Schweißsimulation an großen Bauteilen
Werbung

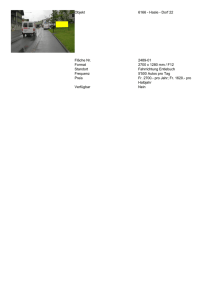
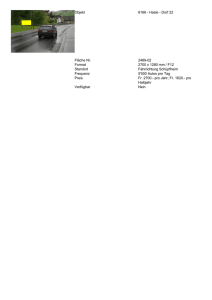
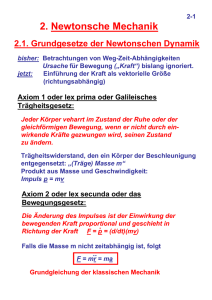
Herdweg 13, D-75045 Wössingen Lkr. Karlsruhe Courriel: [email protected] Web: www.tl-ing.de Mobil: +49 (0) 176 6126 8671 Tel: +49 (0) 7203 329 023 Fax: +49 (0) 7203 329 025 Schweißsimulation an großen Bauteilen Dr.-Ing. Tobias Loose 5.6.2012 1 Dilemma Schweißnaht - Feines Netz Gesamtstruktur - Grobes Netz Modellgröße ↔ Hardware 2 Lösungen • Leistungssteigerung der Rechnerkapazität – Transiente Methode: Berechnung auf mehreren CPU (DMP-Solver) • Ersatzmethoden oder vereinfachte Berechnungsannahmen – Metatransiente Methode – Local - Global Methode – Schrumpfkraftmethode • Ziel der Ersatzmethoden ist es durch vereinfachte Annahmen – – – – die Berechnung zu beschleunigen die Eingabe zu vereinfachen gröbere Netze verwenden zu können die Anzahl der Berechnungszeitschritte zu reduzieren, beispielsweise eine Naht in einem Berechnunsschritt – dennoch die gleichen Aussagen zu erhalten, wie bei der transienten Methode 3 Transiente Methode - DMP • Die transiente Methode bildet die Wirklichkeit am realitätsnächsten ab • Die Einspannsituation wird genau abgebildet • Physikalische Vorgänge wie die Gefügeumwandlung und deren Effekte und Einflüsse können berücksichtigt werden • Thermische Randbedingungen wie Vorwärmen oder lokales kühlen und deren Einflüsse können berücksichtigt werden • Mechanische Randbedingungen und deren Einflüsse können berücksichtigt werden • Erfordert feine Vernetzung, große Berechnungszeit 4 DMP - Parallelisierung S e v e r a l e x e c u tio n s ( p r o c e s s ) o f S Y S W E L D c a n b e la u n c h e d o n d if f e r e n t p ro c e s s o rs and on d if f e r e n t m a c h in e s . A d va n ta g e s A u t o m a t ic p a r t it i o n i n g i n X s u b d o m a i n s w it h t h e m e t h o d « M E T I S » M e m o r y is s h a r e d b e t w e e n t h e d if f e r e n t p ro c e s s o rs S p e e d u p i s i n c r e a s e d a c c o r d in g t o t h e n u m b e r o f p ro c e s s o rs u s e d P a r t it io n in g in 4 d o m a in s 5 DMP Speed up bis fast Faktor 10 10 8 Speed Up 6 CPU SYSW ELD ELAPSE SYSW ELD 4 2 0 0 4 8 12 16 20 24 28 32 36 N b r P ro c e s s o rs Signifikante Reduktion der Berechnungszeit Modell mit 300.000 Knoten < 1 Woche möglich 6 Metatransiente Methode - DMP - Thermal Cycle • Beschleunigung durch DMP Berechnung • Berechnete Eigenspannungen und Gefüge sind fast identisch mit den Berechnungsergebnissen aus einer Transienten Berechnung • Abweichungen treten bei den berechneten Verzügen auf • Diese Methode eignet sich insbesondere, um große Strukturen mit mehrlagigen Nähten zu berechnen und den Einfluß beliebiger Lagenfüllungen zu berücksichtigen 7 Vergleich Längsspannung - v. Mises Spannung transient metatransient 8 Metatransiente Methode - DMP Für Modelle mit großer Naht- oder Lagenanzahl der Prozeß-Plan mit einem einfachen Excel-Tool erstellt werden. Diese Datei wird von Visual Weld eingelesen und ersetzt das gesamte Setup. 9 Lokal-Global Methode - Pam Assembly Globales Modell Ergebnisübertrag aus lokalem Modell Speichern in Datenbank für lokale Modelle Ergebnis extrahieren Definition Schweißfolge und Festhaltung Arbeitsablauf Berechnung globales Modell Entgültiger Schweißverzug Berechnung lokales Modell Definition lokales Modell Geo, Process, Fixture,… CAD 10 Lokal-Global Methode - Pam Assembly Ex tr us io n Datenbank für lokale Modelle 11 Lokal-Global Methode - Pam Assembly • Weld Plan zur Prozeßdefinition • Berücksichtigung von Mehrlagennähten • Berücksichtigung teilgefüllter Mehrlagennähte 12 Lokal-Global Methode - Pam Assembly Validierung Rippenplatte 6 7 3 4 2 2 7 5 5 4 8 1 3 ,0 0 0 3 9 3 ,0 0 0 6 13 ,0 0 0 9 3 ,0 0 0 8 Max deflexion 23.4 mm Max deflexion 22.2 mm Experiment : 23.8 mm Sequence 1 Sequence 2 13 Lokal-Global Methode - Pam Assembly • Berücksichtigung der Physikalischen Effekte im loalen, trasient berechneten Modell • das Globales Modell ist ein Schalenelementmodell und erlaubt ein grobes Netz • Die Schweißnähte werden durch Volumenelemente im Globalen Modell abgebildet • Das Einpflegen der Schweißnähte erfolgt mit automatischem Remeshing • Je Schweißnaht / Je Lagengruppe ein Berechnungsschritt • gut geeignet für lange Schweißnähte 14 Schrumpfkraftmethode - Weld Planner • Im Bereich der Schweißnaht werden Ersatzdehnungen aufgebracht diese Dehnungen sind so zu definieren, daß dadurch der gleiche Verzug entsteht wie bei einer transienten Berechnung. • Erlaubt eine grobe Vernetzung • Geschwindigkeitssteigerung durch DMP möglich • Schalen- oder Volumenelementmodelle • Je Nahtabschnitt 1 Berechnungsschritt • Besonders effizient bei gekrümmten dünnwandigen Bauteilen mit einlagigen Nähten, bei denen der Längsverzug verzugsbestimmend ist • Der Weld Planner erlaubt einen schnelles und einfaches Aufsetzen des Simulationsmodells • Difizil ist die Kalibrierung der Ersatzdehnungen 15 Schrumpfkraft Methode - Weld Planner 16 Schrumpfkraft Methode Geheftete und geschweißte Platte 1000 x 1000 mm Einfluß der Schweißrichtung? Berechnung in wenigen Minuten 17 Schrumpfkraft Methode Der Querträgersteg einer ortotropen Platte (Brückendeck) wird mit dem Untergurt, dem Fahrbahnblech und dem Gehwegblech verschweißt. Welche Schweißfolge liefert den geringsten Schweißnaht Verzug? Steg - Geheweg Schweißnaht Steg - Fahrbahn Schweißnaht Steg - Untergurt 18 1. Folge: UG - Gehweg - Fahrbahn max uz = 10,4 mm 19 2. Folge: Gehweg - Fahrbahn - UG max uz = 5,2 mm Schnelles umdefinieren der Schweißfolgen 20 Eigene Projekte • • • • Bauteilabmesung ca. 4 x 4 x 4 m Wanddicken im Bereich 200 mm, mehrlagige Nähte Austenitischer Stahl und niedrig legierter Stahl Cladding, Spannungsarmglühen, Schweißen • Fokus: Eigenspannungen • • • • Metatransiente Methode DMP 89 Nahtabschnitte Modellgröße 180000 Knoten Berechnungszeit 16 CPU ca. 2 Tage 21 Eigene Projekte • • • • Bauteilabmesung ca. 2,5 x 4,5 m Wanddicken im Bereich 10 mm, mehrlagige Nähte Aluminium Vorverformen der Konstruktion, Vorwärmen, beliebige Lagenfüllung • Fokus: Verzug • • • • Metatransiente Methode DMP 185 Nahtabschnitte oder Vorwärmschritte Modellgröße 250 000 Knoten Berechnungszeit 7 CPU ca. 4,5 Tage • Berechnungsergebnisse stimmen mit dem Verzug am Bauteil überein 22 Eigene Projekte • • • • Bauteilabmesung ca. 2,5 x 4,5 m Blechdicke 2 mm - 3 mm einlagige Nähte Varianten mit austenitischem Stahl und niedrig legiertem Stahl Verschiedene Schweißverfahren: MAG. Laser, Punktschweißen • Fokus: Verzug • • • • Schrumpfkraftmethode mit Weld Planner Modellgröße 380 000 Knoten 1000 Nähte zusammengefaßt in 180 Berechnungssteps Berechnungszeit 1 CPU ca. 10 h • Berechnungsergebnisse liefern klare Aussage zur Bewerteung der berechneten Varianten 23 Nicht eine Methode ist die einzig richtige, sondern jeweils die für die Problemstellung geeignete. Große Strukturen sind mittlerweile kein Hinderungsgrund zur erfolgreichen Anwendung der Schweißsimulation. Vielen Dank! 24