Skript
Werbung

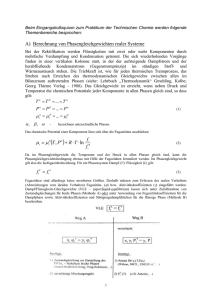
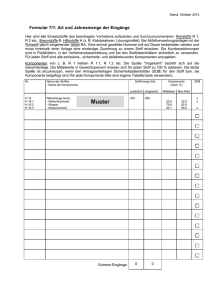
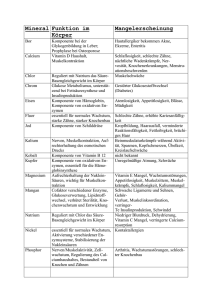
A. Thiede Werkstoffe der Elektrotechnik II. Metalle In diesem Kapitel wollen wir uns zunächst kurz den mechanischen und elektrischen Eigenschaften der Metalle zuwenden, danach aber insbesondere auf Legierungen eingehen. Den Abschluss bildet ein wiederum kürzerer Abschnitt zum Thema der Supraleitung. 1. Mechanische Eigenschaften Tabelle II.1 gibt eine Übersicht über die Gitterstrukturen der wichtigsten Metalle. Neben einer eindeutigen Zuordnung kann es, wie z.B. beim Eisen, auch zu einem temperaturabhängigen Wechsel der Gitterstruktur kommen. Dieser Effekt wird als allotrope Umwandlung bezeichnet. hexagonal kubisch flächenzentriert kubisch raumzentriert Be, Mg, Zn, Cd Cu, Ag, Au, Al, Ni, Pb, Pt Li, Na, K, Cr, Mo, Ta, W 910°C γ-Fe α-Fe 1390°C gut verformbar relativ spröde Tabelle II.1: Gitterstrukturen wichtiger Metalle Die Verformung der Metalle kann, wie in Bild II.1 illustriert, durch Abgleiten von Gitterebenen erklärt werden. Dazu eignen sich insbesondere stark besetzte Ebenen wie die (1,1,1)-Ebene im kubisch flächenzentrierten Gitter. Metalle, die in diesem Gitter kristallisieren sind daher besonders gut verformbar. Sind bestimmte Eigenschaften richtungsabhängig, so spricht man von Anisotropie, andernfalls von Bild II.1: Illustration des Gleitens von Gitterebenen Isotropie. 2. Elektrische Eigenschaften Wie bereits erläutert, ist die hohe elektrische Leitfähigkeit der Metalle darin begründet, dass die Elektronen im Leitband viele freie Energiezustände vorfinden, also kinetische Energie aufnehmen und sich somit bewegen können. Die hohe Zahl freier Energiezustände kann wiederum entweder durch • ein unvollständig besetztes Leitband oder • eine Überlappung von Valenz- und Leitband verursacht sein. Ein Elektron mit der Ladung –q und der effektiven Masse meff wird im elektrischen Feld E entsprechend dv m eff ⋅ = −q ⋅ E (II.1) dt beschleunigt. Geht man von einer mittleren Flugzeit τf aus, so erhöht sich die Geschwindigkeit des Elektrons linear bis auf q v=− ⋅ E ⋅ τf (II.2) m eff 35 A. Thiede Werkstoffe der Elektrotechnik bis sie aufgrund eines Zusammenstoßes wieder auf 0 absinkt. Damit ist die mittlere Geschwindigkeit der Elektronen im elektrischen Feld, die auch als ihre Driftgeschwindigkeit bezeichnet wird q ⋅ τf vd = − ⋅ E = −µ n ⋅ E (II.3) 2 ⋅ m eff wobei die Konstanten wie in Gleichung II.3 geschehen zu der sogenannten Beweglichkeit µ zusammengefasst werden können. Der Index bezieht sich dabei auf die Ladungsträgersorte, n also auf Elektronen. Die Stromdichte können wir nun mit J n = −q ⋅ n ⋅ v d = q ⋅ n ⋅ µ n ⋅ E = κ ⋅ E (II.4) ausdrücken und wir erhalten für die spezifische Leitfähigkeit wie schon in Gleichung I.168 1 κ = q ⋅ n ⋅ µn = (II.5) ρ Es mag überraschen, dass trotz der hohen spezifischen Leitfähigkeit die Driftgeschwindigkeit der Elektronen im Vergleich zu Halbleitern oder zu ihrer mittleren thermischen Geschwindigkeit, die etwa im Bereich von 107 cm/s liegt, winzig klein ist. So ergibt z.B. eine Driftgeschwindigkeit von nur 0.5 mm/s in Kupfer bereits die beachtliche Stromdichte von 1000 A/cm2 . Dies wird allerdings verständlich, wenn man sich die große Zahl der Ladungsträger vergegenwärtigt, die in einem Metall zum Stromfluss beitragen. Dazu wird Übungsaufgabe 5.2 dienen. Der Einfluss des Gitters auf den spezifischen Widerstand kann • in den temperaturabhängigen Term ρT(T), der auf die Gitterschwingungen zurückzuführen ist und • in den konzentrationsabhängigen Term ρF(NF), der auf Fehlordnungen zurückzuführen ist separiert werden. Damit ergibt sich der in Bild II.2 über der Temperatur dargestellte spezifische Widerstand als ρ ρ = ρT ( T ) + ρ F ( N F ) (II.6) ρF 0 2 4 6 8 T/K Bild II.2: Spezifischer Widerstand bei tiefer Temperatur Eine Kühlung auf etwa 4 K, die Temperatur von flüssigem Helium, ist ausreichend, um den temperaturabhängigen Term auf praktisch 0 zu reduzieren. Der bei dieser Temperatur gemessene spezifische Widerstand ist also ein Maß für die Reinheit eines – nicht supraleitenden – Metalls. Für geringe Konzentrationen von Fehlordnungen, d.h. für weniger als etwa 2 % , steigt der dadurch verursachte Term des spezifischen Widerstandes linear ρF ( NF ) ∼ NF (II.7) Die Temperaturabhängigkeit des spezifischen Widerstandes wird mit Hilfe des Temperaturkoeffizienten W / ( cm ⋅ K ) 1 dρ Cu 1.7 0.43 4.0 αρ = ⋅ (II.8) ρ dT Ag 1.6 0.41 4.1 ausgedrückt. Der spezifische elektrische Au 2.2 0.40 3.1 Widerstand ρ bzw. die spezifische elektrische Al 2.7 0.43 2.3 Leitfähigkeit κ sind mit der spezifischen Tabelle II.2: Spezifischer elektrischer Widerstand Wärmeleitfähigkeit λ über das Wiedeman-Franz mit Temperaturkoeffizient und (-Lorenz)'sche Gesetz spezifische Wärmeleitfähigkeit bei T Raumtemperatur λ ∼ = κ⋅T (II.9) ρ verknüpft. Diese Werte können Tabellenbüchern entnommen werden und sind beispielhaft in Tabelle II.2 für die vier wichtigsten elektrischen Leiterwerkstoffe zusammengestellt. ρ in µΩcm αρ in % / K λ in 36 A. Thiede Werkstoffe der Elektrotechnik 3. Legierungen Legierungen sind Stoffe mit metallischen Eigenschaften, die aus zwei oder mehr Elementen bestehen, von denen mindestens eines ein Metall ist. Unter einer Phase wollen wir in diesem Zusammenhang ein Gebiet mit • gleicher Zusammensetzung, • gleichem Aggregatszustand und • gleicher Kristallstruktur verstehen. Ein homogenes Gefüge besteht nur aus einer Phase. Ein heterogenes Gefüge besteht aus zwei oder mehr Phasen. Die Trennflächen von Phasen heißen Phasengrenzen. Als Voraussetzung für die nachfolgenden Betrachtungen wollen wir nun zunächst einige Begriffe und Zusammenhänge der Thermodynamik wiederholen. Gemäß der Definition der Entropie eines Zustandes S = k ⋅ ln ( P ) (II.10) wobei k wieder die Boltzmannkonstante und P die Wahrscheinlichkeit des Zustandes sind, befindet sich ein System dann im Gleichgewicht, wenn die Gesamtentropie maximal geworden ist, d.h. wenn Sgesamt = (S + SUmgebung ) = Smax (II.11) Von selbst können also nur Prozesse ablaufen, bei denen die Gesamtentropie wächst ∆S + ∆SUmgebung ≥ 0 (II.12) Wurde das Gleichgewicht erreicht, so ist die Summe der Änderungen der Entropien ∆S + ∆SUmgebung = 0 (II.13) Da der Entropieaustausch mit der Umgebung durch Wärme erfolgt, muss ∆Q ∆S = −∆SUmgebung = (II.14) T wobei ∆Q die ausgetauschte Wärmeenergie darstellt. Nach dem 1. Hauptsatz der Wärmelehre ∆Q = ∆U − ∆E (II.15) ist die einem System zugeführte Wärmeenergie ∆Q aber gleich der Summe der Erhöhung der inneren Energie ∆U und der geleisteten Arbeit –∆E . Die geleistete Arbeit ist die Volumenarbeit ∆E = − p ⋅ V (II.16) wobei p den Druck und V das Volumen bezeichnen. Ausgehend von Gleichung II.12 erhalten wir somit bei konstantem Druck und sich nur langsam verändernder, also quasi-konstanter Temperatur 0 ≥ −∆S ⋅ T + ∆U + p ⋅ ∆V = ∆ ( U + p ⋅ V − T ⋅ S ) = ∆G (II.17) Die Größe G in Gleichung II.16 wird freie Enthalpie oder Gibbs-Potential genannt. Das Gleichgewicht ist wiederum gS hergestellt, wenn die freie Enthalpie ein Minimum erreicht hat, wenn also entsprechend Gleichung II.13 g ∆G = 0 (II.18) gL Bild II.3 zeigt nun mögliche Verläufe der molaren freien Enthalpien, also der auf eine Stoffmenge von 1 mol bezogenen freien Enthalpie, der festen (S, lat. solidus) und flüssigen (L, lat. A B liquidus) Phase einer Legierung bei konstantem Druck und xB konstanter Temperatur über der Zusammensetzung, d.h. über dem Stoffmengengehalt der Komponente B. Für alle Bild II.3: Molare freie Enthalpie Zusammensetzungen ist die molare freie Enthalpie der flüssigen als Funktion des StoffPhase hier niedriger. Bei dieser Temperatur wird die Legierung mengengehalts der Komalso unabhängig vom Stoffmengengehalt der Komponente B ponente B bei ausschließstets flüssig sein. lich flüssiger Phase 37 A. Thiede Werkstoffe der Elektrotechnik gL g gS A x SB x LB xB B Bild II.4: Molare freie Enthalpie als Funktion des Stoffmengengehalts der Komponente B bei fester und flüssiger Phase Denkbar sind aber auch die in Bild II.4 skizzierten Verläufe. Durch die Doppeltangente an die Kurven für die feste und die flüssige Phase erhält man den Stoffmengengehalt der Komponente B in der festen Phase x SB bzw. in der flüssigen Phase x LB . Zwischen diesen beiden Werten treten die feste und die flüssige Phase nebeneinander auf. Auf dieser Grundlage basieren die in Abschnitt 3.1 einzuführenden Zustandsdiagramme. Für deren Klassifizierung wollen wir jedoch zunächst noch den Begriff der Mischbarkeit oder Löslichkeit erläutern. Die für den Austausch eines Atoms der Sorte A aus einem von Atomen der Sorte A gebildeten Gitter durch ein Atom der Sorte B aus einem von Atomen der Sorte B gebildeten Gitter benötigte Energie ist 1 ES = ⋅ ( E AA + E BB − 2 ⋅ E AB ) (II.19) 2 Dabei bezeichnen • EAA die für die Entfernung eines Atoms A aus dem Gitter A benötigte Energie, • EBB die für die Entfernung eines Atoms B aus dem Gitter B benötigte Energie und • EAB die beim Einbau eines Atoms A in das Gitter B bzw. eines Atoms B in das Gitter A frei werdenden Energien. Bezüglich der Energiebilanz können wir nun drei Fälle unterscheiden: • Für ES > 0 besteht nur eine beschränkte Löslichkeit bzw. Mischbarkeit. • Für ES = 0 besteht eine vollständige Löslichkeit bzw. Mischbarkeit. • Für ES < 0 treten intermetallische Verbindungen auf, wie z.B. Mg2Sn . 3.1. Zustandsdiagramm bei vollständiger Löslichkeit Bild II.5 zeigt eine Reihe der soeben diskutierten Darstellungen der molaren freien Enthalpie über dem Stoffmengengehalt der Komponente B bei verschiedenen Temperaturen und Normaldruck, d.h. bei N 1bar = 105 Pa = 105 2 . m T3 T2 T5 T1 T4 g gL L g gL L xB gL gS gS g gL g g g S S xB gS L+S xB L S xB g gL gS S xB Bild II.5: Molare freie Enthalpien der festen und flüssigen Phase über dem Stoffmengengehalt der Komponente B bei verschiedenen Temperaturen und Normaldruck Wir gehen wieder davon aus, dass die Temperatur einer Legierung so langsam reduziert wird, dass ein Atomaustausch bis zum Erreichen der Gleichgewichtskonzentration möglich ist. Andernfalls kommt es zu Konzentrationsunterschieden, die als Seigerungen bezeichnet werden. 38 A. Thiede Werkstoffe der Elektrotechnik T T T L T1 T2 Liquidus S+L T3 Solidus T4 T5 t t t Bild II.6: Zeitlicher Verlauf der Temperatur einer erstarrenden Legierung ( Parameter Stoffmenge xB ) S A x SB xB x LB B Bild II.7: Zustandsdiagramm bei vollständiger Löslichkeit ( T1-T5 entsprechend Bild II.5 ) Stellt man zunächst für verschiedene Werte von xB den Verlauf der Temperatur der Legierung über der Zeit dar, so erkennt man wie in Bild II.6 dargestellt, für die jeweils reinen Komponenten A und B einen ausgeprägten Haltebereich, d.h. die Temperatur bleibt beim Erreichen der Schmelztemperatur solange konstant, bis die gesamte Schmelze erstarrt ist. Bild II.5 entnehmen wir jedoch, dass bei einem Gemisch der Komponenten A und B über einen bestimmten Temperaturbereich Teile der Legierung fest und Teile der Legierung flüssig sind. In Bild II.6 erkennt man dies am zwar geringeren aber noch vorhandenen Absinken der Temperatur. Übertragen wir diese Punkte aus Bild II.6 sowie den jeweiligen Stoffmengengehalt der flüssigen und der festen Phase aus einer Darstellung entsprechend Bild II.4 und II.5 bei der jeweiligen Temperatur nun in eine Darstellung der Temperatur der Legierung über dem Stoffmengengehalt der Komponente B, so erhalten wir das in Bild II.7 dargestellte Zustands- oder Phasendiagramm. Oberhalb der auf diese Weise konstruierten Liquidus-Linie ist die Legierung flüssig, unterhalb der Solidus-Linie ist sie fest. Es handelt sich hier also jeweils um Einphasenräume. Zwischen beiden Linien liegen die feste und die flüssige Phase , also ein Zweiphasenraum vor. Geht man von einer Legierung mit dem Stoffmengengehalt der Komponente B xB aus und reduziert langsam die Temperatur, wie in Bild II.7 rot markiert, so trifft man zunächst auf die Liquidus-Linie. In diesem Punkt ist der Stoffmengengehalt der flüssigen Phase xL gerade noch 1 und der Stoffmengengehalt der festen Phase xS gerade noch 0. Bei weiterer Temperaturabsenkung steigt xS langsam an und xL sinkt. Der Stoffmengengehalt der Komponente B in der flüssigen Phase x LB ebenso wie der Stoffmengengehalt der Komponente B in der festen Phase x SB weichen nun jedoch von dem ursprünglich in der flüssigen Legierung vorhandenen Stoffmenge der Komponente B xB ab. Wie in blau markiert, findet man die Werte x LB und x SB für eine bestimmte Temperatur T als die Schnittpunkte der Liquidus- bzw. Solidus-Linie mit einer waagerechten Geraden durch den Punkt (xB,T). Qualitativ kann man sich leicht vorstellen, dass in dem in Bild II.7 gezeigten Beispiel der Stoffmengengehalt der Komponente B in der festen Phase x SB zunächst kleiner als der Ausgangswert xB ist, da ja die Komponente B die niedrigere Schmelztemperatur hat und also verstärkt Komponente A eingebaut wird. Senkt man die Temperatur weiter langsam ab, so triff man schließlich auf die Solidus-Linie. Nun ist der Stoffmengengehalt der flüssigen Phase xL=0 und der Stoffmengengehalt der festen Phase xS=1. Die Legierung ist also vollständig erstarrt und der Stoffmengengehalt der Komponente B in der nun ausschließlich vorhandenen festen Phase x SB stimmt wieder mit dem Ausgangswert bei ausschließlicher 39 A. Thiede Werkstoffe der Elektrotechnik Existenz der flüssigen Phase xB überein. In unserem Beispiel ist also die zunächst verstärkt eingebaute Komponente A nachträglich wieder ausgebaut worden. Um hierfür eine quantitative Beschreibung abzuleiten, wollen wir zunächst feststellen, dass eine Stoffmenge nur entweder fest oder flüssig sein kann, die Summe also xS + x L = 1 (II.20) sein muss. Die Multiplikation dieser Gleichung mit xB ergibt x B ⋅ xS + x B ⋅ x L = x B (II.21) Gleichzeitig kann man die Stoffmenge der Komponente B aber auch als die Summe der Stoffmengen der Komponente B in der festen und der flüssigen Phase x B = x SB ⋅ x S + x LB ⋅ x L (II.22) ausdrücken. Durch Gleichsetzen der Gleichungen II.21 und II.22 erhält man schließlich den als Hebelgesetz bezeichneten Zusammenhang (II.23) ( x B − xSB ) ⋅ xS = ( x LB − x B ) ⋅ x L Diese Bezeichnung wird verständlich, wenn man sich in Bild II.7 veranschaulicht, dass tatsächlich x SB und x LB als Endpunkte eines im Punkt xB gelagerten Hebels aufgefasst werden können. Die wichtigste Anwendung hierzu in der Halbleitertechnik ist das Zonenschmelzen, ohne dass die Herstellung von Einkristallen in der erforderlichen Reinheit nicht möglich wäre. Dabei wird eine örtlich begrenzte Schmelze bei einer konstanten Temperatur durch die Probe bewegt. Dies geschieht allerdings so schnell, dass es nicht zum Konzentrationsaustausch kommen kann. Eine zunächst stärker oder schwächer eingebaute Komponente A, die jetzt eine Verunreinigung darstellen soll, kann also nicht wieder ausgebaut werden und reichert sich daher an den Enden des stabförmigen Kristall an. Trennt man diese Enden nach vielfacher Wiederholung des Schmelz- und Erstarrungsprozesses ab, so verbleibt ein hochreiner Kristall. Das Verfahren setzt jedoch unterschiedliche Schmelzpunkte voraus. 3.2. Zustandsdiagramm bei eutektischer Erstarrung Wir betrachten nun den Fall, dass im festen Zustand keine Löslichkeit existiert. Damit entartet die Solidus-Linie des wie schon zuvor aus den Abkühlungskurven konstruierten Zustandsdiagramms zu der in Bild II.9 grün markierten, waagerechten Linie. T T T T T L Liquidus S+L Solidus TE S t t t t t Bild II.8: Zeitlicher Verlauf der Temperatur einer erstarrenden Legierung ( Parameter Stoffmenge xB ) 40 A xB x LB x EB B Bild II.9: Zustandsdiagramm bei eutektischer Erstarrung A. Thiede Werkstoffe der Elektrotechnik Die Stoffmenge x SB ist also stets 0 und das Hebelgesetz entsprechend Gleichung II.23 wird damit x B ⋅ x α = ( x LB − x B ) ⋅ x L (II.24) S α Der Stoffmenge x in Gleichung II.23 entspricht nun die mit x bezeichnete Stoffmenge sogenannter Primärkristalle, die ausschließlich aus der Komponente A bestehen. Bei Abkühlung entstehen also zunächst reine Kristalle der Komponente A. Bei der eutektischen Temperatur TE erstarrt die Restschmelze zu der sogenannten eutektischen Grundmasse, die aus Eutektische A A Kristallen beider Komponenten besteht. Das Ergebnis wird Grundmasse in Bild II.10 veranschaulicht. Besonders interessant sind Legierungen mit eutektischer Bild II.10: Eutektisch erstarrte Legierung Zusammensetzung, d.h.E Legierungen die die Komponente B mit der Stoffmenge x B entsprechend Bild II.9 enthalten. Dann kommt es nicht zur Ausscheidung von Primärkristallen und die gesamte Schmelze erstarrt sofort zur eutektischen Grundmasse. Das besondere Interesse gründet auf zwei Aspekten: • Legierungen mit der eutektischen Zusammensetzung haben die geringste Schmelztemperatur. Diese ist insbesondere kleiner als die Schmelztemperaturen beider Komponenten. Sie werden daher als Lote bei Leiterplatten oder Kontaktmetallisierungen bei integrierten Schaltkreisen verwendet, weil die geringere Schmelztemperatur die meist temperaturempfindlichen Bauelemente schont. • Legierungen mit eutektischer Zusammensetzung erfahren aber auch keine Konzentrationsänderungen in der Restschmelze und dem bereits erstarrten Teil. Somit kann die Abkühlung hier ohne Rücksicht auf den sonst notwendigen Konzentrationsausgleich erfolgen. 3.3. Zustandsdiagramme bei eingeschränkter Löslichkeit Bei eingeschränkter Löslichkeit können nur geringe Stoffmengen von A in B und umgekehrt von B in A eingebaut werden. Dazwischen tritt eine Mischungslücke auf. Wir wollen Kristallite, die hauptsächlich aus der Komponente A bestehen und nur geringe Beimischungen der Komponente B aufweisen als αPhase bezeichnen. In gleicher Weise definieren wir als β-Phase jene Kristallite, die hauptsächlich aus der Komponente B bestehen und nur geringe Beimischungen der Komponente A aufweisen. Abhängig vom Unterschied der Schmelztemperaturen der Komponenten A und B haben wir zwei Fälle zu unterscheiden. Bei ähnlicher Schmelztemperatur entsteht das in Bild II.11 dargestellte Eutektische Diagramm. Reduzieren wir bei der rot markierten Stoffmenge der Komponente B xB wieder die L L Liquidus Liquidus α+L α+L β+L Solidus α+β α Solidus Solvus β+L Solvus Mischungslücke A α+β α β xB x EB Mischungslücke B A Bild II.11: Eutektisches Zustandsdiagramm xB β x PB B Bild II.12: Peritektisches Zustandsdiagramm 41 A. Thiede Werkstoffe der Elektrotechnik Temperatur der zunächst flüssigen Legierung, so entstehen in der Schmelze α-Kristallite. Mit Erreichen der Solidus-Linie zerfällt der Rest der Schmelze in α- und β-Kristallite. Dieser in Bild II.13 veranschaulichte Vorgang wird als eutektische Reaktion bezeichnet und symbolisch durch L ⇒ α +β ausgedrückt. Halten wir also fest, dass bei der eutektischen Reaktion die zuerst gebildeten α-Kristallite bestehen bleiben. Hinzuweisen ist auf die sogenannte Solvus-Linie , die die reine α- bzw. β-Phase von dem Bereich trennt, in dem sowohl α- als auch β-Kristallite auftreten. Bei sehr stark unterschiedlicher Schmelztemperatur entsteht dagegen das in Bild II.12 dargestellte Peritektische Diagramm. Reduzieren wir auch hier bei der rot markierten Stoffmenge der Komponente B xB die Temperatur der zunächst flüssigen Legierung, so entstehen, wie in Bild II.14 gezeigt, in der Schmelze zunächst wieder α-Kristallite. Mit dem Erreichen der Solidus-Linie zerfällt der Rest der Schmelze zwar auch in α- und β-Kristallite, hierbei kommt es jedoch zu der als peritektische Reaktion bezeichneten teilweisen Auflösung der α-Kristallite und zum Einbau dieser Atome der Komponente A in β-Kristallite. Symbolisch wird dies durch α+L⇒β ausgedrückt. Die Temperatur sinkt dabei erst nach vollzogenen Umbau weiter. α α α L α L β β Bild II.13: Eutektische Reaktion Bild II.14: Peritektische Reaktion 3.4. Elektrische Eigenschaften von Legierungen Der elektrische Widerstand einer Legierung ist • von der Zusammensetzung und • vom Gefügezustand abhängig. Er kann sich also durch eine nachträgliche Temperaturbehandlung verändern. Hinsichtlich der Löslichkeit muss man zwischen den drei in Bild II.15 dargestellten Fällen unterscheiden: • Bei vollständiger Unlöslichkeit ergibt sich der Gesamtwiderstand einer Probe als die Reihen und Parallelschaltung der α- und β-Kritallite. Der spezifische Widerstand ist also der gewichtete Mittelwert der spezifischen Widerstände der Komponenten. • Bei vollständiger Löslichkeit erhält man etwa für ein Mischungsverhältnis von 1:1 ein Maximum des spezifischen Widerstandes. Derartige Legierungen werden verwendet, um Widerstände mit sehr kleinen Temperaturkoeffizienten zu realisieren. • Bei begrenzter Löslichkeit treten die zuerst genannten Fälle gemischt auf. ρ ρ A xB B vollständig unlöslich ρ A xB B vollständig löslich A xB begrenzt löslich B Bild II.15: Spezifischer Widerstand von Legierungen in Abhängigkeit von der Zusammensetzung 42 A. Thiede Werkstoffe der Elektrotechnik 4. Supraleitung Im normalleitenden Zustand ergibt sich der elektrische Widerstand durch einen Energieaustausch zwischen den Elektronen und dem Gitter. Im supraleitenden Zustand ist unterhalb einer kritischen Temperatur TC kein messbarer elektrischer Widerstand mehr vorhanden. Wir wollen uns nun zunächst einen supraleitenden Draht vorstellen, der entsprechend Bild II.16a zuerst unter die kritische Temperatur gekühlt und anschließend einem Magnetfeld ausgesetzt wird. Das Einschalten des Magnetfeldes induziert in dem Draht einen aufgrund der Supraleitung dauerhaften fließenden Strom, der seiner Ursache entgegen wirkt und also das Magnetfeld aus dem Draht verdrängt. Ändert man den Versuch entsprechend Bild II.16b dahingehend ab, dass zuerst das Magnetfeld eingeschaltet wird, so klingt der dadurch induzierte Strom schnell ab. Das nachträgliche Abkühlen unter die kritische Temperatur dürfte daran nichts mehr ändern. Tatsächlich beobachtet man aber, wie in Bild II.16c dargestellt, auch hier eine Stromverdrängung. Dieses als Meissner-Ochsenfeld-Effekt bezeichnete Versuchsergebnis zeigt, dass das Phänomen der Supraleitung nicht vom Prozessablauf und also ein echter thermodynamischer Zustand ist. T > TC T < TC T < TC T > TC T > TC T < TC T > TC T > TC T < TC B=0 B=0 B>0 B=0 B>0 B>0 B=0 B>0 B>0 a b c Bild II.16: Meissner-Ochsenfeld-Effekt HC Für jedes supraleitende Material gibt es zudem eine magnetische kritische Feldstärke HC , bei deren H0 Überschreitung das Phänomen der Supraleitung ebenfalls verschwindet. Diese kritische Feldstärke ist eine Funktion der Temperatur und steht mit der kritische Temperatur in dem in Bild II.17 grafisch dargestellten Zusammenhang ⎡ ⎛ T ⎞2 ⎤ (II.25) H C = H 0 ⋅ ⎢1 − ⎜ ⎟ ⎥ ⎢⎣ ⎝ TC ⎠ ⎥⎦ TC T Bei einer Feldstärke H0 würde es also selbst bei der Temperatur T=0 nicht mehr zu einer Supraleitung Bild II.17: Kritische magnetische Feldstärke kommen. als Funktion der Temperatur Grundlage einer relativ anschaulichen Erklärung für die Supraleitung ist die Baarden-Cooper-Schrieffer-Theorie, auch kurz BCS-Theorie genannt. Sie basiert auf der Annahme von sogenannten Cooper-Paaren, die aus zwei Elektronen mit entgegengesetztem Spin bestehen. Diese Cooper-Paare entstehen durch anziehende Wechselwirkungen, d.h. die von den positiven geladenen Atomkernen herrührende Abschirmung hebt die abstoßende Wirkung der negativen Ladungen der beiden Elektronen nicht nur auf, sondern überkompensiert sie sogar. Damit bewegen sich diese Cooper-Paare quasi wie auf einer Schiene beidseitig der regelmäßig angeordneten Atome, ohne mit diesen zusammenzustoßen. Die Cooper-Paare werden jedoch durch zu hohe Temperaturen und zu starke Magnetfelder zerstört, was die kritische Temperatur und die kritische Feldstärke erklärt. Aber auch eine 43 A. Thiede Werkstoffe der Elektrotechnik zu hohe Konzentration von Cooper-Paaren führt zu deren Zerstörung, so dass die Stromdichten begrenzt sind, oberhalb derer das System zum normalleitenden Zustand zurückkehrt. Der Effekt der Supraleitung war bereits 1911 an Quecksilber entdeckt worden. Weitere eher klassische Supraleiter sind etwa Nb mit einer kritischen Temperatur von 9.2 K, damit ist Niob das Element mit der höchsten kritischen Temperatur überhaupt, oder Nb3Ge mit einer kritischen Temperatur von 23.2 K. Die extrem tiefen Temperaturen, die nur durch Kühlung mit bei 4 K siedendem flüssigen Helium erreicht werden können, schlossen technische Anwendungen weitgehend aus. Seit 1987 regt sich aber neues Interesse für diesen Effekt. Der Grund hierfür ist die Entdeckung der sogenannten Hochtemperatursupraleiter. Hochtemperatur bedeutet hier immerhin eine Temperatur oberhalb von 77 K, dem Siedepunkt des wesentlich preiswerteren flüssigen Stickstoffs. Mit YBa2Cu2O7, BiSrCaCuO und TlBaCaCuO wurden kritische Temperaturen von 93 K, 110 K und 125 K erreicht. Wichtig ist offenbar das stets auftretende Kupferoxid. Die Hoffnung auf weitere große Fortschritte hinsichtlich der kritischen Temperatur hat sich bisher jedoch nicht erfüllt. Einer technischen Anwendung steht aber insbesondere auch die Begrenzung der Stromdichte entgegen, denn gerade für große Stromdichten ist ja die Reduzierung des Ohm'schen Widerstandes interessant. 5. Anwendungen Abschließend wollen wir verschiedene Anwendungsaspekte für metallische Werkstoffe diskutieren. a) Leiterwerkstoffe: Hinsichtlich ihrer Leitfähigkeit sind Ag, Cu, Au, Al, Na und Mg in dieser Reihenfolge am besten als elektrische Leiter geeignet. Na und Mg scheiden jedoch aus technologischen Gründen aus. Die Verwendung von Ag und Au ist aus Kostengründen nur in bestimmten Bereichen möglich. b) Kontaktwerkstoffe: Neben der Leitfähigkeit sind hier eine Reihe anderer Eigenschaften von Bedeutung: • Der Kontaktwiderstand sollte gering sein. • Die Kontakte sollten sich leicht öffnen lassen, dürfen also auch unter Last nicht kleben oder sich selbst verschweißen. • Die Atome des Kontaktwerkstoffes dürfen nicht in den zu kontaktierenden Werkstoff eindiffundieren. Dieser Effekt heißt Elektromigration und ist auch für integrierte Schaltkreise von großer Bedeutung. • Die Kontakte dürfen unter Last oder beim Öffnen nicht abbrennen. c) Widerstände: Als Widerstände werden neben Metallen, wie z.B. Ta, Legierungen wie z.B. NiCr, aber auch Halbleiter wie z.B. Graphit und Verbundwerkstoffe verwendet. Von großer Bedeutung sind insbesondere die zeitliche Konstanz des Widerstandswertes und ein kleiner Temperaturkoeffizient. Typische Werte bzw. Wertebereiche des spezifischen Widerstandes und des Temperaturkoeffizienten sind für die oben genannten Werkstoffe in Tabelle II.3 zusammengestellt. ρ in Ωcm α in K-1 Ta 1.6 10-5 4.0 10-3 NiCr 10-4 10-4 Graphit 10-3 -10-3 Verbundwerkstoffe 10-4 ... 10+4 -10-2 ... 10-3 Tabelle II.3: Spezifischer Widerstand und Temperaturkoeffizient wichtiger Widerstandswerkstoffe 44 A. Thiede Werkstoffe der Elektrotechnik d) Temperatursensoren: Für Widerstandsthermometer kann der sonst unerwünschte Temperaturkoeffizient ausgenutzt werden. Verwendet wird insbesondere wegen der chemischen Beständigkeit Platin. Bei 0°C hat Pt einen spezifischen Widerstand von 9.83 10-6 Ωcm. Der Temperaturkoeffizient ist allerdings selbst temperaturabhängig, so dass sich ein leicht nichtlineares Verhalten ergibt. Der Mittelwert des Temperaturkoeffizienten im Bereich von 0 bis 100°C beträgt υM 0.00385 K-1. Der Anwendungsbereich erstreckt sich etwa von -220°C bis zu mehr als 800°C. Zur elektrischen Temperaturmessung können aber auch sogenannte Thermoelemente verwendet werden. Sie basieren auf dem SeebeckEffekt. Darunter versteht man, dass Elektronen vom heißen Ende υ0 zum kalten Ende eines metallischen Leiters diffundieren. Verwendet man in einer Messspitze, wie in Bild II.18 skizziert, zwei Materialien, bei denen der Seebeck-Effekt unterschiedlich stark ausgeprägt ist, so kann man eine temperaturabhängige Spannungsdifferenz messen. Typische Werte der Thermospannung Bild II.18: Thermoelement sind 5 mV/100 K . 45