Möglichkeiten und Anwendungen neuester VIS/NIR
Werbung

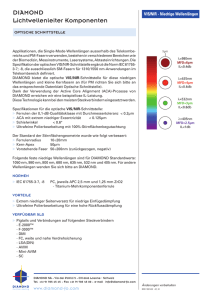
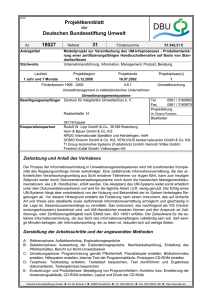
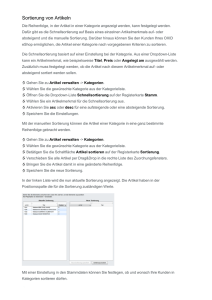
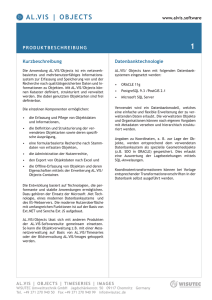
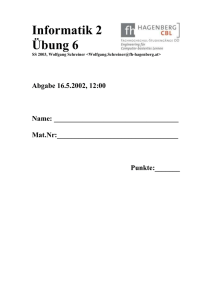
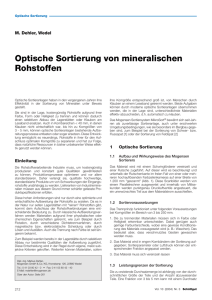
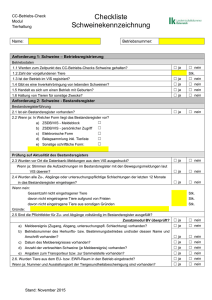
VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen Möglichkeiten und Anwendungen neuester VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen Richard Dornauer, Jürgen Pramer und Reinhold Huber 1. Historische Entwicklung.............................................................................612 2. Neuentwicklung Sensorfusion...................................................................614 3. Anwendungsbeispiele der Sensorfusion...................................................615 3.1.Anwendungsbeispiel: Sortierung einer gemischten Kunststofffraktion.....................................615 3.2.Anwendungsbeispiel: Sortierung einer gemischten Altpapierfraktion.......................................618 4.Zusammenfassung.......................................................................................619 5.Literatur.........................................................................................................619 Rohstoffe werden immer knapper, Ressourcennutzung immer aufwendiger, die gesetzlichen Auflagen strenger, Deponierungen müssen vermieden werden. Daher ist es unumgänglich, dass die Aufbereitung von Rest- zu Sekundärrohstoffen verstärkt und vor allem wirtschaftlich interessant und somit überhaupt erst möglich gemacht wird. Die sensorgestützte bzw. optische Sortierung hat sich für viele Schüttgüter als geeignetes Verfahren zur Trennung verschiedener Fraktionen etabliert. Sie erlaubt die Detektion einer Vielzahl von Merkmalen, wie Form-, Farb-, und Spektraleigenschaften, und kann somit flexibel auf die unterschiedlichsten Materialien – von Lebensmittel über Abfallund Wertstofffraktionen bis zu Mineralien – angewandt werden. Dichte leichte – schwere Stoffe Beschädigung Ausscheidung von beschädigten Objekten Defekte anormale Formen Farbe Ausbringung Röntgen ungewünschter Erkennen der Objektdichte Farben Materialart materialspezifische Eigenschaften Störstoffe Extraktion von Fremdstoffen Form Sortieren nach Länge, Breite, Höhe und Durchmesser Optische Sortierung durch Nutzung einer Vielzahl von Merkmalen Die Anwendung von sensorgestützten Sortiersystemen ist ein wesentlicher Bestandteil bei der Rückgewinnung von Sekundärrohstoffen und hat besonders die Aufbereitung von Abfällen revolutioniert. Selten hat die Einführung einer neuen Technologie in so kurzer Zeit zu einer durchgängigen Neuorientierung in der Verfahrenstechnik geführt 611 Verfahrenstechnik Bild 1: Größe Fluoreszenz abweichende große – kleine Elemente Fluoreszenzmuster Richard Dornauer, Jürgen Pramer, Reinhold Huber wie in diesem Fall. Eine intensive Zusammenarbeit von Maschinenherstellern, Forschungseinrichtungen und Anwendern hat den Weg zur Anpassung der Sortiergeräte an die qualitativen Anforderungen der Aufbereiter und der neuen verfahrenstechnischen Prozesse bereitet. Sowohl die Sortiergeräte als auch die zugehörigen Verfahren wurden und werden den Anforderungen hinsichtlich Qualität und Durchsatzleistung immer besser gerecht. Damit reagieren die Maschinenhersteller aber auch klar auf die Nachfrage des Marktes, letztendlich die treibende Kraft hinter jeder Entwicklung. Seit mehr als 25 Jahren treibt Binder+Co AG mit Hauptsitz in Gleisdorf, Österreich die Weiterentwicklung der Sensor- und Kameratechnologie, die die Basis effizienter Sortierer ist, intensiv voran. So wurden etwa hoch effiziente UV-basierte Detektionstechnologien zur Sortierung von hitzebeständigen und bleihaltigen Gläsern umgesetzt und für ein breites Anwendungsfeld weiterentwickelt. Die effiziente Abtrennung von Verunreinigungen wie Keramik, Steine oder Porzellan (KSP) aus Feinglasfraktionen ab einer Korngröße von 1 mm und deren farbliche Sortierung ab 3 mm wird heute in der Recyclingindustrie erfolgreich eingesetzt. Durch die Entwicklung von kombinierten Sensorensystemen auf Basis der sogenannten Sensorfusion , kann Binder+Co nun optische Sortierer mit höchster Flexibilität in Bezug auf die Eigenschaftsdetektion und -verknüpfung anbieten. Sortieraufgaben können dadurch effizienter zusammen gefasst und gelöst werden, wodurch die Sortierung aller gängigen Abfall- bzw. Wertstofffraktionen nach Farbe, Form, Größe, Absorptions- und Lumineszenzeigenschaften im erweiterten Wellenlängenbereich (200 bis 2.400 nm) und mit kombinierten Eigenschaften möglich ist. 1. Historische Entwicklung Die Technologie der optischen Sortierung ist nicht neu. Bereits Mitte der achtziger Jahre wurden erstmals sensorgestützte Sortierer im Bereich des Rohstoffrecyclings getestet. Diese Sortierer waren analoge Einzelkanal-Sortierer mit Fotodioden als Sensoren. Verfahrenstechnik Der sich rasch entwickelnde Markt im Recyclingbereich verlangte jedoch nach effizienten Sortierern für neue Trennaufgaben Durch die rasanten Entwicklungen der Sensoren und der digitalen elektronischen Datenverarbeitung Anfang der neunziger Jahre wurden erstmals digitale Bildverarbeitungstechniken in die Sortiertechnik eingeführt. Dabei wurden zunächst getrennt gesammelte Abfallgemische wie Altglas und Leichtverpackungen mittels Transmissionsmessung und Spektralanalyse der Reflektion im Nahinfrarotbereich aufbereitet. Auf Grund der damals noch teils sehr geringen örtlichen und zeitlichen Auflösung der Sensoren – und vergleichsweise geringen Rechenleistung der Computertechnologie, konnten optische Sortierer allerdings nur einen beschränkten Beitrag zur Materialsortierung leisten. Durch den rasanten Fortschritt in den genannten Technologiebereichen, in Verbindung mit der Entwicklung robuster Klassifikationsalgorithmen und schneller Sortierventile ermöglicht die optische Sortierung eine immer effizientere und präzisere Trennung von Schüttgütern bei höherer Durchsatzleistung. 612 VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen Die Weiterentwicklung der Sensortechnik für die optische Sortierung erfolgte in den letzten Jahren vor allem in zwei Richtungen: 1. Durch den Einsatz moderner schneller Zeilenkameras in Verbindung mit PowerLED-Beleuchtung konnte insbesondere für VIS-basierte Sensoriken die örtliche und zeitliche Auflösung deutlich gesteigert werden. Somit ist es nun möglich sehr hochaufgelöst visuelle Eigenschaften von Objekten zu detektieren und sehr kleine Korngrößen erfolgreich zu sortieren. Waren bis vor wenigen Jahren Sortieranwendungen erst ab Korngrößen von etwa 5 mm technisch und/oder wirtschaftlich möglich, so hat sich die Einsatzgrenze für farb-basierte Sortierer zu 1 mm hin verschoben. Ähnliches gilt für NIR-basierte Sensoriken bei denen die Auflösung zwar noch vergleichsweise gering ist, aber mittels Spectral Imaging deutlich gesteigert werden konnte und die wirtschaftliche Einsatzgrenze aktuell bei etwa 5 mm anzusetzen ist. 2. Entwicklung neuer sensorischer Erkennungsmethoden und Anwendungen. Bis vor kurzem wurden nahezu ausschließlich die Farbeigenschaften mittels VISSensoren (400 bis 700 nm) und Materialeigenschaften mittels NIR-Sensoren (900 bis 1.850 nm) detektiert und getrennt als entscheidungsrelevante Merkmale für eine Sortierentscheidung herangezogen. In den letzten Jahren konnte der nutzbare Wellenlängenbereich auf 200 bis 2.400 nm ausgedehnt werden und wurden hochauflösende industrietaugliche Sensoriken zur Detektion von UV-Absorptions- und Lumineszenzeigenschaften entwickelt. Im Bild 2 sind einige genutzte Wellenlängenbereiche und Detektionstechniken dargestellt. LIF NIR Potenzial Anwendung Potenzial UV GammaStrahlung RöntgenStrahlung 1 x 10-14 1 x 10-13 UltraviolettStrahlung 1 x 10-8 InfrarotStrahlung Mikrowellen FM TV 1 x 10-4 1 x 10-2 Kurzwelle 1 x 102 Langwelle 1 x 104 Wellenlänge in Meter Sichtbares Spektrum (Licht) VIS T Bild 2: Für die optische Sortierung genutzte Spektren 613 Verfahrenstechnik VIS R Richard Dornauer, Jürgen Pramer, Reinhold Huber Voraussetzung und Bedingung für die erfolgreiche Nutzung der sensorischen Weiterund Neuentwicklungen ist eine oftmals spezifische Konditionierung der Aufgabefraktionen. Als Beispiel sei dazu die Trockenwäsche in der Altglasaufbereitung, welche erst die effiziente Feinkornsortierung ermöglicht, erwähnt. Generell ist beim Einsatz optischer bzw. sensorgestützter Sortierer eine gesamtheitliche Prozessbetrachtung wichtig. 2. Neuentwicklung Sensorfusion Über viele Jahre hat Binder+Co vor allem die Weiterentwicklung der Sensor- und Beleuchtungstechnik intensiv vorangetrieben. Neben der Ausdehnung der Produktpalette durch Entwicklung und Integration der verschiedensten Sensorarten (VIS, NIR, UV, usw.) wurde auch verstärkt auf den Einsatz von Multisensorsystemen in Sortierern gesetzt. Sortiermaschinen werden dabei mit mehreren Einzelsensoren ausgestattet und die Daten der einzelnen Sensoren werden für sich ausgewertet und erst auf Ventilebene, also bei der Materialausbringung, erfolgte die Zusammenführung der Ventilsteuerdaten. Fortsetzung fand diese Entwicklung in der Zusammenführung der Sensoren in Form der sogenannten Sensorfusion. Dieses Konzept ermöglicht nicht nur das gleichzeitige Detektieren der verschiedenen optische Eigenschaften mit einer Sensorkombination, sondern auch eine komplexe und/oder hierarchische Verknüpfung bei der Klassifikation und Objektbewertung. Daraus ergeben sich beispielsweise robustere und exaktere Objektbewertungen und neue sowie kombinierte Klassifizierungsmöglichkeiten. Die Sensorfusion führt zu VIS/NIR einem Informationsmehrwert, der unter VIS 400–6 anderem die Lösung komplexer Sortier50 nm aufgaben mit nur einem Sortierschritt in einem Prozessor ermöglicht. VIS/NIR Computer Verfahrenstechnik Bild 3: NIR 900–2400 nm (oder Teile daraus) Konzeptbeispiel – Sensorfusion VIS/NIR Herz der Technik ist, neben einer anwendungsspezifischen Sensor-/Beleuchtungskombination, vor allem eine neuentwickelte SW-Architektur mit paralleler Prozessverarbeitung und Auslastungsmanagement. Damit können die anfallenden hohen Datenraten auch mit rechenleistungsintensiven Algorithmen in Echtzeit verarbeitet werden und multicore Rechner effizient genützt werden. In Bild 3 ist beispielsweise eine Konzeptskizze einer VIS/NIR Sensorfusion mit hochauflösender Farbzeilenkamera in Kombination mit einer NIR-Spectral-Imaging Kamera dargestellt. 614 VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen Funktionsbeschreibung: Das Aufgabematerial wird über eine Beschickungsrinne dem optischen Sortierer zugeführt. Die Objekte werden über die gesamte Sortierbreite vom Sensorsystem erfasst und die Sensorik nimmt die optischen Eigenschaften der Partikel bzw. Objekte auf. Der VIS-Sensor detektiert die Farb- und geometrische Information sowie die Position des Objektes, der NIR-Sensor detektiert das materialspezifische NIR-Spektrum. Hinsichtlich Abbildungsqualität spielen insbesondere die Auflösung und Empfindlichkeit der Sensoren, die Farbtemperatur der Beleuchtung, der jeweilige Wellenlängenbereich und die Signalstabilität eine Rolle. Die Rohsignale werden direkt von den Kameras über highspeed-Schnittstellen einer zentralen Recheneinheit zugeführt und weiterverarbeitet. Auf Basis der Rohsignale werden den einzelnen Objekten Attributkennwerte wie Farbe, Materialart oder Objektform zugeordnet. Diese Attributkennwerte werden mit parametrierbaren Algorithmen klassifiziert und definierten Merkmalsklassen zugeordnet. Je nach Applikation und Sensorkonfigurationen können verschiedene Attribute definiert und kombiniert werden. Beispielsweise kann ein weißes PE-Kunststoffteil ab bestimmter Korngröße der Auswurffraktion zugeordnet werden. Dies würde einer 3-fachen Eigenschaftsverknüpfung (Farbe-Materialart-Korngröße) entsprechen. In einem anderen Fall kann z.B. bei der Altpapiersortierung über eine 2-fache Attributkombination bunt bedruckter Karton, farblich nicht zu unterscheidendes Hochglanzmagazin und Deinkingpapier jeweils einer eigenen Merkmalsklasse zugeordnet und nach Produktanforderung sortiert werden. Bei positiver Übereinstimmung mit voreingestellten Auswurfkategorien wird ein Signal zeitverzögert an das Ausblasmodul, wie im Bild 3 dargestellt, gesendet. Ein oder mehrere Ventile werden orts- und zeitrichtig geöffnet und ein stark gebündelter Luftstrom separiert die detektierten Objekte vom durchströmenden Material. 3. Anwendungsbeispiele der Sensorfusion In der Abfallaufbereitung, insbesondere bei der Sortierung von getrennt gesammelten Wertstoffen wie Glas, Altpapier oder Kunststoffverpackungen, sind optische Sortierer mittlerweile wesentliche Prozesskomponenten. Die primären Aufgabenstellungen betreffen die Auftrennung von Mischfraktionen in diverse Zwischenprodukte sowie Farb-, Material- und Störstoffsortierung zur Erzeugung von qualitativ hochwertigen Endprodukten. Das Sortieren von Kunststoffabfällen ist entscheidend für alle nachfolgenden Schritte bei der Altkunststoffverwertung und hat daher das höchste Wertschöpfungspotential. Optische Sortierer werden daher sowohl für das Sortieren von Massenkunststoffen wie PE, PP, PVC, PS und ABS die v.a. für Verpackungen, Baustoffe, Haushaltsartikel oder Formteile in der Automobilindustrie genutzt werden, als auch das Sortieren von technischen Kunststoffen und Spezialkunststoffen wie PA, PMMA, PET oder PC. 615 Verfahrenstechnik 3.1. Anwendungsbeispiel Sortierung einer gemischten Kunststofffraktion Richard Dornauer, Jürgen Pramer, Reinhold Huber Aufgrund der Vielzahl an genutzten Kunststoffarten und unterschiedlichster Anteile an Additiven und Füllstoffen stellt die Sortierung von gemischten Kunststofffraktionen jedoch eine große Herausforderung an die Sensorik und das technische Design der Sortiermaschinen dar. Aufgabenstellung In gegenständlichem Beispiel werden aus einer gemischten Kunststofffraktion mit einer Korngröße von 10 bis 40 mm die stofflich verwertbare PE-Fraktion, eine thermisch verwertbare Mischkunststofffraktion sowie die zu entsorgenden Rest- und Störstoffe – z.B. PVC, Holz, schwarze Kunststoffe – sortiert. Durch die Verwendung der Sensorfusion VIS/NIR kann diese komplexe Sortieraufgaben mit einer Sortiermaschine gelöst werden. Tabelle 1: Sortieraufstellung für das Beispiel einer gemischten Kunststofffraktion Auswurf 1 Fraktion PE Trennziel stofflich verwert- barer Kunststoff auszuwerfende Fraktionen Durchlauf PET PP PS Auswurf 2 PVC z.B. thermisch verwertbare Mischkunststofffraktion Holz andere Störstoffe zu entsorgende Reststofffraktion Aufgabematerial: gemischte Kunststofffraktion mit einer Korngröße von 0–40 mm 1 Siebförderrinne 2 Förderrinne Feinkorn 3 Auswurf 1 Verfahrenstechnik Wertstoff Bild 4: 616 Optischer Sortierer 3-Weg / NIR/VIS Auswurf 2 Durchlauf Rest-/ Störstoffe Mischkunststoffe Flowsheet der beschriebenen Sortieraufgabe einer gemischten Kunststofffraktion VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen Bild 5: Beispiel Inputmaterial gemischte Kunststofffraktion Objekt PE, weiß VIS Attribut VIS 1 Attribut VIS 2 weiß NIR Attribut VIS 3 ……. X Attribut NIR 1 Attribut NIR 2 Korngröße x Attribut NIR 3 …….. X PE Verknüpfung Attribute VIS1 + VIS2 + NIR2 Attribut VIS1 + Attribut NIR2 Attribut VIS X + Attribut NIR X Merkmalsklasse 1 Auswurf 1 Informationsverknüpfung durch Sensorfusion Bild 7: Beispiel Sortierung von Kunststofffraktion mit Sensorfusion VIS/NIR 617 Verfahrenstechnik Bild 6: Richard Dornauer, Jürgen Pramer, Reinhold Huber 3.2. Anwendungsbeispiel Sortierung einer gemischten Altpapierfraktion In der Sortierung gemischter Altpapierfraktionen kann der Einsatz der Sensorfusion VIS/NIR zur Gewinnung von qualitativ hochwertigen Endprodukten genutzt werden. Dabei werden die mit VIS-Sensorik erhaltenen Farb- und Objektinformationen mit den durch die NIR-Sensorik gewonnenen Materialeigenschaften verknüpft und definierte Merkmalsklassen als trennendes Kriterium genutzt. Um eine zur Weiterverarbeitung geeignete Deinking-Fraktion zu erhalten, müssen diverse Reststörstoffe wie Kunststoffe, durchgefärbtes Büropapier oder Karton abgeschieden werden. Kunststoffe und Zellstoffprodukte sind durch ihr spezifisches Absorptionsverhalten im (Nah-)Infrarot-Bereich charakterisierbar. Neben der stofflichen Zusammensetzung sind für die Merkmalsklassenzuordnung oft auch Eigenschaften wie Bedruckungsgrad und Farbe bestimmend. Tabelle 2: Fraktion Sortierung von Altpapier mit Clarity mit Sensorfusion VIS/NIR Durchlauffraktion Deinking (Zeitungen, Kartonage Magazine, Illustrierte, braun, grau Officepapier) auszuwerfende Fraktionen Kartonage mit PapierPapierfremde Papierlayern (PIZZA) durchgefärbt Stoffe (Kunststoffe) und Eierkartons Charakterist. behandelte Färbung, Oberfläche, Form und Ligningehalt typische Farbgebung Eigen- Helle und bedruckte schaftenRotationspapiere Spezielle Oberfläche Farbgebung alles außer Papier und Größe Durch den Einsatz eines optischen Sortierers mit Sensorfusion NIR/VIS kann in gegenständlichem Beispiel der Altpapiersortierung über eine 2-fache Attributkombination bunt bedruckter Karton einerseits und farblich nicht zu unterscheidendes Hochglanzmagazin und Deinkingpapier andererseits jeweils einer eigenen Merkmalsklasse zugeordnet und nach Produktanforderung sortiert werden. Verfahrenstechnik Bild 8: Sortierung von Altpapier, Materialzuführung 618 VIS/NIR-Sortierer in der Aufbereitung von Sekundärrohstoffen Der optische Sortierer mit dem fusionierten VIS/NIR Sensor kann auch noch mit einem Metallsensor ausgerüstet werden, wodurch sich zusätzlich metallische Materialeigenschaften in einem Sortierprozess klassifizieren lassen. Bild 9: Sortierung von Altpapier mit Clarity mit Sensorfusion VIS/NIR 4. Zusammenfassung Die Sensorfusion ermöglicht nicht nur die Detektion einer Vielzahl von Objektmerkmalen, sondern auch deren Verknüpfung in einem einzigen Prozessor. Sortieraufgaben können effizienter zusammen gefasst und gelöst werden, wodurch die Sortierung der meisten gängigen Abfall- bzw. Wertstofffraktionen nach Farbe, Form, Größe, Absorptions- und Lumineszenzeigenschaften im erweiterten Wellenlängenbereich (200 bis 2.400 nm) und mit kombinierten Eigenschaften möglich ist. Insbesondere bei der Sortierung von gemischten Kunststofffraktionen, die aufgrund der Vielzahl an genutzten Kunststoffarten und unterschiedlichster Anteile an Additiven und Füllstoffen meist komplex zusammengesetzt sind, ergeben sich dadurch neue Anwendungsmöglichkeiten. 5. Literatur [1] Fleischhacker, S.: Stoffliche Verwertung von Abfällen-Einsatz der Nahinfrarot-Sortiertechnik im Bereich von Gewerbeabfällen. Inst. für Nachhaltige Abfallwirtschaft und Entsorgungstechnik, Montanuniversität Leoben, Masterarbeit, 2011 [2] Grabner, K.; Gschaider, H.J.: Entwicklung der Aufbereitungstechnik in den letzten 60 Jahren – skizziert am Beispiel von Binder+Co. BHM, Vol. 155 (10): 467-474, 2010 [3] Gschaider, H.J.; Huber, R.: Neue Entwicklungen in der optischen Sortierung. BHM, 153. Jg., Heft 6, 2008 [4] Heintz, R.; Struck, G.; Burkhard, M.: Flexible Echtzeitsimulationsumgebung für optische Schüttgutsortierung. Fraunhofer-Institut für Optronik, Systemtechnik und Bildauswertung, Karlsruhe, 2011 [5] Huber, R.; Gschaider, H.J.: Different realised applications of sensor-based sorting in mineral processing. Heft 135 der Schriftenreihe der GDMB, 2014 [7] Makari, C.: Neue Methoden zur Aufbereitung von Altpapier und Kartonage im trockenen Milieu. Diplomarbeit, 2005 619 Verfahrenstechnik [6] Lindweiler, P.: Sensortechnik für Kunststoffrecycling. In: Thomé-Kozmiensky, K. J.; Goldmann, D. (Hrsg.): Recycling und Rohstoffe, Band 8. Neuruppin: TK Verlag Karl Thomé-Kozmiensky, 2015, S. 603-617 Karl Joachim Thomé-Kozmiensky ENTSORGUNG Störstoffe (Karton, Kunststoffe usw.) Sensor/Kamera von ~ 30 % VERPACKUNGSABFÄLLEN Luftdüsen Förderband Thome-Kozmiensky Entsorgung von Verpackungsabfällen Entsorgung von Verpackungsabfällen Zeitungen und Zeitschriften (Deinkingware) Impuls zum Gebläse ~ 70 % Herausgeber: Karl J. Thomé-Kozmiensky Verlag: TK Verlag Karl Thomé-Kozmiensky Entsorgung von Verpackungsabfällen ISBN: 978-3-944310-01-5 Erschienen: 2014 Hardcover: 350 Seiten mit zahlreichen Abbildungen Preis: 40.00 EUR Themen: • Funktionen von Verpackungen • Produktverantwortung • Recht und Praxis in Deustchland und Österreich • Organisation Bestellungen unter www. • Verfahrenstechnik • Ökoeffizienz • Kosten • Probleme • Perspektiven .de oder Dorfstraße 51 D-16816 Nietwerder-Neuruppin Tel. +49.3391-45.45-0 • Fax +49.3391-45.45-10 E-Mail: [email protected] TK Verlag Karl Thomé-Kozmiensky