JOT 09/2009
Werbung

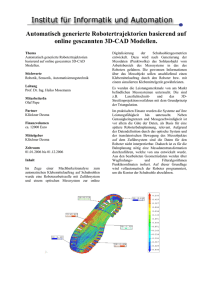
messen & prüfen Roboter-Messzellen sichern Qualitätsvorsprung Harmonie der Farben Eine perfekt lackierte Automobilkarosse ist erst dann wirklich perfekt, wenn auch deren Zubehör- und Anbauteile perfekt zueinanderpassen. Um genau diese Farbharmonie sicherzustellen, hat ein Systementwickler bei einem namhaften Automobilzulieferer eine Robotermesszelle installiert, die die exakte Einhaltung der für den Farbton und die Oberflächenstruktur vorgegebenen Parameter überprüft. 56 auch Handmessgeräte wie das MA68II oder das WaveScan DOI an das System anbinden. Kunden fordern vollautomatische Farb- und Strukturmessung Die Peguform Group verfügt am Standort Neustadt über eine der größten und modernsten Lackieranlagen Europas, zu der der Systementwickler Asis aus dem niederbayerischen Landshut bereits vor Jahren die komplette Steuerungstechnik lieferte. Die steigenden Anforderungen der Auftraggeber an eine möglichst perfekte Farbübereinstimmung war für den süddeutschen Zulieferer der Anlass, seine ohnehin schon ganz auf Qualität ausgerichtete Produktion um eine vollautomatische Robotermesszelle zu erweitern. „Die Auftraggeber von Peguform fordern Bilder: Asis _____ Immer mehr Karosserieteile werden heute im Offline-Verfahren, also durch Zulieferer und Vertragspartner hergestellt und entsprechend dann auch vor Ort lackiert. Dieser Umstand birgt ein großes Risiko, da die Chargen der Lacke der OEMs oftmals nicht mit denen der Zulieferer übereinstimmen. Daher ist es notwendig, einheitliche Toleranz­ vorgaben für alle Zulieferer und Vertragspartner zu entwickeln. Denn die unterschiedlichen Werkteile, Lackmaterialien, Farbchargen, Lagerzeiten und Produktionsprozesse können leicht zu einer Störung der Farbharmonie, sprich des gleichmäßig farblichen Erscheinungsbildes führen. Für den Automobilhersteller als Auftraggeber sind diese Gefahrenpunkte zwar nachvollziehbar, aber dennoch kein Grund, Abstriche an dem farblichen Zusammenspiel von Karosse und Anbauteil zu machen. Der Zulieferer Peguform mit seinem Werk in Neustadt an der Donau, Marktführer in Sachen StoßfängersytemModule, bedient sich zur Qualitätssicherung der speziell auf seine Belange ausgerichteten Auswertungssoftware „Asis CoatingQualityAnalyzer“. Dieses Auswertungssystem ist in der Lage, beliebige Werte von unterschiedlichen Messgeräten zu erfassen und auszuwerten. Dadurch können einem Bauteil auch verschiedene Messwerte zugeordnet werden. Darüber hinaus lassen sich neben automatischen Messstationen Der Roboter bei der Messung des Verlaufs der Oberfläche (Wave Scan) JOT 9.2009 messen & prüfen Typverwaltung der Auswertungssoftware. Hier werden auch die Mess­ positionen dargestellt. >> inzwischen eine vollautomatische Farb- und Strukturmessung der Bauteile“, erklärt Hans-Jürgen Multhammer, Geschäftsführer der Asis GmbH. „Der Roboter kann immer exakt an den glei- chen Stellen messen, was der Werker nicht kann!“ Die Robotermesszelle besteht aus zwei eigenständigen Handlingsrobotern. Der Farbton wird online im Produktionspro- Die Messzelle, wie sie bereits vor der Montage in CAD aufge­ baut wurde 58 Die grafische Darstellung der gewonnenen Messwerte zess mit zwei Systemen („CarFlash“ von X-Rite) gemessen und ausgewertet. Für die Strukturmessung (Orange Peel), kommt die Einheit von Byk-Gardner „Wave Scan Robotic“ zum Einsatz. Die Der Roboter misst den Farbton eines Stoßfängers (CarFlash) JOT 9.2009 messen & prüfen Messzellen, die am Ende der Lackierstraße, also im Abnahmebereich, installiert wurden, prüfen die einzelnen Stoßfänger, die übereinander auf einem doppelseitigen Teileträger gehängt sind. Die beiden Roboter können parallel, und somit auch möglichst viele Werkstücke, überprüfen — vorausgesetzt, die Warenträger werden in kürzester Zeit fixiert und in eine absolute Ruheposition gebracht. Und genau hier lag eine der technischen Herausforderungen für Asis, die eigens dafür ein pneumatisches Greifersystem entwickelt hat. Damit die Messsysteme auch exakt an den jeweiligen Punkten am Bauteil angesetzt werden können, erfolgt die Positionserkennung und Nachpositionierung durch eine Ultraschall-Positioniereinheit. Die Auswertungssoftware „Asis CoatingQualityAnalyzer“ nimmt die gemessenen Werte auf, vergleicht sie mit den vom Automobilhersteller vorgegebenen Parametern und signalisiert dem Werker über eine Signalampel, ob die Qualität im grünen, noch gelben oder gar im roten Bereich anzusiedeln ist. Das berührungslos messende Spektralfotometer der Firma X-Rite GmbH-Optronik liefert über seinen Farbmesskopf eine detailierte Verlaufsmessung sowie Angaben über die Oberflächentemperatur. Die Verlaufs- HENKE bewertung der Oberfläche, auch Orange Peel genannt, erfolgt mit dem Wave Scan. Das Messprinzip besteht aus der Beleuchtung des Objekts und der Aufnahme der Reflexion über einen Sensor. Die gewonnenen Messwerte ergeben ein Spektrum, das anschließend in Longwave und Shortwave separiert wird. Gemessen wird jeweils an drei Punkten des Stoßfängers, den beiden „Ohren“ rechts und links sowie im Mittelbereich. Der Messvorgang selbst dauert, je nach Teilespezifikation und Kundenanforderung, bis zu 45 Sekunden. Ziel ist es, möglichst viele Werkteile zu erfassen, um auch eine hohe Qualitätsquote zu erreichen. Die Steuerungstechniker der Firma Asis haben hierfür eine Selektion integriert, die eine freie Auswahl nach Typen, Farben oder bestimmten Karosserien zulässt. Möglich ist neben den Farbton- und Oberflächenmessungen, wie sie bei den Kunststoffstoßfängern der Firma Peguform durchgeführt werden, bei Stahlteilen auch eine Schichtdickenmessung. Diese wird, ebenfalls mit Asis-Knowhow, unter anderem bei der Karosserie­ lackierung bei BMW vorgenommen. „Messwerte allein reichen aber nicht“, so Asis-Vertriebsleiter Tobias Eid, „wir brauchen auch deren Interpretation.“ Dafür sorgt dann die Auswerte-Software „Asis CoatingQualityAnalyzer“, die neben der Integration verschiedener Prüfungen auch Möglichkeiten der Handmessung, die Bewertung kundenspezifischer Rohdaten, eine messgerätespezifische Auswertung, Stammdatenhaltung und eine umfangreiche Dokumentation der Ergebnisse zulässt. Als Datenbanken können unter anderem alle SQL oder Oracle Systeme verwendet werden. Ferner ist eine interaktive Benutzerführung für die Auswertung, eine Urmusterverwaltung und die offene Kommunikation mit allen Steuerungen möglich. Die Software ist außerdem multiuser- und mulitlanguage-fähig. Für Peguform wird sich die jüngste Investition schnell rechnen. Denn angesichts der steigenden Qualitätsanforderungen seitens der Automobilisten hinsichtlich eines perfekten Colour-Matchings genießen die Neustädter schon jetzt einen deutlichen Marktvorsprung. Josef Simon Kontakte: Asis GmbH, Tobias Eid, Vertriebsleiter, Landshut, Tel. 0871 27676-0, [email protected], www.asis-gmbh.de; Peguform GmbH, Erwin Limmer, Neustadt-Schwaig, Tel. 08402 774-253, [email protected] Preise Aufhängehaken direkt vom z.B.: Haken 60 mm lang in 1,5 mm Draht Hersteller ! 0,30 € per 100 Stück Gestellbau und Abdeckelemente, oder sowie Abdeckklebeband PC 88 grün (204°C) hochtemperaturbeständige 2,80 € per Rolle 20 mm breit / 66 Meter Abdeckbänder Tel. : 0049(0)2372/6730 Fax.: 0049(0)2372/62532 E-Mail : [email protected]