Power-Point Demonstration
Werbung

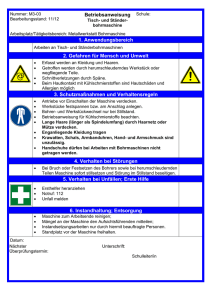
LP-SYSTEM Software für die Bewehrungstechnik www.lennerts-partner.de Vorstellung der LENNERTS & PARTNER GmbH Der Stammsitz der LENNERTS & PARTNER GmbH befindet sich in Coburg (Deutschland). Es werden 18 Mitarbeiter beschäftigt. Die LENNERTS & PARTNER GmbH wurde 1990 gegründet und entstand aus einer Projektarbeit für die Firma Siemens in Neustadt bei Coburg. Entwickelt wurde zu dieser Zeit eine QualitätssicherungsSoftware, um die Auswirkungen von Zugkraft auf hergestellte Kabel zu testen. Bald sollte dieses Projekt fertig gestellt sein und es ergab sich während einer Studentenfeier die Chance, mit dem Leiter einer Betonstahlbiegerei ins Gespräch zu kommen und ein Softwarepaket für die BetonstahlBranche zu entwickeln. Vorstellung der LENNERTS & PARTNER GmbH Mehr als 350 Installationen in mehr als 33 Ländern. Die Kundenstruktur der LENNERTS & PARTNER GmbH gliedert sich wie folgt: – Reine Betonstahlbiegereien, die nur LP-System nutzen. – Stahlhändler, die eine Biegerei betreiben und mittels Schnittstelle mit ihrer Stahlhandelssoftware kommunizieren. – Fertigteilwerke, welche für ihre eigene Produktion fertigen, aber teilweise auch Baustellen nur mit Stahl beliefern. In Fertigteilwerken werden sehr oft die Vorteile des BVBS-Imports genutzt. Hierbei können die Bewehrungsdaten aus der eigenen CAD-Software importiert werden, ohne diese nochmals per Hand nacherfassen zu müssen. Vorstellung der Software Lösung Das Softwarepaket LP-System gliedert sich in die Teile Kommerzieller Teil Technischer Teil (Produktionsplanung) Kommerzieller Teil LPSYSTEM Im Kommerziellen Teil der Software werden die Stammdaten, wie z. B. Artikelstamm, Kundenstamm, Biegeformenstamm, Preislisten etc. gepflegt. Der Biegeformenstamm wird bereits mit ca. 200 Biegeformen ausgeliefert und kann selbständig sehr einfach erweitert werden. Im Kommerziellen Teil werden die Projekte, deren Pläne und Positionen (Stahl, Matten, Zubehör) angelegt und verwaltet. Er bietet bereits im Grundmodul alle Funktionen, die eine Betonstahlbiegerei benötigt, um produzieren zu können (Etikettendruck) und um Lieferscheine und Rechnungen zu erzeugen. Die Pläne können zu Kommissionen (Liefereinheiten) zusammengefasst und eine Fuhrenplanung erstellt werden. Kommerzieller Teil LPSYSTEM Artikelstamm Kundenstamm Biegeformenstamm Elemente Preislisten Mitarbeiter Stammdaten Etikettenfarben Warengruppen Fahrzeugstamm Zahlungsarten FiBu Parameter Textbausteine Sachkonten Benutzerverwaltung Kommerzieller Teil LP-SYSTEM Ebenfalls in LP-SYSTEM enthalten ist die Funktionalität, Elemente anlegen/verwalten zu können. Mittels Schnittstellen können auch die Bewehrungsdaten aus Fremdsystemen eingelesen werden. Diese können aus einem CAD Programm kommen und mittels der BVBS-Schnittstelle (z. B. Nemetschek) eingelesen werden. Aber auch der Import von Bamtec Daten ist möglich. Das Grundmodul enthält zwei Arbeitsplätze, die in einem Microsoft-Netzwerk eingebettet werden. Es wird eine Microsoft SQL Datenbank verwendet, die mittels ODBC-Schnittstelle offen zu anderen Systemen ist. Kommerzieller Teil LP-SYSTEM Projekte Pläne Stahlpositionen Teilpläne Mattenpositionen Positionen Zubehörpositionen Komission = Liefereinheit Elemente Fuhre Verladekontrolle Lieferschein Rechnung Kommerzieller Teil LP-SYSTEM Neben dem Grundmodul gibt es diverse Zusatzmodule. Dies sind z. B.: – Import/Export von Plänen in andere Niederlassung – Modul Einkauf – Import von Bewehrungsdaten aus einer CAD mittels BVBS-Schnittstelle – Import von Bamtec Daten – Grafische Ausgabe der Mattenoptimierung – Benutzerverwaltung – Modul Verlegen – Schnittstelle zu Warenwirtschaftssystemen – Lieferkontrolle – Übergabe der Erlösdaten an Finanzbuchhaltung – Kreditlimitüberprüfung – Mehrsprachenversion Technischer Teil LP-SYSTEM Im technischen Teil der Software werden alle Maschinen und deren technische Parameter hinterlegt. Um eine exakte Verteilung der Positionen auf die Maschinen zu gewährleisten, genügt uns dies aber noch nicht. Es werden zusätzlich „Produktionslinien“ erstellt. Hierbei werden die Maschinen, die physikalisch zusammen arbeiten dürfen, nach logistikund fertigungstechnischen Kriterien miteinander verknüpft. Da es sehr häufig vorkommt, dass eine Position nun auf mehreren Maschinen bzw. Produktionslinien produziert werden kann, werden im System Prioritäten hinterlegt. Die Prioritäten regeln für jeden Betonstahldurchmesser, welche Maschine zuerst benutzt werden soll. Wenn diese Maschine die Position nicht fertigen kann, wird die Maschine mit nächster Priorität ausgewählt. Technischer Teil LP-SYSTEM Neben der automatischen Verteilung aller Positionen auf die Maschinen benutzt der Produktionsplaner das System im Speziellen, um Fertigungseinheiten zu bilden. Es können eine oder mehrere Aufträge einer Fertigungseinheit zugeteilt werden. Innerhalb einer solchen Fertigungseinheit werden dann die Optimierungen durchgeführt. Es wird zum einen eine Verschnittoptimierung für alle Stangenschneidmaschinen durchgeführt, zum anderen werden die Positionen aller Coil-Maschinen je Maschine vorsortiert ausgedruckt, so dass aufwendiges Sortieren der Etiketten nach dem Ausdruck entfällt. Technischer Teil LP-SYSTEM Fertigungsplanung Stangenoptimierung Fertigungslose Ausdruck Fertigungspapiere Maschinenauslastung Etiketten, Fertigungslisten, etc.. Maschinenansteuerung Manuelle Bearbeitung Spezialmaschinen Mattenschweissen Stangenmaterial verarbeitende Maschinen Datenrückerfassung der produzierten Positionen Coilverarbeitende Maschinen Technischer Teil LP-SYSTEM Im weiteren Schritt können alle Maschinen angesteuert werden. Dies kann entweder mittels einer Online-Ansteuerung oder einer Offline-Ansteuerung geschehen. Bei der Online-Ansteuerung werden die Daten an der Maschine mittels eines Barcodes abgerufen und dann von einem PC an die Maschine via Kabel oder Funk übertragen. Die Offline-Ansteuerung arbeitet ohne eine Verbindung zur Maschine, da der Barcode (ein PDFBarcode) bereits alle Daten enthält, die zur Ansteuerung benötigt werden. Technischer Teil LP-SYSTEM Im letzten Schritt kann mittels Datenrückerfassung festgestellt werden: einer – Wer hat wann welche Position – an welcher Maschine produziert und – wie lange hat das gedauert. Zum anderen kann man damit vom Bildschirm aus nach verfolgen, ob ein Plan bereits fertig produziert wurde, um einem Kunden am Telefon Auskunft zu geben. Mittels einer Statistik können aber auch Daten für eine leistungsbezogene Vergütung gesammelt werden. Technischer Teil LP-SYSTEM Das System beantwortet Ihnen immer wiederkehrende Fragen, wie zum Beispiel: – Wie groß sind die aktuellen Auslastungen der Maschinen? – Wann und für welche Maschinen entstehen Kapazitätsüberlastungen? – Welche Produktionszeit hat(te) ein Auftrag? – Wer hat die einzelnen Positionen gefertigt? – In welchem Produktionszustand befindet sich ein bestimmter Auftrag? – Welche Durchmesser habe ich im Zeitraum XYZ in welcher Menge verarbeitet? – Welche Tagesproduktion hatte ich am Tag XYZ? – Reichen meine Maschinenkapazitäten für die geplante Produktion aus? – Wo steckt die Position in der Fertigung? Technischer Teil LP-SYSTEM Rückschlüsse Flexibilität Transparenz Höhere Produktivität/Effizienz Geld “Sparen/Machen”!!! Zukunft – LP-SYSTEM Zukunft – LP-SYSTEM Kunden im In- und Ausland Mehr als 350 Installationen in mehr als 33 Ländern Abu Dhabi Argentinien Australien Bahrain Belgien Brasilien Bulgarien China Dänemark Deutschland Dubai Färöer Inseln Finnland Großbritannien Indien Irland Israel Italien Kanada Katar Lettland Luxemburg Mexiko Niederlande Norwegen Österreich Polen Rumänien Schweden Schweiz Slowakei Tschechische R. Ungarn Vielen Dank für Ihre Aufmerksamkeit!