Ziel der Forschungsarbeit und Vorgehensweise
Werbung

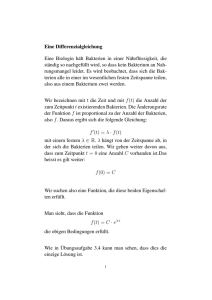
Ziel der Forschungsarbeit und Vorgehensweise Ziel der Forschungsarbeit und Vorgehensweise Anlagen zur anaeroben Behandlung von Abfällen oder Abwässern können zwei primäre Prozessziele verfolgen. Zum einen gibt es Anlagen, die zur Einhaltung gesetzlich vorgeschriebener Grenzwerte eine weitgehende Reduzierung der organischen Fracht anstreben. Zum anderen kann auch eine maximale Gasbildung im Mittelpunkt stehen, dann besteht das Ziel in einer anlagen- und substratspezifisch optimierten Gasausbeute. Wie alle Stoffwechselprozesse setzt die Vergärung bestimmte Umweltbedingungen voraus. Um die für die Umsetzung des Prozesszieles notwendigen konstanten Stoffwechselraten zu erzielen, sind optimierte Bedingungen für die beteiligten Organismen Voraussetzung. Der biologische Prozess in einer großtechnischen Anlage unterliegt betriebsbedingten Störungen, die zu einer Abweichung vom optimalen Prozesszustand führen. Daraus folgen reduzierte Stoffwechselraten, die einen wirtschaftlichen Verlust bedeuten, im schlimmsten Falle besteht das Risiko einer irreversiblen Störung, die einen Zusammenbruch der Stoffwechselaktivitäten nach sich zieht. Die Aufgabe der Prozessregelung ist es, • die Störung zu erkennen, solange der Prozess noch in einem regelbaren Zustand ist, • die Ursache zu ermitteln und • den Prozess so zu beeinflussen, dass er in einen stabilen, optimalen Bereich zurückkehrt. Diese Funktionen können vom Anlagenbetreiber ebenso übernommen werden wie von einer automatisierten Prozessregelung. Die Grundlage einer effizienten Regelung ist die Erfassung prozessrelevanter Daten, die Kenntnis der wichtigsten Prozesseigenschaften, die Auswertung der Daten und die Kenntnis geeigneter Maßnahmen, um den Prozess zu kontrollieren. Fehlen diese Instrumente, ist eine "konstruktive Absicherung" notwendig, um die auftretenden Störungen wie zum Beispiel Veränderungen in der Substratzusammensetzung zu kompensieren. Die Folge sind überdimensionierte Anlagen. Abbildung 1 zeigt schematisch das Potential von Regeltechnik in Bezug auf die Anlagenkapazität. Abbildung 1: Zusammenhang Regelung und Anlagendimensionierung (Olsson et al. 2001) In einer bundesweiten Untersuchung (FNR 2005) wurde festgestellt, dass die Verweilzeiten bei über 80 % der landwirtschaftlichen Anlagen größer 30 Tage sind. Die Ursachen dafür liegen in den niedrigen Abbaugeschwindigkeiten der Gülle und in der höheren Betriebssicherheit. Letzteres zeigt sich darin, dass vor allem die Anlagen mit hoher Raumbelastung und leichtabbauren Substraten nicht notwendige hohe Aufenthaltszeiten aufweisen. Die Untersuchung zeigt weiterhin auf, dass die Hälfte von 56 untersuchten Anlagen über keinerlei Mess- Steuer- und Regeltechnik verfügt. Ist keine geeignete Messtechnik installiert, werden die Auswirkungen von Störungen erst bei einem starkem Leistungsabfall der Anlage festgestellt. FNR (2005) konnte bei ca. 41 % von 61 ausgewählten Anlagen Probleme 19 Ziel der Forschungsarbeit und Vorgehensweise mit der Prozessbiologie feststellen. Eine Störung der Biologie ist mit einer anhaltenden, verminderten Abbauleistung verbunden. Besgen (2004) berichtet, dass es nach einer Störung 3 Wochen dauerte, bis der Prozess sich wieder regeneriert hatte. Eine Störung der Biologie ist mit einer Reduktion der Gasbildungsrate und damit mit finanziellen Einbußen verbunden. Die Prozessbiologie wird in Anlagen ohne eine geeignete Mess- und Regeltechnik über eine möglichst konstante Beschickung, die Kontrolle von qualitativen Merkmalen wie Schaumbildung oder Blasenbildung im Reaktor und die Leistungsdaten des Blockheizkraftwerk (BHKW) überwacht. Bei Störungen wird auf die Messung der Konzentration an organischen Säuren zurückgegriffen. Die Prozessführung und die Überwachung wird in vielen Anlagen nicht oder mangelhaft dokumentiert. Auf diese Weise können die Wirkungen der Störungen nicht quantifiziert werden, die Ursachen sind aufgrund der großen Totzeiten und der Ungenauigkeit der Methode schlecht festzustellen. Außerdem ist bei dieser Methode das Wissen an die ausführende Person gebunden. Entsprechend schwer ist es, bei der Abwesenheit des Betreibers das anlagenspezifische Wissen auf andere Personen zu übertragen. Dem gegenüber bietet eine automatisierte Überwachung und Regelung der biologischen Prozesse auf Basis eines definierten Messprogramm folgende Vorteile: • • • • optimierte Prozessführung mit definiertem, quantifizierbarem Prozessziel frühzeitige Störungserkennung permanente Verfügbarkeit der Überwachung und Regelung unabhängig von der permanenten Anwesenheit ausgebildeten Personals Die automatische Erfassung und Auswertung prozessrelevanter Daten bietet weitere Möglichkeiten. So können langfristige Trends einfacher festgestellt werden und es ist möglich, die Daten zu übertragen und den Prozess fernüberwacht zu betreiben. Das Ziel dieser Arbeit besteht darin, eine Regelung der Biologie des Vergärungsprozesses zu entwickeln. Die praktische Relevanz und die Anwendbarkeit des Verfahrens standen dabei im Mittelpunkt. Die Teilziele der Arbeit sind: • Ermittlung der relevanten Störgrößen • Auswahl verfügbarer und geeigneter Messtechnik zur Erfassung von Störungen • quantitative und qualitative Bewertung der Wirkung der Störung auf den Prozess • Ermittlung geeigneter Maßnahmen zur Störungsbeseitigung • Entwicklung einer Prozessdiagnose und Regelung Folgende Vorgehensweise wurde gewählt: 1. Analyse der biologischen Grundlagen 2. Analyse der messtechnischen Möglichkeiten 3. Auswahl der Messtechnik 4. Versuchsplanung zur Beschreibung des Prozessverhaltens 5. Versuchsdurchführung 6. Auswertung der Versuche 7. Auswahl einer Methode zur Regelung und Entwurf des Reglers 8. Test des Reglers 20 Kapitel 1 Biochemische Grundlagen des anaeroben Abbaus 21 22 Kapitel 1 Biochemische Grundlagen des anaeroben Abbaus 1 Biochemische Grundlagen des anaeroben Abbaus Organische Substanzen werden unter anaeroben Bedingungen in vier Hauptschritten abgebaut. Der Gesamtabbau kann nicht wie unter aeroben Verhältnissen von einem Organismus vorgenommen werden, sondern wird von mehreren verschiedenen Organismen in einer Art Nahrungskette vollzogen. Die beteiligten Organismen sind durch syntrophe Beziehungen miteinander verknüpft. Es treten wechselseitige Ernährungsmechanismen mit mono- und bidirektionaler Substratübertragung auf. Charakteristisch für anaerobe Prozesse ist das Fehlen von molekularem Sauerstoff als finalem Elektronenakzeptor. Dadurch wird der organisch gebundene Kohlenstoff nicht vollständig zu CO 2 oxidiert, er wird zu einer Mischung aus CO2 und CH4 abgebaut. Daraus resultiert ein niedriger Energiegewinn für die beteiligten Organismen, als unter aeroben Verhältnissen, da im Methan Energiepotential erhalten bleibt. Die Gleichungen 1 und 2 verdeutlichen den genannten Sachverhalt. Die aufgeführten Änderungen der freien Energie für den Glucoseabbau unter aeroben und anaeroben Verhältnissen können als ein Maß für die bei der Reaktion freiwerdende Energie unter idealen Bedingungen aufgefasst werden. Die zugrundeliegenden Standardbedingungen sind T=25°C und ein Partialdruck der beteiligten Gase von 101,3 kPa, es sind keine Ionen beteiligt. In der Biologie ist es üblich, den pH Wert auf 7 zu legen, da die meisten Mikroorganismen bei Standard pH 0 nicht existieren können, die Konzentration der Ausgangsstoffe beträgt 1 mol*l-1 . Die Abweichung von Standard pH 0 wird durch das Zeichen „΄“ symbolisiert. C6H12O6 + 6O2 → 6CO2 + 6H2O Δr G0′ = −2872 KJ mol −1 C6H12O6 → 3CH4 + 3CO2 Δr G0′ = −418 KJ mol − 1 Gleichung 1: Anaerober Abbau von Glucose Gleichung 2: Aerober Abbau von Glucose Aufgrund des geringeren Energiegewinnes sind die Anaerobier gezwungen, mehr Substrat für die gleiche Energiemenge umzusetzen. Da die für das Zellwachstum benötigte Energie unter aeroben und anaeroben Verhältnissen gleich ist, wird unter anaeroben Verhältnissen mehr Substrat bei geringerem Biomassewachstum umgesetzt. Zur Bildung von Methan sind vier Abbauschritte notwendig, die als Hydrolyse, Acidogenese, Acetogenese und Methanogenese bezeichnet werden, innerhalb derer können sechs maßgebliche Reaktionen unterschieden werden (Gujer und Zehnder 1983). 1. Hydrolyse der Polymere • Proteinhydrolyse • Fetthydrolyse • Kohlenhydrathydrolyse 2. Fermentation von Aminosäuren und Zuckern 3. Anaerobe Oxidation von langkettigen Fettsäuren und Alkoholen 4. Anaerobe Oxidation von Zwischenprodukten (insbesondere Propionsäure, Buttersäure) 5. Umsetzung von Essigsäure zu Methan 6. Umsetzung von Wasserstoff und Kohlendioxid zu Methan Im folgenden soll kurz auf die Abbaumechanismen der einzelnen Substratkomponenten eingegangen werden, da hier die Ursachen für regeltechnisch relevante Prozesseigenschaften zu finden sind. 1.1 Der Abbau von Kohlenhydraten Organische Abfälle, vor allem pflanzliche Substanzen, bestehen zu großen Anteilen aus Kohlenhydraten. 23 Kapitel 1 Tabelle 1-1: Biochemische Grundlagen des anaeroben Abbaus Zusammensetzung von Bioabfall (Bidlingmaier 1983) Stoffgruppe Anteil an Trockenmasse (%) Minimal Maximal 5 10 20 30 40 60 10 30 Fette, Zucker, Proteine Hemizellulose Zellulose Lignin Bei dem Abbau von Kohlenhydraten sind verschiedene Wege möglich. Für eine stabile Vergärung ist die Bildung von Essigsäure am günstigsten, da diese direkt zu Methan und Kohlendioxid umgesetzt werden kann. Die folgenden Gleichungen sind, wenn nicht anders gekennzeichnet, der Arbeit von Mata-Alvarez (2002) entnommen. C6H12O6 + 4H2O → 2CH3COO− + 2HCO3− + 4H+ + 4H2 Δr G0 = −206 kJ mol −1 Gleichung 3: Acetatbildung aus Glucose C6H12O6 + 2H2O → 2CH3CH2OH + 2HCO3 − + 2H+ Δr G0 = −226 kJ mol-1 Gleichung 4: Ethanolbildung aus Glucose C6H12O6 → 2 CHCHOHCOO− + 2H+ + 2 H 2 Δr G0 = −198 kJ mol-1 Gleichung 5: Lactatbildung aus Glucose C6H12O6 + 2H2 → 2CH3CH2COO- + 2H2O + 2H+ Δr G0 = −358 kJ mol-1 Gleichung 6: Propionsäurebildung aus Glucose Lactat kann in einem weiteren Schritt in Essigsäure, Propionsäure oder Buttersäure umgewandelt werden. CHCHOHCOO− + 2H2O → CH3COO− + HCO3− + H+ + H2 Δr G0 = −4,2 kJ mol-1 Gleichung 7: Essigsäurebildung aus Lactat 3 CHCHOHCOO− + 3 H2 → 2CH3CH2COO − + CH3COO − + H+ + HCO3- Δr G0 = −165 kJ mol-1 Gleichung 8: Propionsäurebildung aus Lactat 2CHCHOHCOO− + 2H2O → CH3CH2CH2COO− + 2HCO3 − + H+ Δr G0 = −56 kJ mol-1 Gleichung 9: Buttersäurebildung aus Lactat Auf welchem Wege die Kohlenhydrate verwertet werden, hängt maßgeblich von den Umgebungsbedingungen und den vorhandenen Bakterien ab. Eine besondere Rolle spielt hierbei die Wasserstoffkonzentration im System, darauf wird im weiteren Verlauf dieses Kapitels näher eingegangen. Für die Bemessung von Vergärungsanlagen ist die Geschwindigkeit des Abbaus von Bedeutung. Die unterschiedlichen Geschwindigkeiten der einzelnen Teilprozesse beeinflussen die Stabilität des Gesamtprozesses. Die Hydrolysekonstante ist ein Maß für die Geschwindigkeit der Umsetzung der Polymere in Monomere. In Tabelle 1-2 die Hydrolysekonstanten von Kohlenhydraten dargestellt. Die einzelnen Kohlenhydrate weisen unterschiedliche Hydrolysegeschwindigkeiten auf. Die Bakterien, die Kohlenhydrate hydrolysieren, haben Generationszeiten von ca. 5 h (Mittsdörfer 1991). 24 Kapitel 1 Tabelle 1-2: Biochemische Grundlagen des anaeroben Abbaus Hydrolysekonstante von Kohlenhydraten Substrate Eigene Untersuchungen kh (d-1) Zellulose (Baumwolle) 0,02 Stärke (Kartoffeln) Kohlenhydrate (allgemein) Hemizellulose (Xylane, Pentosen) Primärschlamm 0,25 Literaturwerte kh (d-1) 0,15 (IWA 2002) 0,04 (Gujer and Zehnder 1983) 0,025-0,2 (Christ 1998) 0,54(Gujer and Zehnder 1983) 0,3-0,58 (IWA 2002) 1.2 Der Abbau von Proteinen In der Hydrolysephase werden die Proteine zu Oligopeptiden, Dipeptiden und Aminosäuren aufgespalten. Die vollständige Fermentation der Aminosäuren ist wiederum an einen niedrigen Wasserstoffpartialdruck gekoppelt. Anders als bei der Kohlenhydratspaltung fallen jedoch bei der Proteinhydrolyse selbst bei vorliegenden optimalen syntrophen Verhältnissen bezüglich des Wasserstoffabbaus immer längerkettige Fettsäuren an, da diese bei der Desaminisierung und Decarboxylierung der Aminosäuren auf direktem Wege entstehen (Arbeitsberichte ATV 1994). (CH3 )2 - CH - CH(NH2 ) - COOH + 2H2O → CH3CH2CH2COOH + CO2 + NH3 + 2H2 Δr Go′ = + 5,7 KJ mol −1 Gleichung 10: Valinabbau HOOC(CH2 )2 CH(NH2 )COOH → CH3CH2COOH + 2CO2 + NH3 + 2H2 Δr G o′ = − 5,8 KJ mol−1 Gleichung 11: Glutaminsäureabbau Bei diesen Reaktionen wird NH3 freigesetzt, welches in Wasser gelöst eine basische Wirkung hat und somit zu einer pH Wert Erhöhung führt. NH3 + H2O ↔ NH4+ + OH− Gleichung 12: Ammoniak/Ammoniumgleichgewicht Damit entsteht bei hohen Anteilen an Proteinen im Substrat (ausschließlich bei speziellen Substraten wie Schlachthofabfällen oder Hühnermist) eine hohe Konzentration an langkettigen organischen Säuren. Deren pH Wert senkende Wirkung wird jedoch durch die gleichzeitige Bildung von Ammonium aufgehoben. Die Konzentration von Ammoniak ist von Bedeutung, weil es eine hemmende Wirkung auf den Methanbildungsprozess haben kann. Tabelle 1-3: Hydrolysekonstanten von Proteinen Substrate Protein (Fleisch) Protein Eigene Untersuchungen kh (d-1) 0,41 Literaturangaben kh (d-1) 0,12 (IWA 2002) 0,67 (Mata-Alvarez 2003) Primärschlamm Polypeptide 0,015-0,075 (Christ 1998) 0,28-0,58 (IWA 2002) 0,02 (Gujer and Zehnder 1983) Bisher wenig untersucht wurden die Hydrolysekonstanten von verschiedenen Proteinen. Die angegebenen Werte sind unter verschiedenen Versuchsbedingungen entstanden und bedingt vergleichbar. Proteinabbauende Bakterien weisen Generationszeiten von ca. 17 h auf (Mitsdörffer 1991). 25 Kapitel 1 Biochemische Grundlagen des anaeroben Abbaus 1.3 Der Abbau von Fetten Tabelle 1-4: Hydrolysekonstanten von Fetten Substrate Fette (Speck) Fette Fette Schlachthausabfälle Primärschlamm Literaturangaben Eigene Untersuchungen kh (d-1) 0,02 0,08 (Gujer and Zehnder 1983) 0,005-0,01 (Christ 1998) 0,12 (IWA 2002) 0,0096-0,17 (IWA 2002) Wie beim Abbau von Proteinen entstehen langkettige Fettsäuren, wobei beim Abbau der Fette die ausgleichende Wirkung der Ammoniumbildung fehlt. Hier ist daher besonders auf die Prozessstabilität zu achten. Fette gelten als schwer abbaubar, da sie mitunter einen Film um die Bakterien bilden, der einen weiteren Abbau verhindert. Trotzdem werden Fette aufgrund ihres hohen Gasertrages oft als Ko-Substrat eingesetzt. Fettabbauende Bakterien weisen Generationszeiten von 72 h auf (Mitsdörffer 1991). 1.4 Die acetogene Phase In der acetogenen Phase werden die gebildeten Zwischenprodukte, die nicht direkt von den methanogenen Bakterien verwertet werden können, in Essigsäure, Wasserstoff und Kohlendioxid umgewandelt. CH3CH2CH2COO− + 2H2O → 2CH3COO− + H+ + 2H2 Δr Go′ = + 48 KJ mol −1 Gleichung 13: Umwandlung von Buttersäure − + 3H CH3CH2COO− + 3H2O ↔ CH3COO− + H+ + HCO3 2 Δr Go′ = + 76,1 KJ mol −1 Gleichung 14: Umwandlung von Propionsäure CH3CH2OH + H2O → CH3COO− + H+ + 2H2 Δr G0′ = +9,6 KJ mol −1 Gleichung 15: Umwandlung von Ethanol (Mata Alvarez 2002) Aus den freien Energien kann geschlussfolgert werden, dass der Ablauf dieser Reaktionen an einen niedrigen Wasserstoffpartialdruck gebunden ist, da sich unter diesen Bedingungen das chemische Gleichgewicht verschiebt und die Reaktion exogen wird. Damit sind die beteiligten Organismen auf wasserstoffverwertende Bakterien angewiesen, die den Wasserstoffpartialdruck niedrig halten. Dies wird von methanogenen oder sulfatreduzierenden Bakterien vollzogen. Die Acetogenese oder Essigsäurebildung aus anderen Zwischenprodukten läuft in Synthrophie mit der Methanbildung oder Sulfatreduktion ab. Die Übertragung des Wasserstoff (hydrogen interspecies transfer) wird durch einen engen Kontakt zwischen den Bakterien ermöglicht. Der thermodynamische Zusammenhang zwischen der Essigsäurebildung aus Propionsäure, Buttersäure und Ethanol und der Methanbildung ist in Abbildung 1-1 zu sehen. Vgl. Gleichung 16 (Methan), Gleichung 14 (Propionsäure), Gleichung 15 (Ethanol), Gleichung 13 (Buttersäure) 26 Kapitel 1 Biochemische Grundlagen des anaeroben Abbaus Abbildung 1-1: Thermodynamisches Fenster (Grepmeier 2002) Als thermodynamisches Fenster wird dabei derjenige Bereich gesehen, in dem die Umwandlung der höherkettigen Säuren in Essigsäure und die Bildung von Methan und Kohlendioxid gleichzeitig ablaufen können. Der dunkel gekennzeichnete Bereich des Wasserstoffpartialdruckes, in dem alle Reaktionen ablaufen können, ist der Bereich in dem alle an der Vergärung beteiligten Mikroorganismen bestmögliche Bedingungen haben. Die Größe des Fensters ist von der Konzentration der beteiligten Stoffe und vom pH Wert abhängig. Hohe Generationszeiten von 1,5-4,0 Tagen haben die acetogenen Bakterien (Mosey 1983). Mitsdörffer (1991) ermittelte bei einer Literaturanalyse für Propionsäure als Substrat 3,5 d und bei Buttersäure 2,96 d. 1.5 Die methanogene Phase Die Methanbildung aus Wasserstoff und Kohlendioxid und aus Essigsäure sind die letzten Schritte des gesamten Umwandlungsprozesses. Ca. 2/3 des gebildeten Biogases resultiert aus der Essigsäureverwertung, während die Verwertung des Wasserstoffs großen Einfluss auf den Prozessverlauf hat. HCO − 3 + + H + 4H → CH + 3H O 2 4 2 −1 ′ Δ G = − 135,6 KJ mol r 0 Gleichung 16: Methanbildung aus Kohlendioxid und Wasserstoff CH3COOH → CO2 + CH4 Δr G0′ = − 31 KJ mol −1 Gleichung 17: Methanbildung aus Essigsäure CH3OH + H2 → CH4 + H2O Δr G0′ = −121,1 KJ mol-1 Gleichung 18: Methanbildung aus Methanol Methanbildende Bakterien wachsen vergleichsweise langsam und sind strikt anaerob. Die acetatverwertenden Methanogenen haben Generationszeiten von mindestens 48-72 h, sind aber weitgehend unabhängig vom Wasserstoffpartialdruck (Mata-Alvarez 2002). Mitsdörfer (1991) gibt für diese Arten Generationszeiten von 71-85 h an. Die wasserstoffverwertenden Bakterien haben geringere Generationszeiten von ca. 6 Stunden (Mosey 1983), Mitsdörfer (1991) gibt 15-28 h an. Für eine Mischpopulati- 27 Kapitel 1 Biochemische Grundlagen des anaeroben Abbaus on auf Mischsubstrat konnten 58 h ermittelt werden (Mitsdörffer 1991). Bei Störungen des Milieus wie Sauerstoffeintrag, Temperaturschwankungen, pH Wert Abfall und durch Hemmstoffe werden die methanbildenden Bakterien in ihrer Stoffwechselaktivität gehemmt. Durch die engen synthrophen Beziehungen zu den acetogenen Bakterien sind diese ebenso betroffen. 1.6 Die Bedeutung von Wasserstoff Die Bildung und der Abbau von Wasserstoff spielen eine wichtige Rolle im Gesamtprozess. Wasserstoff wird als Zwischenprodukt in der acidogenen Phase gebildet. Die Anteile der jeweiligen Fermentationsprodukte (Gärungsbilanz) an dem Gemisch hängen von den beteiligten Mikroorganismen und dem vorhandenen Wasserstoffpartialdruck ab. NAD(P)H + H+ → NAD(P)+ + H2 Δr Go′ = +1,1 kJ mol-1 Gleichung 19: Freisetzung von Wasserstoff (Wolin 1976) Die Bildung von für methanogene Bakterien direkt verwertbarer Essigsäure aus Kohlenhydraten ist mit der Freisetzung von molekularem Wasserstoff gekoppelt (vgl. Gleichung 3). Die Freisetzung des Wasserstoff geschieht mittels der Übertragung von Reduktionsäquivalenten von NADH auf Protonen (Gleichung 19). Dieser Prozess ist unter Standardbedingungen endogen, dass heißt diese Reaktion kann nur dann ablaufen, wenn die Bedingungen von den Standardbedingungen abweichen, wenn beispielsweise das Gleichgewicht der Edukte und Produkte verändert wird. Die Konzentration der Reaktionsprodukte muss in diesem Falle niedrig sein, dass bedeutet, dass sie ständig entfernt werden müssen, damit die Reaktion ablaufen kann. Geschieht dies nicht, wird infolge des hohen Wasserstoffpartialdruckes im Substrat die Freisetzung von molekularem Wasserstoff als Elektronenakzeptor mittels NADH gehemmt. Damit werden die Stoffwechselprozesse gehemmt, die unter Abspaltung von Wasserstoff ablaufen. Die beteiligten Bakterien können dann auf die Bildung von anderen Zwischenprodukten wie Propion- oder Buttersäure umschalten, da die Bildung dieser Zwischenprodukte unter Aufnahme von Wasserstoff abläuft und somit unabhängig vom Wasserstoffpartialdruck ist (vgl. Abbildung 1-2). Wolin (1976) konnte feststellen, dass bei gemeinsamem Wachstum von Wasserstoffverbrauchern (Methanobacterium ruminantium) und verschiedenen acidogenen Arten (Ruminococcus flavefacien und Ruminococcus albus) mehr Acetat und weniger Ethanol oder Succinat anfallen, als bei einem getrennten Wachstumsversuch. Der Zusammenhang von Wasserstoffpartialdruck und Art und Menge der gebildeten Zwischenprodukte beeinflusst stark die Stabilität des Gesamtsystems. Günstig ist die Bildung von Essigsäure, da diese direkt und unabhängig vom Wasserstoffpartialdruck von methanogenen Mikroorganismen verwertet werden kann. Ungünstig ist die Bildung von anderen Zwischenprodukten, da diese in einem weiteren Zwischenschritt zu Essigsäure und schließlich in Methan umgewandelt werden. Insbesondere Fettsäuren wie Propionsäure oder Buttersäure sind problematische Zwischenprodukte, da die Umwandlung dieser Säuren unter Standardbedingungen endogen ist und unter Wasserstoffabspaltung abläuft und damit vom Wasserstoffpartialdruck abhängig ist. (vgl. Gleichung 13,Gleichung 14) Solange diese Stoffe aufgrund eines erhöhten Wasserstoffpartialdruckes gebildet werden, sind die Bedingungen für eine weitere Umwandlung ungünstig, da die weiteren Abbauschritte einen niedrigen Wasserstoffpartialdruck voraussetzen. Können diese Säuren nicht umgewandelt werden, reichern sie sich an und wirken hemmend. Aus den geringen Verdopplungsraten der acetogenen Mikroorganismen ergibt sich ein zusätzliches Problem. In einem stabilen Prozess werden entsprechend der oben aufgeführten Bedingungen Propion- und Buttersäure kaum gebildet und entsprechend klein ist die Population, die diese Säuren abbauen kann. Steigt die Konzentration aufgrund einer Überlastung sprungartig an, passt diese kleine Population sich nur langsam an das Substratangebot an (Harper et al. 1985). Zu beachten ist, dass die genannten Zusammenhänge bei der Bildung von Zwischenprodukten ausschließlich für den Abbau von Kohlenhydraten gelten. Organische Abfälle bestehen zu großen Anteilen aus Kohlenhydraten (vgl. Tabelle 1-1). Abfälle, die hohe Gehalte an Fetten oder Eiweißen aufweisen, werden mitunter als Ko-Substrate eingesetzt und bilden andere Zwischenprodukte. Beim Abbau von Eiweißen entstehen Propion- und Buttersäuren in großen Mengen, so dass sich eine entsprechende Bakterienpopulation ausbildet. Die Abbildung 1-2 verdeutlicht mögliche Abbauwege beim Kohlenhydratabbau und die damit verbundene Wasserstofffreisetzung. 28 Kapitel 1 Abbildung 1-2: Biochemische Grundlagen des anaeroben Abbaus Abbauwege von Kohlenhydraten (Mosey 1983) 1.7 Fazit: Biochemische Grundlagen An der Bildung von Methan aus organischen Reststoffen sind verschiedene Bakteriengruppen beteiligt, die zum Teil in syntrophen Abhängigkeiten existieren. Die einzelnen Bakterienarten weisen Unterschiede in Bezug auf die maximalen Wachstumsgeschwindigkeiten auf. Die Zusammensetzung der Substrate hinsichtlich der Bestandteile Kohlenhydrate, Eiweiße und Fette beeinflusst die Art der freiwerdenden Zwischenprodukte und die Geschwindigkeit der Hydrolyse. Große Bedeutung für den Gesamtprozess hat der Wasserstoffgehalt im System. Wird der Wasserstoff nicht in ausreichendem Maße abgeführt, kommt es zu ungünstigen thermodynamischen Verhältnissen und schwer abbaubare Zwischenprodukte werden gebildet. 29 30 Kapitel 2 Einflussfaktoren auf die technische Vergärung 31 32 Kapitel 2 Einflussfaktoren auf die technische Vergärung 2 Einflussfaktoren auf die technische Vergärung In diesem Kapitel werden die Randbedingungen und Einflussfaktoren betrachtet, die sich aus der technischen Umsetzung der aufgeführten biologischen Prozesse ergeben. 2.1 Prozessziele der technischen Vergärung Primäre Ziele der Vergärung von organischen Reststoffen sind die Reduktion der organischen Fracht oder die Erzeugung von Biogas. Die Dimensionierung der Reaktoren, das gewählte Verfahren, die Eigenschaften des Substrates und der Biozönose legen die Abbauleistung einer großtechnischen Anlage fest. In kontinuierlich betriebenen Verfahren stellt sich unter konstanten Bedingungen eine konstante Stoffwechselrate ein. Dieser idealisierte stationäre Zustand definiert das Prozessziel. Da der Prozess jedoch permanent Störungen unterliegt, ist der stationäre Zustand praktisch nicht erreichbar. Obwohl die Vergärung in technischen Verfahren schon lange eingesetzt wird, fehlt es an einem tiefgehenden, grundlegenden Verständnis der Faktoren, die die Stabilität dieses biologischen Prozesses unter dynamischen Bedingungen beschreiben können. Die Vergärung wird gegenüber der Kompostierung als der komplexere, schwieriger zu handhabende Prozess mit Neigung zu instabilem Verhalten (Kroiss 1982) angesehen und sei deshalb schwer zu kontrollieren. Die Betriebssicherheit ist für jeden technischen Prozess von zentraler Bedeutung. Die Gewährleistung der Stabilität des biologischen Prozesses ist unmittelbare Voraussetzung für die praktische Umsetzung der Vergärung. Die Betriebsweise von Vergärungsanlagen wird mit Hilfe von Kenngrößen betrieben, die in direktem Zusammenhang mit den mikrobiologischen Vorgängen stehen. Im folgenden werden die wichtigsten Einflussfaktoren auf die technische Vergärung sowie die Schlussfolgerungen für die Prozessstabilität dargestellt. Es gibt Einflussfaktoren, wie beispielsweise der Gehalt an Spurenelementen, die in wenigen, speziellen Anwendungsfällen von Bedeutung sind. Auf solche Spezialfälle wird im folgenden nicht eingegangen, es wurden die wichtigsten praxisrelevanten Einflussfaktoren ausgewählt. 2.2 Durchflussrate, Fracht und Raumbelastung Die Nassvergärung wird in kontinuierlich betriebenen, vollständig durchmischten Rührkesselreaktoren (eng. completely stirred tank reactor CSTR) durchgeführt. Die Beschickung eines kontinuierlich betriebenen Reaktors beeinflusst die Stabilität des Prozesses. Dabei ist zum einen die absolute Menge an zugeführtem abbaubaren Material von Bedeutung (Fracht), eine ebenso wichtige Kenngröße ist der zugeführte Volumenstrom bezogen auf den Reaktorinhalt (Durchflussrate). Als Fracht wird das Produkt aus Konzentration und Volumen bezeichnet. Das Volumen wird dabei auf eine bestimmte Zeitspanne bezogen. Die Fracht stellt demnach den Absolutwert für die organische Belastung in einer bestimmten Zeit dar. F = Q×c F Fracht (kg*d-1) Q Volumenstrom (m³*d-1) c Konzentration (kg*(m³)-1) Gleichung 20: Fracht Als Durchflussrate wird der Quotient aus dem Volumenstrom und dem Reaktorinhalt bezeichnet. Das Reziproke der Durchflussrate ist die Aufenthaltszeit. Q R = V R Durchflussrate (d-1) V Reaktorvolumen (m³) Q Volumenstrom (m³ d-1) Gleichung 21: Durchflussrate Die Raumbelastung stellt ein Maß für die Belastung des Reaktors mit organischem Material dar. 33 Kapitel 2 B = F V Einflussfaktoren auf die technische Vergärung B Raumbelastung (kg*(m³d)-1) F Fracht (kg*d-1) V Reaktorvolumen (m³) Gleichung 22: Raumbelastung Raumbelastung, Durchflussrate und Fracht sind bei konstanter Konzentration und konstantem Volumen direkt proportional zueinander. Der Abbauprozess wird von Mikroorganismen realisiert, die entsprechend den von Monod (1949) beschriebenen Wachstumsgesetzen wachsen. Die Kenngrößen Raumbelastung, Fracht und Durchflussrate stehen in direktem Zusammenhang mit dem Wachstum der Bakterien. S μ = μmax kS + S μ Wachstumsgeschwindigkeit (d-1) μmax Maximale Wachstumsgeschwindigkeit (d-1) S Substratkonzentration (mg l-1) kS Sättigungskonstante (mg l-1) (Substratkonzentration, bei der μ = 1/2 μ max) Gleichung 23: Wachstum einer Monokultur auf einem Monosubstrat nach Monod (Braha 1988) Die Wachstumsgeschwindigkeit der Population hängt nach Monod (1949) von der Substratkonzentration und von der Sättigungskonstante ab, die substrat- und bakterienspezifisch ist. Die Sättigungskonstante ist das Maß für die Affinität der Bakterien zum Substrat. Hohe ks Werte bedeuten, dass die Bakterien erst bei hohen Substratkonzentrationen maximal wachsen. In einem idealen kontinuierlich betriebenen Reaktor im stationären Zustand ist die Änderung im System gleich null. Dieser Zustand ist rein theoretischer Natur, in der Praxis ist durch die auftretenden Störungen von permanenten Veränderungen auszugehen. (Olsson et al. 2001) dS dX = =0 dt dt S Substratkonzentration (g l-1) X Bakterienkonzentration (g l-1) Gleichung 24: stationärer Zustand Der stationäre Zustand stellt den anzustrebenden Prozesszustand dar, da alle Umsetzungsprozesse im Gleichgewicht sind und der Prozess stabil ist. Gleichung 25 stellt die Massenbilanz des CSTR im stationären Zustand und Gleichung 26 die Umsatzrate dar. V dS = Q × So − Q × S + V × rs = 0 dt Q Volumenstrom (l*d-1) V Reaktionsvolumen (l) rs Reaktionsrate g*(d*l)-1 So Konzentration Substrat Zulauf (g*l-1) S Konzentration Substrat Ablauf (g*l-1) Gleichung 25: Massenbilanz CSTR (Braha 1988) Bei einer konstanten Substratkonzentration im Zu- und Ablauf und unter Vernachlässigung der Sterberate entspricht die Wachstumsrate im stationären Zustand der Durchflussrate (Dornak 2001). μ S XI − rs = max Y kS + S Gleichung 26: Reaktionsrate (Braha 1988) 34 rs Reaktionsrate g*(d*l)-1 Y spezifischer Biomassezuwachs (gX gSab-1) X Bakterienkonzentration (g l-1) I Hemmungsfaktor Kapitel 2 Einflussfaktoren auf die technische Vergärung Da nach Gleichung 26 der spezifische Biomassezuwachs Y bei steigender Konzentrationsänderung im Substrat zu einer erhöhten Bakteriendichte führt, ändert sich bei einer Konzentrationsänderung im Zulauf die Bakteriendichte im Prozess. Im Gegensatz dazu kann bei konstanter Konzentration im Zulauf und steigender Durchflussrate die notwendige Steigerung der Reaktionsrate rs nur durch eine Erhöhung der Wachstumsrate erzielt werden. Bei einer steigenden Substratkonzentration im Zulauf und damit steigenden Bakteriendichten können physikalische Parameter wie Massentransport im Substrat oder technische Parameter wie Rührbarkeit die Wachstumsgeschwindigkeit beeinflussen, in der Kinetik nach Monod (1949) findet dies keine Berücksichtigung. Für die in dieser Arbeit betrachteten Nassvergärungsverfahren im landwirtschaftlichen Bereich (TS Gehalt < 12 %, Raumbelastungen < 4 kgoTS*(m³d)-1) wurden Limitierungen dieser Art bisher nicht nachgewiesen. Mit steigender Durchflussrate erhöht sich die Wachstumsrate. Beim Überschreiten der maximalen Wachstumsrate können die Bakterien sich nicht mehr ausreichend reproduzieren, die Population wird ausgespült, wenn die Durchflussrate größer als die maximale Wachstumsgeschwindigkeit wird. Die am langsamsten wachsenden Bakterien sind zuerst betroffen. Praktisch werden Vergärungsanlagen zur Behandlung von organischen, feststoffhaltigen Reststoffen nicht an dieser Grenze betrieben, da komplexe feststoffhaltige Substrate niedrige Abbaugeschwindigkeiten (hydrolyselimitierter Prozess) aufweisen und somit Abbaugrad und spezifische Gasmenge bei hohen Durchflussraten sinken. Bei hohen Durchflussraten verbleibt im Substrat ein hohes Restgaspotential, das Verfahren wird unwirtschaftlich. Abbildung 2-1 zeigt den Zusammenhang von Aufenthaltszeit, Raumbelastung und spezifischer und reaktorbezogener Gasausbeute für Rindergülle. Es ist zu erkennen, dass bei maximaler reaktorbezogener Gasausbeute (Methanbildungsgeschwindigkeit) die spezifische Gasproduktion ca. 50% des maximal erreichbaren Wertes beträgt. In der Praxis werden die Anlagen daher nicht an der Grenze der hydraulischen Aufenthaltszeit betrieben. Dieser spezielle Grenzfall wird in den Anlagen zur Behandlung von feststoffhaltigen Substraten mit Anteilen an schwerabbaubaren Bestandteilen nicht auftreten. FNR (2005) gibt dazu an, dass die mittlere Verweilzeit bei über 80 % der landwirtschaftlichen Anlagen größer 30 Tage ist. Methanausbeute und Methanbildungsgeschwindigkeit von Rindergülle Aufenthaltszeit (d) 8,9 5,9 4,5 3,6 3,0 2,5 1,20 0,20 0,18 0,16 0,14 0,12 0,10 0,08 0,06 0,04 0,02 0,00 1,00 0,80 0,60 0,40 Methanbildungsgeschwindigkeit m³/m³d spez. Methanausbeute m³/kgoTS 17,8 0,20 0,00 0 4 8 12 16 20 24 28 Raumbelastung m³/m³d spez. Methanausbeute Abbildung 2-1: Methanbildungsgeschwindigkeit Methanausbeute und Methanbildungsgeschwindigkeit aus Rindergülle in Abhängigkeit von der Faulraumbelastung und der mittleren Verweilzeit (Linke et al. 1987) Zusammenfassend lässt sich feststellen, dass sich unter optimalen und konstanten Bedingungen ein stabiler Zustand zwischen Bakterienwachstum und Substratzulauf einstellt. Unter diesen Bedingungen wird ein konstanter Abbaugrad und eine konstante Gasbildungsrate erreicht. Dieser Zustand ist praktisch nicht realisierbar, da es aus unterschiedlichen Gründen zu Veränderungen im Prozessregime kommt. 35 Kapitel 2 Einflussfaktoren auf die technische Vergärung Die Ursachen können unter anderem folgende sein: • veränderliche Eigenschaften des Materials (zum Beispiel schwankt der TS Gehalt der Gülle im Jahresverlauf) • Betriebsbedingte Schwankungen der anfallenden Menge an Substrat • ein neues Substrat wird in den Prozess eingebracht • technische Havarie • Wiederinbetriebnahme der Anlage nach Haverien oder Wartungsmaßnahmen Aus einer Veränderung des Beschickungsregimes resultiert eine Veränderung der Fracht, der Raumbelastung oder der Durchflussrate. Bezüglich der Stabilität ist der entscheidende Punkt der zeitliche Verlauf und die Amplitude der Änderung. Da die am Prozess beteiligten Bakteriengruppen unterschiedliche Wachstumsgeschwindigkeiten aufweisen, können sie sich unterschiedlich schnell an die neuen Bedingungen anpassen. Das Gleichgewicht zwischen den Stoffwechselprozessen wird gestört. Da die versäuernden Bakterien die höchsten Wachstumsgeschwindigkeiten und die größten Toleranzen gegenüber Veränderungen im Milieu aufweisen, ist eine Anreicherung von Zwischenprodukten bei einer Frachterhöhung wahrscheinlich. Wenn diese Anreicherung nicht abgebaut werden kann, kommt es zu einer irreversiblen Störung. Belastbare Aussagen zu Belastungsgrenzen hinsichtlich der Änderung von Fracht und Durchflussrate für Rührkesselreaktoren mit feststoffhaltigen Substraten konnten nicht in der Literatur gefunden werden. Raddatz (1993) untersuchte systematisch die Prozessreaktion eines mesophilen Methanreaktors auf Stoßbelastungen. Es handelte sich dabei um bereits versäuertes oder leicht abbaubares Substrat. Der Prozess konnte die Stoßbelastungen (max. Frachterhöhung auf 150%) kompensieren. Wenn der Prozess die temporäre Anreicherung der Zwischenprodukte abbauen kann, stellt sich entsprechend der oben angegebenen Gesetzmäßigkeiten ein neuer stabiler Zustand ein. 2.3 Eigenschaften der Substrate Die prozessrelevanten Eigenschaften organischer Stoffe für die Vergärung sind: • der Anteil an verfügbarem Substrat • Zusammensetzung (Kohlenhydrate, Eiweiße, Fette, Spurenstoffe) • die maximale Geschwindigkeit des Abbaus • hemmend wirkende Bestandteile • toxisch wirkende Bestandteile Die Menge an eingebrachtem Substrat und die Geschwindigkeit des Abbaus sind die bestimmenden Parameter für die Prozessstabilität. Verändern sich diese Eigenschaften, hat dies eine Verschiebung des Gleichgewichtes zur Folge. Eine Erhöhung des abbaubaren Anteiles hat auf den Prozess die gleichen Auswirkungen wie eine Frachterhöhung. Die Veränderung des Substrates in seiner Zusammensetzung kann zu veränderten Stoffwechselprodukten und zu einer schnelleren Freisetzung von Zwischenprodukten führen. Das Risiko bei einer gravierenden Umstellung ist, dass Bakteriengruppen mit hohen maximalen Wachstumsgeschwindigkeiten das Substrat schneller umsetzen als die langsamwachsenden Bakterien und sich schneller an das neue Substrat anpassen. Es können Zwischenprodukte entstehen, die bisher nicht gebildet wurden. Ein Beispiel dafür ist die Propionsäure. Beim Abbau von Kohlenhydraten unter optimalen Bedingungen entsteht keine Propionsäure. Beim Abbau von Fetten und Proteinen entsteht sie zwangsläufig. Die acetogenen Bakterien, die Propionsäure in Essigsäure umwandeln, wachsen langsam, der Abbau der Säure wird demnach nicht so schnell vonstatten gehen wie die Produktion. Die Folge ist die Anreicherung des Zwischenproduktes. Die maximale Geschwindigkeit des Abbaus ist bei Substraten mit einer niedrigen Hydrolysegeschwindigkeit von der Hydrolyse abhängig, bei leicht abbaubaren Materialien liegt der geschwindigkeitsbestimmende Schritt bei der Methanbildung (Noike et al. 1985). Entsprechend dieser Charakteristika weist die Freisetzung von Zwischenprodukten signifikante Unterschiede auf, wenn das Substrat eine veränderte Abbaugeschwindigkeit aufweist. Abbildung 2-2 zeigt den Unterschied unter der Annahme einer Kinetik erster Ordnung. Die Hydrolyse wird in den meisten Veröffentlichungen mit einer Kinetik erster Ordnung abgebildet und ist im Anaerobic Digestion Model No. 1 die gewählte Kinetik (IWA 2002). 36 Kapitel 2 S t = S0 × e Einflussfaktoren auf die technische Vergärung −kh ×t S0 Ausgangskonzentration Substrat (g*l-1) St Substratkonzentration zum Zeitpunkt t (g*l-1) kh Hydrolysekonstante erster Ordnung (d-1) t Zeit (d) Gleichung 27:Kinetik erster Ordnung Hydrolysiertes Substrat % So Freisetzung von Zwischenprodukten Kinetik 1. Ordnung 100 80 k=0,25 d-1 60 40 k=0,02 d-1 20 0 0 2 4 6 8 10 12 14 16 18 20 Zeit (d) Stärke Abbildung 2-2: Zellulose Bildung von Zwischenprodukten bei unterschiedlichen Hydrolysekonstanten Neben den technologischen Folgen, die sich aus der Vergärung von Substraten mit unterschiedlichen Abbaugeschwindigkeiten ergeben, ist bei einer kurzfristigen Änderung die Art des neuen Substrates von Bedeutung. Bei leichtabbaubaren Substraten ist eine schnelle Freisetzung großer Mengen an Zwischenprodukten zu erwarten, während schwerer abbaubare Substrate die Zwischenprodukte langsamer freisetzen. Ist der Prozess nicht in der Lage, diese plötzlich mehr freigesetzten Zwischenprodukte zu verarbeiten, kann es zu einer Anreicherung von Zwischenprodukten kommen. Die Hydrolysekonstanten verschiedener Substrate wurden bestimmt, die Ergebnisse sind in Kapitel 1 aufgeführt, Methodik und Versuchsaufbau sind in Liebetrau et al. (2003) veröffentlicht worden. Neben der Hydrolysegeschwindigkeit ist der Abbaugrad eine wichtige Eigenschaft der Substrate. Beide müssen in zeitaufwändigen Versuchen bestimmt werden. (Miron 2000, Mata-Alvarez 2002, Noike et al. 1985)) Aufgrund der Bedeutung dieser Größen für die Prozessführung wurde von Ochs (2005) ein Schnelltest für die Bestimmung des Abbaugrades entwickelt. Eine Methode zur online Bestimmung des Abbaugrades und der Abbaugeschwindigkeit gibt es bisher nicht. Prinzipiell ist bei einer Änderung der Substrateigenschaften der gleiche Sachverhalt gegeben wie bei Frachterhöhung. Entscheidend ist, welche Bakteriengruppen sich am schnellsten anpassen können und bis zu welcher Grenze der Prozess in der Lage ist, die Veränderung zu kompensieren. 37 Kapitel 2 Einflussfaktoren auf die technische Vergärung 2.4 pH Wert Der pH Wert ist als negativer dekadischer Logarithmus der Wasserstoffionenaktivität (korrigierte Konzentration) definiert und beeinflusst alle Stoffwechselprozesse. Die für die Stoffwechselprozesse grundlegend wichtigen Enzymaktivitäten sind stark vom pH Wert abhängig, außerdem steuert der pH Wert die Dissoziation von Stoffwechselprodukten und damit ihre biologische Aktivität (Braun 1982, Bischofsberger 2005). Die unterschiedlichen Organismenarten haben unterschiedliche Optimalbereiche für die maximale Wachstumsgeschwindigkeit und unterschiedliche Toleranzbereiche. Tabelle 2-1: Autor Optimale pH Werte für unterschiedliche Bakteriengruppen Bakterienart Optimale pH Wert Bereiche Zachäus 1995 Hydrolyse- und säurebildende Bakterien 5,2-6,3 Zachäus 1995 Methanbildende Bakterien 6,8-7,2 Braun 1982 Methanbildende Bakterien 6,8-7,4 Weiland 2001 Methanbildende Bakterien 6,7…7,5 Weiland 2001 Hydrolyse- und säurebildende Bakterien 5,2…6,3 Kunst 1982 Hemmung bei Säurebildnern <3 Kroiss 1985 Gesamtprozess 6,8-7,8 Methanbildende Bakterien 6,5-8,2 (u.U. bis 6,0) Speece 1995 Während die säurebildenden Bakterien in der Lage sind, in großen pH Wert Bereichen zu agieren, sind die methanogenen Bakterien nach den Angaben aus Tabelle 2-1 bei pH Werten kleiner 6,5-6,8 gehemmt. Praktisch bedeutet das, dass einstufige Vergärungsanlagen pH Werte größer 6,8 aufweisen sollten. Nach oben ist die Grenze unscharf, es gibt Anlagen, die mit pH Werten von 8 und höher betrieben werden. Die säurebildenden Bakterien sind widerstandfähiger gegenüber pH Wert Veränderungen als die methanbildenden. Der pH Wert stellt sich in Abhängigkeit von den anorganischen Ionen, die im Ausgangssubstrat vorliegen, sowie von der Menge der gebildeten basisch oder sauer reagierenden Stoffwechselprodukte und der Temperatur ein. ⎯→ HCO3− + H+ CO2 + H2O ← 1 2 − − + 2 HCO3 ← ⎯→ CO3 + H NH3 + H2O ← 3 ⎯→ NH4+ + OH− − 4 H2PO ← ⎯→ HPO42− + H+ 4 − + CH3COOH ← 5 ⎯→ CH3COO + H Gleichung 28.1-5: Ionen, die die Pufferwirkung von Gärsubstraten beeinflussen (Angelidaki et al. 1993) Die Essigsäure wurde stellvertretend für alle gebildeten organischen Säuren angegeben. Kommt es aufgrund von Veränderungen im Betrieb zu Verschiebungen bei den Konzentrationen von einzelnen Stoffen, hängt die daraus resultierende pH Wert Verschiebung von der Pufferwirkung des Gesamtsystems ab. Das Maß für die Stabilität des pH Wertes gegenüber Veränderungen ist die Säurekapazität. Bei einer Anreicherung von Säuren in gut gepufferten Systemen muss der pH Wert nicht sofort absinken, daher wurde die Säurekapazität als Indikator für die Prozessstabilität getestet. Zaher et al. (2004) konnten mit einem online Titrationsautomaten anhand der Veränderung der Säurekapazität eine Anreicherung von Säuren nachweisen. In dem Experiment wurde der pH Wert durch Zugabe von NaOH geregelt . Speece (1995) untersuchte die Dauer der Erholungsphase nach einer pH Wert Absenkung (ca. 15 Tage) und einer darauffolgenden Erhöhung auf den Ausgangszustand. 38 Kapitel 2 Einflussfaktoren auf die technische Vergärung Die Population erreichte nach der Absenkung auf pH 5 nach 10 Tagen 50 % der Abbauleistung vor der Absenkung, bei einer Absenkung auf pH 4 dauerte es 20 Tage. Der pH Wert beeinflusst die Stoffwechselprozesse und steuert die Wirkung hemmender Substanzen, Veränderungen des pH Wertes treten erst nach Überschreitung der Pufferkapazität des Substrates auf. 2.5 Hemmende Substanzen Es gibt Substanzen, die auf die Stoffwechselprozesse hemmend wirken, das heißt sie verringern die Abbaugeschwindigkeit. Die Wirkung der Substanzen ist konzentrationsabhängig und kann bis zu einem Zusammenbruch der Abbauprozesse führen, die Wirkung der hier dargestellten Substanzen ist reversibel. Die Hemmung kann sich auf den gesamten Prozess auswirken, in den meisten Fällen wirkt sie sich jedoch so aus, dass die methanbildenden Bakterien und essigsäurebildenden Bakterien am stärksten gehemmt werden. So kommt es zu einer Anreicherung von Zwischenprodukten. Das Vorhandensein hemmender Substanzen im Prozess kann zwei verschiedene Ursachen haben. Einerseits können die Substanzen über das Substrat direkt in den Prozess eingetragen werden, andererseits können sie durch die Abbauprozesse entstehen und akkumulieren. In beiden Fällen kommt es zu einer steigenden Konzentration der hemmenden Substanz im Prozess, verbunden mit einer zunehmenden Hemmwirkung. In der Praxis tritt meist der Fall die Bildung von Zwischenprodukten auf, die bei hohen Konzentrationen hemmend wirken, relevant sind die Konzentrationen an organischen Säuren, Ammonium und Schwefelwasserstoff. Entsprechend des zeitlichen Verlaufes des Konzentrationsanstieges zeigt sich die Wirkung der hemmenden Substanz. Um Gegenmaßnahmen ergreifen zu können, muss die auftretende Hemmung rechtzeitig erkannt werden. 2.5.1 Organische Säuren Der Gehalt an organischen Säuren, der die Konzentration von Zwischenprodukten im Prozess repräsentiert, wird zur Charakterisierung des anaeroben Abbaus verwendet. Generell weist eine niedrige Konzentration an organischen Säuren auf eine stabile Abbauleistung und einen weitgehend vollständigen Abbau hin. Erhöhte Säurekonzentrationen im Prozess können verschiedenste Ursachen haben und bedeuten nicht zwangsläufig, dass der Prozess instabil ist (Resch et al. 2004, Kroeker et al. 1979, Steyer et al. 1999). Der Prozess ist erst dann instabil, wenn das Gleichgewicht zwischen Säureproduktion und Säureabbau nachhaltig gestört ist und es zu einer ansteigenden Konzentration von Säuren im System kommt. Mit einer steigenden Konzentration sind zwei Phänomene verbunden. Zum einen hat der undissozierte Anteil der Säuren eine hemmende Wirkung auf Methanbildung und Essigsäurebildung zum anderen bilden die säurebildenden Bakterien aufgrund veränderter thermodynamischer Verhältnisse vermehrt höherkettige Fettsäuren, deren weiterer Abbau durch die Hemmung blockiert ist (Mosey 1983). Hartmann (2004) und Marchaim et al. (1992) sahen in einer verstärkten Bildung höherkettiger Säuren infolge von Störungen ein Indiz für eine nachhaltige Störung. Tippe (1999) bestätigte diesen Zusammenhang nicht. Durch den Zusammenhang von Hemmwirkung und Konzentration an undissozierten Säuren beeinflussen der pH Wert und die Säurekapazität die Prozessstabilität. In gut gepufferten Substraten tritt eine Veränderung des pH Wertes infolge von steigenden Säurekonzentrationen nicht so schnell auf, wie in schlecht gepufferten Systemen. Ein Absinken des pH Wertes verschärft die Hemmwirkung jedoch aufgrund eines steigenden Anteils an undissozierten Säuren, so dass mit einer weiteren Anreicherung der Säuren zu rechnen ist. Die Abbildungen 2-3 und 2-4 stellen den Zusammenhang dar. 39 Kapitel 2 Einflussfaktoren auf die technische Vergärung Abbildung 2-3: Abhängigkeit des Dissoziationsgrades von Säuren vom pH Wert (Kroiss 1985) Abbildung 2-4: Hemmung der Methanbildung in Abhängikeit von pH Wert und der Essigsäurekonzentration (Kroiss 1985) Problematisch erweist sich die Angabe eines festen Grenzwertes für die maximale Säurekonzentration. Zum einen wurde festgestellt, dass die Bakterien sich an erhöhte Konzentrationen adaptieren können, zu anderen ist es schwer, eine auftretende Hemmung klar den Säuren zuzuordnen. So ist zum Beispiel bei den von Kroeker et al. (1979) festgestellten Grenzwerten zu bemerken, dass der pH Wert bei den Untersuchungen zum Einfluss der hemmenden Wirkung der Säuren bei 6,5 lag, was nach Tabelle 2-1 als suboptimal anzusehen ist. Damit könnte die Ursache für das Prozessversagen auch am niedrigen pH Wert gelegen haben. 40 Kapitel 2 Tabelle 2-2: Einflussfaktoren auf die technische Vergärung Grenzwerte für Säurekonzentrationen Autor Grenzwert Konzentration Verfahren, Bemerkung Essigsäureäquivalente (mg*l-1) Tippe 1999 200 undissozierte Säure Thermophil betriebener Rührkesselreaktor mit vorgeschaltetem Hydrolysereaktor Tippe 1999 300 (adaptierte Biozönose) undissozierte Säure Thermophil betriebener Rührkesselreaktor mit vorgeschaltetem Hydrolysereaktor Kroeker et al. 1979 30-60 undissozierte Säure Kontinuierlich mesophil betriebener Rührkesselreaktor (CSTR) Kroiss 1985 80 (Hemmungszunahme ab 20 ) undissozierte Säure Keine Angaben Bischofsberger et al. 2005 100-300 Gesamtsäure Klärschlammfaulung normaler Prozesszustand Bischofsberger et al. 2005 1000-1500 Gesamtsäure Klärschlammfaulung normal während der Einfahrphase Bischofsberger et al. 2005 1500-2000 Gesamtsäure Klärschlammfaulung Gefahr des Umkippens, Beschickung absetzen oder Alkalizugabe Bischofsberger et al. 2005 4000 Gesamtsäure Klärschlammfaulung, kaum Chancen kurzfristig zu sanieren Braun 1982 < 1000 Gesamtsäure stabile Vergärung Ein dritter Aspekt ist die Dynamik des Prozesses. Eine auftretende Hemmung bedeutet nicht, dass der Prozess sofort zusammenbricht. Eine kurzzeitige Überschreitung der Grenzwerte kann unter Umständen von einer gesteigerten Stoffwechselaktivität aufgrund der erhöhten Substratkonzentration abgefangen werden. Die Versuche von Raddatz (1993) zeigten, dass es infolge einer stoßartigen Frachterhöhung mit unversäuertem Substrat zu einer Erhöhung der Konzentration an Säuren im System und zu einer Spektrenveränderung kam. Es zeigte sich, dass die angereicherten Säuren (c max= 7,6 g*l-1) innerhalb eines Zeitraumes von ca. einer Aufenthaltszeit abgebaut werden konnten. Hartmann (2004) zeigte, dass nach einer erfolgten Störung in einem großtechnischen Reaktor innerhalb von 4 Tagen die erhöhte Säurekonzentration (c max =3,86 g*l-1) reduziert werden konnte. Da die Ursache der Störung nicht genauer spezifiziert wurde, ist unklar, ob die Anreicherung durch den Eintrag hemmender Substanzen oder eine Frachterhöhung zustande kam. Eine zweite, während der Untersuchungen detektierte Störung, die als schwere Störung erkannt wurde, musste durch eine Neubeimpfung aufgehoben werden, obwohl die Säurekonzentration mit 5,16 g*l -1 im Vergleich zu anderen Versuchen (z.B. Raddatz 1993) nicht besonders hoch lag. Eine konstant niedrige Konzentration von kleiner 1g*l-1 weist auf einen weitgehenden Abbau der Zwischenprodukte hin (Braun 1982). Da die Bakterien sich an unterschiedliche Bedingungen adaptieren können, ist es nicht möglich, bei erhöhten Konzentrationen einen absoluten Grenzwert für einen stabilen Prozess anzugeben, vielmehr muss der zeitliche Verlauf der Säurekonzentration betrachtet werden. 2.5.2 Ammoniak Stickstoff ist für die an den Fermentationsprozessen beteiligten Bakterien ein wichtiger Nährstoff. Vorrangig wird Ammonium von den Bakterien zur Versorgung mit Stickstoff erschlossen, andere organische Stickstoffquellen sind zweitrangig. Wie in Kapitel 1 dargestellt, wird der in den organischen Materialien gebundene Stickstoff unter anaeroben Bedingungen in Form von Ammoniak freigesetzt. Der gebildete Ammoniak löst sich in Wasser und es entstehen Ammoniumionen. Der Zustand der Stickstoffverbindung in der Lösung hängt maßgeblich vom pH Wert und der Temperatur ab. Abbildung 2-5 stellt den Anteil an Ammoniak in Abhängigkeit des pH Wertes dar. NH3 + H2O ← ⎯→ NH4+ + OHGleichung 29: Ammoniak-Ammonium Gleichgewicht 41 Kapitel 2 Einflussfaktoren auf die technische Vergärung Ammoniak 100 90 Ammoniak (%) 80 70 60 50 40 30 20 10 0 6,5 6,75 7 7,25 7,5 7,75 8 8,25 8,5 8,75 9 9,25 9,5 9,75 10 pH Wert Ammoniak 35°C Abbildung 2-5: Ammoniak 55°C NH3-Konzentration in Abhängigkeit von Temperatur und pH Wert (Dornak, 2000) Die Lage des Gleichgewichtes ist von Bedeutung, weil nicht der Ammoniumionen- sondern der Ammoniakkonzentration die Hemmwirkung auf die methanbildenden Bakterien zugeschrieben wird (Dornak 2001, Kroeker 1979). Damit nimmt die Hemmwirkung mit steigendem pH Wert und steigender Temperatur zu. Für die genaue Bestimmung der Hemmwirkung gilt das gleiche wie für die organischen Säuren. Die Bakterien sind in der Lage, sich an erhöhte Ammoniakkonzentrationen zu adaptieren (Braun 1982). Da diese Adaption jedoch sehr lange dauern kann, ist dieses Phänomen noch nicht ausreichend experimentell untersucht worden. Tabelle 2-3: Literaturangaben zu Hemmkonzentrationen von Ammoniak Autor Mc Carty (1964) Mc Carty McKinney (1961) pH Wert unabhängig Konzentration Bemerkung >3000 mg*l-1NH4 Hemmwirkung >150 mg*l -1 NH3 Hemmwirkung -1 stabiler Betrieb -1 1200 mg*l NH3 < 200 mg*l-1 NH3 stabiler Betrieb stabiler Betrieb 350 mg*l-1 NH3 stabiler Betrieb Hemmungszunahme, bei 100 mg ca. 95 % Hemmung 500 mg*kg NH3 Resch et al. 2005 Dornak (2000) Kroeker et al. 1979 30-100 mg*l-1 NH3 Kroiss 1985 Abbaugrad Kroeker et al. 1979 % -1 106 mg*l NH3 -1 Fernandes et al. 2005 Angelidaki et al. 1994 7,29-7,22 71 155 mg*l NH3 62 207 mg*l-1 NH3 61 257 mg*l-1 NH3 56 stabiler Betrieb in allen Fällen, jedoch reduzierte Abbauleistung und erhöhte Säurekonzentration 44,5 mg*l -1 -114,4 mg*l-1 NH3 stabiler Betrieb (gehemmter, stationärer Zustand) >700 mg*l-1 NH3 Hemmwirkung Wie im Zusammenhang mit den organischen Säuren kann festgestellt werden, dass unterschiedliche Ergebnisse in den Untersuchungen erreicht wurden. Kroeker et al. (1979) und Fernandes et al. (2005) zeigen, dass eine Hemmung der Abbauprozesse durchaus auftreten kann, ohne dass dies zwangsläufig mit einem Prozessversagen verbunden ist. In den Reaktoren traten erhöhte Säurekonzentration auf, die jedoch stabil blieben. Resch et al. (2005) berichtet, dass hohe Ammoniumionenkonzentratio- 42 Kapitel 2 Einflussfaktoren auf die technische Vergärung nen, verbunden mit hohen Konzentrationen an Säuren nicht zu Prozessversagen führten. Die Abbauergebnisse blieben stabil. Kroeker et al. (1979) schlussfolgerte aus seinen Untersuchungen, dass nicht die NH3 Hemmung für das Prozessversagen verantwortlich ist, vielmehr lag die Ursache maßgeblich in der daraus folgenden Säureanreicherung. Speece (1995) berichtet, dass die Adaption an hohe Ammoniumionenkonzentrationen eine 6,2 fach höhere Konzentration im Reaktor ermöglichte als ohne Adaption und dass das NH3 eine stärkere Wirkung auf die Umsetzung des Wasserstoff zu Methan als auf die Essigsäureumsetzung hat. Das erklärt das Phänomen der hohen Propionsäurekonzentration in den Versuchen von Resch et al. (2005), die Propionsäure entsteht durch die hohen Wasserstoffkonzentrationen im System. Die hemmende Wirkung von Schwefelwasserstoff unterliegt den gleichen Faktoren wie die Ammoniakhemmung. Hier ist ebenso eine Abhängigkeit von Temperatur, Konzentration und pH Wert zu beobachten (Kroiss 1985). Die Hemmwirkung tritt bei speziellen Abwässern mit hohen Gehalten an schwefelhaltigen Verbindungen auf. Zusammenfassend kann für die Wirkung von hemmend wirkendenden Stoffwechselprodukten festgestellt werden: • Abhängig von der Adaption werden unterschiedliche Konzentrationen toleriert. • Die Wirkung hängt von der Konzentration der undissoziierten Anteile ab. • Es können keine absoluten Grenzwerte angegeben werden. Eine gleichmäßige Gasbildungsrate, verbunden mit einer konstanten Konzentration an organischen Säuren konnte bei durch Ammoniakhemmung verursachten reduzierten Abbaugraden festgestellt werden (Kroeker et al. 1979). Die Prozessstabilität ist demnach nicht an Grenzen von Konzentrationen von hemmenden Substanzen zu binden, vielmehr ist entscheidend, ob konstante Abbauergebnisse erzielt werden. 2.6 Temperatur Chemische Reaktionen und damit auch biochemische Prozesse sind temperaturabhängig. Mit steigender Temperatur steigt die Stoffwechselaktivität der Mikroorganismen, allerdings ist diese Steigerung an physiologische Grenzen gebunden, da es Makromoleküle gibt, die sich bei Temperaturerhöhungen verändern und ihre Funktion verlieren. Die Aktivität von Mikroorganismen ist an bestimmte Temperaturbereiche gebunden und erreicht in einem engen Bereich die maximale Wachstumsgeschwindigkeit. Für die Mischbiozönose der Vergärung bedeutet dies, das ähnlich wie bei dem pH Wert ein Bereich gefunden werden muss, in dem alle Bakterien eine ausreichende Stoffwechselaktivität entfalten können. Für die technische Vergärung eignen sich der mesophile und der thermophile Temperaturbereich. Tabelle 2-4: Temperaturoptima thermophiler Bakterienstämme Autor Temperaturoptimum Braun 1982 55-75°C Dornak 2001 ca.55°C Weiland 2001 50-58°C 43 Kapitel 2 Einflussfaktoren auf die technische Vergärung Tabelle 2-5: Temperaturoptima mesophiler Bakterienstämme Autor Temperaturoptimum Braun 1982 35-45°C Kunst 1982 35-37°C Kus 1993 33-42°C Dornak 2001 33-35°C Weiland 2001 32-42°C Die versäuernden Bakterien sind hinsichtlich ihrer Umgebungstemperatur unempfindlicher als die methanogenen. Im thermophilen Temperaturbereich werden höhere Umsatzraten erreicht, die Organismen sind anfälliger gegenüber Temperaturschwankungen. Abbildung 2-6: Temperaturabhängigkeit der Abbauaktivität (ATV 2/1993) Die Mehrzahl der bekannten Methanbildner sind dem mesophilen Temperaturbereich zuzuordnen. Daher ist die mesophile Betriebsweise stabiler und kann aufgrund der breiteren Artenvielfalt und dem breiteren Temperaturoptimum betriebsbedingte Schwankungen der Temperatur und Substratzusammensetzung besser verkraften. Schwankungen in der Betriebstemperatur können unterschiedliche Auswirkungen haben. Ein Temperaturanstieg kann, wenn er über die Grenze des Toleranzbereiches hinausgeht, zu einem plötzlichen Abfall der Abbauleistung führen. Der Abfall der Abbauleistung, der sich hingegen aus einer Temperaturerniederigung ergibt, ist langsamer. Obaya et al. (1994) zeigte, dass ein kurzzeitiges Absenken der Temperatur von 1-2 Tagen (von 55°C auf 42 und 30°C) keinen langanhaltenden, negativen Einfluss auf die Abbauleistung hatte. Borja et al. (1995) stellte fest, dass ein kurzzeitiges Absenken der Temperatur eine temporäre Anreicherung von Säuren und ein Abfallen des pH Wertes zur Folge hatte, die Symptome waren die gleichen wie bei einer ebenfalls getesteten Erhöhung der Fracht auf 150 %. In Bezug auf die Temperatur ist festzustellen, dass die versäuernden Bakterien toleranter gegenüber Störungen sind und somit eine Anreicherung von Säuren zu erwarten ist, wenn es zu einer langanhaltenden Störung kommt. 2.7 Fazit: Einflussfaktoren Unter konstanten Bedingungen stellt sich entsprechend der Durchflussrate eine konstante Wachstumsgeschwindigkeit im System ein, wobei sich alle Stoffwechselprozesse im Gleichgewicht befinden. Konzentrationserhöhungen führen langfristig zu einer Erhöhung der Bakteriendichte und Veränderungen der Durchflussrate beeinflussen die Wachstumsgeschwindigkeit. Während die Grenzen dieser Parameter im Normalbetrieb nicht überschritten werden, ist das dynamische Verhalten bei kurzfristi- 44 Kapitel 2 Einflussfaktoren auf die technische Vergärung gen Änderungen dieser Parameter ungeklärt. Der pH Wert muss sich in einem Bereich bewegen, der für alle Bakterienarten ausreichende Stoffwechselaktivität ermöglicht. Neben dieser notwendigen Bedingung ist die Konzentration hemmend wirkender Substanzen vom pH Wert abhängig. Veränderungen des pH Wertes, die sich innerhalb des Optimalbereiches bewegen können, verändern die Konzentration an hemmend wirkenden Substanzen. Die Literaturrecherche ergab kein einheitliches Bild zulässiger Konzentrationen. Temperaturveränderungen führen bei Erhöhungen zu einer Steigerung der Stoffwechselaktivität, die bei Überschreiten einer kritischen Temperatur plötzlich abfällt, Absenkungen ziehen eine Reduzierung der Abbauleistung nach sich. Für alle Störungen ist zu beachten, dass die am Abbau beteiligten Bakteriengruppen unterschiedliche maximale Wachstumsgeschwindigkeiten aufweisen und unterschiedlich tolerant gegenüber Veränderungen der Umweltbedingungen sind. Die am langsamsten wachsenden methanbildenden und essigsäurebildenden Bakterien sind gleichzeitig am empfindlichsten gegenüber Störungen. Die säurebildenden Bakterien sind hingegen in allen Bereichen toleranter gegenüber Störungen und können sich aufgrund der höheren Verdoppelungsraten schneller an veränderte Bedingungen anpassen. Eine Störung beinflusst damit den Abbau der Zwischenprodukte in einem stärkeren Maße als die Bildung dieser Zwischenprodukte. Die Folge ist eine Anreicherung von Zwischenprodukten, hauptsächlich Säuren, was wiederum die thermodynamischen Bedingungen verändert und zu einer Verstärkung der Störung aufgrund von Hemmwirkung führt. In welchem Maße diese dynamischen Veränderungen die Stabilität und das Abbauverhalten des Prozesses beeinflussen, ist unklar. Es besteht Forschungsbedarf hinsichtlich der Grenzen des Prozesses, qualitativ und quantitativ unterschiedliche Störungen zu kompensieren. 45