Z-konstantes Schlichten mit Grenzwinkel (Neigung)
Werbung
")
CAM (Rev. 3.0)
Z-konstantes Schlichten mit Grenzwinkel
Pictures by PC
{C3_s-7}
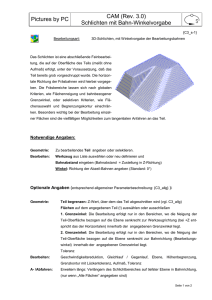
Bearbeitungsart:
3D-Schlichten, Oberflächen-Feinbearbeitung mit Z-konstanten Bahnen
X-Richtung
bis 45° Neigung
Z-konstant
ab 45° Neigung
Mit dieser Bearbeitung ist es möglich,
die Oberfläche eines Teils ab einer
bestimmten Neigung Z-konstant zu
bearbeiten. In Kombination mit anderen
neigungsabhängigen
methoden
sind
sehr
Schlichteffiziente
Frässtrategien realisierbar.
Neben dieser globalen Bereichsbe-
Neigung: 30°
grenzung sind noch andere Möglichkeiten der Bereichsdefinition möglich:
Flächenauswahl
bzw.
–ausschluß,
Höhenbegrenzung und Grenzkontur. Das Tiefeninkrement (Zustellung) ist frei wählbar. Es stehen verschiedene Anfahrstrategien zur Verfügung.
Notwendige Angaben:
Geometrie:
Zu bearbeitendes Teil angeben oder selektieren.
1. Grenzwinkel: Die Bearbeitung erfolgt nur in den Bereichen des angegebenen Teils,
bei denen die Flächenneigung, bezogen auf die Ebene senkrecht zur Drehachse des
Werkzeugs (bei +Z entspricht das der Horizontalen), innerhalb der
angegebenen
Grenzwinkel liegt. Bei einem Winkel von 45°.. 90° werden zum Beispiel die Bereiche nicht
bearbeitet, deren Flankensteilheit kleiner als 45° ist.
Bearbeiten:
Werkzeug aus Liste auswählen oder neu definieren und
Bahnabstand eingeben (Bahnabstand = Zustellung in Z-Richtung, Tiefeninkrement)
Optionale Angaben (entsprechend allgemeiner Parameterbeschreibung: C3_allg ):
Geometrie:
Teil begrenzen: Z-Wert, über dem das Teil abgeschnitten wird (vgl. C3_allg)
Flächen auf dem angegebenen Teil auswählen oder ausschließen.
Die mit 3D-Ebenen-Punkten markierten Ebenen werden unabhängig vom Tiefeninkrement bearbeitet. (Nicht für Z-konstante Flächen !), Toleranz
Bearbeiten:
Geschwindigkeitsreduktion, Gleichlauf / Gegenlauf, Ebene, Höhenbegrenzung,
Grenzkontur mit Lückentoleranz, Aufmaß, Toleranz
Nur spezielle Ebenen: Es werden nur die mit 3D-Ebenen-Punkten markierten Ebenen bearbeitet. (Eine Bahn am Teil pro Ebene ! )
A- /Abfahren:
Maximal Verbinden, Flächen-Lücken, Sicherheit, Sicherheit XY, Rückzug
Programm-Nullpunkt:
Seite 1 von 1