AML-Technik - Integrationstechnologie für aktive
Werbung

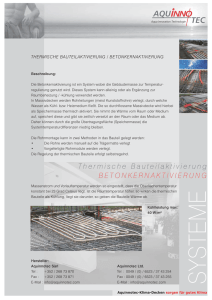
AML-Technik - Integrationstechnologie für aktive und passive Bauelemente Thomas Hofmann, Hofmann Leiterplatten GmbH, Regensburg 1. Einführung Anfang der 90er Jahre suchten wir nach einer Lösung den ständig steigenden Anforderungen der Miniaturisierung elektronischer Baugruppen gerecht zu werden. Der Grundgedanke war Bauteile in die Leiterplatte zu integrieren, nicht nur passive, sondern vor allem auch aktive Bauteile: einen „Aktiven Multi Layer“. Ohne großen zusätzlichen Aufwand sollten die Bauteile eingebettet werden. Deshalb montierten wir nach Bedarf SMD Bauteile auf den Innenlagen und machten uns bei der Einbettung die Fliesseigenschaft der Prepregs zu Nutze. Baugruppen können durch dieses Verfahren ohne großen Aufwand, kostensparend und sicher eingebetet werden. Bild 1: Schnitt durch einen eingebetteten IC (Leiterplattendicke: 1,6 mm) Schnell wurden uns die Vorteile dieses Aufbaus klar. Durch die hermetische Kapselung der Bauteile ist der „Aktive Multi Layer“, kurz AML, für den Einsatz in aggressiven, feuchten oder mechanisch beanspruchten Umgebungen bestens geeignet. Bereits 1996 konnten wir die AML-Technik zum Patent anmelden. 2. Herstellungsverfahren und Aufbau eines Aktiven Multi Layers 2.1 Bestückung der Innenlagen Die Grundlage eines AML bildet eine dünne Innenlage, die mit SMD Bauteilen bestückt wird. Die Innenlage kann ein- oder beidseitig bestückt werden. Ebenso können mehrere bestückte Innenlagen in einen AML integriert werden. Seite 1 von 1 2.2 Zusätzliche Signallagen und weitere Leiterplatten-Standardtechniken Wie bei jedem Multilayer können auch in einem AML zu den bestückten Innenlagen weitere Signal- oder Schirmlagen eingebaut werden. Eine Kombination mit Blindvias und Burriedvias ist ebenfalls möglich. Zur Abschirmung der Bauteile ist eine Randmetallisierung der Leiterplatte denkbar, die gleichzeitig Schutz der Schaltung vor möglicher eindringender Feuchtigkeit bietet. Auch andere Leiterplattentechniken wie Flexverbinder, vergoldete Randkontakte, Tiefenfräsungen usw. sind möglich. 2.3 Verpressen der AML-Schaltung Das Verpressen der AML-Schaltung kann nur in einer Vakuumpresse erfolgen. Die verwendeten Prepregs werden der Schaltung entsprechend mit Kavitäten im Bereich der Bauteile versehen. Hierbei ist die Platzierung der Kavitäten zu beachten. Auch die Auswahl der Prepregtypen und die Anzahl sind von Bedeutung, um eine lückenlose Verfüllung der geschaffenen Hohlräume, auch unter den Bauteilen, zu gewährleisten. Verbleibende nicht verfüllte Zwischenräume können zum Ausfall der Schaltung führen unter anderem beim nachfolgenden Lötprozess der Außenlagen. 2.4 Fertigstellung der AML-Schaltung Nach dem Verpressen durchläuft die Schaltungen den üblichen Prozessablauf der Leiterplattenfertigung. 3. Design Rules für AML-Schaltungen Bei dieser Integrationstechnik des Aktiven Multi Layers sind die bestehenden Design Rules für Leiterplatten zu erweitern: 3.1 Bohrungen und Durchkontaktierungen Bei einem AML ist zu beachten, dass im Bereichen der Bauteile keine Durchgangsbohrungen oder Vias platziert werden. Für Vias oder Bohrungen sollte mindestens ein Abstand von 0,5 mm von der Bohrungskante zum SMD-Pad des benachbarten Bauteils eingehalten werden. 3.2 Abstand von Bauteilen und Packungsdichte Da die Einbettung der Bauteile und die Verfüllung der Hohlräume durch das Fliessverhalten der Prepregs bestimmt wird, kommt der Packungsdichte auf den Innenlagen eine wesentliche Bedeutung zu. Bei der Erstellung des Layouts ist zu Seite 2 von 2 beachten, dass die Bauteilbereiche, die Flächen, die zur Innenlagenbestückung vorgesehen sind, nur maximal 40 % der Leiterplattenfläche belegen. Ein Bauteilbereiche definiert sich aus Bauteil einschließlich der Lötstelle. Eine gleichmäßige Verteilung dieser Bereiche über die Leiterplattenfläche ist beim Einbetten von Vorteil. Kleinere Bauteile wie Widerstände sollten zu Bauteilgruppen zusammengefasst werden, um den Aufwand und die Herstellungskosten der Kavitäten auf den Prepregs zu minimieren. Einzelbauteile sollten mindestens einen Abstand von 1 mm zueinander aufweisen und falls dies nicht möglich, ebenso zu Bauteilgruppen zusammengefasst werden. Als Abstand zwischen einzelnen Gruppierungen werden 2 mm empfohlen. Zum Leiterplattenrand sollte der Abstand von 1 mm nicht unterschritten werden. Bei speziellen Anwendungen wie z.B. Led´s, die direkt an den Leiterplattenrand gesetzt sind, um aus der Leiterplattenkante zu leuchten, kann der Abstand reduziert werden. Wichtige Design Rules sind in Bild 2 zusammengefasst. Bild 2: Desing Rules / Bauteilabstände 3.3 Leiterplattendicke Die Endstärke der Leiterplatte ergibt sich im wesentlichen aus der Dicke der integrierten Bauteile. Die maximale Bauteilhöhe ist dabei ausschlaggebend. Je nach Layout kann als Mindestdicke bei einer einlagigen Innenbestückung die maximale Bauteilhöhe +0,5 mm angesetzt werden. Bei Schaltungen, bei denen die Leiterplattendicke nicht ausschlaggebend ist, rechnet man mit einer Gesamtstärke von Bauteilhöhe +0,8 mm. Bei mehreren Bestückungsebenen spielt außerdem die Staffelung der Bauteile auf den verschiedenen Lagen übereinander eine entscheidende Rolle. Die Enddicke wird dann je nach Anwendung und Seite 3 von 3 Schaltungsaufbau individuell festgelegt. Die maximale Leiterplattenenddicke sehen wir derzeit bei 5,0 mm. Hierzu siehe den Aufbau von Bild 3. Die Stabilität einer Leiterplatte lässt sich durch die AML-Technik erhöhen, da durch die Umschließung der Bauteile das Trägermaterial verstärkt wird. So hat z.B. bei einer konventionell aufgebauten Schaltung mit einer Leiterplattenstärke von 0,5 mm und 0,5 mm Bauteilhöhe das Trägermaterial die Stabilität von 0,5 mm Dicke. Bei einer integrierten Schaltung mit gleichen Ausgangsmaßen, erreicht das Trägermaterial dagegen die Stabilität von1,0 mm Dicke. Die fertige Schaltung ist in beiden Fällen gleich dick. Bild 3: Leiterplattenstärke 4. Geeignete Bauteile für die AML-Technik Grundsätzlich können in der AML-Technik alle Bauelemente, sowohl passive als auch aktive verwendet werden. Bei unseren bisherigen Aufbauten konnten alle passiven und aktiven Bauteile, wie Widerstände, Keramik- und Tantalkondensatoren, Logikbausteine, Microcontroller, Spannungsregler, Transistoren, LED´s, Schnittstellenbausteine, Taktgeneratoren und Dioden problemlos und ohne nennenswerte Ausfälle integriert werden. Lediglich der Fertigungsprozess eines Aktiven Multi Layers schränkt die Auswahl der Bauteile ein. Es ist zu bedenken, dass beim Verpressen der Schaltung hoher Druck (ca. 10-20 kg/cm²) und eine Prozesstemperatur von ca. 180 °C für eine Dauer von etwa 1-2 Stunden auf die Bauteile einwirken. Deshalb empfehlen wir bei empfindlichen Bauteilen Vorversuche (z.B. Temperaturlagerung) durchzuführen. Generell sollte auf Bauteile zurückgegriffen werden, die eine möglichst hohe Einsatztemperatur haben. Die Integration druckempfindlicher Bauteile wie z.B. Beschleunigungssensoren hat zu Ausfällen geführt. Auch gab es vereinzelt Ausfälle von Halbleitern, wobei nicht geklärt werden konnte, ob diese auf den Fertigungsprozess des AML zurückzuführen waren oder ob es sich dabei um Frühausfälle der Halbleiter handelte. Seite 4 von 4 5. Wärmemanagement Bei Leistungsbauteilen ist als Vorteil zu betrachten, dass die Erwärmung des Bauteils durch die komplette Umhüllung auf die Leiterplatte verteilt wird. Es sind im Design bei hohen Verlustleistungen eventuell Vorkehrungen zu treffen, um die Wärme aus der Leiterplatte abzuführen. Dies kann über entsprechende Kupferflächen mit Thermalvias oder über eine Metallkernleiterplatte in AML-Technik stattfinden. Aus der Praxis können wir berichten, dass ein integrierter Leistungsbaustein durch die bessere Wärmeverteilung im AML im Vergleich zu einem konventionellen Aufbau eine geringere Erwärmung zeigte. Bei einem Versuchsaufbau wurde eine Leiterplatte mit einer Größe von 54 x 62 mm mit 4 Leistungsbauteilen bestückt und mit 1,5 W/Bauteil betrieben. Eine Baugruppe wurde konventionell und eine in AML Technik aufgebaut. Die Leiterplatten wurde mit einer Wärmebildkamera aufgenommen. Bei dem konventionellen Aufbau wurde eine maximale Temperatur von 188,5 °C gemessen und es zeigten sich Hot Spots an den Bauteilen. Bei dem Aufbau in AML-Technik lag die maximale Tempteratur bei 82,5 °C und die Wärmeverteilung war gleichmäßig über die Leiterplatte verteilt. Somit konnte die Maximaltemperatur der Baugruppe um über 100 °C gesenkt werden. Bild 4: Temperaturverteilung Seite 5 von 5 6. Vorteile der AML-Technik 6.1 Schutz vor Umwelteinflüssen Durch die hermetische Kapselung der Bauteile mit der AML-Technik, sind die Bauteile vor Umwelteinflüssen wie Staub, Feuchtigkeit, Wasser, Chemikalien, Gasen usw. geschützt. Um die Aufnahme von Feuchtigkeit weiter zu reduzieren, können zusätzlich die Außenkanten der Leiterplatte metallisiert werden. Somit kann eine Schaltung auch in Medien wie z.B. Wasser oder Öl eingesetzt werden. Im Bereich der Sensorik bietet sich hiermit der Zugriff auf eine wirkungsvolle, wie auch preiswerte Konstruktion. 6.2 EMV Schutz Die AML-Technik bietet die Möglichkeit EMV kritische Bereiche einer Schaltung in die Leiterplatte zu verlegen. Bei besonders „strahlenden“ Schaltungen empfiehlt es sich die Baugruppe gleich auf den Innenlagen aufzubauen, und eine komplette Metallisierung der Leiterplatte auszuführen. 6.3 Vibration, Stoß oder Druck Bei Anwendungen, die hohen mechanischen Belastungen wie Vibration, Stoß oder Druck ausgesetzt sind, ist durch die Integration der Bauteile ein sicherer Schutz gewährleistet. 6.4 Berührungsschutz, Gehäuseersatz Ebenso kann bei Anwendungen, bei denen die Schaltung vor Berührung geschützt werden muss, die Leiterplatte zugleich als Gehäuse verwendet werden. Dies kann erheblich an Platz und Kosten sparen. In Kombination mit Metallen wie Aluminium sind auch Baugruppen in Frontplatten auf engstem Raum möglich. So kann z.B. in eine 3 mm dicke Frontplatte die gesamte Elektronik mit Bauteilen bis zu 2 mm Höhe integriert werden. 6.5 Miniaturisierung Bei Schaltungen, bei denen Bauteile in mehreren Lagen bestückt werden, sind kleinere Abmessung der Leiterplatte möglich. Vor allem kleine Bauteile wie Widerstände oder Kondensatoren, die oft in großer Menge um Halbleiter platziert sind, können so mit kurzen Leitungen verbunden, direkt unter dem Bauteil sitzen. Bei Verwendung kleiner SMD-Bauformen können diese sogar in Leiterplatten mit einer Standarddicke von 1,6 mm integriert werden. Seite 6 von 6 6.6 Schutz vor Nachbau Ein weiterer Gedanke der ursprünglichen Entwicklung der AML-Technik war der Nachbauschutz von Schaltungen. Im Laufe der Zeit stellte sich dieses Ziel, wie man aus den obigen Erläuterungen sehen kann, nur noch als „Nebeneffekt“ dar. Jedoch sollte man diesen Vorteil nicht ganz außer acht lassen, da Schaltungen, bei denen wichtige Teilbereiche nicht mehr sichtbar sind, im Allgemeinen schwieriger nachzubauen sind. 7. Nachteile der AML-Technik Anzuführen ist hier die fehlende Möglichkeit eine fertiggestellte Schaltung zu reparieren. Dies gilt sowohl für Schaltungen die während des Herstellungsprozesses, als auch im Betrieb ausfallen. Ebenso ist es nicht möglich, die Funktion einer fertigen Schaltung mit einem herkömmlichen Testgerät für Leiterplatten zu prüfen. Hier muss eine auf die Funktion der Schaltung angepasster Test eingesetzt werden. 8. Kosten einer Schaltung in AML-Technik Die Mehrkosten für eine Schaltung in AML-Technik werden von folgenden Faktoren bestimmt: • Anzahl der Bauteile auf den Innenlagen und deren Anordnung mehr Bauteile mehr Kavitäten höhere Kosten Ansonsten verhalten sich bei die Herstellungskosten wie bei Multilayerschaltungen ohne integrierte Bauteile und richten sich nach der Komplexität der Leiterplatte z.B. Anzahl der Lagen, Blindvias und Burriedvias, usw.. Die Bestückungskosten sind ähnlich wie bei Schaltungen ohne integrierte Bauteile. Die Mehrkosten gegenüber einer Multilayerschaltung ohne integrierte Bauteile betragen je nach Integrationsdichte den Faktor 1.2 bis 2. Eine genau Bestimmung der Kosten kann jedoch nur anhand der Schaltung erfolgen. Das Einsparpotenzial durch z.B. durch kleinere Schaltungsflächen oder den Einspareffekt durch den Ersatz von Gehäusen ist mit zu berücksichtigen. Seite 7 von 7 9. Zuverlässigkeitstests Derzeit wurden verschiedene Schaltungen in AML-Technik in Klimatests mit folgenden Bedingungen geprüft: 1000 Zykletests -40°C / + 100°C mit je 15 Minuten Haltezeit bestanden 400 Zykletests -40°C / +100°C (Flüssig/Flüssig) mit je 3 Minuten Haltezeit und 10 Sekunden Umsetzzeit bestanden 1000 Stunden Lagerung in Feuchte (85°C/85%) bestanden 9. Anwendungsbeispiele Zum Schluss möchten wir Ihnen noch einige Anwendungsbeispiele der AML-Technik aufführen, die nur als gedanklicher Anreiz in den Raum gestellt werden. Den Einsatz der AML-Technik kann man nicht eingrenzen und wird sich durch den Praxiseinsatz laufend erweitern. 9.1 Sensorik Im Bereich der Sensorik können Sensorgehäuse komplett durch die Leiterplatte ersetzt werden. Die Elektronik ist geschützt in der Leiterplatte untergebracht und ist auch zum Einsatz in aggressiven Umgebungen geeignet. 9.2 Schaltelemente In Bild 5 ist ein Sensorschalter zu sehen, bei dem die Elektronik zwischen zwei Alublechen integriert wurde. Die Herstellung von Einzelschalter, als auch Tastaturen ist mit dieser Technik möglich. Die Gesamtdicke dieser Tastatur beträgt inkl. Sensorelektronik nur 4,5 mm. Bild 5: Sensorschalter Seite 8 von 8 9.3 Anzeigeeinheiten und Integrierte Frontplatten (IFP) Durch die Integration von LED´s in einem AML lassen sich flache und kompakte Anzeigeeinheiten realisieren, die auch wasserdicht sind. Ebenso lässt sich die Schutzklasse IP68 unter Druck herstellen. Der AML in Kombination mit Metall (z.B. Alu) wurde von uns zur „Integrierten Frontplatte - IFP“ weiterentwickelt. Im Schliffbild (Bild 6) ist eine 2 mm Frontplatte mit LED´s und Widerständen zu sehen. Bild 6: Schnitt durch eine integrierte Frontplatte (IFP) 9.4 Kundenspezifische Bausteine In Kombination mit verschiedenen Kontaktierungsmöglichkeiten können eigene standardisierte Bausteine hergestellt werden, die auch auf anderen Schaltungen verwendet werden können. Bild 7: AML als BGA-Modul 9.5 Chipkarten In einem bereits durchgeführten Projekt wurde ein Eprom in eine Leiterplatte integriert. So entstand eine Chipkarte für Abrechnungssysteme von Krankenhaustelefonen. In dieser Ausführung sind Chipkarten in AMLTechnik mechanisch stabil und können z.B. auch mit Desinfektionsmitteln gereinigt werden. Bild 8: Chipkarten in AML Technik der Fa. AVM Schmelter Seite 9 von 9 10. Zusammenfassung und Ausblick Die AML-Technik stellt eine Plattform für die einfache Integration von Bauteilen in Leiterplatten dar. Durch die Erhöhung der Integrationsdichte von Leiterplatten und den Ersatz von Gehäusen durch die Leiterplatte in AML-Technik sind zusätzlich Einsparpotentiale gegeben. Die Kombinierbarkeit mit anderen Leiterplattentechniken zeigt ein breites Anwendungsspektrum und wird in Zukunft verstärkt in der Entwicklung neuer Geräte Einzug halten. Bild 9: Transistortester in AML Technik mit integrierten LED´s (C) 06/2006 Hofmann Leiterplatten GmbH * Veröffentlichung nur mit Quellenhinweis erlaubt. Seite 10 von 10