3 strategische Probleme - Lehrstuhl für Produktion und Logistik
Werbung

Kapitel 5
Operative Planungsprobleme
5.1. Prognoseverfahren
Ziel aus Vergangenheits-Daten Schlüsse über die
zukünftige Nachfrage ziehen
wichtig bei:
bei Endprodukten, wenn man Make to Stock (und nicht Make to
Order) betreibt
wenn es sich um geringwertige Güter (Hilfsstoffe, Verschleißteile,
C-Produkte, etc.) handelt, bei denen sich der Aufwand für andere
Verbrauchsermittlungsverfahren nicht lohnen würde
bei untergeordneten Erzeugnissen, die in sehr vielen
übergeordneten Erzeugnissen eingehen, sodass der Bedarf einen
sehr regelmäßigen Verlauf annimmt
wenn die Daten für programmorientierte Verfahren nicht zur
Verfügung stehen (z.B. Ersatzteilverbrauch)
SS 2005
Operations Management
Kapitel 5 / 2
Verfahren
Erklärende Prognosen:
bringen den zukünftigen Verlauf in Zusammenhang mit anderen
Zeitreihen (z.B. Konjunktur)
eher für Branchen, nicht für einzelne Produkte geeignet
u. U. von Interesse für langfristige Planung Regression, OLS
Univariate Prognosen:
ermitteln mutmaßliche Nachfragewerte allein aufgrund
vergangener Nachfragwerte des jeweiligen Produktes
besonders wichtig für Mittelfristplanung Zeitreihenprognose
SS 2005
Operations Management
Kapitel 5 / 3
Verfahren II
singuläre Ereignisse:
Kenntnisse über künftige Ereignisse, die man nicht aus den
Vergangenheitswerten der Zeitreihe entnehmen kann, die jedoch
den Nachfragverlauf nachhaltig beeinflussen.
z.B. Steigerung des Bierverbrauchs aufgrund einer
bevorstehenden Milleniumsfeier, Marketingaktionen,
Gesetztesänderungen, etc.
werden meist als einfacher Zuschlag berücksichtigt
Wir werden uns hier vorrangig mit Zeitreihenprognosen (II)
befassen.
SS 2005
Operations Management
Kapitel 5 / 4
Zeitreihenprognose
Gegeben: Zeitreihen {r: = 1,…t}, d.h. die Daten von r1 bis rt-1 und
der aktueller Wert rt
Prognoseaufgabe: vom Gegenwartszeitpunkt = t aus Prognosen
pt+k = rt(t+k) für einen zukünftigen Wert in Periode t + k erstellen.
Der Index gibt den Zeitpunkt an, bis zu dem die Daten vorliegen, der
Wert in der Klammer den Zeitpunkt für den die Prognose abgegeben
wird.
Wenn nun für die Perioden t+1 bis t+k Prognosen pt+1, ... , pt+k
abgegeben werden, so ergibt sich durch Vergleich mit der sich dann
tatsächlich realisierenden Nachfrage rt+1, ... , rt+k jeweils ein
Prognosefehler et+1, ... , et+k, wobei
e = r - p
SS 2005
Operations Management
Kapitel 5 / 5
Zeitreihenprognose II
Ferner kann man in der gewählten bzw. ermittelten Formel für pt+k auch k <
0 wählen und so ex-post Prognosen für die Zeitpunkte 1, ... t berechnen,
ebenso wie die ex-post Prognosefehler e1, ... , et. Letzteres z.B. um die
Güte diverser Prognoseverfahren zu bewerten.
Zeitpunkte
1
2
…
t
Beobachtungen
r1
r2
…
rt
Prognose
Prognosefehler
ex-post-Prognose
ex-post Prognosefehler
SS 2005
p1
p2
…
pt
e1
e2
…
et
Operations Management
t+1
…
t+k
pt+1
…
pt+k
et+1
…
et+k
Kapitel 5 / 6
Zeitreihenprognose III
Maßzahlen für die Güte einer Prognose stellen Mittelwert und Streuung
der Prognosefehler dar. Für die ex-post Prognosefehler gilt:
t
1t e
bzw.
1
1
t 1
2
e
1
Diese einfachen und aus Mathematik bzw. Statistik wohlbekannten Größen
haben durchaus große Aussagekraft. Dennoch wird in der betrieblichen
Praxis häufig die scheinbar leichter zu verstehende Größe MAD (mean
absolute deviation, mittlere absolute Abweichung) verwendet:
MAD 1t
t
t
e
1
sowie die Spannweite max e min e die deutlich weniger Information bieten.
SS 2005
Operations Management
Kapitel 5 / 7
Zeitreihenprognose IV
Wir besprechen einige einfache univariate Prognoseverfahren, die auf
Zeitreihen mit:
rt
(1) konstantem Verhalten
(2) trendförmigem Verhalten
Trend
t
Zeitreihe steigt merkbar über die Zeit
(3) saisonalem Verhalten
angewandt werden.
rt
Saisonalität
t
jahreszeitliche Schwankungen
SS 2005
Operations Management
Kapitel 5 / 8
5.1.1 Zeitreihen mit konstantem Verhalten
Zeitreihen mit konstantem Verhalten weisen weder Trend noch Saisonalität
auf und sind am einfachsten zu behandeln. Dabei sind folgende
Vorgangsweisen denkbar:
5.1.1.1 naive Prognose, Letztwert - Prognose
rˆt t k rt
Man nimmt an, dass sich die Nachfrage in Zukunft wie in der Gegenwart
entwickeln wird, d.h. die Vergangenheit wird ignoriert. Falls die
Nachfragewerte aber doch um einen Mittelwert schwanken, ist es sinnvoller,
Vergangenheitswerte mit einzubeziehen (Mittelbildung).
SS 2005
Operations Management
Kapitel 5 / 9
5.1.1.2 Gleitender Durchschnitt
Der gleitende Durchschnitt prognostiziert die Zeitreihe einfach als
Mittelwert (Durchschnitt) der Nachfrage über einem „Träger“ der
letzten n Nachfragewerte rt-n+1, ... , rt:
rt t k Mt
wobei der Schätzwert Mt der Zeitreihe im Zeitpunkt t wie folgt definiert ist.
Mt
k
1
n
rt n 1 ... rt
„Gleitend“ ist der Durchschnitt insofern, als bei einer Prognose im nächsten
Zeitpunkt t+1 der älteste Wert rt-n+1 durch den neuen Wert rt+1 „verdrängt“ wird.
SS 2005
Operations Management
Kapitel 5 / 10
Gleitender Durchschnitt II
Wesentlich für die Güte der Prognose ist die Wahl des Zeitraums n:
n zu klein man reagiert zu stark auf nichtsystematische (d.h.
stochastische) Schwankungen.
n zu groß man kann temporäre systematische Schwankungen
nicht mehr erfassen.
Nachteil des Verfahrens ist die Tatsache, dass zunächst alte
Vergangenheitswerte als gleichwertig mit dem neuesten
Nachfragewert behandelt werden und dann plötzlich überhaupt
ignoriert werden. Dieser Nachteil wird im folgenden Verfahren
behoben, in dem Vergangenheitswerte „langsam in Vergessenheit
geraten“ bzw. ihre Relevanz verlieren.
SS 2005
Operations Management
Kapitel 5 / 11
5.1.1.3 einfache Exponentielle Glättung
Man prognostiziert:
rˆt t k Gt k
wobei der Schätzwert Gt das mit gewichtete arithmetische Mittel aus altem
Schätzwert Gt-1 (aus den Beobachtungen bis zum Zeitpunkt t-1) und neuer
Information rt ist:
Gt rt 1 Gt 1 , 0,1
Man kann die Beziehung für t-1 einsetzen:
mit Startwert G1 = r1
Gt 1 rt 1 1 Gt 2
Gt rt 1 rt 1 1 2 Gt 2
Man erhält auf diese Weise:
SS 2005
Operations Management
Gt
1
rt
0
Kapitel 5 / 12
Exponentielle Glättung II
Dies gilt sofern die Zeitreihe wirklich lange in die Vergangenheit
zurückverfolgt werden kann. Für großes ist der Faktor (1-) allerdings
verschwindend klein, sodass praktisch kein Fehler begangen wird wenn nur
eine endliche Summe betrachtet wird. Der Schätzwert ergibt sich durch
"exponentielle" Gewichtung der Vergangenheitswerte. Name
"exponentielle Glättung"
„Glättung“ bedeutet, dass die geglättete Zeitreihe {Gt} weniger Schwankungen
aufweist, als die ursprüngliche, {rt}
Die Rekursionsformel für die Gt läßt sich auch schreiben als:
Gt Gt 1 rt Gt 1
d.h. die neue Schätzung unterscheidet sich von der alten um den durch
gewichteten (vorherigen) Schätzfehler rt – Gt-1.
SS 2005
Operations Management
Kapitel 5 / 13
Exponentielle Glättung III
Die Wahl von ist ähnlich kritisch wie die von n beim gleitenden
Durchschnitt:
= 0 Gt = Gt-1 und die Schätzung reagiert überhaupt nicht auf
die neue Zeitreiheninformation
= 1 es zählt nur der Gegenwartswert rt
In der Praxis wählt man häufig = 0,1 bis = 0,3. Oft wird auch
durch Simulation optimiert.
Wichtig: Achten sie daruf, dass genügend Vergangenheitswerte
vorhanden sind, bzw. dass ein guter Anfangswert G1 bekannt ist.
SS 2005
Operations Management
Kapitel 5 / 14
Exponentielle Glättung IV
Beispiel: folgende Nachfragedaten:
t
1
2
3
4
5
6
rt
15 21 17 18 22 27
α = 0,2
G2 = 18
G3 = 0,2 * 17 + 0,8 * 18 = 17,8
rˆ3 (3 k ) 17,8
G4 = 0,2 * 18 + 0,8 * 17,8 = 17,84
rˆ4 (4 k ) 17,84
G5 = 0,2 * 22 + 0,8 * 17,84 = 18,67
rˆ5 (5 k ) 18,67
G6 = 0,2 * 27 + 0,8 * 18 ,67 = 20,34
rˆ6 (6 k ) 20,34
Offensichtlich schwankt die geglättete Zeitreihe {Gt} weniger als die
ursprüngliche, {rt}.
SS 2005
z.B. Mittelwert der ersten beiden Werte
Operations Management
Kapitel 5 / 15
5.1.2 Zeitreihen mit trendförmigem Verhalten
5.1.2.1 Lineare Regression (OLS) –
Methode der kleinsten Quadrate
rt
Trend
1
r
Man approximiert die Werte rt
durch eine möglichst gut passende
Gerade Rt = α + βt und die
Prognose erfolgt über
rˆt t k (t k ) k
t
Dabei werden und so bestimmt,
dass die Summe der Quadrate der
Abweichungen rt - Rt minimal wird:
t
[rt ( t )]2 min
1
SS 2005
Operations Management
Kapitel 5 / 16
Lineare Regression II
Als Ergebnis dieser einfachen Optimierungsaufgabe erhält man (wenn die
Beobachtungen zu den Zeitpunkten 1, 2, ... , t vorliegen):
t
r ( )
t 1
und
r
( ) 2
1
wobei
r 1
t
t
r
der Mittelwert der Beobachtungen ist und der
1
Mittelwert der Zeitpunkte (der erklärenden Variablen). Bei äquidistanten
Beobachtungen der erklärenden Variablen (wie bei Zeitpunkten meist gegeben)
gilt: = (erster Zeitpunkt + letzter Zeitpunkt)/2
SS 2005
Operations Management
Kapitel 5 / 17
Lineare Regression III
Also gilt:
t
1t 1t t t 1 2 t 1 2
1
Randbemerkung: Bei nicht-äquidistanten Beobachtungen 1, ... n der
erklärenden Variablen t bzw. Beobachtungspunkten (1, r1), ... , (n, rn) ist die
Formel leicht abzuändern:
t
ri ( i )
i 1
t
( i ) 2
und
r
t
, wobei
r 1t ri
i 1
SS 2005
Operations Management
i 1
t
und
1t i
i 1
Kapitel 5 / 18
Lineare Regression IV
Klarerweise ist diese Formel für äquivalent mit Darstellungen in der
t
Literatur, wo der Zähler von durch
ri r ( i )
i 1
bzw. der Nenner von
durch
i t i
i 1
i 1
t
2
t
2
ersetzt
ist.
Dieses Verfahren wird in Fällen angewandt, falls mehrer
Einflussgrößen vorhanden sind (hier: Spezialfall einer Zeitreihe),
wobei keine Unterscheidung aufgrund des Alters einer Beobachtung
gemacht wird. Falls das Alter doch eine Rolle spielt, kann eine
abgeänderte Form der exponentiellen Glättung angewendet werden.
SS 2005
Operations Management
Kapitel 5 / 19
5.1.2.2 trendbereinigte Exponentielle Glättung
Diese entspricht der einfachen exponentiellen Glättung wobei ein
Korrekturterm für den Trend verwendet wird:
rˆt t k Bt Tk k
wobei
Bt rt 1 [ Bt 1 T ]
Dabei ist T der Betrag, um den die Nachfrage im Durchschnitt pro
Periode steigt. Da T zumeist nicht bekannt ist, wird T selbst mittels
exponentieller Glättung bestimmt:
SS 2005
... Schätzwert für den Trend T basierend auf den Daten r0 bis rt
Operations Management
Kapitel 5 / 20
Trendbereinigte Exponentielle Glättung II
Schritt 1 bestimme den neuen Schätzwert für den Absatz:
Bt rt 1 [ Bt 1 Tt 1 ]
Schritt 2 bestimme den neuen Schätzwert für den Trend:
Tt [ Bt Bt 1 ] 1 Tt 1
Schritt 3 bestimme den Prognosewert für t+k:
rˆt t k Bt + Tt k
SS 2005
Operations Management
k
Kapitel 5 / 21
Trendbereinigte Exponentielle Glättung III
Beispiel: folgende Nachfragedaten:
t
1
2
3
4
5
6
7
8
9
10 11 12
rt
15 21 17 18 22 27 23 29 32 28 25 32
ersten 3 Beobachtungen Startwert für den Trend T3 = 1
Startwert für den Schätzwert B3 = 18
wir wählen α = β = 0.2
Schätzwert für Periode 4:
B4 = 0,2 * 18 + 0,8 * [18+1] = 18,8
T4 = 0,2 * 0,8 + 0,8 * 1 = 0,96
Prognose (für k=1): r‘4(5) = 18,8 + 0,96 = 19,76
Prognose (für k=2): r‘4(6) = 18,8 + 2*0,96 = 20,72
SS 2005
Operations Management
Kapitel 5 / 22
Trendbereinigte Exponentielle Glättung IV
Schätzwert für Periode 5:
B5 = 0,2 * 22 + 0,8[18,8 + 0,96] = 20,21
T5 = 0,2 * 1,41 + 0,8 * 0,96 = 1,05
Prognose (für k=1): r‘5(6) = 20,21 + 1,05 = 21,26
Schätzwert für Periode 6:
B6 = 0,2 * 27 + 0,8 [20,21 + 1,05] = 22,41
T6 = 0,2 * 2,2 + 0,8 * 1,05 = 1,28
Prognose (für k=1): r‘6(7) = 22,41 + 1,28 = 23,69
SS 2005
Operations Management
Kapitel 5 / 23
Trendbereinigte Exponentielle Glättung V
Schätzwert für Periode 7:
B7 = 0,2 * 23 + 0,8[ 22,41 + 1,28] = 23,55
T7 = 0,2 * 1,14 + 0,8 * 1,28 = 1,25
Prognose (für k=1): r‘7(8) = 23,55 + 1,25 = 23,69
T
1
2
3
4
5
6
7
8
9
10
11
12
Rt
15 21 17
18
22
27
23
29
32
28
25
32
Bt
18 18,8 20,21 22,41 23,55 25,64 28,05 29,33 29,71 31,22
Tt
1
rˆt1(t )
SS 2005
0,96 1,05
1,28
1,25
1,41
1,62
1,55
1,32
1,35
19,76 21,26 23,69 24,8 27,06 29,67 30,88 31,02
Operations Management
Kapitel 5 / 24
5.1.3 Zeitreihen mit saisonalem Verhalten
für die mittelfristige Planung von besonderer Bedeutung (Zeitraum von ein bis
zwei Jahren): bei vielen Produkten sind jahreszeitliche Schwankungen
typisch.
Zunächst berechnet man sog. momentane Saisonkoeffizienten:
rt
St
Mt
wobei Mt wieder der gleitende Mittelwertschätzer ist. Mittelt man St noch über
L + 1 Saisonkoeffizienten (den gegenwärtigen und L vergangene) gleicher
Phase
S t S t ... S t L
ˆ
S t :
L 1
so erhält man den Zeitreihenschätzwert:
SS 2005
Operations Management
rˆt M t Sˆt
Kapitel 5 / 25
Zeitreihe mit Saisonalem Verhalten II
Dabei gibt die Länge der Saison an (z.B. bei monatlichen
Zeitreihen und Jahressaison ist = 12).
Als Prognose erhält man:
rt t k Mt St k
wobei man den zur Phase t+k passenden letzten Schätzwert des
Saisonkoeffizienten S‘t+k- verwendet. (Ist k > , so benutzt man
S‘t+k-2 bzw. S‘t+k-3 usw.).
SS 2005
Operations Management
Kapitel 5 / 26
Zeitreihe mit Saisonalem Verhalten III
Beispiel: folgende Nachfragedaten (halbjährlich, = 2):
Per.
1/98
2/98
1/99
2/99
1/00
2/00
1/01
2/01
t
1
2
3
4
5
6
7
8
rt
7
10
9
11
8
13
10
13
Offensichtlich ist im ersten Halbjahr die Nachfrage im Normalfall
niedriger.
SS 2005
Operations Management
Kapitel 5 / 27
Zeitreihe mit Saisonalem Verhalten IV
1. Schritt: Ermittlung der momentanen Saisonkoeffizienten
St = rt / Mt
Mt
8,5
9,5
10
9
10,5
11,5
11,5
St
1,18
0,95
1,1
0,89
1,24
0,87
1,13
gemittelte Saisonkoeffizienten über mehrere Jahre (hier über alle)
Ŝ t
SS 2005
wobei Mt = Mittelwert von rt-1 und rt
1,18
0,95
1,14
0,92
1,17
Operations Management
0,90
1,16
Kapitel 5 / 28
Zeitreihe mit Saisonalem Verhalten V
Zusatz: oft werden die gemittelten Saisonfaktoren so korrigiert, dass die
Summe über einen saisonalen Zyklus ergibt. Die Saisonfaktoren für 2001
wären also wie folgt:
Ŝ7 0,9*2/(0,9 1,16) 0,87
S 8 1,16 * 2 / (0,9 1,16) 1,13
Schätzwert rˆt M t Sˆt
rt
rt 1 ( t )
SS 2005
10,0
und Einschrittprognose rˆt 1(t ) M t 1 Sˆt 2
9,03
11,4
8,28
12,3
10,4
13,3
11,2
9,5
10,3
9,66
13,5
Operations Management
10,4
Kapitel 5 / 29
5.1.4 Zeitreihen mit Trend und Saisonalität
ebenfalls für die mittelfristige Planung von besonderer Bedeutung
Grundidee dieses Prognoseverfahrens:
1. Ermittlung der Saisonkoeffizienten
2. Saisonbereinigte Zeitreihe: Beobachtung / Saisonkoeffizienten
3. lineare Regression (oder exp. Glättung) der saisonbereinigten Zeitreihe
4. Prognose = Wert der Regressionsgerade * Saisonkoeffizienten
Obiges Beispiel:
Saisonbereinigte Zeitreihe (Saisonkoeffizienten 0,9 bzw. 1,16)
Z t
SS 2005
7,77
8,62
70
9,48
8,88
Operations Management
11,2
11,1
11,2
Kapitel 5 / 30
Zeitreihe mit Trend und Saisonalität II
Diese Werte seien nun die rt, die mittels Regression analysiert werden
sollen. Der Mittelwert der Beobachtungen ist:
r = (7,77+8,62+10+9,48+8,88+11,2+11,1+11,2)/8 =
Mittelwert der Zeitpunkte ist: = 4,5
78,25/8 = 9,78
t
r ( ) =
- (7,77*3,5) - (8,62*2,5) - (10*1,5) - (9,48*0,5)
1
+ (8,88*0,5) + (11,2*1,5) + (11,1*2,5) + (11,2*3,5) = 19,705
t
( )2
= (3,52 + 2,52 + 1,52 + 0,52)*2 = 42
1
SS 2005
Operations Management
Kapitel 5 / 31
Zeitreihe mit Trend und Saisonalität III
Es ist ein Trend nach oben zu erkennen:
= 19,705/42= 0,47,
= 9,78 - 0,47*4,5 = 7,67
rˆ8 (t ) [7,67 0,47 t ] Sˆt 2n
SS 2005
z.B.
für n = 1 bzw. n = 2, ...
rˆ8 (9) [7,67 0,47 9] 0,9 10,71
Operations Management
Kapitel 5 / 32
5.2 mittelfristige
Produktionsprogrammplanung
5.2.1 mittelfristige Produktionsprogrammplanung
mittels LP
dynamische Produktionsprogrammplanung besitzt 2 Stufen:
SS 2005
Beschäftigungsglättung (aggregierte Gesamtplanung), d.h. Ausgleich der
Kapazitätsbeanspruchung über das Jahr. Diese mittelfristigen Überlegungen erfolgen auf aggregiertem Niveau (Produktgruppen, Monatsbasis) unter Verwendung von Nachfrageprognosen.
kapazitierte Hauptproduktionsprogrammplanung (master production
schedule), sprich kurzfristige detaillierte Festlegung der konkreten
Produktmengen in den einzelnen Perioden (Hauptprodukte auf Wochenbasis) unter Verwendung der Vorgabe der Beschäftigungsglättung und
detaillierterer Nachfrageprognosen.
Operations Management
Kapitel 5 / 33
Mittelfristige PPP mittels LP II
Ziel: Erstellung eines mehrperiodigen Produktionsprogramms auf der Basis
eines LP-Modells. In diesem Fall erfolgt der Ausgleich zwischen den
einzelnen Perioden durch Lagerbildung.
dadurch wird eine gewisse Unabhängigkeit zwischen Produktion und
Nachfrage geschaffen („Emanzipation“).
dabei gilt die Lagerbilanzgleichung:
yjt = yj,t-1 + xjt - djt
wobei:
xjt ... Produktionsmenge von Produkt j in Periode t,
yjt ... Lagerbestand des Produktes j am Ende der Periode t, (Variable)
djt ... Bedarf an Produkt j in Periode t (Prognose).
SS 2005
Operations Management
(Variable)
(Parameter)
Kapitel 5 / 34
Mittelfristige PPP mittels LP III
Zur Vermeidung von Kapazitätsengpässen kann nicht nur vorproduziert
werden, sondern auch Zusatzkapazität in Anspruch genommen werden.
n
einfachste Kapazitätsrestriktion:
aij x jt bit uit
j 1
wobei:
uit ... genutzte Zusatzkapazität von Segment i in Periode t,
bit ... Produktionskapazität von Segment i in Periode t, (Variable)
aij ... durch Produkt j verursachte Kapazitätsbeslastung von Segement i.
(Parameter)
SS 2005
Operations Management
(Variable)
Kapitel 5 / 35
Mittelfristige PPP mittels LP IV
Schwieriger ist der Fall, wenn Vorlaufperioden zu betrachten sind, in diesem
Fall ist:
aijv ... durch Produkt j verursachte Kapazitätsbelastung von Segment i
in Vorlaufperiode
Vj ... Anzahl der Vorlaufperioden von Produkt j
n Vj
aijv x j ,t v bit uit
Kapazitätsrestriktion:
j 1 v 0
ferner definiert man:
T … Anzahl der Perioden
n … Anzahl der Produkte
m … Anzahl der Segmente
SS 2005
hj … Lagerkosten pro Einheit von
Produkt j und Periode
zi … Zusatzkosten in Segment i pro
Einheit genutzter Zusatzkapazität
Uit … maximal mögliche Zusatzkapazität in Segment i in Periode t
Operations Management
Kapitel 5 / 36
Mittelfristige PPP mittels LP V
T
n
T
m
K h j y jt zi uit min
t 1 j 1
Lager + Zusatzkosten
t 1 i 1
yjt = yj,t-1 + xjt - djt
für j = 1,...,n und t = 1,...,T
n Vj
aijv x j ,t v bit uit
für i = 1,...,m und t = 1,...,T
j 1 v 0
uit Uit
für j = 1,...,n und t = 1,...,T
xjt, yjt, uit 0
für i = 1,...,m, j = 1,...,n und t = 1,...,T
yj0 gegeben
für j = 1,...,n ... Anfangslagerbestände
SS 2005
Operations Management
Kapitel 5 / 37
Mittelfristige PPP mittels LP VI
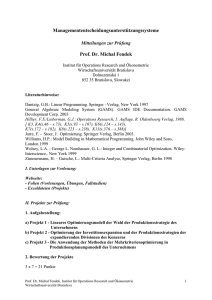
Beispiel (aus Kapitel 8.3, Günther und Tempelmeier, Produktion & Logistik)
Segment 1
Dabei sind 2 Endprodukte A und B
herzustellen, die aus Baugruppen
C, D und E bestehen, wobei dort
wieder Einzelteile F und G
eingehen (jeweils 1 Einheit). Dies
ist in nebenstehender Abbildung
illustriert:
v=0
A
1
v=1
C
B
1
1
D
Segment 2
v=2
1
E
1
F
1
G
Segment 3
Im Segment 1 werden also die Endprodukte erzeugt, in Segment 2 die
Baugruppen C und D sowie in Segment 3 die übrigen Vorprodukte.
SS 2005
Operations Management
Kapitel 5 / 38
Mittelfristige PPP mittels LP VII
Der Kapazitätsbedarf pro Stück im entsprechenden Segment sei aus den
Arbeitsplänen bekannt und in folgender Tabelle angegeben (z.B. in Stunden):
Erzeugnis
A
B
C
D
E
F
G
Kapazitätsbedarf pro Stück
1
2
1
3
4
2
1
Die beiden Endprodukte verursachen also in den 3 Segmenten folgende
Kapazitätsbelastung unter Berücksichtigung der Vorlaufperioden.
Endprodukt A
Endprodukt B
Produktionssegment
Produktionssegment
0
1
-
-
2
-
-
1
-
4
-
-
3
4
2
-
-
-
-
-
3
Vorlaufperiode
SS 2005
Operations Management
Kapitel 5 / 39
Mittelfristige PPP mittels LP VIII
n
Vj
Die Kapazitätsrestriktionen
a ijv x j, t v b it u it für die 3 Segmente
lauten also:
j1 v 0
1xAt
+ 2xBt
4xA,t+1 + 3xB,t+1
4xB,t+1 + 3xB,t+2
- u1t b1t Segment 1
(A und B)
- u2t b2t Segment 2
(C und D)
- u3t b3t Segment 3
(E bis G)
Hinzu kommen die übrigen Bedingungen aus obigem LP. Um es überschaubar zu halten, hat es nur 2 Entscheidungsvariablen (Produktions-menge von
A und B). Die anderen Mengen sind aus der Endproduktmenge ableitbar.
Im einem (oft computerunterstützten) PPS-Systemen erfolgt nach der
Planung des kurzfristigen Produktionsprogrammes (z.B. mit LP wie hier):
Materialbedarfsplanung - wann werden welche Rohstoffe in welcher
Menge benötigt?
Auftragsterminierung und Ressourcenbelegung - Belegung der einzelnen
Anlagen mit Aufträgen unter Beachtung aller Kapazitätsschranken
SS 2005
Operations Management
Kapitel 5 / 40
5.2.2 mittelfristige Programmplanung ohne LP
Unter der Voraussetzung linearer Produktionszusammenhänge ist das LP
ein geeignetes Verfahren, um bereits recht komplexe Situationen der
mittelfristigen Planung optimal zu gestalten. Da die Berechnung für mehrere
Perioden und Produkte bzw. Produktgruppen allerdings schon aufwendig
sein kann, sind noch andere (einfachere) Planungsverfahren üblich.
Die Idee (etwa gleichzeitig mit LP in fünfziger Jahren) stammt aus der
Regelungstheorie und beruht im Prinzip auf denselben Überlegungen wie
die exponentielle Glättung.
Mittelfristplanung bedeutet, einen prognostizierten Nachfrageverlauf so gut
wie möglich zu erfüllen man versucht, die Produktion so „einzuregeln“,
dass sie Abweichungen von der Nachfrageprognose zum Anlaß nimmt, die
Produktion zu korrigieren.
SS 2005
Operations Management
Kapitel 5 / 41
Mittelfristige PPP ohne LP II
Im einfachsten Falle folgt man z.B. der linearen Rekursionsbeziehung
wobei:
x jt x j ,t 1 rˆjt x j ,t 1 y jt y j ,t 1
y jk
... “Richt-Lagerbestand“
,
... Glättungskonstanten.
Je größer und desto stärker führen Abweichungen zu Korrekturen.
Lineare Entscheidungsregeln sind ähnlich ausbaufähig wie LP-Modelle.
Nachteil: es ist nicht möglich, strikte Ressourcenbeschränkungen zu
berücksichtigen (oft kein großes Problem, da nur Grobplanung).
Vorteil: reagieren glatter auf stochastische Schwankungen als LPs aufgrund
der glatteren Periodenverknüpfung geringere Nervosität.
SS 2005
Operations Management
Kapitel 5 / 42
5.3 Losgrößenplanung - Lagerhaltung
Bei Lagerhaltungsmodellen unterscheidet man:
deterministische Modelle (Nachfrage wird als bekannt vorausgesetzt) –
stochastische Modelle (Wahrscheinlichkeitsverteilungen über die
Nachfragemengen bekannt) – z.B. Newsboy, Servicegrade, ...
statische Modelle (konstante Nachfrage - Betrachtung einer typischen
Bestellperiode) – z.B. EOQ (Wurzelformel)
dynamische Modelle (Nachfrage variiert mit der Zeit) – z.B. WagnerWhitin
Ein-Produktmodelle - z.B. EOQ, Wagner-Whitin, Newsboy
Mehr-Produktmodelle, wobei hier zu unterscheiden ist:
– mit unabhängigem Bedarf (aber z.B. gemeinsamer Kapazitätsbeschränkung)
– mit abhängigem Bedarf (z.B. Vorprodukte bei mehrstufiger Produktion)
SS 2005
Operations Management
Kapitel 5 / 43
5.3.1 Mehrstufige dynamische
Mehrproduktmodelle
5.3.1.1 Erzeugnisorientierte Dekomposition ohne
Kostenanpassung
Die einfachste Vorgangsweise, die in der Praxis weit verbreitet und in vielen
PPS-Systemen implementiert ist, ignoriert die Kostenwirkungen der
Losgrößenentscheidung für ein Produkt auf die Vorgängerprodukte. Die
grundsätzliche Vorgangsweise ist wie folgt.
Beginne mit dem Endprodukt und plane es mittels Einprodukt-Heuristik
oder WW-Verfahren. (Allgemeiner wird nach den Dispositionsstufen
vorgegangen und mit den Endprodukten begonnen)
Plane die unmittelbaren Vorgängerprodukte, wobei sich der Bedarf für
diese Vorgängerprodukte aus den Losgrößenentscheidungen der
übergeordneten Produkte ergibt, usw. (Allgemeiner: wenn eine
Dispositionsstufe abgearbeitet ist, gehe zur nächsten)
SS 2005
Operations Management
Kapitel 5 / 44
Erzeugnisorientierte Dekomposition II
Beispiel: N = 2 Produkte, T = 4 Perioden, a12 = 1, Bedarf, Rüstkosten und
Lagerkosten wie folgt:
Produkt
t=1
t=2
t=3
t=4
Si
hi
i=1
-
-
-
-
120
10
i=2
10
10
10
10
100
11
Planung über erzeugnisorientierte Dekomposition ohne Kostenanpassung:
Zunächst wird das Endprodukt i = 2 geplant. Nach Silver-Meal
ergeben sich folgende Lose:
2
t = 1: 100/1 < [100 + 1110]/2 = 105 d.h. q21 = 10, u.s.w. also keine
Losbildung q22 = 10, q23 = 10, q24 = 10.
1
1
Es ergibt sich somit folgender Sekundärbedarf für das Vorprodukt 1:
SS 2005
Produkt
t=1
t=2
t=3
t=4
Si
hi
i=1
10
10
10
10
120
10
Operations Management
Kapitel 5 / 45
Erzeugnisorientierte Dekomposition III
Nach Silver-Meal ergeben sich folgende Lose:
t = 1: 120/1 > [120 + 1010]/2 = 110, aber 110 < [120 + 1010 +
10210]/3 = 140 d.h. Losbildung: q11 = 10 + 10, q12 = 0.
t = 3: 120/1 > 110, d.h. Losbildung: q13 = 10 + 10, q14 = 0.
Die Gesamtkosten sind dann 840:
Produkt 2: 4 Rüsten, also 400
Produkt 1: 2 Rüsten, 2
Lagern, also 240 + 200 = 440
Zum Vergleich: Losbildung schon beim Endprodukt:
q21 = 20, q22 = 0, q23 = 20, q24 = 0
Dies ergibt Bedarfsmengen für das Vorprodukt 1:
SS 2005
Produkt
t=1
t=2
t=3
t=4
Si
hi
i=1
20
0
20
0
120
10
Operations Management
Kapitel 5 / 46
Erzeugnisorientierte Dekomposition IV
Nach Silver-Meal ergeben sich folgende Lose:
t = 1: 120/1 > [120 + 0]/2 = 60, aber 60 < [120 + 0 + 10220]/3 = 173,3
d.h. Losbildung: q11 = 20, q12 = 0.
t = 3: analoge Losbildung: q13 = 20, q14 = 0.
Die Gesamtkosten sind dann 660:
Produkt 2: 2 Rüsten, 2
Lagern, also 200 + 220 = 420
Produkt 1: 2 Rüsten, also 240
Die Lösung aus dem vorigen Abschnitt lässt sich also um über 20%
verbessert!
Die Losbildung beim Endprodukt sollte nämlich berücksichtigen, dass die
hier getroffenen Entscheidungen die Kosten bei den untergeordneten
Produkten beeinflussen. Dies führt zur Idee der Kostenanpassung, d.h. man
versucht durch systematische Erhöhung der Lagerkosten und/oder
Rüstkosten die Folgekosten bei den untergeordneten Produkten schon bei
der Losbildung mittels Einproduktmodell zu berücksichtigen.
SS 2005
Operations Management
Kapitel 5 / 47
5.3.1.3 Erzeugnisorientierte Dekomposition mit
Kostenanpassung bei konvergierender
Produktstruktur
Annahme: Vorliegen einer konvergierenden Produktstruktur (d.h. jedes
Produkt (bis auf die Endprodukte) hat einen eindeutig bestimmten
Nachfolger) Es gibt verschiedene Ansätze die zumeist wie folgt vorgehen:
Bei Ermittlung der modifizierten Kosten wird von konstanten Primärbedarfsmengen ausgegangen, wobei wir hier nur Primärbedarfsmengen
für das Endprodukt n = N zulassen wollen, also
Bedarf/Periode =
1 T
d Nt (Endprodukt);
T t 1
Bedarf pro Periode = 0 sonst.
Multiplikatoren i ermittelt, die angeben, wie oft (im Schnitt) ein Los des
Nachfolgerproduktes n(i) während eines Zyklus von Produkt i aufgelegt
wird. Bei geschachtelten Politiken muss also immer i 1 gelten,
Auf Basis von i werden dann (ausgehend von den untergeordneten
Produkten) die Lagerkosten und/oder Rüstkosten modifiziert.
SS 2005
Operations Management
Kapitel 5 / 48
Varianten
Variante 1: motiviert durch Überlegungen zum ELSP mit konvergierender
Produktstruktur werden folgende Multiplikatoren ermittelt
sodann werden die Rüstkosten korrigiert: S j S j
wobei die Lagerkosten hj nicht verändert werden.
Si
i V( j)
i
S n( i ) h i
Im obigen Beispiel:
1
i
S i h n( i )
120 11
1,15
100 10
S 2 100 120 115
, 204,35
Silver-Meal für Endprodukt 2:
q21 = 20, q22 = 0, q23 = 20, q24 = 0, denn
204,35/1 > [204,35 + 1110]/2 = 157,18 < [204,35 + 330]/3 = 178,12
SS 2005
Operations Management
Kapitel 5 / 49
Varianten II
Variante 2: ähnlich wie Variante 1, berücksichtigt aber i 1, also
Si h n(i )
i max1,
S n(i ) h i
Variante 3: berücksichtigt auch noch die Ganzzahligkeit der i, usw.
Es gibt auch Formulierungen über den systemweiten Lagerbestand. All
diese Verfahren sind zwar etwas rascher als das folgende Verfahren von
Afentakis, liefern aber in der Regel schlechtere Lösungen.
SS 2005
Operations Management
Kapitel 5 / 50
5.3.1.4 Verfahren von Afentakis
Es gibt eine Vielzahl an Heuristiken, die man nach folgendem
Gesichtspunkt einteilen kann:
erzeugnisorientierte Dekomposition: man betrachtet unabhängige
Einproduktmodelle, die dann eventuell (z.B. durch Kostenanpassung)
gekoppelt werden;
periodenorientierte Dekomposition: man betrachtet simultan alle
Produkte und erweitert schrittweise den Planungshorizont
Ein typischer Vertreter der letzteren Gruppe ist das Verfahren von Afentakis
(1987). Dabei wird schrittweise für t = 1, 2, ... , T eine näherungsweise
optimale Lösung Q(t) für das Planungsintervall [1, t] ermittelt.
SS 2005
Operations Management
Kapitel 5 / 51
Afentakis II
Wir gehen davon aus, dass nur für das Endprodukt N ein Primärbedarf dNt
vorliegt.
q11 v1N d N1
Startlösung
Q(1) = =
q
N1
v d
NN N1
Wir erläutern den Schritt von t-1 t:
SS 2005
q1(t 1)
Ausgangspunkt: Q(t - 1) =
wobei qi (t 1) ( qi1,..., qi ,t 1 )
q (t 1)
N
Ferner sei i,t-1 die letzte Produktionsperiode von Produkt i, also die letzte
Periode mit positiver Losgröße.
Operations Management
Kapitel 5 / 52
Afentakis III
Es wird nun die Politik Q(t), also
qi (t ) ( qi1,..., qit ) für alle i ermittelt.
Dabei bleiben alle Produktionsperioden erhalten, und der Bedarf an
Produkt i der Periode t wird entweder durch Erhöhung der
Produktionsmenge in i,t-1 gedeckt oder durch Neuauflage eines Loses
an Produkt i in einer der Perioden i,t-1 + 1, ... , t. Es stehen also t + 1 i,t-1 mögliche Perioden zur Verfügung, in denen der Bedarf der Periode t
produziert werden kann.
Ferner soll die Politik geschachtelt sein, d.h. es wird nur dann ein Los für
i aufgelegt, wenn für alle direkten (und damit auch indirekten) Nachfolger
ein Los aufgelegt wird:
xit = 1 xn(i),t = 1. Diese Eigenschaft ist bei jeder optimalen Politik erfüllt,
sodass es sinnvoll ist, sie auch im Rahmen der Heuristik zu verlangen.
Unter allen Politiken, die a) und b) erfüllen, ermittle man die
kostengünstigste Variante.
SS 2005
Operations Management
Kapitel 5 / 53
Afentakis IV
Beispiel: T = 3, N = 3. Endprodukt 3 und Vorprodukte 1 und 2 wobei a13 =
a23 = 1 und aij = 0 sonst.
Rüstkosten S1 = 8, S2 = 10, S3 = 5.
Lagerkosten h3 = 3, h1 = h2 = 1 (bzw. systemweite Kosten H1=H2=H3=1).
Primärbedarfsmengen für Endprodukt 3: d31 = 5, d32 = 9, d33 = 8.
Zu Beginn und am Ende seien alle Lagerbestände = 0.
Startlösung t=1: jedes Produkt in t=1 produzieren.
x11 1
q11 5
X (1) x21 1 also Q (1) q21 5
x 1
q 5
31
31
SS 2005
Operations Management
mit Kosten 8 + 10 + 5 = 23
Kapitel 5 / 54
Afentakis V
1
Iteration t = 1: Es bestehen 5 potentielle Politiken,
wobei nicht geschachtelte bereits weggelassen wurden: X ( 2) 1
1
SS 2005
Lösung:
Kosten:
1 0
1
0
1 0
23 +
9(1+1+1)
= 50
1 0
1
0
1 1
1 1
1
0
1 1
1 0
1
1
1 1
23 +
9(1+1) +
5 = 46
23 + 9
+8+5
= 45
23 + 9 +
10 + 5 =
47
Operations Management
x12
x22
x32
1 1
1 1
1 1
23 + 8 +
10 + 5 =
46
Kapitel 5 / 55
Afentakis VI
Iteration t = 2: Es bestehen 8 potentielle Politiken:
1 1 0
1
0
0
1 1 0
1 1 0
1
0
0
1 1 1
1 1 1
1
0
0
1 1 1
1 1 0
1
0
1
1 1 1
= 77
45 + 8(1+2)
+ 5 = 74
45+ 82 + 8
+ 5 = 74
45 + 8 + 10
+ 5 = 68
1 1 1
1
0
1
1 1 1
1 1 0
1
1
0
1 1 1
1 1 1
1
1
0
1 1 1
1 1 0
1
1
0
1 1 0
45 + 8+10+
5 = 68
46 + 8(1+1) +
5 = 67
46 + 8 + 8 +
5 = 67
46 + 8(1+1+1)
= 70
Lösung:
Kosten: 45 +8(1+2+1)
Lösung:
Kosten:
SS 2005
Operations Management
Kapitel 5 / 56
Afentakis VII
Näherungsweise optimale Politik für Zeitraum [1, ..., 3]:
1 1 0
X (3) 1 1 0
1 1 1
oder
1 1 1
X (3) 1 1 0
1 1 1
Die zugehörigen Losgrößenentscheidungen sind:
5 17 0
Q (3) 5 17 0
5 9 8
SS 2005
oder
5 9 8
Q (3) 5 17 0
5 9 8
Operations Management
Kapitel 5 / 57
5.3.2 LP-Modelle für mehrstufige dynamische
Modelle ohne Kapazitätsbeschränkungen
5.3.2.1 LP-Modell mit „normalen“ Lagerbeständen
i
...
Index für die Vorprodukte (i = 1,...,N-1)
N
...
Index des Endproduktes
t
...
Index für die Perioden
hi
...
Lagerhaltungskostensatz für Produkt i
Si
...
Rüstkosten für Produkt i
dit
...
Effektive Nachfrage nach Produkt i in Periode t
(Primärbedarf)
qit
...
Losgröße des Produkts i in Periode t
yit
...
Lagerbestand des Produkts i am Ende der Periode t
N(i) ...
SS 2005
(t = 1,...,T)
Menge der direkten Nachfolger des Produktes i
Operations Management
Kapitel 5 / 58
LP-Modell mit „normalen“ Lagerbeständen II
aij
...
Direktbedarfskoeffizient, d.h. Menge an Produkt i, die direkt
in 1 Einheit Produkt j eingeht (Zahl bei Pfeil i j im Gozintographen)
1 falls
Weiters sei xit
0 falls
qit 0
eine Binärvariable, die Losauflage anzeigt
qit 0
Annahme: die Produktion der Periode t steht zur Befriedigung der
Nachfrage t zur Verfügung und dass keine Fehlmengen zugelassen sind.
Da die gesamte Nachfrage befriedigt werden muss, ist die gesamte
Produktionsmenge vorgegeben, weshalb die konstanten variablen
Produktionskosten weggelassen werden können.
Beispiel: N = 3
1
1
1
2
3
2
SS 2005
1 Einheit Endprodukt 3 besteht aus 1 Teil Vorprodukt 1 und aus 2 Teilen Vorprodukt 2. In Vorprodukt 1 steckt noch 1 Einheit von Vorprodukt 2.
N(1) = {3}
N(2) = {1, 3}
N(3) = {}
Operations Management
Kapitel 5 / 59
LP-Formulierung
Kosten
C hi yit Si xit min!
t 1i 1
y Nt y N ,t 1 qNt d Nt
Lagerbilanzen yit yi ,t 1 qit dit aij q jt
jN (i )
yi0 yiT 0
Rüstkostenverrechnung:
qit xit
für alle t = 1,..., T
für alle i = 1,..., N - 1; t = 1,..., T
für alle i = 1,..., N
für alle i = 1,..., N; t = 1,..., T
wobei M eine große Zahl ist.
Nicht-Negativität:
qit 0; yit 0 für alle i = 1,..., N; t = 1,..., T
Binärvariable:
xit 0,1 für alle i = 1,..., N; t = 1,..., T
SS 2005
Operations Management
Kapitel 5 / 60
5.3.2.2 LP-Modell mit „systemweiten“
Lagerbeständen
statt den obigen Formulierungen wird der systemweite Lagerbestand
verwendet:
Yit yit
vij y jt
jN *(i )
...
systemweiter Lagerbestand des Produkts i
am Ende der Periode t, d.h. jene Menge an Bauteil i,
die als Bauteil i oder eingebaut in übergeordnete
Produkte im Lager vorrätig ist, dabei ist
vij
...
Verflechtungs(Gesamt-)bedarfskoeffizient an Produkt i bzgl.
Produkt j, d.h. Menge an Produkt i, die direkt oder indirekt in 1 Einheit
Produkt j eingeht, und
N*(i) ...
Die Rückrechnung von Yit zu yit erfolgt über
SS 2005
Menge aller (auch indirekten) Nachfolger
Operations Management
yit Yit aijY jt
jN (i )
Kapitel 5 / 61
LP mit „systemweiten“ Lagerbeständen II
analog definiert man:
H i hi
V(i)
akihk
kV (i )
...
Obiges Beispiel:
Menge aller direkten Vorgänger des Produktes i
N*(i) = N(i) hier z.B.: a23 = 2,
Also Y2t = y2t + 1y1t + 3y3t
V(1) = {2}, V(3) = {1, 2}
Wenn z.B. h1 =2, h2 = 1, h3 = 6,
dann H2 = 1, H1 = 2 - 1 = 1, H3 = 6 - 12 - 21 = 2
1
1
1
2
3
2
SS 2005
...
systemweiter Lagerhaltungskostensatz für Produkt i , wobei
Operations Management
v23 = 2 + 1 = 3
Kapitel 5 / 62
LP - Formulierung
C
Kosten
HiYit Si xit min!
t 1 i 1
Yit Yi ,t 1 qit dit vij d jt
LagerjN *(i )
bilanzen:
Yi0 YiT 0
keine
Fehlmengen:
Rüstkostenverrechnung:
Yit
für alle i = 1,..., N; t = 1,..., T
für alle i = 1,..., N
aijYit 0
jN (i )
qit xit
für alle i = 1,..., N; t = 1,..., T
wobei M eine große Zahl ist.
Nicht-Negativität:
qit 0;Yit 0 für alle i = 1,..., N; t = 1,..., T
Binärvariable:
xit 0,1für alle i = 1,..., N; t = 1,..., T
SS 2005
Operations Management
Kapitel 5 / 63
5.3.3 konvergierende Produktionsstruktur
Falls jedes Produkt (bis auf das Endprodukt) genau einen Nachfolger
besitzt (konvergierende Produktstruktur, Montageprozeß), so vereinfachen
sich die obigen Formeln etwas.
In der ersten Formulierung kann man
yit yi,t 1 qit dit
durch
jN (i )
aij q jt
für alle i = 1,..., N - 1; t = 1,..., T
yit yi,t 1 qit dit ai,n(i )qn(i ),t
für alle i = 1,..., N - 1; t = 1,..., T
ersetzen, wobei n(i) der einzige Nachfolger von i ist, also N(i) = {n(i)}.
In der Formulierung mit systemweitem Lagerbestand ergibt sich folgende
Vereinfachung:
keine Fehlmengen
SS 2005
Yit ai,n(i )Yi,n(i ) 0
Operations Management
Kapitel 5 / 64
konvergierende Produktionsstruktur II
Im Rahmen der Kostenanpassung findet der systemweite Ansatz ebenfalls
Verwendung:
Variante 4: hier wird von systemweiten Lagerkosten Hi ausgegangen
und die i werden etwas anders ermittelt:
S n( i ) H i
sodann werden die Kosten wie folgt korrigiert:
S j S j
SS 2005
i
S i H n( i )
S i
i V( j)
i
und
H
H
j
j
Operations Management
H i
i V( j)
i
Kapitel 5 / 65
5.3.3 Weiterführende Bemerkungen zu
Kapazitätsbeschränkungen
Im Rahmen der LP-Modelle lassen sich Kapazitätsbeschränkungen
natürlich leicht formal berücksichtigen. Bei den Heuristiken verursacht die
Tatsache Schwierigkeiten, dass man infolge von Kapazitätsengpässen in
der Zukunft
eventuell schon jetzt mehr (als scheinbar kostengünstig ist) produzieren
muss, und
eventuell auch nur Teile von Periodenbedarfen in einer Vorperiode auf
Lager produzieren muss.
Bei einstufigen Problemen nennt man diese Klasse von Problemen CLSP
(capacitated lot sizing problem) und das bekannteste Verfahren ist das von
Dixon und Silver.
Bei mehrstufigen Problemen (MLCLSP, multi level CLSP) werden oft
allgemeine heuristische Ansätze wie Simulated Annealing eingesetzt; siehe
z.B. Domschke -Scholl - Voß (1993).
SS 2005
Operations Management
Kapitel 5 / 66
5.4. Maschinenbelegung
Maschinenbelegungsprobleme (scheduling) befassen sich mit der zeitlichen
Zuordnung von Aufträgen zu Arbeitsträgern bzw. Maschinen und umgekehrt
unter Beachtung vorgegebener Zielsetzungen und Restriktionen.
Dabei ist zu beachten, dass zu jedem Zeitpunkt jede Maschine höchstens
einen Auftrag bearbeiten und jeder Auftrag nur von höchstens einer
Maschine gleichzeitig bearbeitet werden kann.
SS 2005
Operations Management
Kapitel 5 / 67
5.4.1 Begriffe
Bei einem Maschinenbelegungsproblem sind n Aufträge oder Jobs (j =
l,...,n) auf m Maschinen (Mi für i = l,...,m) zu bearbeiten. Dazu sind für jeden
Auftrag j in der Regel folgende Daten gegeben:
aj
Auftragsfreigabe- oder Bereitstellungszeitpunkt bzw. termin (release date) des Auftrags j
Stehen alle Aufträge zum Zeitpunkt aj = 0 zur Bearbeitung bereit,
bezeichnet man das Problem als statisch, ansonsten als dynamisch.
fj
gewünschter Fertigstellungstermin (due date) des Auftrags j
tji
Bearbeitungszeit (oder -dauer, processing time) von Auftrag j
auf Maschine i
Werden alle oben erwähnten Größen als bekannt vorausgesetzt, so
liegen deterministische Modelle vor; andernfalls (stochastische
Ankunftszeitpunkte oder Bearbeitungszeiten) spricht man von
stochastischen Modellen.
SS 2005
Operations Management
Kapitel 5 / 68
Reihenfolgearten
Ein Auftrag j läßt sich in gj verschiedene Arbeitsgänge Aj1,...,Ajgj
unterteilen, die in einer fest vorgegebenen Reihenfolge zu bearbeiten sind.
Diese Reihenfolge bezeichnen wir als Arbeitsgangfolge. Sie ist in der
Regel technologisch determiniert.
Läßt sich jedem Arbeitsgang Ajh eines Auftrags j eindeutig eine Maschine
jh zuordnen, so bezeichnet man die zeitliche Reihenfolge, in der die
einzelnen Arbeitsgänge von j die Maschinen zu durchlaufen haben, als
Maschinenfolge j = (j1,...,jgj)von j. Die Maschinenfolgen sind damit
ebenfalls durch technologische Erfordernisse festgelegt.
Die Reihenfolge, in der die einzelnen Aufträge auf einer Maschine i zu
bearbeiten sind, heißt Auftragsfolge von i. Dabei können mehrere Aufträge
gleichzeitig um dieselben Maschinen konkurrieren. Die Auftragsfolge ist
nicht vorgegeben, sondern Gegenstand der Planung.
Eine zeitliche Zuordnung von Arbeitsgängen zu Maschinen heißt
(zulässiger) Ablaufplan, falls alle Reihenfolgebedingungen sowie weitere
Restriktionen eingehalten werden.
SS 2005
Operations Management
Kapitel 5 / 69
5.4.2 Darstellungsmöglichkeiten
Beispiel: statisches Jobshop-Problem mit 3 Maschinen und 3 Aufträgen:
jeder Auftrag besteht aus gj = 3 Arbeitsgängen
diese Aufträge sind in Reihenfolge Aj1, Aj2, Aj3 zu bearbeiten
Maschine μj1
Auftrag
Arbeitsgang Ajh
j\i
1
2
3
j\h
1
2
3
1
3
3
2
1
1
2
3
2
3
2
3
2
2
3
1
3
3
4
1
3
2
1
3
Auftrag
Bearbeitungszeit tji
Maschinennummer μjh
Auftrag 2 wird also zuerst auf M2, dann auf M3 und zuletzt auf M1
bearbeitet
der erste AG (auf M2) nimmt 3 ZE in Anspruch
SS 2005
Operations Management
Kapitel 5 / 70
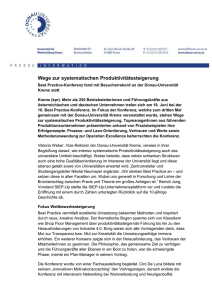
5.4.2.2 Maschinenfolgegraph, Ablaufgraph
Die Vorgaben hinsichtlich der Arbeitsgang- und der Maschinenfolgen lassen
sich in folgendem Maschinenfolgegraphen veranschaulichen. Jede
Knotenbezeichnung entspricht der Maschine jh, die den Arbeitsgang h des
Auftrags j auszuführen hat.
Arbeitsgang
h=1
h=2
h=3
j=1 1
2
3
Auftrag j=2 2
3
1
j=3 2
1
3
SS 2005
Operations Management
Maschinenfolgegraph: Angabe
jeder Knoten entspricht einer
Maschine i = jh
Kapitel 5 / 71
Ablaufgraph II
Bei der Bestimmung von Auftragsfolgen ist für jede Maschine i festzulegen,
in welcher Reihenfolge die einzelnen Aufträge j = 1, 2, 3 auf ihr zu
bearbeiten sind. Dabei sind innerhalb des Maschinenfolgegraphen jeweils
die Knoten mit derselben Maschinenbezeichnung i durch zusätzliche Pfeile,
die jeweils genau einen Weg bilden, zu verbinden. Der entstehende Graph
heißt Ablaufgraph.
Ablaufgraph: Entscheidung
Arbeitsgang
h=1
h=2
h=3
Das nebenstehende Bild zeigt
den Ablaufgraphen für obiges
j=1 1
2
3
Problem, wenn die Aufträge
auf der Maschine 1 in der
Auftrag j=2 2
3
1
Reihenfolge 1, 3, 2, auf der
Maschine 2 in der Reihenfolge
3, 2, 1 und auf der Maschine 3
j=3 2
1
3
in der Reihenfolge 2, 1, 3
bearbeitet werden.
SS 2005
Operations Management
Kapitel 5 / 72
5.4.2.3 Gantt-Diagramm
Bei Gantt-Diagrammen werden die Bearbeitungszeiten über der Abszisse
(Zeitachse) sowie die Maschinen bzw. die Aufträge über der Ordinate
aufgetragen. Man unterscheidet eine maschinenorientierte (gebräuchlichere
Variante) und eine auftragsorientierte Darstellung.
3
maschinenorientiertes
Gantt-Diagramm
2
2
3
2
1 Auftrag 1
1
SS 2005
2
1
Leerzeit
1
3
3
4
5
3
2
6
Operations Management
7
8
9 10 11 12
Kapitel 5 / 73
Gantt-Diagramm II
3
auftragsorientiertes
Gantt-Diagramm
2
1
2
3
2
3
1 Maschine 1
1
2
3
1
2
4
5
6
7
3
8
Wartezeit
9 10 11 12
Hier sind alle Arbeitsgänge unter Berücksichtigung der
Reihenfolgebeziehungen des Ablaufgraphen frühestmöglich eingeplant.
Dabei entsprechen die schraffierten Felder den Leerzeiten der Maschinen
bzw. den Wartezeiten der Aufträge. Da die Maschinen unterschiedliche
Auftragsfolgen aufweisen, handelt es sich um einen normalen Ablaufplan,
aber um keinen Permutationsplan.
SS 2005
Operations Management
Kapitel 5 / 74
5.4.3 Semiaktive und aktive Ablaufpläne
Semiaktive Ablaufpläne haben die Eigenschaft, dass der Beginn keines
AG zeitlich vorgezogen werden kann, ohne eine Maschinenfolge zu
verletzen oder eine Auftragsfolge zu ändern.
Beispiel: (maschinenorientiertes Gantt-Diagramm)
nicht semiaktiv
2
1
2
1 Auftrag 1
1
2
2
3
4
5
6
7
8
9 10 11 12 13 14 15
semiaktiv
2
1
2
1 Auftrag 1
1
SS 2005
2
2
3
4
5
6
7
8
9 10 11 12 13 14 15
Operations Management
Kapitel 5 / 75
Semiaktive und aktive Ablaufpläne
Zu jedem zulässigen Ablaufplan existiert ein zugehöriger semiaktiver
Ablaufplan, der leicht zu ermitteln ist: man verschiebt einfach alles so weit
wie möglich nach links. Offensichtlich ist obiger Ablaufplan zwar semiaktiv,
aber dennoch sehr schlecht.
Aktive Ablaufpläne:
kein AG kann zeitlich vorgezogen werden, ohne den Beginn mindestens
eines anderen AGs zu verzögern
es darf nur die Auftragsfolge verändert werden
Klarerweise ist jeder aktive Ablaufplan auch semiaktiv.
SS 2005
Operations Management
Kapitel 5 / 76
Aktive Ablaufpläne
Obiges Beispiel: Auftragsfolge an Maschine 2 ändern
nicht aktiv
2
1
2
1 Auftrag 1
1
2
2
3
4
5
6
7
8
9 10 11 12 13 14 15
aktiv
2
2
1
1 Auftrag 1
1
SS 2005
2
2
3
4
5
6
7
8
9 10 11 12 13 14 15
Operations Management
Kapitel 5 / 77
5.4.4 Klassifikation
Im Bereich deterministischer Modelle werden Probleme mittels Tripeln
[α|β|γ] charakterisiert.
Maschinenart und –anordnung α1:
wenn die Aufträge aus nur einem Arbeitsgang bestehen:
α1 = 0, wenn genau 1 Maschine zur Verfügung steht
α1 = IP, wenn alle Maschinen identisch und gleichzeitig einsetzbar
sind, bzw. gleiche Fertigungsgeschwindigkeiten auf allen Maschinen
wenn die Aufträge aus mehreren Arbeitsgängen bestehen:
α1 = F (Flow Shop): jeder Auftrag ist auf jeder Maschine genau
einmal zu bearbeiten, und zwar in derselben Reihenfolge
α1 = PF (Permutations-Flow Shop): „Überholverbot“: auf allen
Maschinen ist die Reihenfolge identisch
SS 2005
α1 = J (Job Shop): jeder Auftrag muss die Maschinen in einer
eigenen, fest vorgegeben Reihenfolge durchlaufen
α1 = O (Open Shop) die Reihenfolge ist frei und spielt keine Rolle
Operations Management
Kapitel 5 / 78
Klassifikation II
Maschinenzahl α2: wird nichts angegeben, so wird eine beliebige Anzahl
betrachtet.
F|*|* = ?
Flow Shop mit beliebig viel Maschinen
J2|*|* = ?
Job Shop mit 2 Maschinen
Auftragszahl β1:
J| |* ein Job Shop mit beliebig vielen und J|3|* eins mit 3 Aufträgen
Unterbrechbarkeit β2:
Wird nichts angegeben, dürfen die Aufträge nicht unterbrochen werden
pmtn
no wait
es sind keine Unterbrechungen (bzw. keine Zwischenlageroder Wartezeiten) zwischen den Arbeitsgängen erlaubt.
SS 2005
Unterbrechung ist möglich
Operations Management
Kapitel 5 / 79
Klassifikation III
Reihenfolgebeziehungen β3:
Wird nichts angegeben, dürfen die Aufträge beliebig gereiht werden
prec
tree
Reihenfolgebeziehung entspricht einem gerichteten,
zyklenfreien Graphen
Reihenfolgebeziehung wird in Form eines gerichteten Baumes
betrachtet
Auftragsfreigabetermine und Nachlaufzeiten β4:
Wird nichts angegeben, liegt ein statisches Problem vor
aj
nj
SS 2005
unterschiedliche Auftragsfreigabetermine aj
Nachlaufzeiten: nach der Bearbeitung benötigt der Auftrag j
noch min. nj ZE bevor er fertig ist oder
weiterverarbeitet
werden kann
Operations Management
Kapitel 5 / 80
Klassifikation IV
Die restlichen Untergruppen betreffen:
β5
Bearbeitungszeiten
β6
reihenfolgeabhängige Rüstzeiten bzw. Rüstkosten
β7
Ressourcenbeschränkungen
β8
Fertigstellungstermine
SS 2005
Operations Management
Kapitel 5 / 81
Klassifikation V
Zielsetzungen γ:
zmax symbolisiert eine zu minimierende maximale Zeitdauer (MinimaxZielsetzung);
zj steht für eine zu minimierende (ggf. gewichtete) Summe von
Zeitgrößen.
z# verwenden wir zur Bestimmung einer zu minimierenden (ggf.
gewichteten) Anzahl von Aufträgen mit bestimmten Eigenschaften (z.B.
Verspätung).
Durchlaufzeitbezogene Ziele
Fertigstellungszeitpunkt Fj (realiserte Fertigstellung von Auftrag j)
Wartezeit: Wji bezeichnet die Wartezeit von j auf Mi und
Wj :
SS 2005
m
Wji
ist die gesamte Wartezeit des Auftrags j
i 1
Durchlaufzeit Dj = Fj – aj Bearbeitungszeitspanne eines Auftrags
Operations Management
Kapitel 5 / 82
Durchlaufzeitbezogene Ziele
Minimierung der Summe der Durchlaufzeiten bzw. der mittleren
Durchlaufzeit:
n
D: D j → min.
bzw.
D/n → min. (äquivalent, da n konstant]
j1
Minimierung der maximalen Durchlaufzeit:
D max : max D j j 1,..., n
→ min.
Minimierung der Summe der Wartezeiten:
n
W : Wj
→ min.
j1
SS 2005
Operations Management
Kapitel 5 / 83
Kapazitätsorientierte Ziele
Zykluszeit:
Z : max Fj j 1,..., n
Leerzeit:
Li : Z
Gesamtbearbeitungszeit
n
t ji
j1
von Maschine i ist die Summe aller Zeiten, zu
denen i keinen Auftrag bearbeitet.
Offensichtlich ist die Minimierung der Zykluszeit äquivelent mit der
Minimierung der Summe der Leerzeiten.
Kapazitätsauslastung (ebenfalls äquivalent):
n
m
t ji
mZ
→ min.
j 1 i 1
SS 2005
Operations Management
Kapitel 5 / 84
Terminorientierte Ziele
Terminabweichung:
Tj = Fj – fj (effektiver minus geforderter Endzeitpunkt)
Tj > 0 Strafkosten
Tj < 0 Kapitalbindung
Verspätung:
Vj = max {0,Tj} . . . Terminüberschreitung
Kapitalbindung wird hier ignoriert
gebräuchliche terminorientierte Ziele:
Minimierung der maximalen Terminabweichung / Verspätung
Minimierung der maximalen Verspätung
Minimierung der Summe aller Verspätungen
Minimierung der verspäteten Aufträge
SS 2005
Operations Management
Kapitel 5 / 85
Zielbeziehungen
Äquivalenz zweier Ziele
wenn die Zielfunktionen durch lineare Umwandlungen mittels konstanter
Parameter ineinander überführbar sind heißen sie äquivalent.
es ist äquivalent die Summe oder den Mittelwert von Zielgrößen zu
optimieren
bei statischen Problemen (d.h. alle Aufträge werden zum Zeitpunkt 0
freigegeben) sind die Ziele F und D, bzw. Z und Dmax äquivalent.
die Zielsetzungen Minimierung von Z, Lmax, L und L sowie die
Maximierung der durchschnittlichen Maschinenauslastung sind
äquivalent.
die Zielsetzungen D, F, W und T sind äquivalent (gilt auch für die
gewichteten Größen)
SS 2005
Operations Management
Kapitel 5 / 86
Dilemma der Ablaufplanung
Zwischen den Zielen D und Z existiert keine der genannten
Zielbeziehungen. Diese beiden Ziele sind in der Regel (bei
Mehrmaschinenproblemen) zueinander konkurrierend, d.h. mit der
Verbesserung des eines Zieles nimmt man zumeist eine Verschlechterung
des anderen in Kauf. [Beispiel in Übung]
Da Z zur Zielsetzung L der Leerzeitminimierung (Kapazitätsausnutzung)
äquivalent ist, sind auch D und L zueinander konkurrierend. Dieser
Sachverhalt wird als Dilemma der Ablaufplanung bezeichnet.
SS 2005
Operations Management
Kapitel 5 / 87
5.4.5 Grundlegende Entscheidungs- und
Prioritätsregeln
Maschinenprobleme sind meist NP-schwer und in der Praxis müssen rasch
Lösungen gefunden werden Heuristiken (sog. Prioritätsverfahren)
Schritt 1 : Sortiere die Aufträge nach einer vorzugebenden Prioritätsregel.
Schritt 2 : Plane die Aufträge in Sortierreihenfolge auf den Maschinen ein.
bekanntesten Prioritätsregeln:
Shortest Processing Time - Regel
Longest Processing Time - Regel
Sortierung nach fallenden Bearbeitungszeiten (Zykluszeit)
Shortest Remaining Processing Time - Regel
SS 2005
Sortierung nach wachsenden Bearbeitungszeiten (mittlere Durchlaufzeit)
Sortierung nach wachsenden Restbearbeitungszeiten bei Aufträgen
mit mehreren Arbeitsgängen
Operations Management
Kapitel 5 / 88
Entscheidungs- und Prioritätsregeln II
Longest Remaining Processing Time - Regel
Earliest Due Date - Regel
SS 2005
Sortierung nach wachsenden gewünschten Fertigstellungsterminen
auch als Jackson-Regel bekannt minimiert Verspätungen
Earliest Release Date – Regel („first come, first serve“)
Sortierung nach fallenden Restbearbeitungszeiten
Sortierung nach wachsenden Bereitstellungsterminen
Diese Verfahren dienen bei schwierigen Probleme zur Ermittlung
suboptimaler (Start-)Lösungen. Bei eher einfachen Problemen können sie
als exakte Verfahren eingesetzt werden.
Operations Management
Kapitel 5 / 89
5.4.6 Probleme mit zwei Aufträgen
Wir betrachten Flow Shop und Job Shop-Probleme mit 2 Aufträgen (Ziel :
Minimierung der Zykluszeit):
Beispiel: [aus Domschke, Scholl und Voß (1993)] statisches Flow Shop mit
vier Maschinen, Maschinenfolgen 1 = 2 = (1, 2, 3, 4) und folgenden
Bearbeitungszeiten:
j
1
2
3
4
t1j
3
1
1
3
t2j
1
3
3
1
Das Problem läßt in einem zweidimensionalen Koordinatensystem
veranschaulichen, bei dem eine Achse jeweils einem der beiden Aufträge
entspricht. Der Koordinatensprung Q = (0,0) repräsentiert den Zeitnullpunkt
(Freigabezeitpunkt).
SS 2005
Operations Management
Kapitel 5 / 90
Probleme mit zwei Aufträgen II
Sj: = i tji bezeichnet den frühestmöglichen Fertigstellungszeitpunkt des
Auftrags j, wenn er - beginnend im Zeitpunkt 0 - ohne Unterbrechung gefertigt
wird. Die Punkte Q und S = (S1,S2) spannen ein Rechteck (Operationsfeld)
auf.
Das Intervall [0,S1] läßt sich in m disjunkte Intervalle unterteilen, die aufgrund
der Maschinenfolge 1 des ersten Auftrags in der Reihenfolge i = 1,...,1m
angeordnet sind. Die Länge der Intervalle ist jeweils die Bearbeitungszeit t1j
Analog ist [0, S2] unterteilbar.
Für jede Maschine i wird durch die beiden Intervalle ein Rechteck definiert,
das als Konfliktfeld bezeichnet wird. In der folgenden Abbildung sind die
Konfliktfelder für das obige Beispiel grau eingezeichnet.
Für die gesuchte minimale Zykluszeit Z* lassen sich Z = max {S1, S2} als
untere Schranke und als triviale obere Schranke angegeben. In unserem
Beispiel gilt Z = 8 und
SS 2005
Operations Management
Kapitel 5 / 91
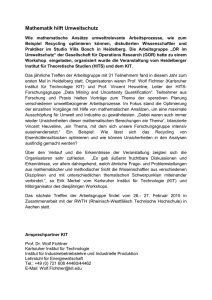
Verfahren nach Akers
S = (S1,S2)
S2
M4
i=4
i=3
M3
Das Verfahren von Akers
bestimmt im Operationsfeld
einen kürzesten Weg zwischen
Ursprung Q und Punkt S unter
den Nebenbedingungen, dass
i=2
M2
M1
Q=
(0,0)
i=1
M1
M2 M3
M4
S1
Z = 11
SS 2005
keines der (gelben)
Konfliktfelder durchlaufen
wird)
der Weg nur aus
senkrechten, waagrechten
und diagonalen Abschnitten
besteht.
Z = 11
Z = 10
Operations Management
Kapitel 5 / 92
Verfahren nach Akers II
Unter diagonalen Abschnitten verstehen wir Strecken mit Steigung 1; sie
bedeuten eine gleichzeitige Bearbeitung beider Aufträge auf verschiedenen
Maschinen. Waagerechte Abschnitte bedeuten die alleinige Bearbeitung des
Auftrags 1 und senkrechte die des Auftrags 2.
Die Länge eines Weges von Q nach S ergibt sich dadurch, dass jede
Bewegung eine Einheit nach rechts und/oder nach oben eine verstrichene
Zeiteinheit bedeutet.
mehrere Wege möglich (in unserem Beispiel 3). Während die beiden
Wege der Länge Z = 11 Permutationsplänen entsprechen, gilt dies für den
optimalen Plan mit Z = 10 nicht, da ein Überholen der Aufträge stattfindet,
was man auch in den Gantt-Diagramm sieht:
SS 2005
Operations Management
Kapitel 5 / 93
Verfahren nach Akers III
Auftrag
2
1
1
Maschine
i=2
i=1
i=3
2
3
4
j=1
4
1
3
i=4
Zeit
2
1
j=2
2
2
j=2
1
j=1
Zeit
Es ist nötig, die einzubeziehenden Wege zwischen Q und S systematisch
abzuarbeiten Dazu wird ein gerichteter Graph G = (V, e, c) konstruiert.
Seine Knotenmenge V umfasst die Quelle Q, die Senke S sowie für jede
Maschine Nordwest- und die Südostecke des jeweiligen Konfliktfeldes. Seine
Pfeilmenge E, deren Bewertungen c sowie die kürzeste Entfernung von Q
nach S werden simultan durch den unten angegebenen Algorithmus ermittelt.
SS 2005
Operations Management
Kapitel 5 / 94
Verfahren nach Akers IV
Ausgehend von jedem von Q aus bereits
erreichten Knoten p = (p1, p2) mit (aktuell)
kürzester Entfernung von dp von Q,
schreitet man so lange diagonal in Richtung
S vorwärts, bis
entweder der Rand des
Operationsfeldes getroffen wird; dann
führt man einen Pfeil (p, S) ein
q
i
c(p, q) = q2 - p2
oder das Konfliktfeld einer Maschine i
getroffen wird.
r
c(p, r) = r1 - p1
p
Dann sind zur Umgehung des Konfliktfeldes i ein Pfeil von p zur
Nordwestecke q von i und ein Pfeil von p zur Südostecke r von i
einzuführen. Als Bewertung dient die verstrichene Zeit, also das Maximum
der x- bzw. y-Distanzen.
SS 2005
Operations Management
Kapitel 5 / 95
Verfahren nach Akers V
Beispiel: Job Shop-Problem [J5n = 2Z]. Die Bearbeitungszeiten und
Maschinenfolgen sind in den folgenden beiden Tableaus angegeben. Die
Numerierung der Maschinen erfüllt bereits die Voraussetzungen des
Algorithmus.
i
1
2
3
4
5
h
1
2
3
4
5
t1i
3
5
3
2
4
t1i
4
1
3
2
5
t2i
4
3
3
3
2
t2i
1
2
3
4
5
Durch Addition der Bearbeitungszeiten erhält man S = (17, 15).
Nun werden die Konfliktfelder der Maschinen gemäß den Auftragsfolgen
eingetragen, wobei sie bei Job Shop Probleme nicht mehr „diagonal“
angeordnet sind.
SS 2005
Operations Management
Kapitel 5 / 96
Verfahren nach Akers VI
15
S
G
M5
13
F
M4
E
10
M3
D
7
M2
B
C
4
M1
A
Q
SS 2005
M4 2
M1 5
M3 8
M2
13
Operations Management
M5
17
Kapitel 5 / 97
Verfahren nach Akers VII
Die Anwendung des Verfahrens liefert:
8
5
11
C
Lösung:
A
9
7
Q
F
2
D
6
S
8
4
G
4
B
6
SS 2005
E
12
Operations Management
Kapitel 5 / 98
Verfahren nach Akers VIII
Auftrag
2
1
2
i=1
3
i=1
i=1
2
4
i=1
7
i=1
i=4
10
13
i=1
i=1
15
18
21
Zeit
Maschine
j=1
5
4 j=1
3
j=2
F
j=2
j=2
2
SS 2005
j=1
B
2
1
j=2
D
j=2
j=1
j=1
4
Zeit
7
10
13
Operations Management
15
18
21
Kapitel 5 / 99
Verfahren nach Akers IX
15
S Das AkersVerfahren lässt sich
auch anwenden,
falls Auftragsfreigabetermine aj
0 vorgegeben sind
(Konfliktfelder nach
NO verschieben)
bzw. auch falls
andere
Zielfunktionen
berücksichtigt
werden, z.B. Dmax
und Wmax (durch
geeignetes
Umdefinieren der
Pfeilbewertungen).
G
M5
13
F
M4
E
10
M3
D
7
M2
B
C
4
M1
A
Q
SS 2005
M4 2
M1 5
M3 8
M2
13
Operations Management
M5
17
Kapitel 5 / 100