, vollkommen aus. L L ! 3 mm Die vorgenannten kleinstmöglichen s ! 3 mm Aufgeteilt in mehrere glatte Teile Toleranzen für einteilige, bearbeitete Kohlenstofformkörper sind häufig notwendig, so z. B. bei Kohlenstoffradiallagern. Verschiedentlich kommt man aber bei Maschinenteilen aus Kohlenstoff-Graphit oder Graphitwerkstoffen auch mit wesentlich größeren Toleranzen aus bzw. es ist nur für ein Maß eine enge Tolerierung notwendig. Verdrehsicherung mit glattem Stift im unbelasteten Teil Für Kohlenstofformkörper, die in eines Kohlenstoff- großen Stückzahlen benötigt werden, körpers bietet sich eine Fertigpressung bzw. weitgehende Fertigpressung an. Übergänge ausgerundet, Kanten gebrochen Kohlenstofformkörper in Metallbuchse oder direkt ins Gehäuse eingeschrumpft bzw. eingepreßt 10 Teilfertiggepreßte und fertiggepreßte Bauteile aus pechkoksgebundenen Kohlenstoff-Graphitwerkstoffen (FH Werkstoffe) Unter Beachtung der einhaltbaren wünschten Formkörpern, wird bei Toleranzen können Kohleformkörper Schunk seit langem angewandt, fertiggepreßt oder weitgehend fer- etwa für in großen Stückzahlen be- tiggepreßt hergestellt werden. nötigte Kohlebürsten und Kontakte Somit ist nur noch eine teilweise für elektrische Maschinen. Nachbearbeitung erforderlich. Die Nachbearbeitung ist z. B erforderlich bei: Dem Fertig- bzw. Formpressen folgt ein spezieller Brennprozeß, um den beim Brennen auftretenden Schwund nicht preßbaren, dünnwandigen in möglichst geringen Toleranzgren- Profilen zen zu halten. Die Schwindung läuft bei hintersetzten Absetzungen in axialer Richtung unter Beibehaltung der ursprünglichen Form der Kohlenstoffkörper ab. Der Herstellungsprozeß von Weiterhin muß eine Bearbeitung fertiggepreßten Teilen wird von QS- der Gleitfläche von Kohlenstoff- Maßnahmen, wie z. B. SPC, begleitet. Als Beispiele führen wir an: Dichtungsringe für Autokühlwasserpumpen, Wasserpumpen, Schwimmbadpumpen, Geschirrspülerpumpen Axiallagersegmente Lager für Pumpen mit Magnetantrieb, Einspritzpumpen Lager für Heizungsumwälzpumpen Steuerschieber gleitringen durchgeführt werden. Bei zylindrischen Kohlenstofflagern In den letzten 40 Jahren wurde die wird oft eine Bearbeitung im Außen- Technik immer weiter verbessert, durchmesser oder/und Innendurch- um auch ausführungsmäßig kom- messer vorgesehen. plizierte Teile, wie z. B. Kohlenstoff- Die Fertigpreßtechnik, das Verdichten der preßfertigen Kohlenstoff- gleitringe und Kohlenstofflager, fertiggepreßt herstellen zu können. mischungen direkt zu den ge- Dichtungsringe für Autokühlwasserpumpen, Wasserpumpen, Schwimmbadpumpen, Geschirrspülerpumpen 11 Dimensionierung Die kleinste Wandstärke eines formgepreßten Kohleteils sollte _> 1,5 mm sein. Die max. Höhe sollte 30 mm unter Berücksichtigung des Verhältnisses geringster Wandstärke: Preßdicke 1:2,5 nicht übersteigen. Lager für Pumpen Dies gilt entsprechend für die Höhe mit Magnetantrieb, der Absetzungen bei profilierten Einspritzpumpen Teilen. Sofern das größte Durchmessermaß 50 mm überschreitet, muß über die Fertigungsmöglichkeiten nach dem Fertigpreßverfahren von Fall zu Fall entschieden werden. Voraussetzung für die Anwendung Teil hohen Kosten für spezielle dieser Fertigungsart sind große Formpreßgesenke bestimmend. Stückzahlen von mindestens 5000. Für die Anwendung dieser Massen- Für die Festlegung der Mindest- produktionsmethode müssen ver- mengen, bei welchen im Einzelfall schiedene Faktoren hinsichtlich der Fertigpressung noch in Frage kom- Konstruktion der Teile berücksich- men kann, ist stets ein Kostenver- tigt werden, auf die im folgenden gleich Bearbeitung zu Fertigpressung etwas näher eingegangen werden unter Berücksichtigung der zum soll. Lager für Heizungsumwälzpumpen 12 Das kleinste in großen Stückzahlen gefertigte Kohlenstofflager hat die Abmessungen Ø 1,8/0,5 x 1,0 mm. Toleranzen Ausführungsformen Die nach dem Brennprozeß bei Neben Toleranzen und kleinst- bzw. Verdichtung auf den gesamten formgepreßten Teilen einhaltbaren größtmöglichen Abmessungen Querschnitt erfolgt und damit auch Maßtoleranzen sind abhängig von muß auch die Formgebung auf die ein störungsfreies Ausstoßen ge- Ausführungsform und Größe des anwendbare Preßtechnologie abge- währleistet ist. Teiles. Als Anhaltswert für Teile, die stimmt werden. Dabei ist u. a. der unter Prozeßüberwachung herge- Aufwand für die Herstellung der in Zur Verbesserung sollten nach stellt wurden, können 1,2 – 2 % Frage kommenden Preßform abzu- Möglichkeit Entformschrägen bis bezogen auf die Durchmessermaße wägen. zu 1° sowohl für den max. Außen- angesetzt werden. Für die Maße in durchmesser als auch für den min. Preßrichtung, also z. B. für die Ring- Nachstehend werden die wichtigsten Innendurchmesser zugelassen stärke, wird von Ausführungsform Punkte aufgeführt, die bei der werden. Kantenbrüche und und Größe des Teiles eine Toleranz Formgebung fertiggepreßter Koh- Abfasungen sind im Winkel von von ± 0,10 mm bis ± 0,25 mm lenstoffteile zu beachten sind. < _ 45° anzubringen. Generell sind benötigt. Eine endgültige Toleranz- an allen Kanten der Preßlinge, festlegung sollte nach ersten Ferti- Die Preßwerkzeuge mit vertikaler soweit keine Durchbrechungen gungsversuchen mit statistischer Preßachse müssen so ausgelegt vorkommen, Kantenbrüche vorzu- Auswertung erfolgen. werden, daß eine gleichmäßige sehen. Steuerschieber 13 Bei formgepreßten Bauteilen sollten möglichst zueinander versetzte Absetzungen am äußeren Umfang und in der Bohrung vermieden werden, d. h. äußere Absetzungen verlangen durchgehende Bohrungen und einfache Form sehr gut geeignet umgekehrt. Sofern neben der äußeren Absetzung unbedingt auch eine innere erforderlich ist, sollte die innere Absetzung eine Tiefe von 1mm nicht wesentlich überschreiten. Auch hier abgesetzte Form gut geeignet ist wieder zu sagen, daß in Sonderfällen Versuche zur Ermittlung der Herstellungsmöglichkeiten sinnvoll sind. Wenn vertikale Nuten erforderlich sind, sollten diese durchgehend stärker abgesetzte Form spezielles Verfahren erforderlich vorgesehen werden. Alle Übergänge sind dabei abzurunden. Anrundungen sind bei Übergängen > 2 mm sinnvoll. Absetzungen in = > 1mm radialer Richtung sollten = sein. stark abgesetzte Form trotz spezieller Verfahren schwierig herstellbar eventuelle Nachbearbeitung einer Absetzung erforderlich Die gezeigten Ausführungsskizzen mi n .2 Angaben dienen. R Alle bisherigen Angaben zur .2 Fertigpreßtechnik gelten für unsere fertiggepreßten KohlenstoffGraphitwerkstoffe wie Kantenbrüche < = 1,5 x 20 – 45° Bei Absetzungen Entformungswinkel von mind. 2° vorsehen –FH421–, –FH421A–, –FH421B–, –FH421Z–, –FH441Z–, –FH531B–, –FH821A–, –FH821Z– –FH841Z–. 14 R Ergänzung der im Text gemachten mi n sollen zur Orientierung und Teilfertiggepreßte und fertiggepreßte Bauteile aus kunstharzgebundenen Kohlenstoff-Graphitwerkstoffen (FF-Werkstoffe) Bei diesen Werkstoffen handelt es sich um kohlenstoff- und/oder graphitgefülltes Phenolharz. Bei den verschiedenen Werkstoffen wie z. B. –FF501–, –FF521–, –FF601– und –FF541– sind die Füllstoff-Zusammensetzungen und Füllstoff-Gehalte variiert, um den verschiedenen Anforderungen gerecht zu werden. Als Einsatzgebiete kommen Lager, Als Beispiele seien hier angeführt: Lager für magnetisch angetriebene Pumpen Dichtungsringe für Haushaltswasserpumpen, Ölbrennerpumpen, Waschmaschinenpumpen und Autokühlwasserpumpen Komplette Pumpen, z. B. für Zentralverriegelung und für die orthopädische Sitzverstellung in Kraftfahrzeugen Steuerventile für pneumatische Steuerungen Pumpenräder für Kraftstofförderpumpe in Kraftfahrzeugen Dichtungsringe und Pumpenteile in Lager für magnetisch angetriebene Pumpen Die physikalischen Eigenschaften dieser phenolharzgebundenen Werkstoffe können dem PDF „Kenndaten – Standardwerkstoffe“ (30.14) auf unserer Internetseite entnommen werden. Hinzuweisen ist hier nochmals insbesondere auf die Temperaturbe- Frage, die in der Automobilindustrie, ständigkeit bis 180 °C und auf den im Maschinen- und Apparatebau Wärmeausdehnungskoeffizienten, sowie in der Regelungstechnik ein- der in der Größenordnung von gesetzt werden. Stahl liegt. Aufgrund dessen ist es auch möglich, spritztechnisch Stahlwellen direkt mit diesen Werkstoffen zu umpressen und somit eine optimale Verbindung mit einem Bauteil zu schaffen. Die Produktion solcher Teile kann vollautomatisch mit den entsprechenden Zuführungen und Entnahmen erfolgen, wobei Schunk Kohlenstofftechnik über entsprechend große Erfahrung verfügt. Pumpenrad für Kraftstofförderpumpe in Kraftfahrzeugen Dichtungsringe für Haushaltswasserpumpen, Ölbrennerpumpen, Waschmaschinenpumpen und Autokühlwasserpumpen 15 Dimensionierung Ausführungsformen Die dünnste Wandstärke bei diesen Bei Einsatz des seit vielen Jahren Werkstoffen wird in erster Linie bekannten Fließpreßverfahrens für bestimmt durch den Werkzeugbau die Herstellung von kunstharzge- und sollte möglichst nicht unter bundenen Bauteilen können 0,5 mm liegen. Die max. Wandstärke weitestgehend die Empfehlungen eines Bauteils sollte 10 mm nicht zur Fertigpreßtechnik von pechge- überschreiten, da dann durch bundenen Kohlenstoff-Graphitwerk- längere Aushärtezeiten dieser stoffen (FH-Werkstoffe) übernommen duroplastischen Werkstoffe im be- werden. heizten Preßgesenk eine rationelle Komplette Pumpe für Fertigung nicht mehr gegeben wäre. Zentralverriegelung Diese kunstharzgebundenen Werkstoffe können spritztechnisch und Preßmasse in nahezu flüssiger Form Toleranzen in ein geschlossenes beheiztes Nach dem Preßvorgang in beheizten Insbesondere die spritztechnische Werkzeugen werden die kunstharz- Verarbeitung dieser Werkstoffe gebundenen Bauteile nur noch in erlaubt eine freie Formgestaltung der Trockenschränken nachgehärtet Bauteile und ermöglicht wesentlich bzw. getempert. Bedingt durch eine kompliziertere Formen im geringfügige Maßabweichung bei Vergleich zu pechkoksgebundenen dieser Temperaturnachbehandlung, Kohlenstoff-Graphitwerkstoffen kann für ein im Werkzeug liegendes (FH-Werkstoffe). Maß eine Toleranz von IT9 bis IT10 höheren Gesenkkosten für die benötigten Wärmepreßgesenke zu berücksichtigen. Dadurch bedingt sollte bei Bauteilen aus kunstharz- Spritzpreß- bzw. Spritzgießtechnik. Bei diesen Preßverfahren wird die im Fließpressen verarbeitet werden. Andererseits sind hierbei die Anders sieht es aus bei Einsatz der als Anhaltswert genannt werden. Für Maße, die in der Trennebene des Werkzeuges liegen, kann in der Regel eine Toleranz von mindestens 0,10 mm eingehalten werden. gebundenen Werkstoffen die Die endgültige Toleranzfestlegung Mindestmenge pro Fertigungslos solte auch hier nach ersten Ferti- 25 000 Stück betragen. gungsversuchen mit statistischer Preßgesenk eingespritzt. Hierdurch gibt es kein Problem von ungleichmäßiger Verdichtung über den Querschnitt eines Bauteiles. Deshalb können zueinander versetzte Absetzungen am Außendurchmesser und in der Bohrung realisiert werden. Außerdem stellen äußere und gleichzeitig innere Absetzungen am Außendurchmesser keine Probleme dar. Selbst Hinterschneidungen sind mit speziellen Werkzeugausführungen machbar. Zu beachten ist die Wahl einer geeigneten Anspritzstelle, da hierdurch die späteren Eigenschaften des Bauteils beeinflußt werden. Auswertung erfolgen. Für die Einhaltung von funktionswichtigen Toleranzen werden Prozeßregelungsverfahren als Qualitätssicherungsmaßnahme eingesetzt. Steuerventil für pneumatische Steuerung 16 17 30.20/2005 Schunk Kohlenstofftechnik GmbH Rodheimer Straße 59 35452 Heuchelheim Germany Telefon: +49 (0) 641 608-0 Telefax: +49 (0) 641 608 1747 [email protected] www.schunk-tribo.com