Herstellung komplexer Bauteile hoher Festigkeit durch Thixo
Werbung

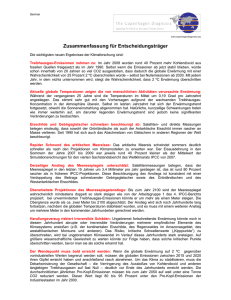
044-049um.qxd 15.05.01 15:18 Seite 44 THIXOFORMING Beispiele zum Thixo-Schmieden: Teilfüllungsversuche an einem Mäander (links, Bild 6) und an einem Pralltopf (rechts, Bild 4) Herstellung komplexer Bauteile hoher Festigkeit durch Thixo-Schmieden Am Institut für Umformtechnik der Universität Stuttgart wird seit 1994 das Thixo-Schmieden von Aluminium, Messing und Stahl untersucht. Neben der Entwicklung der Pressentechnologie und der Anlagen zur induktiven Erwärmung zielen die Forschungsaktivitäten auf seriennahe Musterbauteile aus einer breiten Werkstoffpalette. Der Artikel stellt die Möglichkeiten dar, mit denen sich verschiedene Werkstücke aus Aluminium, Messing und Stahl fertigen lassen. Die dazu notwendige Anlagentechnik wurde teilweise am Institut entwickelt und ist für die Fertigung von Kleinserien ausreichend. Die Qualität der mit Thixoforging gefertigten Bauteile ist bei deutlich erweitertem Formgebungsspektrum der von konventionellen Schmiedeteilen annähernd gleichzusetzen. Beim Thixoforming findet die Formgebung des Werkstoffs im Temperaturbereich zwischen Liquidus- und Solidustemperatur statt. Das Werkstück befindet sich somit in einem teilflüssigen Zustand. Verfahren des Thixoformings sind Thixo-Gießen (Thixocasting) und Thixo-Schmieden (Thixoforging). Das ThixoGießen ist anlagentechnisch dem Druckguss zuzuordnen, das ThixoSchmieden dem Gesenkschmieden. Besonders hervorzuheben ist, dass beim Thixo-Schmieden die zur Umformung erforderlichen Stempelkräfte verglichen mit denen des Schmiedens äußerst gering sind. Das ThixoSchmieden zielt auf die Kombination der Vorteile des Druckgießens (komplizierte Bauteilgeometrien, dünne Wandstärken) und des Schmiedens (druckdichtes Gefüge, hohe Bruchdehnung, hohe Festigkeit und gute Oberflächen). Bild 1: Hydraulische einfachwirkende 5000 kN-Presse für das Thixoforging Das Thixo-Schmieden lässt sich in die Teilschritte Vormaterialbehandlung, Erwärmung und eigentliche Umformung sowie Abkühlung mit gegebenenfalls nachfolgender Wärmebehandlung untergliedern. Die Vormaterialbehandlung soll ein Werkstoffgefüge einstellen, das nach der Erwärmung auf Prozesstemperatur aus festen globularen Gefügebestandteilen in einer flüssigen Matrix besteht. Industriell wird dies meist durch elektromagnetisches Rühren beim Stranggießen des Rohmaterials erreicht. Bezüglich weiterer Verfahren wird auf die Literatur [1] verwiesen. Bei der Erwärmung ist eine sehr genaue Temperaturführung notwendig, um einen definierten homogenen Flüssiganteil über dem gesamten Querschnitt des Rohteilbolzens zu erhalten. Dieses wird durch eine geregelte induktive Erwärmungsanlage erreicht. Die Umformung erfolgt im offenen oder geschlossenen Gesenk mit einer speziell für das ThixoSchmieden ausgelegten Presse. Nach dem Umformprozess kann eine kontrollierte Abkühlung, gegebenenfalls mit nachfolgender Wärmebehand- Zu den Autoren: Prof. Dr.-Ing. Dr. h.c. Klaus Siegert ist seit 1988 Leiter des Instituts für Umformtechnik (IFU) der Universität Stuttgart. Dipl.-Ing. Jens Baur (Leiter der Abteilung Lehre und Thixoforging), Dipl.-Ing. Günther Meßmer und Dipl.Ing. Andreas Wolf sind wissenschaftliche Mitarbeiter am gleichen Institut. 44 UMFORMTECHNIK nnnn 2/2001 044-049um.qxd 15.05.01 15:18 Seite 45 lung, zur Optimierung der Produkteigenschaften erfolgen. Presse für das Thixoforging Die Herstellung der Bauteile erfolgt auf einer hydraulischen Presse mit einer Stößelgeschwindigkeit von bis zu 800 mm/s. Die Geschwindigkeit, mit der die Umformung beginnt, sollte sehr gering sein, damit das Werkstück nicht durch den Auftreffstoß zerstört wird. Nach einem „sanften“ Anpressen sollte dann aber das Umformgut mit hoher Geschwindigkeit in die Kavitäten des Gesenks gepresst werden. Nach der Umformung sollte dann das Umformgut unter hohem Druck unter die Solidustemperatur abkühlen, um beim Übergang zum festen Zustand schrumpfungsbedingte Lunker zu vermeiden. Hierzu ist die Presse auf eine geforderte Stößelkraft umzusteuern. Die Geschwindigkeit des Stößels sollte somit über dem gesamten Hub frei programmierbar sein. Die relativ hohe maximale Geschwindigkeit von 800 mm/s wurde am IFU in Zusammenarbeit mit der Firma SMG durch Ergänzung eines entsprechend dimensionierten Stickstoffspeichers als Energiespeicher realisiert (Bild 1). Die Geschwindigkeit des Stößels wird über ein Stromregelventil zwischen Kolbenspeicher und Pressenzylinder gesteuert [2]. Ein typischer Thixoforging-Prozess läuft wie folgt ab: – Das auf die vorgegebene Temperatur erwärmte Rohteil wird in das Werkzeug eingelegt. Anschließend wird die Stößelbewegung zum Schließen des Gesenks eingeleitet. Typische Schließgeschwindigkeiten liegen im Bereich von 600 bis 800 mm/s. Zum Aufsetzen des Oberwerkzeugs oder des Stempels muss die Stempelgeschwindigkeit jedoch stark verringert werden, um ein Auseinanderspritzen des teilflüssigen Rohteils zu vermeiden. – Beim eigentlichen Umformvorgang ist eine hohe Stempelgeschwindigkeit notwendig, um ein vorzeitiges Erstarren des Werkstücks zu verhindern. Abhängig von der Werkstückgeometrie liegen dabei die Stößelgeschwindigkeiten zwischen 400 und 800 mm/s. Sie sind so zu wählen, dass eine laminare Strö- Bild 2: Elektrischer Schaltplan der induktiven Erwärmungsanlage mung zur Füllung der Werkzeugkavitäten erzielt wird. – Nach der Umformung kühlt das Umformgut unter die Solidustemperatur ab, so dass das Werkstück vollständig erstarrt. Dabei sollte ein Innendruck von mindestens 1000 bar herrschen, der durch eine entsprechende Stößelkraft realisiert wird. Die Erstarrung dauert – abhängig vom Werkstoff und von der Werkstückgeometrie – 3 bis 8 s. Im Anschluss an die Erstarrung kann das Werkzeug geöffnet und das Werkstück entnommen werden. Induktive Erwärmung Um ein unerwünschtes Kornwachstum während der Erwärmung zu verhindern, muss die Zeit bis zum Erreichen der gewünschten Werkstücktemperatur kurz sein. Dies ist nur durch die Verwendung einer induktiven Erwärmung möglich. Das IFU nutzt im Gegensatz zu üblicherweise in Forschung und Industrie eingesetzten Schwingkreis-Anlagen eine Anlage, bei der eine über einen Thyristor gepulste Gleichspannung an der Induktionsspule anliegt (Bild 2). Die Frequenz der Pulse lässt sich im Bereich von 1 bis 4 kHz einstellen. Über die Frequenz lässt sich die Eindringtiefe variieren. Außerdem ist es möglich, bei konstanter Frequenz die in das Werkstück induzierte Leistung über eine Modulation der Pulsbreite zu verändern. Mit diesen beiden Parametervariationen ist eine Optimierung der Erwärmung möglich. Da die Umformung der Rohteile in dem meist sehr engen Fenster zwischen Solidus- und Liquidustemperatur erfolgen soll, ist die genaue Kontrolle der Erwärmung erforder- Anzeige WTN 127 x 90 2/2001 UMFORMTECHNIK 45 nnnn 044-049um.qxd 15.05.01 15:18 Seite 46 THIXOFORMING Bild 3: Vergleich des Effektivstroms über die Rohteiltemperatur bei der Erwärmung eines Rohteils aus AlSi7Mg (∅ 59 mm, Höhe 24,5 mm) lich. Am weitesten verbreitet ist dafür die Messung der Induktivitätsänderung im Rohteil sowie der Einsatz eines Leistungscontrollers, der die in das Werkstück eingebrachte Leistung erfasst. Am IFU wird die Temperatur über eine Messung des Stroms in der Zuleitung zur Induktionsspule erfasst. Das Messprinzip beruht dabei darauf, dass sich bei konstanter Spannung der Strom an der Induktionsspule beim Übergang vom festen zum teilflüssigen Zustand ändert, Bild 3. Damit lässt sich der Moment des Aufschmelzens erkennen. Mit Hilfe von Referenzversuchen kann anhand einer Temperaturmessung am Ende der Erwärmung – begleitet durch Schliffbilder des abgeschreckten Gefüges –auf den Flüssigphasenanteil geschlossen werden. Thixoforging von Aluminium Gute mechanische Eigenschaften von sicherheitsrelevanten Fahrzeugkomponenten aus Aluminium sind unab- Bild 5: Thixoforging Werkstück „Mäander“ dingbar für eine Herstellung durch Thixo-Schmieden. Ein gleichmäßig hoher Druck auf die gesamte Bauteilfläche während der vollständigen Erstarrung des Materials vermeidet weitgehend Schrumpfungsporen und schrumpfungsbedingte Fehler. Daraus ergibt sich im Vergleich zu Gussverfahren eine größere Freiheit bezüglich stark differierender Wandstärken. Thixogeschmiedete Bauteile besitzen eine hohe mechanische Festigkeit bei hohen Dehnungswerten, vergleichbar mit den mechanischen Eigenschaften gesenkgeschmiedeter Werkstücke. Ergänzend dazu steigt die Freiheit bei der Formgebung, so dass Bauteile mit komplexeren Geometrien als beim konventionellen Schmieden hergestellt werden können. Im Vergleich zum Schmieden entfallen außerdem eventuell notwendige Prozessschritte oder spezielle stranggepresste Profile zur Massevorverteilung bei Gesenkschmiedestücken und die Prozesskette wird verkürzt. Bild 7: Mechanische Kennwerte des Mäanders an verschiedenen Stellen 46 UMFORMTECHNIK nnnn 2/2001 Das Werkzeug für das Schmieden im offenen Gesenk kann einem gratarmen Schmiedewerkzeug vergleichbar gestaltet werden. Dadurch verbessert sich im Vergleich zu konventionellen Schmiedewerkzeugen mit Gratbahn bzw. im Vergleich zu Druckgussformen mit Anguss das Verhältnis von Bauteilmasse zu Rohteilmasse. Durch die Einsparung der Aufbereitungskosten dieses Kreislaufmaterials lassen sich die Mehrkosten für das elektromagnetisch gerührte Vormaterial weitgehend kompensieren. Bild 4 zeigt Teilfüllungsversuche eines seriennahen Bauteils aus AlMgSi1. Die gewählte Legierung AlMgSi1 ist gut mit anderen Legierungen dieses Typs verschweißbar und weist gute Korrosionsbeständigkeit auf. Sie wird daher verbreitet im PKW-Bau eingesetzt. Das gezeigte Beispiel „Pralltopf“ stellt den Abschluss eines PKW-Längsträgers dar, an dem der Stoßfänger angeschweißt wird. Thixoforging von Messing Ein wesentlicher Vorteil thixogeschmiedeter Messingbauteile liegt in der hochwertigen Oberfläche, die dieses Verfahren ermöglicht. Das dabei verwendete Material ist eine bleifreie, chemisch korngefeinte Legierung, die sich für die Herstellung von Trinkwasserarmaturen eignet. Durch die guten mechanischen Festigkeiten lassen sich aus dieser Legierung auch Ventilführungen und Lager herzustellen. Aus einem Versuchsbauteil, dem sog. Mäander (Bild 5), können 4 Zugproben und 2 Torsionsproben 044-049um.qxd 15.05.01 15:18 Seite 48 THIXOFORMING Bild 8 und 9: Gefügestruktur von in den Bereich zwischen Solidus- und Liquidustemperatur erwärmten Bolzenabschnitten. entnommen werden. Die Zugproben Z1 und Z4 haben dabei längere Fließwege als die Zugproben Z2 und Z3. Somit kann der Einfluss des Fließwegs ermittelt werden. Der Einfluss eines Werkstoffüberlaufs zeigt sich im Vergleich der Zugproben Z1 und Z4. Bild 6 zeigt das Formfüllungsverhalten, das über Teilfüllungsversuche, sogenannte Step-Shootings, ermittelt wurde, bis hin zum fertigen Mäander. Gemäß einer Berechnung tritt nach vollständiger Füllung der Torsionsproben-Kavitäten aufgrund der Stempelgeschwindigkeit von 500 mm/s eine Fließgeschwindigkeit von bis zu 5000 mm/s im Bereich der Zugproben auf. Die für den Mäander ermittelten Werkstückkennwerte sind in Bild 7 abgebildet. Wegen der beim Thixoforging von Messing auftretenden großen inneren Spannungen im GeBild 10: Gratausbildung in Abhängigkeit der Stößelgeschwindigkeit 48 UMFORMTECHNIK nnnn 2/2001 füge ist ein Glühprozess nach der Umformung unumgänglich. Die Glühdauer beträgt 4 Stunden bei einer Temperatur von 550 °C. Deutlich erkennbar sind die guten Werte der Zugproben Z2 und Z3 mit den kürzeren Fließwegen, deren Festigkeiten dabei annähernd der des stranggepressten Ausgangsmaterials entsprechen. Außerdem kann durch den Vergleich der Zugproben Z1 und Z4 die Notwendigkeit eines Werkstoffüberlaufs, in dem sich mit Trennstoffen und Oxiden verunreinigtes Material sammelt, belegt werden. Thixoforging von Stahl Seit kurzem wird das Umformverhalten teilflüssiger Stahllegierungen untersucht. In einer ersten Projektstufe wurden zwei unterschiedliche Werkzeugstähle, der Schnellarbeitsstahl 1.3343 und der Chromstahl 1.2363 auf ihre Eignung für den ThixoSchmiedeprozess hin untersucht. Diese Stähle zeichnen sich durch ein großes Aufschmelzintervall und eine vergleichsweise niedrige Verarbeitungstemperatur aus [6]. Die Gefügestruktur von in den Bereich zwischen Solidus- und Liquidustemperatur erwärmten Bolzenabschnitten ist in Bild 8 und Bild 9 dargestellt. Während beim Schnellarbeitsstahl im Gefügebild die aufgeschmolzene Flüssigphase deutlich sichtbar ist, ist eine Unterscheidung beim Chromstahl schwierig. Durch die Martensitumwandlung sind die Austenitkorngrenzen nur noch schwer zu erkennen. Dies erschwert die metallographische Nachweisbarkeit des Flüssigphasenanteils. Durch die Wärmeenthalpie und die bei der Erstarrung frei werdende Erstarrungsenthalpie ist es trotz der hohen Wärmestrahlungsverluste mög- lich, die verwendeten Bolzenabschnitte homogen aufzuschmelzen und thixotrop umzuformen. Entgegen den Erfahrungen mit Aluminium- und Messinglegierungen ist es bei hochschmelzenden Legierungen möglich, mit konstanter Induktionsfrequenz und -leistung zu erwärmen. Durch die mit vierter Potenz der absoluten Temperatur steigende Wärmestrahlung wird die hohe Energieeinbringung gegen Ende der Erwärmung kompensiert. Durch die starke Temperaturabhängigkeit dieser Strahlung wird der Prozess stabiler und unempfindlicher gegenüber Störgrößen, wie die initiale Rohteiltemperatur oder Leistungsschwankungen der Induktionsanlage, die die Erwärmung bei Aluminiumund Messinglegierungen stark beeinflussen. Es ist daher möglich, die Erwärmung rein zeitgesteuert durchzuführen. Im Rahmen der Versuche wurde das Bauteil „Sicherungsflansch“ hergestellt. Durch den einfachen und robusten Aufbau des Werkzeugs, kombiniert mit filigranen Zapfen, eignet es sich gut für erste Untersuchungen zum Formänderungsverhalten der Stähle. Im Verlauf der Untersuchungen zeigte die Variation der Umformgeschwindigkeit, dass diese einen großen Einfluss auf die Werkstückeigenschaften hat. Entgegen der Annahme, dass hohe Temperaturdifferenzen auch hohe Umformgeschwindigkeiten zur Verhinderung einer vorzeitigen Erstarrung bedingen, zeigte sich, wie in Bild 10 zu sehen, dass bei zu hohen Geschwindigkeiten flüssiges Material in den Gratspalt gedrückt wurde. Dadurch war es nicht möglich, einen ausreichend hohen Erstarrungsdruck aufzubauen. Erst bei niedrigeren Stößelgeschwindigkeiten zeigten sich gute Resultate. Durch die Abkühlung und 044-049um.qxd 15.05.01 15:18 Seite 49 beginnende Erstarrung im Gratspalt konnte offensichtlich der notwendige Erstarrungsdruck auf das Werkstück aufgebracht werden. Beim Thixo-Schmieden wird das Rohteil in den Bereich zwischen Schmiede- und Gießtemperatur erwärmt. Die thermische und mechanische Belastung des Werkzeugs liegt folglich ebenso zwischen den entsprechenden Belastungen eines Schmiedegesenks und einer Druckgussform, Bild 11. Für die Verarbeitung von Stahl resultiert daraus, dass die thermische Belastung des Gesenks höher ist als bei Gesenkschmiedewerkzeugen. Dies führt zu einem hohen Werkzeugverschleiß. Neben einem Erweichen der Gravuroberfläche zeigt sich dies vor allem in daraus resultierenden abrasiven Auswaschungen der Oberfläche. Um das Thixoforging höherschmelzender Legierungen wirtschaftlich zu gestalten, ist die Standzeit der Werkzeuge beträchtlich zu erhöhen. Untersuchungen hierzu werden am IFU vorangetrieben. Vielversprechende Lösungsansätze werden auch in [4] Bild 11: Anforderungen an ein Thixoforging-Werkzeug diskutiert. Durch Materialien mit hoher Wärmeleitfähigkeit lassen sich die Temperaturen und Spannungen an der Werkzeugoberfläche reduzieren. Werkzeuge aus hochfesten Kupferlegierungen werden am IFU zur Zeit untersucht und mit Werkzeugen aus konventionellem Werkzeugstahl verglichen. Literatur [1] Kaufmann, H.; Wabusseg, H.; Uggowitzer, P.J.: Metallurgical and processing aspects of the NRC semi-solid casting technology. Aluminium 76 (2000), 1/2, S. 70-75 [2] Fritz, W.; Gräbner, L.; Rösner, S.: Machine Concept of a hydraulic Thixoforging Press. In: Proceedings of the 5th International Conference on Semi-Solid Processing of Alloys and Composites, Colorado, 1998 [3] Gablathuler, J.P.: Thixoforming: Ein neues Verfahren für die Produktion von Near-Net-Shape Formteilen. In: Tagungsband zur Internationalen Konferenz: „Neuere Entwicklungen in der Massivumformung“, Hrsg.: K. Siegert, 1997 [4] Hirt, G.; Nohn, B.: Untersuchungen zum Thixoforming als Alternative zur Herstellung komplex geformter Stahlschmiedeteile, Forschungsbericht P322, Studiengesellschaft Stahlanwendung, 1999 [5] Kopp, R.; Neudenberger, D.; Winning, G.; Möller, T.: Thixoforging and Thixoextrusion – Benefits of innovative forming technologies. In: Proceedings of the 6th ICTP, 1999 [6] A Guide to the Solidification of Steels, Tagungsband, Stockholm, 1977 Anzeige Fuchs Lubritech 184 x 127 2/2001 UMFORMTECHNIK 49 nnnn