Physikbasierte mechatronische Simulation
Werbung

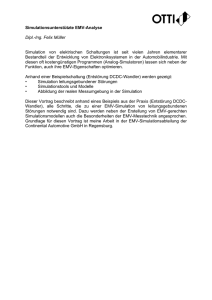
Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen Prof. Dr.-Ing. Gunther Reinhart, Dipl.-Inf. Frédéric-Felix Lacour Institut für Werkzeugmaschinen und Betriebswissenschaften (iwb) Technische Universität München Boltzmannstraße 15, 85748 Garching Tel.: +49 (0) 89 289 15452, Fax: +49 (0) 89 289 15555 E-Mail: [email protected] Zusammenfassung Die mechatronische Simulation wurde in den letzten Jahren vom Anwendungsgebiet der Werkzeugmaschinen auf materialflussintensive Produktionsanlagen übertragen. Dabei zeigt sich, dass der Materialfluss für die Aussagekraft der Simulation wesentlich ist. Hierzu wird nach dem aktuellen Stand der Technik ein so genanntes Physikmodell eingesetzt, das den Materialfluss auf der Basis physikalischer Parameter (wie z. B. Massen und Massenschwerpunkte) beschreibt und von einer so genannten Physik-Engine ausgewertet wird. Trotz erster erfolgreicher Anwendungen wird diese Methode momentan durch die in Echtzeit simulierbare Modellgröße limitiert. Deshalb wird in diesem Beitrag ein Vorgehen beschrieben, das die bisherige Beschränkung auf wenige Fördergüter aufhebt und dabei eine echtzeitfähige mechatronische Simulation des Verhaltens komplexer Produktionsanlagen erreicht. Hierzu werden die Bauteilegeometrien so modifiziert, dass die originäre Oberflächentopologie wieder hergestellt ist und so automatisch optimierte Kollisionsmodelle generiert werden können. Anhand eines realitätsnahen Anwendungsszenarios wird die praktische Nutzbarkeit gezeigt und zukünftige Forschungsbereiche identifiziert. Schlüsselwörter Virtuelle Inbetriebnahme, Physikbasierte mechatronische Simulation, Mechatronik, Virtuelle Realität, Automatisierung Seite 86 1 G. Reinhart, F.-F. Lacour Einleitung Bei der Entwicklung und Inbetriebnahme von Produktionsanlagen hat sich die Simulation mittlerweile in vielen Bereichen etabliert [ABW+05], [Gre99], [Kra01]. Dennoch stellt die industrielle Umsetzbarkeit die Entwickler und Anwender vor zahlreiche Herausforderungen [NAB+07], [Wün09]. Gerade der Test der Steuerungsprogramme mit Hilfe von Simulationssystemen bietet vielen Unternehmen die Möglichkeit, den stetig wachsenden softwaretechnischen Funktionsumfang der Anlagen kontrollieren und einen einwandfreien Ablauf der Produktion bereits vor der Inbetriebnahme der Anlage sicherstellen zu können [RP04]. Den Vorteilen bei Kosten und Funktionsvielfalt steht jedoch eine Komplexitätssteigerung in der Steuerungssoftware gegenüber, die zu einer steigenden Fehlerwahrscheinlichkeit in der Steuerungslogik führen. Um dennoch die Vorteile von mechatronischen Produktionsmaschinen weiter auszubauen, werden die Methoden der mechatronischen Simulation bzw. Virtuellen Inbetriebnahme eingesetzt, um die Steuerungslogik bereits vor dem realen Aufbau an einem virtuellen Simulationsmodell zu validieren. Auf diese Weise können frühzeitig konstruktive Mängel und eine Vielzahl von Fehlern in der Steuerungssoftware erkannt und behoben werden, so dass sich ein immenses Einsparungspotenzial in Bezug auf den Zeitaufwand bei der eigentlichen Inbetriebnahme ergibt [Wün07]. Bisher steht dem hohen Nutzen der Simulation allerdings ein erheblicher Aufwand bei der Erstellung der Simulationsmodelle mit den aktuell am Markt verfügbaren Softwaresystemen gegenüber. Um dennoch die Vorteile der Simulation auch für materialflussintensive Produktionsanlagen nutzen zu können, wird daher eine Methode eingesetzt, welche auf der Basis von Physikmodellen das Verhalten von Fördergütern, z.B. bei Transportvorgängen, mit Hilfe einer so genannten Physik-Engine automatisch abbildet [Spi09]. Obwohl erhebliche Einsparungen bei der Erstellung der Simulationsmodelle erreicht werden können, ist bei bisherigen physikbasierten Ansätzen die simulierbare Modellgröße eingeschränkt. So konnte in Versuchen gezeigt werden, dass Anlagenmodelle mit mehr als drei Förderbändern und zehn Transportgütern nicht in Echtzeit simulierbar und somit nicht für eine Hardware-in-the-Loop-Kopplung nutzbar sind. Aus diesem Grund wird im Folgenden aufgezeigt, wie eine Methode zur physikbasierten mechatronischen Simulation zu erweitern und zu modifizieren ist, so dass auch Anlagenmodelle mit einem komplexen Materialfluss in Echtzeit simuliert werden können. 2 Stand der Wissenschaft und der Technik 2.1 Virtuelle Inbetriebnahme und mechatronische Simulation Um die Steuerungssoftware schon vor dem eigentlichen Aufbau einer Maschine oder Anlage zu testen, werden die Methoden der so genannten Virtuellen Inbetriebnahme [Wün07], [Dom07] und der mechatronischen Simulation [ZPM05] eingesetzt. Somit Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen Seite 87 können sowohl die Steuerungslogik, als auch das Maschinenverhalten, vorab anhand eines digitalen Modells validiert werden. Darüber hinaus existieren auch Mischformen der Virtuellen und realen Inbetriebnahme, beispielsweise die sogenannte Hybride Inbetriebnahme [Dom07], in der schrittweise die Modelle in der Virtuellen Inbetriebnahme durch reale Komponenten ersetzt werden können. Für materialflussintensive Produktionsanlagen mit zahlreichen Prozessgütern ist die Erstellung des Simulationsmodells aktuell sehr arbeitsintensiv [DH07], da unter anderem der Verfahrweg für jedes transportierte Fördergut explizit in Programmierskripten hinterlegt werden muss [RW07], [Mew05]. 2.2 Physikbasierte mechatronische Simulation Um die Modellerstellung bei der mechatronischen Simulation bzw. Virtuellen Inbetriebnahme zu vereinfachen und zu beschleunigen, kann das bisherige Modell des Materialflusses durch ein so genanntes Physikmodell ersetzt werden. Durch diese physikbasierte mechatronische Simulation ist es möglich, den Transport der Fördergüter auf der Basis physikalischer Gesetzmäßigkeiten (wie z. B. Gravitation und Reibung) vorab zu simulieren. Eine wichtige Grundlage der physikbasierten mechatronischen Simulation ist die Methode zur Erstellung von Physikmodellen1 zur Simulation von Maschinen und Anlagen im Rahmen eines integrierten Entwicklungs- und Konstruktionsprozesses [Spi09]. Hierbei wird ein Vorgehen beschrieben, welches die polygonale Oberfläche der Bauteile nutzt, um konkave2 Kollisionskörper zu erstellen [RL08a], [RL08b]. Darauf aufbauend wurde ein fünfstufiges Vorgehen abgeleitet, mit Hilfe dessen, ausgehend von den realen 3D-CAD-Daten der Anlage, ein Physikmodell teilautomatisiert erstellt werden kann [RL09]. Insbesondere wird hierfür das vereinfachte Dreiecksnetz der Bauteile genutzt, um das Kollisionsmodell für die physikbasierte mechatronische Simulation abzuleiten. Dieses Kollisionsmodell wird in der Anwendung genutzt, um Kontakte zwischen den Bauteilen zu errechnen und Kollisionsreaktionen der Bauteile zu generieren. Somit ist es möglich, ein physikalisch korrektes Verhalten des Fördergutes innerhalb eines Transportsystems zu berechnen und die Aussagekraft der mechatronischen Simulation zu steigern. 1 Das Physikmodell umfasst Informationen, welche innerhalb der Simulation für die Abbildung des simulierten physikalischen Verhaltens eines Bauteils verwendet werden (bspw. Masse und Schwerpunkt). Zusätzlich werden in einem Physikmodell auch die Parameter der Umgebung (z. B. Gravitation) definiert. 2 Ein Körper wird als konkav bezeichnet, wenn die Strecke zwischen mindestens zwei körpereigenen Punkten nicht vollständig innerhalb des Körpers liegt (Beispielsweise bei „Löchern“ oder „Dellen“ im Körper). Seite 88 2.3 G. Reinhart, F.-F. Lacour Konvexe Zerlegung konkaver Geometriemodelle Bisherige Verfahren zur physikbasierten mechatronischen Simulation basieren auf konkaven Kollisionskörpern oder aufwendig manuell erstellten Kollisionsmodellen. Die konkaven Körper verursachen während einer Simulation einen großen Berechnungsaufwand, der durch den Einsatz vereinfachter Kollisionsmodelle stark reduziert werden kann. Aktuell werden diese jedoch arbeitsintensiv manuell erstellt und sind somit für den Einsatz bei materialflussintensiven Produktionsanlagen ungeeignet. Alternativ kann ein konkaver Kollisionskörper in eine Menge konvexer Teilkörper zerlegt werden, um Berechnungsaufwände einzusparen (siehe Abschnitt 4). Die Entwicklung von Strategien zur Zerlegung konkaver Geometriemodelle in konvexe Teile hat in dem Bereich der Computergraphik eine lange Tradition [ZTS02]. Trotz zahlreicher Ansätze und erster vielversprechender Ergebnisse existiert derzeit kein kommerziell verfügbares Softwarewerkzeug, da schon die einfachsten Ansätze große Herausforderungen in Bezug auf ihre Programmierung stellen [CDS+97], [LZB08]. Durch die häufige Repräsentation der Geometriemodelle mittels ihrer Oberfläche wird daher oftmals untersucht, wie die Oberfläche eines Modells in eine Menge konvexer Oberflächen3 zerlegt werden kann. Obwohl dies eine Vereinfachung der ursprünglichen Aufgabenstellung darstellt, konnte nachgewiesen werden, dass die konvexe Zerlegung der Oberfläche in eine minimale Anzahl an Teilflächen NP-vollständig ist. Aus diesem Grund wird in aktuellen Ansätzen lediglich eine Annäherung an die ursprüngliche Geometrie fokussiert [LA08], was jedoch für den Bereich der mechatronischen Simulation häufig eine zu starke und daher unzulässige Approximation darstellt. 3 Konzept und Methodik Um eine bestehende Methode zur Erstellung von Physikmodellen bei der mechatronischen Simulation (siehe Bild 1) auch auf materialflussintensive Produktionsanlagen mit zahlreichen Fördergütern zu übertragen, bedarf es einer Erweiterung der Vorverarbeitung der Bauteilegeometrie (Teilprozess Vorverarbeitung) und einer Anpassung der Erstellung des Kollisionsmodells (Teilprozess Ableitung). 3 Eine Oberfläche ist konvex, wenn sie vollständig auf der Oberfläche ihrer konvexen Hülle liegt. Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen Seite 89 Bild 1: Das fünfstufige Verfahren zur Erstellung des Physik- und Simulationsmodells aus den 3D-CAD-Daten einer Produktionsanlage Durch dieses erweiterte Verfahren ist es erstmals möglich, die realen 3D-CAD-Daten in ein Simulationsmodell zu überführen, das in Echtzeit berechnet werden kann. Somit kann, im Rahmen einer mechatronischen Simulation, die anlagenspezifische Steuerungslogik mit der Simulation gekoppelt werden und materialflussintensive Testszenarien können vorab evaluiert werden. Die spezifischen Teilschritte, die von dem bisherigen Vorgehen abweichen, werden im Folgenden ausgeführt. 3.1 Vorverarbeitung der Bauteilegeometrie Im Rahmen der Vorverarbeitung der Bauteilegeometrie wird das 3D-CAD-Modell in ein trianguliertes Modell überführt. Hierzu werden die bisherigen Teilschritte Tesselierung und Polygonreduktion um den neuen Teilprozess Rekonstruktion erweitert. Bild 2: Die drei Stufen der Vorverarbeitung der Bauteilegeometrie mit dem neuen Teilprozess Rekonstruktion Seite 90 G. Reinhart, F.-F. Lacour Wie in Bild 2 dargestellt, wird das 3D-CAD-Modell zunächst einer Tesselierung unterzogen, bei der die meist parametrisch beschriebenen Bauteile im 3D-CAD-System in eine Menge von planaren Flächen, oftmals Dreiecke, transformiert werden. Die eigentliche Topologie der Bauteile (im Sinne der Nachbarschaftsrelation der Oberflächenelemente) geht hierbei jedoch verloren und wird daher im Schritt Rekonstruktion wiederhergestellt. Somit bestehen die einzelnen Bauteile nicht mehr aus vielen Objekten mit jeweils wenigen Dreiecken, sondern je aus einem einzigen Objekt, einem so genannten Dreiecksnetz. Dieses Dreiecksnetz besteht in der Regel aus einer Vielzahl sehr kleiner Dreiecke, da die Auflösung der parametrischen Bauteiloberflächen im Teilschritt Tesselierung erfahrungsgemäß sehr hoch ist. Um diese Anzahl zu reduzieren, wird im Teilprozess Polygonreduktion dieses Dreiecksnetz vereinfacht [RL08b]. Abschließend entsteht somit ein trianguliertes, topologisch korrektes und vereinfachtes Modell, welches der unmittelbare Ausgangspunkt für die Erstellung des Kollisionsmodells ist. 3.1.1 Rekonstruktion der Oberflächentopologie Die Rekonstruktion der Oberflächentopologie stellt sicher, dass die originale Topologie des Bauteils durch den gegeben Datensatz repräsentiert wird. Diese geht beim Export aus den 3D-CAD-Systemen oftmals verloren, da durch die Repräsentation als „Boundary Representation“ [Hof93] die einzelnen Begrenzungsflächen eines Bauteils jeweils als einzelnes Objekt gespeichert werden. Wie in Bild 3 dargestellt, resultiert dies in einer Vielzahl von Objekten mit jeweils sehr wenigen Dreiecken. Somit können diese Datensätze in kommerziellen Softwaresystemen zur Bearbeitung von Bauteilgeometrien (z. B. zur Polygonreduktion) nicht mehr importiert werden. Daher werden die Dreiecke der einzelnen Objekte dem ursprünglichen Bauteil hinzugefügt, bis das Bauteil nur noch aus einem einzigen Dreiecksnetz besteht, der so genannten Begrenzungsfläche oder auch Oberfläche. Bild 3: Durch die Rekonstruktion der Oberflächentopologie werden die einzelnen geometrischen Objekte (links) in ein Objekt zusammengeführt (rechts) In Bild 3 ist das Drahtnetz eines Bauteils vor und nach der Wiederherstellung der Topologie dargestellt. Auf der linken Seite sind hierfür die einzelnen Objekte des Bauteils hervorgehoben. Demgegenüber ist auf der rechten Seite die homogene Struktur des Bauteils durch eine einheitliche Farbgebung abgebildet. Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen 3.2 Seite 91 Ableitung des Kollisionsmodells Das Ziel der Erstellung des Kollisionsmodells besteht in der Transformation des triangulierten Modells in ein Modell, das direkt zur Generierung von Kontakten in der physikbasierten mechatronischen Simulation genutzt werden kann. Bisherige Verfahren setzen hierzu berechnungsintensive konkave Körper ein oder verwenden aufwendig manuell generierte Kollisionsmodelle [SRS09]. Um die Berechnungsdauer dennoch zu verkürzen und keinen zusätzlichen Aufwand zu generieren, werden daher die drei neuen Teilschritte „Klassifikation“, „Konvexe Zerlegung“ und „Spezifikation“ in die physikbasierte mechatronische Simulation eingeführt. Bild 4: Die drei neuen Teilschritte „Klassifikation“, „Konvexe Zerlegung“ und „Spezifikation“ zur Überführung des triangulierten Modells in das Kollisionsmodell 3.2.1 Klassifikation Ausgehend von dem triangulierten Modell werden die einzelnen Bauteile in die drei Klassen Visuell, Statisch und Dynamisch eingeteilt. Die Klasse der ersten Gruppe umfasst alle Bauteile, die zwar zum besseren visuellen Verständnis bei einer Simulation unverzichtbar sind (wie beispielsweise die Stützen eines Förderbandes), jedoch nicht in Kontakt mit den dynamischen Bauteilen treten. Durch diese Bauteile wird die Berechnungsgeschwindigkeit der Simulation nicht beeinträchtigt, da diese lediglich dargestellt werden. Bauteile, die ihre Lage während eines Simulationslaufes nicht verändern, werden als statisch definiert. Dies beschleunigt wiederum die Simulation, da diese Objekte lediglich während der Kollisionserkennung genutzt werden, für sie jedoch keine Kollisionsantwort berechnet werden muss. Die Definition der Objekte als statisch bietet oftmals die einzige Möglichkeit, die konkaven Bauteilegeometrien als Kollisionskörper zu verwenden und findet beispielsweise in der Abbildung von Banden eines Fördersystems Verwendung. Die dritte Gruppe von Objekten, oftmals das Fördergut, umfasst die dynamischen Bauteile, die ihre Position und Lage während der Simulation stetig verändern und meist recht zahlreich auftreten. Somit besteht bei diesen Objekten das größte Potenzial, die Seite 92 G. Reinhart, F.-F. Lacour Berechnungsdauer eines Simulationsschritts durch ein optimales Kollisionsmodell maßgeblich zu reduzieren. 3.2.2 Konvexe Zerlegung konkaver Kollisionskörper Ausgehend von der Klassifikation der Bauteile wird deutlich, dass die Objekte in der Klasse der dynamischen Elemente den größten Anteil an Berechnungszeit in Anspruch nehmen. Daher werden diese konkaven Objekte in eine Menge konvexer Teilobjekte zerlegt. Bild 5: Konvexe Zerlegung (rechts) eines ursprünglich konkaven Geometriemodells einer Bierflasche (links) In Bild 5 ist die konvexe Zerlegung der konkaven Bauteilgeometrie einer Bierflasche in 36 Teile dargestellt. Hierzu wurde eine erweiterte Version der Bottom-up-Strategie von [LZB08] implementiert. Die konventionelle Methode bildet im Wesentlichen Cluster von Dreiecken, wobei diese so genannte Konvexitätsregeln einhalten. Diese legen fest, dass kein Eckpunkt und keine Kante innerhalb der konvexen Hülle liegen und die Normalen der Oberflächen gleich ausgerichtet sind. Bei genauerer Betrachtung der konvexen Hülle der beiden Pyramiden in Bild 6 wird jedoch deutlich, dass somit die Lücke zwischen den beiden Pyramiden in unzulässiger Weise geschlossen wird. Bild 6: Die Bildung der konvexen Hülle für die beiden abgebildeten Pyramiden schließt die Lücke zwischen den beiden Polyedern Um diesen Sonderfall zu identifizieren wird daher zusätzlich überprüft, ob ein Dreieck innerhalb der konvexen Hülle liegt und somit der obige Sonderfall detektiert. Hierzu wird überprüft, ob der Schwerpunkt des Dreiecks innerhalb der konvexen Hülle liegt. Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen 3.2.3 Seite 93 Spezifikation Ausgehend von der konvexen Zerlegung komplexer, konkaver Geometriemodelle wird in der Phase der Spezifikation die eigentliche Zuweisung von Kollisionsmodellen zu den Bauteilen durchgeführt. Hierbei wird das bisherige Verfahren so erweitert, dass der Kollisionskörper für ein Bauteil aus einer Menge konvexer Teile bestehen kann. Somit steht am Ende der Erstellung des Kollisionsmodells für jedes relevante Bauteil ein Kollisionskörper zur Verfügung, der hinsichtlich der Berechnungsdauer optimiert ist. Ausgehend von diesem Kollisionsmodell können, gemäß den bisherigen Verfahren, die physikalischen Eigenschaften definiert werden und die kinematischen Beschränkungen spezifiziert werden. 4 Anwendungsszenario Das gewählte Anwendungsszenario aus dem Bereich der Abfülltechnik dient primär dem Transport von Flaschen von dem rechten Förderband auf das Linke (siehe Bild 7). Bild 7: Anlage mit zwei Förderbändern und einer Führung in der Gesamtübersicht Der Aufbau des Versuchsstands entspricht im Wesentlichen einer Hardware-in-theLoop Testumgebung mit einer zentralen Steuerung, wobei das physikbasierte Simulationssystem das bisherige Softwaresystem ersetzt. Ausgehend von einem 3D-CADModell der Förderanlage wurde gemäß der präsentierten Methode das Simulationsmodell erstellt und die Steuerungslogik realisiert. Da die physikalische Simulation mit 60Hz abgetastet wird, darf ein Simulationsschritt nicht mehr als 16ms für die Berechnungen benötigen (siehe Bild 8 – „16ms“). Sollte ein Simulationsschritt diese Grenze überschreiten (z. B. durch eine aufwändige Berechnung konkaver Kollisionen) ist das Simulationsergebnis unter Umständen ungültig und somit für die mechatronische Simulation bzw. Virtuelle Inbetriebnahme ungeeignet. Zur Verdeutlichung der Vorteile der erweiterten Methode zur physikbasierten mechatronischen Simulation wurden zwei Testläufe durchgeführt. Zunächst wurde die Seite 94 G. Reinhart, F.-F. Lacour klassische Methode genutzt (Bild 8 – „Konkav“), um für die Flaschen jeweils einen konkaven Kollisionskörper zu generieren. Anschließend wurden diese konkaven Geometrien konvex zerlegt und der Kollisionskörper durch die resultierende Menge von konvexen Teilobjekten ersetzt (Bild 8 – „Konvex zerlegt“). 230 ms 220 210 200 190 180 170 160 Berechnungsdauer 150 140 130 120 Konkav 110 Konvex zerlegt 100 16ms 90 80 70 60 50 40 30 20 10 0 0 2500 5000 7500 10000 12500 15000 ms 17500 20000 Simulationszeit Bild 8: Der Verlauf einer Simulation bezüglich der Berechnungsdauer pro Simulationsschritt im Vergleich zwischen konventioneller und erweiterter Methode. In Bild 8 wird deutlich, dass die Nutzung der konventionellen Methode zu ungültigen Simulationsergebnissen führen kann. Durch den Einsatz der konvexen Zerlegung im Zuge des erweiterten Verfahrens ist es hingegen möglich, materialflussintensive Produktionsanlagen zu simulieren, ohne dabei einen hohen zusätzlichen manuellen Aufwand zu erzeugen. 5 Resümee und Ausblick Die mechatronische Simulation von Maschinen und Anlagen wird in immer mehr Unternehmen umgesetzt, um so wertvolle Zeit bei der Entwicklung und Inbetriebnahme zu sparen. Es führt jedoch der hohe Aufwand bei der Modellerstellung für die Simulation oft dazu, dass der wirtschaftliche Nutzen in Frage gestellt wird. Ein Lösungsansatz besteht in der physikbasierten mechatronischen Simulation, bei welcher der Materialfluss mittels eines Physikmodells erstellt wird. Trotz erster Erfolge, auch im industriellen Einsatz, zeigt sich, dass echtzeitfähige Simulationsmodelle einen hohen manuellen Erstellungsaufwand erfordern. Daher wurde eine Erweiterung der bisherigen Methode präsentiert, bei der die bisher konkaven Kollisionskörper durch eine Menge konvexer Teile Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen Seite 95 ersetzt werden. Anschließend konnte in einem ersten Experiment der daraus resultierende Vorteil bei der Berechnungsdauer für einen Simulationsschritt nachgewiesen werden. Basierend auf den ausgeführten Betrachtungen wurde Forschungs- und Entwicklungsbedarf in den folgenden Bereichen identifiziert: - - - Hardwareunterstützung der konvexen Zerlegung der Oberflächengeometrie: Die Berechnung der konvexen Zerlegung wird momentan sequentiell berechnet. Moderne Rechnerarchitekturen ermöglichen jedoch ein hohes Maß an Parallelisierbarkeit, die es zu nutzen gilt. Insbesondere zeigt sich, dass moderne Grafikkarten hierfür prädestiniert sind. Um die bisherigen Ansätze auf diese Systemkomponenten zu übertragen, bedarf es daher Untersuchungen hinsichtlich der Parallelisierbarkeit der Algorithmen zur konvexen Zerlegung. Formlabile Bauteile und flüssige Stoffe: In modernen Produktionsanlagen werden nicht nur starre Teile transportiert. Die physikalische Simulation muss daher um flexible Körper und flüssige Stoffe erweitert werden, da diese in Produktionsanlagen oft vorkommen (z. B. beim Abfüllen von Getränken in Flaschen in der Abfüllanlagenindustrie). Um dieses Potenzial in vollem Umfang für ein breites Anwenderspektrum nutzbar zu machen, bedarf es eines neuen Vorgehens und Datenformats, welches eine durchgehende Verwaltung formlabiler und flüssiger Stoffe ermöglicht. Skalierbarkeit der Bauteilgröße: Kleinteile werden heute aus Kostengründen häufig im Haufwerk verschickt. Zur automatischen Montage müssen diese aus dem Haufwerk vereinzelt und lagerichtig am Montageort bereitgestellt werden. Dazu werden in den meisten Fällen Vibrationswendelförderer (VWF) eingesetzt. Bei dem Entwurf und der Konstruktion dieser VWF erfordert insbesondere die Auslegung der mechanischen Ordnungssysteme großes Erfahrungswissen, um die kritischen Parameter, wie beispielsweise die Fallhöhe, zu bestimmen. Dies wird dabei häufig zeit- und kostenaufwendig an realen Prototypen durchgeführt. Die physikalische Simulation hat hier ein erhebliches Potenzial, Entwicklungszeit sowie -kosten bei der Schikanengestaltung zu reduzieren, da bereits vorab die geometrische Form optimiert werden kann, ohne eine reale Schikane fertigen bzw. anpassen zu müssen. Die in diesem Artikel beschriebenen Ergebnisse wurden im Forschungsprojekt „Methode zur Erstellung von Physikmodellen für die Simulation des maschinen- und anlageninternen Materialhandlings zur Virtuellen Inbetriebnahme (PhySiMa)“ erarbeitet, das von der Deutschen Forschungsgemeinschaft (DFG) gefördert wird. Seite 96 G. Reinhart, F.-F. Lacour Literatur [ABW+05] ALTINTAS, Y.; BRECHER, C.; W ECK, M.; W ITT, S.: Virtual Machine Tool. Annals of the CIRP 54 (2005) 2, S.21-27 [CDS+97] CHAZELLE, B.; DOBKIN, D.; SHOURABOURA, N.; TAL, A.: Strategies for Polyhedral Surface Decomposition: An Experimental Study. Computational Geometry: Theory and Applications 7 (1997) 5-6, S. 327-342 [DH07] DOMINKA, S.; HEUSCHMANN, C.: Prozessgutsimulation und Anlagenteilsimulation zur Verkürzung der Inbetriebnahme. atp - Automatisierungstechnische Praxis 49 (2007) 3, S. 55-60 [Dom07] DOMINKA, S.: Hybride Inbetriebnahme von Produktionsanlagen - von der virtuellen zur realen Inbetriebnahme (Techn. Univ., Diss.--München, 2007.). 1. Aufl. Aufl. Göttingen: Sierke 2007. ISBN: 9783940333407. (Informationstechnik im Maschinenwesen ) [Gre99] W OJCIECH G.: Hardware-in-the-loop simulation and its application in control education. In: Frontiers in Education Conference et al. (Hrsg.): Designing the future of science and engineering education. Champaign, Ill.: Stipes Publ. 1999, S. 12B6/712B612. ISBN: 0-7803-5643-8 [Hof93] HOFFMANN, C. M.: Geometric and solid modeling. 2nd. print. Aufl. San Mateo, Calif.: Morgan Kaufmann 1993. ISBN: 1558600671. (Morgan Kaufmann series in computer graphics and geometric modeling) [Kra01] KRAMER, U.: Continuous testing as a strategy of improving the PLC softwaredevelopment cycles. In: Institute of Electrical and Electronics Engineers et al. (Hrsg.): 2001 IEEE/ASME International Conference on Advanced Intelligent Mechatronics proceedings. Piscataway, NJ: IEEE Service Center 2001, S. 781-786. ISBN: 07803-6736-7 [LA08] LIEN, J.-M.; AMATO, N. M.: Approximate convex decomposition of polyhedra and its applications. Comput. Aided Geom. Des. 25 (2008) 7, S. 503-522 [LZB08] LIU, R.; ZHANG, H.; BUSBY, J.: Convex Hull covering of Polygonal Scenes for Accurate Collision Detection in Games. (Hrsg.): Graphics Interface Conference. Windsor, Ontario, Canada: ACM Press 2008, S. 203-210 [Mew05] MEWES, J.: Inbetriebnahme mit realen Automatisierungssystemen und virtuellen Maschinen. (Hrsg.): Deutsch-Niederländische Automatisierungstage 2005. Emden 03.02.2005 - 04.02.2005 [NAB+07] NEWMAN, S.T.; ALI, L.; BRAIL, A.; BRECHER, C.; KLEMM, P.; LIU, R.; NASSEHI, A.; NGUYEN, V.K.; PROCTOR, F.; ROSSO, R.S.U. JR.; STROUD, I.; SUH, S-H.; VITR, M.; W ANG, L.; XU, X.W.: The Evolution of CNC Technology from Automated Manufacture to Global Interoperable Manufacturing. In: ElMaraghy, H. et al. (Hrsg.): Proc. of the 2nd Int. Conf. on Changeable, Agile, Reconfigurable and Virtual Production 2007 [RL08a] REINHART, G.; LACOUR, F.-F.: Virtuelle Unterstützung der Produktion. Intelligenter Produzieren 2008 (2008) 2, S. 4-7 [RL08b] REINHART, G.; LACOUR, F.-F.: Einsatz eines Physikmodells zur Simulation des Materialflusses einer Produktionsanlage. In: Gausemeier, J. et al. (Hrsg.): Augmented & Virtual Reality in der Produktentstehung. Paderborn: Heinz-Nixdorf-Inst. Univ. Paderborn 2008, S. 207–219. ISBN: 978-3-939350-51-4 [RL09] REINHART, G.; LACOUR, F.-F.: Physically based Virtual Commissioning of Material Flow intensive Manufacturing Plants. In: Zaeh, M. F. (Hrsg.): CARV 2009 - 3rd International Conference on Changeable, Agile, Reconfigurable and Virtual Production 2009, S. 377-387 Physikbasierte mechatronische Simulation materialflussintensiver Produktionsanlagen Seite 97 [RP04] ROECK, S.; PRITSCHOW, G.: Hardware in the loop simulation of machine tools. Annals of the CIRP 53 (2004) 1, S. 295-298 [RW07] ROßMANN, J.; W ISCHNEWSKI, R.: Eine Systematik mit einem darauf abgestimmten Softwarewerkzeug zur durchgängigen Virtuellen Inbetriebnahme von Fertigungsanlagen. atp - Automatisierungstechnische Praxis 49 (2007) 7, S. 52-56 [SRS09] SCHEIFELE, D.; RÖCK, S.; SEKLER, P.: Effizient Automatisieren mit Virtuellen Maschinen. In: Tagungsband 12. IFF-Wissenschaftstage. Magdeburg. Fraunhofer IFF ( 2009) [Spi09] SPITZWEG, M.: Methode und Konzept zum Einsatz eines Physikmodells für die Entwicklung von Produktionsanlagen (Dissertation): Institut für Werkzeugmaschinen und Betriebswissenschaften (iwb). Technische Universität München. München (2009) [Wün07] W ÜNSCH, G.: Methoden für die virtuelle Inbetriebnahme automatisierter Produktionssysteme (Dissertation): Institut für Werkzeugmaschinen und Betriebswissenschaften (iwb). Technische Universität München. München (07.12.2007) [Wün09] W ÜNSCH, G.: Realtime Collision Detection and Rigid Body Simulation for the Digital Assembly Automation. In: Zäh, M. F. (Hrsg.): CARV 2009 - 3rd International Conference on Changeable, Agile, Reconfigurable and Virtual Production 2009, S. 899907 [ZPM05] ZÄH, M. F.; PÖRNBACHER, C.; MILBERG, J.: A Model-Based Method to Develop PLC Software for Machine Tools. International Institution for Production Engineering Research (2005), S. Vol. 54, No. 1 (2005),371-374 [ZTS02] ZUCKERBERGER, E.; TAL, A.; SHLAFMAN, S.: Polyhedral surface decomposition with applications. (Hrsg.): Computers & Graphics. Amsterdam, New York, NY , Amsterdam: Elsevier; Pergamon Press; Pergamon Elsevier. 2002, S. 733–743. ISBN: 0097-8493 Autoren Prof. Dr.-Ing. Gunther Reinhart ist seit 1993 Ordinarius am iwb an der Technischen Universität München. Er studierte dort Maschinenbau mit Schwerpunkt Konstruktion und Entwicklung und schloss 1987 die Promotion am iwb bei Prof. Milberg ab. Ab 1988 war er bei der BMW AG in den Bereichen Entwicklung und Produktion tätig. 1993 kam Herr Prof. Reinhart zurück an die Universität und baute am iwb die Gebiete Virtual & Augmented Reality sowie Mikromontage auf. Dipl.-Inf. Frédéric-Felix Lacour ist seit 2007 wissenschaftlicher Mitarbeiter am iwb der Technischen Universität München. Sein Forschungsschwerpunkt liegt im Bereich Virtuelle Inbetriebnahme und Virtual Reality.