Gestaltungsrichtlinie 3D-MID LDS-Prozess
Werbung

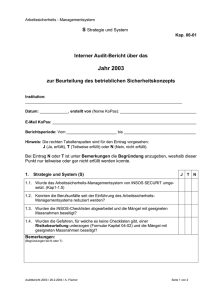
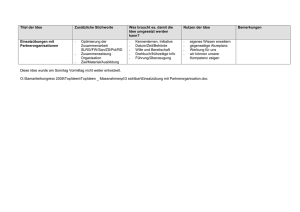
Gestaltungsrichtlinie 3D-MID LDS-Prozess Diese Gestaltungsrichtlinien dienen Konstrukteuren und Entwicklern dazu, eine Übersicht zu bekommen, was in der Regel bei der Entwicklung unter Nutzung der 3D-MID Technologie zu beachten ist. Die in diesem Dokument angegeben Werte sind Richtwerte, die nach Rücksprache mit HARTING Mitronics im Einzelfall angepasst werden können, um spezifische Kundenanforderungen zu erfüllen. 1. Allgemeine Anforderungen an den Spritzguss Spritzgusswerkzeug / Spritzgussteil Keine Beschädigung Kein Trennmittel Keine Verunreinigungen im Kunststoff Keine weisse Schlieren auf der Kunststoffoberfläche Spritzgussteil / Reinigung Keine fettigen, öligen Teile Kein Grat durch Formtrennung quer zu Leiterbahnen Keine Risse, Grate, Blasen, Brandstellen, Glanzstellen, Schlieren, Einfallstellen, Auswerferabdrücke und Fliesslinien im Laser-StrukturBereich Sämtliche Aussenkanten mit Radien versehen Vorsicht beim Warentransport (schabende Wirkung der Bauteile) Transport in Trays, geschlossenen Beutel o.ä. Spritzgussteil Spritzgussteil / Transport 2. Materialien Pocan DP 7102 Siehe [1] Vectra E 840i LDS Siehe [2] 3. Laserbearbeitbares Volumen Einheit Wert Bemerkungen Länge mm typ. 100 160 mm mit erhöhten Toleranzen möglich Breite mm typ. 100 160 mm mit erhöhten Toleranzen möglich Höhe mm typ. 20 24 mm mit erhöhten Toleranzen möglich 4. Metallisierung Einheit min. typ. max. Bemerkungen Schichtdicke Cu µm 5 8 15 Toleranz ±3 µm Schichtdicke Ni µm 5 8 15 Toleranz ±3 µm Schichtdicke Au µm 0.05 0.1 0.15 DG-Bi_7.001d – Ausgabe: 5 Toleranz ±0.05 µm Gestaltungsrichtlinie 3D-MID LDS-Prozess 5. Geometrie Einheit Wert Bemerkungen Leiterbahnabstand (a) µm typ. 200 min. 150 µm Leiterbahnbreite (b) µm typ. 200 min. 150 µm Durchkontaktierung (D) µm grösser als Ø 300 Aspektverhältnis (s/D) kleiner als 1:1 Krümmungsradius (r) µm Winkel der Fläche (w) Grad ( ° ) typ. 60 Krümmungsradius der zu metallisierenden µm Oberflächenpartie (r) min. 300 min. 1500 Absolutwinkel zwischen lokaler Flächennormalen und Laserstrahl ( Grad ( ° ) max. 60 Aussenradius (R) mm DG-Bi_7.001d – Ausgabe: 5 min. 0.5 für konkave und konvexe Flächen für konkave und konvexe Flächen wegen Auslenkung des Laserstrahles auf Abschattungen achten gilt nur für Einfachbelichtung Gestaltungsrichtlinie 3D-MID LDS-Prozess 6. Durchkontaktierung Einheit Wert Bemerkungen Durchmesser (D) µm grösser als 300 an der engsten Stelle Öffnungswinkel (ω) Grad (°) grösser als 60 einfach - oder doppelkonische Form kleiner als 1:1 Länge: Durchmesser an der engsten Stelle Aspektverhältnis (s:D) Randstärke (d) µm min. 100 7. Elektrische Eigenschaften spez. Widerstand Einheit Wert Ω·m 4·10 Richtwert für das Schichtsystem Cu-Ni-Au (bei typischen Schichtdicken an ebenen Strukturen) 0.3 DIN IEC 60512-2, Prüfung 2a (05/94) min. Durchmesser 0.3 mm an der engsten Stelle Durchgangswiderstand Ω von Vias -8 Bemerkungen Isolationswiderstand MΩ 50 zwischen benachbarten Leiterzügen mit kleinstem Abstand von 150 µm, DIN IEC 60512-2, Prüfung 3a (05/94) Spannungsfestigkeit kV 0.2 zwischen benachbarten Leiterzügen mit kleinstem Abstand von 150 µm, DIN IEC 60512-2-4a (1985) (gemessen bis Überschlag) Stromtragfähigkeit A 1.0 gemessen an 250 µm breiten Leiterbahnen typischer Schichtdicke; (gemessener Strom, der zum Durchbrennen der Leiterbahnen nach 10s führte) Referenzen [1] Lanxess, Pocan DP 7102 LDS 000000 - Datenblatt [2] Ticona, Vectra E840i LDS - Datenblatt DG-Bi_7.001d – Ausgabe: 5