übung 2
Werbung

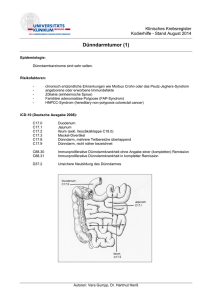
AMU, maskin og værktøj CNC-Drehe Technik, Bediener Kursnummer 45187 Udviklet af EUCSyd, Sønderborg 1 AMU, maskin og værktøj Inhaltsverzeichnis Inhaltsverzeichnis............................................ 2 Kursusinformation............................................. 3 CNC-Werkzeugmaschinen......................................... 4 Koordinatensystem............................................. 5 Übung übung Übung Übung 1 2 3 4 – – Koordinaten ....................................... Pythagoras ........................................ Trigonometrie ..................................... Toleranzen ........................................ 6 7 8 9 Formelblad für die Berechnung Dreieck........................ 10 Berechnung Dreieck - Pythagoras ............................ 11 Berechnung Dreieck - Trigonometri .......................... 12 Maschin- og Werkstücknullpunkte.............................. 13 Zeichnung 45187_00 gemeinsame Aufgabe........................ 14 Tegning 45187_01............................................. 15 Zeichnung Zeichnung Zeichnung Zeichnung 45187_01A 45187_01B 45187_01C 45187_01D ........................................ ........................................ ........................................ ........................................ 16 17 18 19 Zeichnung 45187_02........................................... 20 Zeichnung 45187_03........................................... 21 Programmierungs übersicht Drehen und Fräsen.................. 22 G-Funktionen G-Funktionen G-Funktionen G-Funktionen M–Funktionen ............................................... ............................................... ............................................... ............................................... ............................................... Udviklet af EUCSyd, Sønderborg 22 23 24 25 25 2 AMU, maskin og værktøj Kursusinformation CNC-Drehe Technik, Bediener Zweck: Erarbeiten einfacher ISO CNC programme für verschiedene Werkstücke Zielgruppe: Personen, die in der Metallindustrie arbeiden oder suchen und angeschlossen sind in der AMU Entwicklungsgruppe. Ziel: Teilnehmer können, auf Grundlage dem gegebene Schittdaten und Werkzeugwahl, sowie die Anwendung von Mathematischen/ Trigonometrischen funktionen und Programmdaten, Teilweise selbständig und mit anderen in Zusammenarbeit einfache ISO CNC programme Erstellen. Wie zum Beispiel Aussen Plan, Ansats und Konusdrehen für verschiedene Drehtiele.Im weiteren kann der Teilnehmer verschiedene Grafische und direkten Datenübertragung, Dreheoperationen bei Einselblocksuchung, programmfehler richten, sowie Erstellung von Werkstücken im Automatbetreib. Dauer: 5 Tage Prüfung: Zeugnisbrief wird von Ausbildungsinstitution ausbehändigt für die Teilnehmer, die den Kurs zufriedenstellend durchgefürt haben. Udviklet af EUCSyd, Sønderborg 3 AMU, maskin og værktøj CNC-Werkzeugmaschinen – Aufbau og Funktion Numerischen Steuerung Udviklet af EUCSyd, Sønderborg 4 AMU, maskin og værktøj Koordinatensystem Zwei Zahllinien die Winkelrecht zu einander stehen, ergeben ein Basis für das Koordinatensystem. Die Achsen die sich schneiden, ergeben den gemeinschaftlichen Nullpunkt 0,0,0 Achse richtung wird mit einem Pheil angegeben Die Achsen teilen das Koordinatsystem in Vier, auch Quadranten genannt Koordinatensystem beim Fräsen Koordinatensystem beim Drehen Udviklet af EUCSyd, Sønderborg 5 AMU, maskin og værktøj Übung 1 - Koordinaten Koordinatenbestemmung: Zum Programmieren einen CNC Maschine ist es Notwendig, von der Maschienenzeichnung, eine Kontur zu erstellen Die Zeichnung hat eine Absolute Maßeintragung, das will sagen, die Koordinaten werden von einen festen Nullpunkt errechnet, der in der Zeichnung angegeben ist. Alle X-Werte werden als Durchmesser gelesen!! Die Koordinaten in das Shema eingeben Punkt X Z P1 P2 P3 P4 P5 P6 P7 P8 P9 Udviklet af EUCSyd, Sønderborg 6 AMU, maskin og værktøj übung 2 - Pythagoras Koordinatenbestemmung: Link www.formel.dk Die Zeichnung hat eine Absolute Maßeintragung, das will sagen, die Koordinaten werden von einen festen Nullpunkt errechnet, der in der Zeichnung angegeben ist. Alle X-Werte werden als Durchmesser gelesen!! Die Koordinaten in das Shema eingeben Punkt X Z P1 P2 P3 P4 P5 P6 P7 P8 P9 Udviklet af EUCSyd, Sønderborg 7 AMU, maskin og værktøj Übung 3 – Trigonometrie Koordinatenbestemmung: Link www.formel.dk Die Zeichnung hat eine Absolute Maßeintragung, das will sagen, die errechnet, der in Koordinaten werden von einen festen Nullpunkt der Zeichnung angegeben ist. Alle X-Werte werden als Durchmesser gelesen!! Die Koordinaten in das Shema eingeben Punkt X Z P1 P2 P3 P4 P5 P6 P7 P8 P9 Udviklet af EUCSyd, Sønderborg 8 AMU, maskin og værktøj Übung 4 – Toleranzen Koordinatenbestemmung: Link: www.fagteori.dk Die Koordinaten werden von Nullpunkt an beiden Seiten des Werkstückes bestimmt Toleranzemaße werden als Mittelmaß in die zwei Schemen eingegeben Koordinaten - rechts auf dieser Seite Punkt X Z P1 P2 P3 P4 P5 P6 Koordinaten - links auf dieser Seite Punkt X Z P1 P2 P3 P4 Udviklet af EUCSyd, Sønderborg 9 AMU, maskin og værktøj Formelblatt für Dreieck Berechnung Udviklet af EUCSyd, Sønderborg 10 AMU, maskin og værktøj Berechnung Dreieck - Pythagoras Übung 1 Die Hypotenuse eines recthwinkliges Dreieck ist 25 mm und die angegene Kathete ist 9 mm Berechne die angegene Kathete: Facit Kathete = Übung 2 Eine rectheckige Platte ist 400 mm lang og 300 mm breit Berechne die Diagonale: Facit Diagonale = Übung 3 Bei einem gleichschenkliegen Dreicheck ist die Grundlinie 20 mm und die Seiden 26 mm. Berechne die höhe vom Dreieck Facit höhe Dreieck = Übung 4 Bei einem gleichseitigen Dreieck sind die seiten 140 mm. Berechne die höhe vom Dreieck Berechne das Areal vom Dreieck Facit höhe Dreieck = Facit Areal = Udviklet af EUCSyd, Sønderborg 11 AMU, maskin og værktøj Berechnung Dreieck - Trigonometri Übung 5 In einem gleichschenkligen Dreieck ist die Höhe 105 mm und die Grundlinie 52 mm. Berechne Winkel A und B: Berechne die Seite a: Facit Winkel A = Facit Winkel B = Facit Seite a = Übung 6 In einen gleichschenkligen Dreieck ist die Höhe 142 mm und Winkel an der grundlinie 42°. Berechne linieteil A,C: Berechne Winkel B: Facit Linie A,C = Facit Winklen B = Übung 7 Eine Endfläche soll im Winkel von 30° Gefräst werden. Berechne die länge L : Facit Länge L = Übung 8 Eine Welle mit Konus an jeder Seite soll Gedreht werden. Berechne Winkel A und B: Facit Winkel A = Facit Winkel B = Udviklet af EUCSyd, Sønderborg 12 AMU, maskin og værktøj Maschin- og Werkstücknullpunkte Werkzeug offset Referenz punkt Werkzeug Referenz punkt Maschin nullpunkt Werkstück nullpunkt CNC-drehemaschine Udviklet af EUCSyd, Sønderborg 13 AMU, maskin og værktøj Zeichnung 45187_00 gemeinsame Aufgabe Lehnrzeil: Verständnis für die Programmaufbau Aufgabebeschreibung: - Werkstück wird in Greifbacken eingespannt Werkstücknullpunkt G54 wird ca. 1mm an der Vordeseite platziert Werkstück Schlichten Das Programm wird zusammen mit dem Lehrer erstellt Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Dorn Dimension Ø65x120 Zeichnungsnr. 45187_00 Schnittgeschwindigkeit 320 m/min Werkzeugsnr. T3 (äus. schlichstahl) Vorschub 0.20 mm/omdr Material Fe360B Werkstücknullpunkt G54 Udviklet af EUCSyd, Sønderborg 14 AMU, maskin og værktøj Tegning 45187_01 Bearbejdningen af Akselnav´et er opdelt i 4 opgaver : Aufgabe Aufgabe Aufgabe Aufgabe Udviklet af EUCSyd, Sønderborg A: B: C: D: Schrupbearbeitung Schrupbearbeitung – Schnitt Partitionierung Schliechten mit Gewinde Freistich Einstich und Gewinde 15 AMU, maskin og værktøj Zeichnung 45187_01A Lernzeil: Verständnis für Achsebewegungen mit hilfe von G1 und G2 Aufgabebeschreibung: - Werkstück wird in Greifbacken eingespannt Werkstücknullpunkt G54 wird ca. 1mm an der Vordeseite platziert Plan drehen von X82 Z0 bis X-2 Z0 Entlang Drehen – zeichnungs maß anwenden Schlicht aufmaß X1 und Z0.2 Verwende G1 bei Eingriff und G0 bei zu und abfahrt Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Wellennabe Dimension ø80x110 Zeichnungsnr. 45187_01A Schnittgeschwindigkeit 300 m/min Werkzeugsnr. T11 (äus. Schruppstahl) Vorschub 0.35 mm/omdr Material Fe510C Werkstücknullpunkt G54 Udviklet af EUCSyd, Sønderborg 16 AMU, maskin og værktøj Zeichnung 45187_01B Lernzeil: Verständnis für Achsebewegungen mit hilfe von G1 und G2 sowie Spanteife ap Aufgabebeschreibung: - Fortsetzung vom Programm ”Wellennabe” Entlang Drehen – zeichnungs maß anwenden - Maximale Spanteife pro Überlauf ap max 4mm Verwende G1 bei Eingriff und G0 bei zu und abfahrt Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Wellennabe Dimension ø80x110 Zeichnungsnr. 45187_01B Schnittgeschwindigkeit 300 m/min Werkzeugsnr. T11 (äus. Schruppstahl) Vorschub 0.35 mm/omdr Material Fe510C Werkstücknullpunkt G54 Udviklet af EUCSyd, Sønderborg 17 AMU, maskin og værktøj Zeichnung 45187_01C Lernzeil: Verständnis für Achsebewegungen mit hilfe von G-funktionen und Radiusausgleich Aufgabebeschreibung: - Fortsetzung vom Programm ”Wellennabe” Schlichten – zeichnungs maß anwenden Verwende Radiusausgleich G42 und G40 Verwende automatische generierte Radius und fas Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Wellennabe Material Fe510C Zeichnungsnr. 45187_01C Dimension ø80x110 Werkzeugsnr. T3 (äus. Schlichstahl) Werkstücknullpunkt G54 Wkz. nasenradius 0.4 Schnittgeschwindigkeit 380 m/min Rauheitsprofil Ra 1.6 Vorschub 0.2 mm/omdr Udviklet af EUCSyd, Sønderborg 18 AMU, maskin og værktøj Zeichnung 45187_01D Lernzeil: Verständnis für Einstich und Gewinde Programmierung Aufgabebeschreibung: - Fortsetzung vom Programm ”Wellennabe” Einstich programmieren Gewinde programmieren – Gewindezyklus anwenden Sehe anhang Gewinde Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Wellennabe Zeichnungsnr. 45187_01D Werkzeugsnr. T7 (äus. Gewindestahl) Werkzeugsnr. T9 (äus. Stichstahl) Schnittgsdk. 230 m/min Schnittgsdk. 155 m/min Vorschub 1.5 mm/omdr Vorschub 0.05 mm/omdr Udviklet af EUCSyd, Sønderborg 19 AMU, maskin og værktøj Zeichnung 45187_02 Lernzeil: Verständnis für Unterprogramm technik Aufgabebeschreibung: - Erstellen von Haupt- und Unterprogramm Kontur erstellen und als Unterprogramm speichern Erstelle Hauptprogramm - verwende dabei Zyklus, wenn möglich Sehe anhang Unterprogramm technik Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Dorn Schlichtaufmaß X1 og Z0.2 Zeichnungsnr. 45187_02 Rauheitsprofil Ra3.2 Werkzeugsnr. T11(äus. schuppstahl) Werkzeugsnr. T3 (äus.schlichtstahl) Schnittgsdk. 260 m/min Schnittgsdk. 350 m/min Vorschub 0.35 mm/omdr Vorschub 0.23 mm/omdr Udviklet af EUCSyd, Sønderborg 20 AMU, maskin og værktøj Zeichnung 45187_03 Lernzeil: Verständnis für Prozess planen und Bohr-/Bearbeitungs Zyklen, innen Aufgabebeschreibung: (Zeichnung 45187_01 umgedreht einspannen) - Einspannen in Harte Backen Prozess planung der Bearbeitungs reihenfolge Beschriebe Unterprogram für die innere Kontur Beschriebe Hauptprogramm mit hilfe von Bohr-/Bearbeitungs Zyklen Sehe die Beschreibung für programmsoftware: - Neue Bibliothek erstellen - Neues CNC-programm in der Bibliothek erstellen - Programm scheiben und speichern - Werkzeug in der Werkzeugliste kontrollieren - Simulation von CNC-programm - Das CNC-programm Drucken Bewertung: Lehrer kontrolliert die Simulation Gegeben: Programmnahme Wellennabe Material Fe510C Zeichnungsnr. 45187_03 Schlichtaufmaß X1 og Z0.2 Dimension Ø80x100 Rauheitsprofil Ra3.2 Tool nr. Schnittgsdk. S (g96) T10 Umdrehungen S (g97) 1300 omdr/min Vorschub F 0.30 mm/omdr T6 320 m/min 0.23 mm/omdr T8 220 m/min 0.30 mm/omdr T2 140 m/min 0.10 mm/omdr Udviklet af EUCSyd, Sønderborg 21 AMU, maskin og værktøj Programmierungs übersicht Drehen und Fräsen G-Funktionen Drehen G00 – Eilgang G01 G02 G03 G04 – – – linearinterpolation Kreis im Uhrzeigersinn Kreis gegen Uhrzeigersinn Verwielzeit - Nur aktiv in einen NC-linie • programmierbar mit F von 0.001 bis 99.999 sek. • programmierbar mit S for anzahl spindelumdrehunge Fräsen Udviklet af EUCSyd, Sønderborg 22 AMU, maskin og værktøj G-Funktionen Drehen G40 – Verkzeugradiuskorrektur Aus/neutral G41 – Verkzeugradiuskorrektur links der kontur G42 - Verkzeugradiuskorrektur rechts der kontur Fräsen Udviklet af EUCSyd, Sønderborg 23 AMU, maskin og værktøj G-Funktionen G53 – koordinaten wirden programmiert von der maschinenullpunkt (nur aktiv in den aktuellen NC-linie) G54 G55 G56 G57 – – 1. 2. 3. 4. einstellbare einstellbare einstellbare einstellbare Nullpunktverschiebung Nullpunktverschiebung Nullpunktverschiebung Nullpunktverschiebung Drehen Fräsen Udviklet af EUCSyd, Sønderborg 24 AMU, maskin og værktøj G-Funktionen G60 – Genauhalt – Geschwindigkeitabname (Genauer stop Zweiessen jeder NC-linie) G64 - Ohne genauhalt (kein stop Zweiessen jeder NC-linie) G70 – Maßangabe in inch G71 - Maßangabe metrisch G90 - Maßangabe absolut oder 0-punktmaß G91 - Maßangabe inkremental oder kettenmaß G95 – Umdrehungsvorschub F in mm/U G96 - konstante Schnittgeschwindigkeit S in meter/minute G97 - konstante umdrehungen S pr./minute M–Funktionen M00 - Programmierter halt M03 – Spindel Rechtlauf M04 - Spindel Linkslauf M05 – Spindel Halt M06 – Werkzeugwechsel M08 – Kühlwasser starten M09 – Kühlwasser stop M17 – Unterprogrammende M30 – Hauptprogrammende Udviklet af EUCSyd, Sønderborg 25