Sensortechnik 1 - FB 11
Werbung

Sensor Technik 1
Stand WS 2004 / 2005
Seite 1
Sensortechnik 1
Inhalt
1
Sensor- und Meßtechnik..................................................................................................... 5
1.1
Allgemein ................................................................................................................... 5
1.2
Herstelltechniken........................................................................................................ 6
1.2.1.
Übersicht ............................................................................................................ 6
1.2.2.
Dickschichttechnik ............................................................................................. 7
1.2.2.1.
Allgemein ................................................................................................... 7
1.2.2.2.
Materialien ................................................................................................. 7
1.2.3.
Hybridtechnik..................................................................................................... 8
1.2.4.
Dünnschichttechnik............................................................................................ 8
1.2.4.1.
Allgemein ................................................................................................... 8
1.2.4.2.
Substrate:.................................................................................................... 9
1.2.4.3.
Leiterbahnen und Kontakte: ....................................................................... 9
1.2.4.4.
Widerstände:............................................................................................... 9
1.2.4.5.
Isolierschichten (Dielektrika):.................................................................... 9
1.2.5.
PVD Prozesse..................................................................................................... 9
1.2.5.1.
Vakuumbedampfen .................................................................................... 9
1.2.5.2.
Kathodenzerstäubung (Sputtern).............................................................. 11
1.2.6.
Abgleich von Dick- und Dünnschichtstrukturen............................................. 13
1.2.7.
Silizium Technik .............................................................................................. 14
1.2.7.1.
Herstellung von Silizium.......................................................................... 14
1.2.7.2.
Tiegelziehverfahren (Czochralski-Verfahren) ......................................... 15
1.2.7.3.
Zonenziehen (Float Zone-Verfahren)....................................................... 15
1.2.7.4.
Scheibenherstellung ................................................................................. 15
1.2.7.5.
Technologische Grundprozesse................................................................ 16
1.2.7.6.
Schichtherstellung .................................................................................... 16
1.2.7.7.
Dotieren.................................................................................................... 18
1.2.7.8.
Lithographie ............................................................................................. 20
1.2.7.9.
Strukturierung........................................................................................... 21
1.2.7.10.
Kontakt - Metallisierung .......................................................................... 24
1.2.7.11.
Passivierung ............................................................................................. 24
1.2.7.12.
Dreidimensionale nasschemische Strukturierung von Silizium............... 24
1.2.7.13.
Beispiele für die Herstellung von Sensoren ............................................. 25
1.3
Temperatur ............................................................................................................... 28
1.3.1.
Definition der Temperatur................................................................................ 28
1.3.2.
Temperaturskala:.............................................................................................. 28
1.3.3.
Metallausdehnungsthermometer ...................................................................... 28
1.3.3.1.
Technische Daten: .................................................................................... 28
1.3.3.2.
Stabausdehnungsthermometer.................................................................. 29
1.3.3.3.
Bimetall Thermometer ............................................................................. 29
1.3.4.
Temperaturmessfarben ..................................................................................... 30
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 2
1.3.5.
Metalldraht - Thermofühler.............................................................................. 30
1.3.5.1.
Theorie ..................................................................................................... 30
1.3.5.2.
Messverfahren .......................................................................................... 32
1.3.6.
Keramische und Halbleiter- Temperatursensoren............................................ 33
1.3.6.1.
Grundlagen ............................................................................................... 33
1.3.6.2.
PTC Technische Daten............................................................................ 34
1.3.6.3.
PTC Anwendungen .................................................................................. 34
1.3.6.4.
NTC Technische Daten ............................................................................ 35
1.3.6.5.
Anwendung von NTC - Sensoren ............................................................ 35
1.3.6.6.
Silizium Sensoren..................................................................................... 38
1.3.6.7.
Temperatur - IC........................................................................................ 38
1.3.7.
Thermoelemente............................................................................................... 38
1.3.7.1.
Grundlagen ............................................................................................... 38
1.3.7.2.
Ausführungsformen.................................................................................. 39
1.3.7.3.
Materialien ............................................................................................... 39
1.3.7.4.
Anwendungen........................................................................................... 40
1.3.8.
Schwingquarze ................................................................................................. 41
1.3.8.1.
Piezoelektrischer Effekt ........................................................................... 41
1.3.8.2.
Temperaturabhängigkeit der Schwingfrequenz ....................................... 42
1.3.8.3.
Quarz Temperatursensoren ...................................................................... 42
1.3.8.4.
Anwendungen........................................................................................... 43
1.3.8.5.
Kenngrößen .............................................................................................. 43
1.3.8.6.
Beispiel für ein Schwingquarzthermometer............................................. 43
1.3.8.7.
Temperaturmessung mit Vergleichsquarz................................................ 44
1.3.9.
Strahlungsthermometer .................................................................................... 44
1.3.9.1.
Grundlagen ............................................................................................... 44
1.3.9.2.
Messtechnik.............................................................................................. 45
1.3.9.3.
Messprinzip von Strahlungsthermometern............................................... 45
1.3.9.4.
Bauformen von Pyrometern ..................................................................... 45
1.3.9.5.
Gesamtstrahlungspyrometer..................................................................... 46
1.3.9.6.
Spektralpyrometer .................................................................................... 46
1.3.9.7.
Bandstrahlungspyrometer......................................................................... 46
1.3.9.8.
Verhältnispyrometer................................................................................. 46
1.3.9.9.
Einfluss des Emissionsgrades................................................................... 46
1.3.9.10.
Glühfadenpyrometer................................................................................. 47
1.3.9.11.
Infrarotkameras ........................................................................................ 47
1.3.10. Kalorimeter....................................................................................................... 47
1.3.10.1.
Grundlagen ............................................................................................... 47
1.3.10.2.
Kalorimeterbauarten................................................................................. 47
1.4
Zeit- und Längenmessung ........................................................................................ 48
1.4.1.
Zeitmessung ..................................................................................................... 48
1.4.1.1.
Zeitnormal ................................................................................................ 48
1.4.1.2.
Aufbau von Uhren.................................................................................... 48
1.4.1.3.
Die Atomuhr............................................................................................. 50
1.4.1.4.
Genauigkeit der Zeitmessung................................................................... 50
1.4.1.5.
Prinzip Universalzähler ............................................................................ 51
1.4.2.
Drehbewegung /Drehweg................................................................................. 51
1.4.2.1.
Potentiometer ........................................................................................... 51
1.4.2.2.
Drehzahlmesser ........................................................................................ 52
1.4.2.3.
Inkrementalgeber...................................................................................... 53
1.4.3.
Induktive und kapazitive Sensoren .................................................................. 55
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 3
1.4.3.1.
Tauchankersensor..................................................................................... 55
1.4.3.2.
Differentialtransformator ......................................................................... 55
1.4.3.3.
Induktiv - Sensoren ................................................................................. 56
1.4.3.4.
Kapazitive Sensoren................................................................................. 58
1.4.4.
Optische Wegemessung ................................................................................... 59
1.4.4.1.
Lichtschrankenanordnungen .................................................................... 59
1.4.5.
Ultraschall Messungen ..................................................................................... 60
1.4.5.1.
Grundlagen ............................................................................................... 60
1.4.5.2.
Wellenausbreitung.................................................................................... 61
1.4.5.3.
Ultraschall- Sensoren ............................................................................... 62
1.4.5.4.
Messverfahren .......................................................................................... 63
1.4.6.
Radar – Messungen .......................................................................................... 64
1.4.6.1.
Grundlagen ............................................................................................... 64
1.4.6.2.
Ortung....................................................................................................... 64
1.4.6.3.
Geschwindigkeitsmessung ....................................................................... 65
1.5
Kraft ......................................................................................................................... 66
1.5.1.
Grundlagen ....................................................................................................... 66
1.5.1.1.
Größen und Einheiten............................................................................... 66
1.5.1.2.
Physikalische Messprinzipien .................................................................. 66
1.5.2.
Dehnungsmessstreifen...................................................................................... 67
1.5.2.1.
Allgemein ................................................................................................. 67
1.5.2.2.
Metallische DMS...................................................................................... 67
1.5.2.3.
Sonderformen ........................................................................................... 68
1.5.2.4.
Halbleiter DMS ........................................................................................ 68
1.5.2.5.
DMS Installation ...................................................................................... 68
1.5.2.6.
Messung mit DMS ................................................................................... 68
1.5.2.7.
Messschaltung .......................................................................................... 69
1.5.2.8.
Installationsbeispiele ................................................................................ 69
1.5.3.
Kraftmessung ................................................................................................... 69
1.5.3.1.
Kraftmessung mit DMS ........................................................................... 69
1.5.3.2.
Elektrodynamische Kraftmessung............................................................ 70
1.5.3.3.
Piezoelektrische Kraftmessung ................................................................ 70
1.5.4.
Beschleunigungsmessung................................................................................. 71
1.5.5.
Druckmessung.................................................................................................. 72
1.5.5.1.
Allgemein ................................................................................................. 72
1.6
Magnetfeld ............................................................................................................... 73
1.6.1.
Grundlagen der Magnetfeldsensoren ............................................................... 73
1.6.1.1.
Allgemein ................................................................................................. 73
1.6.1.2.
Hall - Effekt.............................................................................................. 73
1.6.2.
Magnetorestriktive Sensoren............................................................................ 74
1.6.2.1.
Feldplatten................................................................................................ 74
1.6.2.2.
Ferromagnetische Metallnadeln ............................................................... 75
1.6.3.
Materialien ....................................................................................................... 75
1.6.4.
Aufbau von Sensoren ....................................................................................... 75
1.6.4.1.
Hall – Sensoren ........................................................................................ 75
1.6.4.2.
Magnetorestriktive Sensoren.................................................................... 75
1.6.5.
Anwendungen................................................................................................... 76
1.6.5.1.
Magnetfeldmessung mit Hall – Sensoren................................................. 76
1.6.5.2.
Kontaktlose Positionserfassung................................................................ 76
1.6.5.3.
Positionsmelder, Endabschalter ............................................................... 76
1.6.5.4.
Weitere Anwendungen............................................................................. 77
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 4
1.6.5.5.
Differential Feldplatten Sensor ................................................................ 78
1.6.6.
Saturationskern – Sonden................................................................................. 78
Empfohlene Literatur:
Ahlers / Waldmann: Mikroelektronische Sensoren
Bergmann / Schäfer: Lehrbuch der Experimentalphysik
Hauptmann, Peter: Sensoren Prinzipien und Anwendungen
Heimann / Gerth / Popp: Mechatronik
Juckenack, Friedrich: Handbuch der Sensortechnik
Keil, Stefan: Beanspruchungsermittlung mit Dehnungsmeßstreifen
Lemme: Sensoren in der Praxis
Nührmann: Sensor – Praxis
Profos – Pfeifer: Handbuch der industriellen Meßtechnik
Reichl, Herbert: Halbleitersensoren
Schanz, Günther W. : Sensoren Fühler der Meßtechnik
Schaumburg, H.: Sensor – Anwendungen
Schaumburg, H.: Sensoren
Schnell, Gerhard: Sensoren in der Automatisierungstechnik
Tränkler, H.-R.; Obermeier, E.: Sensortechnik
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
1
1.1
Stand WS 2004 / 2005
Seite 5
Sensor- und Meßtechnik
Allgemein
Messen heißt vergleichen. Man
vergleicht also eine Meßgröße,
eine physikalische Größe mit einer Eichgröße, mit einem Normal.
Diese Eichgröße muß nun nicht
notwendigerweise am Ort des
Messens zugegen sein, sondern
sie ist durch geeignete Abbilder
der Eichgrößen gegeben. Beispiel
ist der Zollstock, mit dem man
Längen mißt. Dieser Zollstock ist
ein Abbild des Eichmaßes Meter
mit entsprechender Einteilung.
Meßsystem
Prozess
x Meßgröße, Eingang
Meßeinrichtung
xa Meßwert
(Ausgang)
xn, Eichgröße
Justier- bzw.
Eichprozess
Meß-
MeßMeßgröße
Die Messeinrichtung bearbeitet
signal Umformung
Erfassung
signal
(Aufnehmer)
(Anpasser)
also den Eingang bzw. die MessHilfsenergie
größe und man erhält als Ausgang
Hilfsden Messwert. Dabei ist nach
gerät
VDI/VDE 2600 die Messeinrichtung noch aufzuteilen in AufnehPrinzipaufbau von Meßsystemen
mer (Sensor, Messumformer,
Messwandler) und Anpasser
(Messwandler, Messverstärker)
sowie Ausgeber (Anzeiger, Umsetzer)
Ausgabe
(Ausgeber)
Meßwert
Diese hier genannten Grundfunktionen, mit der Ergänzung der Zuweisung von Einheiten bzw.
Generierung von Einheiten im Prozess der Messgrößenumformung lassen sich nicht immer
auf den ersten Blick bei jedem Messgerät identifizieren. Gerade bei einfachen Messgeräten
findet eine Kombination einzelner Segmente statt bzw. werden die Funktionen durch Handhabung des Menschen ersetzt.
Beispiel Strommessung mit Drehspulgerät
Prozeß/Wirkprinzip:
Strom erzeugt Magnetfeld (Induktion), Magnetfelder wirken aufeinander mit Kraftentfaltung
Eichprozeß:
Kraftwirkung eines Magnetfeldes, das durch Stromfluss entstanden
ist, auf ein anderes Magnetfeld.
Messgröße:
Strom
Messeinrichtung:
Erfassung:
Drehspule, und Permanentmagnet
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 6
Umformung:
Ausgabe:
Rückstellfeder
Zeiger, Skala
Messwert:
Stellung des Zeigers über einer Skala (z.B. 125 mA)
Allgemein
Anwendung beim Drehspulgerät
10
r
r r
F = I( L × B)
30
Dauermagnet
Weicheisenzylinder
feststehend
Zeiger
S
N
F
20
1
N
L
I
B
Rückstellfeder
Drehspule
S
Symbol für Drehspulmeßgerät
Funktionsprinzip Drehspulgerät
(Kraftwirkung auf einen stromdurchflossenen Draht im Magnetfeld)
1.2
1.2.1.
Herstelltechniken
Übersicht
Die Herstelltechniken von Sensoren reichen von der Montage von Elementen, deren physikalischen Eigenschaften man zur Messung bestimmter Größen nutzen möchte (Ausdehnung einer Flüssigkeit für ein Flüssigkeitsthermometer) bis hin zur Integration von Wirkelement mit
Signalvorverarbeitung und Signalweiterverarbeitung. Weil im Rahmen der komplexer werdenden Aufgaben zunehmendes Interesse an Sensorsystemen besteht, sucht man auch hier mit
höherer Integrationsdichte zu physikalisch immer kleineren Sensoren zu kommen. Dies führt
unter anderem auch zu dem wünschenswerten Effekt, daß kleinere Sensoren die Messgröße
weniger beeinflussen.
Historisch lassen sich die Miniaturisierungstechniken Leadframes, Dickschichttechnik,
Dünnschichttechnik und Siliziumtechnik unterscheiden. In neuerer Zeit kommt noch die Mikrosystemtechnik hinzu.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
1.2.2.
Dickschichttechnik
1.2.2.1.
Allgemein
Seite 7
Die Dickschichttechnik bezieht ihren Namen aus der Tatsache, daß die hier verwendeten
Schichten dicker als die der Dünnschichttechnik sind. Mit Dickschichttechnik lassen sich
Schichtdicken von ca. 5 bis 100 µm bei einer Genauigkeit in den Dimensionen von ca. ± 1
µm (Stand 1995) herstellen.
Mittels Siebdruckverfahren und spezieller Dickschichtpasten werden Leiterbahnen, Widerstände, Dielektrika und lsolierschichten auf Keramiksubstrate aufgebracht Die so entstandenen Schichten werden bei Temperaturen bis ca. 900°C eingebrannt (gesintert).
Dickschichtpasten bestehen aus feinkörnigen Gemengen anorganischer Bestandteile, die in
einem organischen Trägermaterial gelöst sind. Alle Pasten enthalten Lösungs- und Netzmittel,
organische Binder und Glaspulver. Hinzu kommen Metallpulver Leitpasten, Metalloxide
(Widerstandspasten), Glasfritte oder Keramiken Dielektrika.
1.2.2.2.
Materialien
1.2.2.2.1
Substratmaterialien:
Als Substratmaterialien werden in der Dickschichttechnik Al2O3-, AIN-, BeO- Keramik und
emaillierte Stahlsubstrate (Größe 2" x 2" bis 4"x 6") verwendet.
1.2.2.2.2
Leiterbahnen:
Pasten für Leiterbahnen werden unter Verwendung von elektrisch gut leitenden Metallen und
Legierungen hergestellt. Anwendung finden z.B. Ag und Au sowie Legierungen aus Ag oder
Au mit Pd oder Pt. Leitpasten bestehen aus Metallpartikel, Lösungsmittel und Glasfritte.
1.2.2.2.3
Widerstände
Übliche Widerstandspasten enthalten Palladiumoxid / Silber PdO/Ag), Iridiumoxid /Platin (IrO2/Pt) oder rutheniumhaltige Gemische. Diese Pasten sind mit Schichtwiderständen von
10 Ω bis 10 MΩ verfügbar.
1.2.2.2.4
Träger
Als Träger dient ein Isolator: Keramik, Glas oder emaillierter Stahl.
1.2.2.2.5
Dielektrika
Die Hauptbestandteile dielektrischer Pasten sind BaTiO3 (HDK- Pasten), TiO2, Mg-, Zn- oder
CaTiO3 (NDK- Pasten).
1.2.2.2.6
Schutzglasuren, Crossover- und Multilayer- Pasten
Schutzglasuren werden aufgebracht, um die Widerstände vor reaktiven Vergußmassen und
sonstigen Umwelteinflüssen (z.B. Feuchte) zu schützen. Zur Isolierung von Leiterbahnen bei
Leitbahnkreuzungen (Crossover) und Multilayer- Schaltungen sind Pasten mit geringer
Dielektrizitätszahl und angepaßtem thermischen Ausdehnungskoeffizienten im Einsatz.
1.2.2.2.7
Sensorpasten
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 8
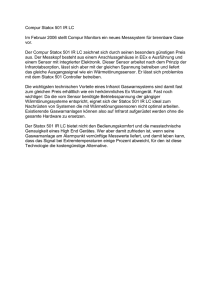
Für die Herstellung von Sensoren wurden von den Pastenherstellern spezielle Widerstandspasten für Dehnungsmeßwiderstände, Heißleiter und Temperaturmeßwiderstände (Pt- Widerstände) entwickelt.
Heizwiderstand und Meßwiderstand
auf Keramiksubstrat
(Strömungssensor)
Gold-Kontakt
Temperaturmeßwiderstände
Heiz
widerstand
Vektorieller Strömungssensor
1.2.3.
Hybridtechnik
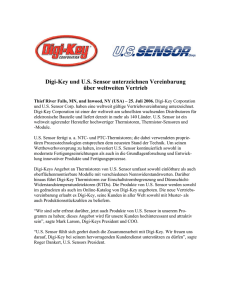
Neben den aufgedruckten Schichten und ihren speziellen elektrischen Funktionen lassen sich auch miniaturisierte Bauelemente (SMD - Elemente oder Nackt - Chips) auflöten. Das
führt dann zu den sogenannten Hybridbausteinen. Dies kann
sowohl für die Dickschicht- als auch für die Dünnschichttechnik angewendet werden.
Chip
Bonddraht
Widerstand
Dielektrikum
Kleber
Lötkontakt
Kondensator
Leiterbahn
Keramik - Träger
Beispiel und Schema vom
Hybridtechnik aus dem Automobilbereich (Motorelektronik von Bosch)
Resistive Drucksensoren auf Keramikmembran
1.2.4.
Dünnschichttechnik
1.2.4.1.
Allgemein
Es werden dünne Schichten (Schichtdicke < 1 µm bis 10 µm) durch Vakuumbedampfen oder
Kathodenzerstäubung (Sputtern) auf Keramik- oder Glassubstrate aufgebracht . Die Strukturierung der Schichten kann während der Beschichtung durch sogenannte Lochmasken oder im
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 9
Anschluß an die Schichtabscheidung durch selektive Photoätzprozesse (Photoresist- und
Ätzprozeß) vorgenommen werden. Auf diese Weise können Leiterbahnen, Widerstände und
Kondensatoren hergestellt werden.
1.2.4.2.
Substrate:
Al2O3-, BeO- und AIN- Keramik, Glassubstrate, Silizium- und Metallsubstrate mit Isolierschicht. Als Schichtmaterialien werden reine Metalle, Legierungen und Isolierschichten verwendet.
1.2.4.3.
Leiterbahnen und Kontakte:
Au (mit Ni, NiCr oder Ti als Haftschicht), meist galvanisch verstärkt.
1.2.4.4.
Widerstände:
z.B. Ta, NiCr, Pt, Ni.
1.2.4.5.
Isolierschichten (Dielektrika):
z.B. Ta2O5, SiO2, Si3N4.
1.2.5.
PVD Prozesse
Unter PVD- Prozessen (Physical Vapour Deposition) werden Beschichtungsverfahren verstanden, mit denen Metalle, Legierungen oder chemische Verbindungen durch Zufuhr thermischer Energie (Vakuumbedampfen) oder durch Ionenbeschuß (Kathodenzerstäubung Æ Sputtering) im Hochvakuum abgeschieden werden.
PVD- Verfahren weisen eine Anzahl von Eigenschaften auf, die eine breite Anwendung in der
Dünnschichttechnik, der Mikroelektronik, der Siliziumtechnik und der Sensorik ermöglichen.
-
-
-
-
-
Die Schichtdicke läßt sich in einem weiten Bereich variieren (1 nm bis zu einigen hundert
µm).
hohe Uniformität und sehr gute Reproduzierbarkeit der Schichteigenschaften;
es bestehen keine Einschränkungen bezüglich des Substratmaterials. Es können Metalle,
Halbleiter, Glas, Keramiken oder Kunststoffe beschichtet werden;
es lassen sich unterschiedlichste Materialien abscheiden. Neben Metallen und Legierungen sind auch chemische Verbindungen (z.B. Isolatoren, Metalloxide) herstellbar;
Mehrschichtsysteme (Multilayer- Systeme) aus verschiedenen Materialien und mit unterschiedlicher Dicke können in ein und demselben Vakuumprozeß abgeschieden werden;
niedrige Substrattemperatur;
die Schichteigenschaften (z.B. spezifischer Widerstand, Schichtadhäsion, Gefüge, Härte,
Schichtspannungen, Zusammensetzung, Dichte, Brechungsindex) können durch die Einstellung der Prozeßparameter, (z.B. Substrattemperatur, Restgasdruck, Arbeitsdruck, Teilchenenergie, Abscheiderate, Abscheideatmosphäre) variiert bzw. optimiert werden.
1.2.5.1.
Vakuumbedampfen
Der Bedampfungsprozeß ist ein Hochvakuumverfahren, das im Wesentlichen in drei Stufen
verläuft:
-
Verdampfung des Schichtmaterials;
Transport der Dampfteilchen durch das Vakuum zum Substrat;
Kondensation auf dem Substrat.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 10
1.2.5.1.1
Verdampfungsphase:
Beim Vakuumbedampfen wird das in der Verdampfungsquelle befindliche Beschichtungsmaterial so hoch erhitzt, bis sich ein
ausreichend hoher Dampfdruck
gebildet hat und damit eine geHeizung
wünschte VerdampfungsgeSubstrat
schwindigkeit erreicht wird. Als
Dampfdruck (SättigungsdampfMaske
druck) wird der GleichgewichtsAufdampfschicht
druck bezeichnet, der sich in einem geschlossenen Gefäß ausbilSchichtatome
det, wenn beide Phasen (flüssig
und dampfförmig) nebeneinander
bestehen. In einem solchen
Schmelze
Gleichgewichtszustand sind die
Verdampfungsrate und die KonTiegel
densationsrate gleich.
In der Praxis ist der Spielraum
für die Verdampfungsrate nicht
allzu groß:
Zu langsames Verdampfen
führt zu unerwünschten Re-
Schema Bedampfungsanlage
-
-
aktionen mit Restgasen.
Bei zu schnellem Verdampfen (Dampfdruck über der Quelle zu groß), stoßen die Dampfteilchen untereinander zusammen. Sie gelangen nicht stoßfrei zum Substrat, so daß ein
Teil wieder zur Quelle zurückgestreut wird.
Zu hohe Verdampfungstemperaturen führen aber auch zur Bildung von Dampfblasen. Dadurch wird Verdampfungsmaterial spritzerförmig aus der Verdampfungsquelle herausgeschleudert, das z.T. auch auf die Substrate gelangt (Schichtschäden).
Beim Bedampfen im Hochvakuum übliche Drücke liegen zwischen 10 –2 und 10 –4 Pa.
1.2.5.1.2
Transportphase:
Die beim Bedampfen emittierten Teilchen haben eine mittlere kinetische Energie von etwa
0,2 eV bei 1500 K, und ca. 0,26 eV Bei 2000 K. Die beiden Beispiele zeigen, daß die Energie
der Teilchen vergleichsweise klein ist und auch bei hohen Temperaturen klein bleibt im Vergleich zu den Teilchenenergien beim Sputtern. Da für ein bestimmtes Beschichtungsmaterial
die Verdampfungstemperatur nur wenig variiert werden kann, läßt sich auch die Teilchenenergie nur geringfügig verändern.
1.2.5.1.3
Kondensationsphase:
Der Kondensationsprozess vollzieht sich im wesentlichen in drei Schritten:
a) Auf das Substrat auftreffende Dampfteilchen übertragen kinetische Energie auf die Substratoberfläche. Das Teilchen lagert sich zunächst als lose gebundenes Ad - Atom an.
b) Das Ad - Atom diffundiert auf der Substratoberfläche (Oberflächendiffusion). Es findet
ein Energieaustausch mit den Gitteratomen statt, bis das Atom einen niederenergetischen
Platz einnimmt (Kern- oder Keimbildung). Der Prozeß der Keimbildung zu Beginn der
Schichtabscheidung findet bevorzugt an Störstellen der Substratoberfläche statt und führt
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 11
zu einer Inselbildung, bis schließlich eine zusammenhängende Schicht entsteht. Die
Keimbildung und das Schichtwachstum hängen in hohem Maße von der Substratoberfläche und den Beschichtungsbedingungen ab. Sie werden durch hohe Substrattemperaturen,
niedrigen Schmelzpunkt des Beschichtungsmaterials und durch niedrige Kondensationsgeschwindigkeit (Abscheideraten) begünstigt.
c) Diffusion der kondensierten Atome innerhalb des Gitters (Volumendiffusion).Die sich
einstellende Gefügestruktur der sich bildenden Schicht kann abhängig vom Verhältnis der
Substrattemperatur Ts zur Schmelztemperatur Tm des Beschichtungsmaterials verschiedene Oberflächenformen annehmen (Geringe Dichte und hohe Rauhigkeit bis zu hoher
Dichte und glatter Oberfläche).
1.2.5.2.
Kathodenzerstäubung (Sputtern)
1.2.5.2.1
Allgemein
Bei der Kathodenzerstäubung handelt es sich um einen Plasmazerstäubungsprozeß, bei dem
Edelgasionen gegen ein Target (Kathode) beschleunigt werden, die bei ihrem Aufprall Teilchen des Targetmaterials herauslösen, welche auf dem gegenüberliegenden Substratträger zu
einer festen Schicht kondensieren. Sputtern stellt das am häufigsten in der Mikroelektronik
eingesetzte PVD - Verfahren zur Abscheidung von Metallschichten dar. Allgemein betrachtet
verläuft der Prozeß in vier Schritten:
-
-
-
-
Erzeugung von Ionen und Beschleunigung dieser Ionen zum Target, das aus
dem abzuscheidenden Material besteht.
Herauslösen von Targetatomen durch den
Aufprall der Ionen.
Transport der freigesetzten Targetatome
zum Substrat.
Kondensation der Targetatome auf dem
Substrat (Schichtbildung).
Vakuumglocke
Abschirmung
Target-Kathode
Ar + Ionen
Substrat-Anode
1.2.5.2.2
Zerstäubungsmechanismus
Gaseinlaß
Die Erzeugung der für den Sputterprozeß
Heizung
Kühlwasser
notwendigen Ionen geschieht in einer selbHochspannung
ständigen Glimmentladung zwischen zwei
Vakuumpumpe
planaren Elektroden (Anode und Kathode).
Die Ionisation erfolgt durch unelastische StöSchema Sputteranlage
ße zwischen freien Elektronen und Gasmolekülen (meist Ar). Die dafür nötige Ionisierungsenergie (15.7 eV für Ar) wird dem Ar- Atom von dem an dem Stoß beteiligten Elektron
zugeführt, dessen kinetische Energie vor dem Stoß ein Vielfaches dieser Energie betragen
kann. Die in dem elektrischen Feld zur Kathode hin beschleunigten Ar+ - Ionen haben beim
Aufprall auf das Target eine kinetische Energie zwischen ca. 10 eV und einigen 1000 eV.
Beim Auftreffen geben sie einen Teil ihrer kinetischen Energie in einem begrenzten Volumen
(beteiligt sind ca. 1000 Atome) durch eine Folge von quasielastischen Zweierstößen an die
Gitteratome weiter. Während dieser Stoßkaskade werden Targetatome auch zur Oberfläche
gestreut, die bei ausreichender Energie, die größer als die Oberflächenbindungsenergie sein
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 12
muss, das Gitter verlassen können. Die mittlere Anzahl dieser abgetragenen Atome je auftreffendes Ion wird als Zerstäubungsausbeute bezeichnet.
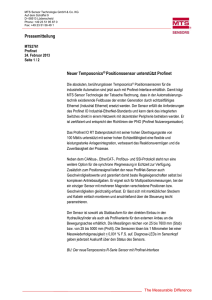
Sputteranlagen der Firma FHR Anlagenbau
Folienbeschichtungsanlage
Mini Line S
Schichttyp
Material
Metalle
Legierungen
Multilayer
Binäre
Verbindungen
Al, Cr, Cu
Ni/Al, NiV7
CrNiCo/Cr
Ternäre
Verbindungen
Gradientschichten
Al2O3, AlN,
SiO2, Si3N4, TiO2
SiOxNy, AlOxNy
Al2O3 -> AlNxOy -> AlN
In Line Sputteranlagen
Die ZerstäubungsFeNi Lötschicht
ausbeute wird beAl Leiterbahnschicht
stimmt vom MasCrNi Widerstandsschicht
senverhältnis der
CrxOy Passivierungsschicht
Ion /Target - KomGlassubstrat
bination, von der
Leiterbahn
Energie und vom
Bondflächen
Lötkontakte
Einschußwinkel
Abgegl. Widerstand
der Ionen. Damit
sich möglichst viele der aus dem
Drahtbrücke
Naktchip
Target herausgelösBauelement
- Bausteines
ten Atome auf dem
Anschlußpin Beispiel eines Dünnschicht - HybridEingelöt.
Substrat (Anode)
abscheiden, beträgt
der Abstand zwischen Target und
Kleber
Gehäuseboden
Substrat nur 5-10
Prinzipieller Aufbau eines Dünnschicht - Hybrid - Bausteines
cm. Keimbildung
und Schichtwachstum finden grundsätzlich in der gleichen Weise wie beim Vakuumbedampfen statt.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
1.2.6.
Stand WS 2004 / 2005
Seite 13
Abgleich von Dick- und Dünnschichtstrukturen
Ein wesentlicher Vorteil der Schichttechniken besteht in der Abgleichbarkeit ihrer passiven
Komponenten, insbesondere der Widerstände. Es lassen sich damit Fertigungsstreuungen
einengen, indem Widerstände auf einen bestimmte Wert getrimmt werden, und die Eigenschaften einer Schaltung oder eines Sensors gezielt einstellen (Funktionsabgleich).
In der Dickschichttechnik werden für den Abgleich Sandstrahltrimmen und Lasertrimmen
eingesetzt, in der Dünnschichttechnik in erster Linie Lasertrimmen. So werden beispielsweise
Pt- Dünnschicht- Temperatursensoren durch Lasertrimmen strukturiert und abgeglichen.
Fokusdurchmesser des Laserstrahls:
- Dickschichttechnik: ca. 30-50 µm
- Dünnschichttechnik: ca. 5-30 µm
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
1.2.7.
Stand WS 2004 / 2005
Seite 14
Silizium Technik
Rohmaterial (Quarz)
1.2.7.1.
Reduktion
Herstellung von Silizium
Roh - Silizium
(MGS [Metallurg. Grade Si])
Die technische Gewinnung von einkristallinem Silizium für
mikroelektronische Bauelemente und Halbleitersensoren verläuft nach folgenden Schritten .
Mahlen, Reinigen
Hochreines Trichlorsilan
CVD
Chemical Vapor Deposition
(Dampfabscheidung)
Reinstsilizium
Polykristallin
EGS [Electronic Grade Si])
•
•
•
•
Aufbereitung und Reinigung des Rohmaterials (Quarz)-,
Herstellung von hochreinem polykristallinen Silizium;
Ziehen der Einkristalle;
Zerteilen der einkristallinen Siliziumstäbe in Scheiben (Wafer) durch Sägen, Läppen und Polieren.
Aus dem Rohmaterial Quarz wird zunächst in
Elektroschmelzöfen unter Zusatz von Kohlenstoff (Kohle oder Koks) Rohsilizium (MGS Æ
Metallurigal Grade Silicon) gemäß
SiO2 + 2C Æ Si + 2CO gewonnen ( Temperatur 2100 °C, Energiebedarf ca. 13 kWh/kg).
Kristallziehen
Einkristallines Si
Schleifen, Sägen,
Polieren
Wafer
Schema CVD Reaktor zur Herstellung hochreinem
polykristallinen Siliziums
Quarzglocke
Polykristallines
Silizium
Im Anschluß daran wird MGS fein gemahlen
und mit Chlorwasserstoff (HCI) zu Trichlorsilan (SiHCl3) umgesetzt und durch großtechnische Destillationsanlagen gereinigt (weniger als
1 ppm Verunreinigungen). (Trichlorsilan ist eine Flüssigkeit mit einem Siedepunkt von
32°C).
Dünnstab
(Seele aus Si)
Abgas
Si + 3 HCl Æ SiHCl3 + H2 + Wärme
Aus dem hochreinen SiHCl3 wird in einem
weiteren Schritt in einem CVD (Chemical Vapour Deposition)- Prozeß unter Zugabe von
Wasserstoff EGS (Electronic Grade Silicon)
hergestellt.
Wasserstoff
Trichlorsilan
Sättiger
4SiHCl3 + 2H2 Æ 3Si(EGS) + SiCl4 + 8HCl
Bei diesem Prozessschritt entsteht als Nebenprodukt immer SiC14, das wieder zu SiHCl3 aufbereitet oder anderweitig verwendet wird.
Diese Reaktion wird in einem Reaktor durchgeführt.. U- förmige Reinstsiliziumstäbe, beheizt
durch direkten Stromdurchgang, dienen als Nukleationsflächen für die Abscheidung des hochreinen polykristallinen Siliziums (Länge einige Meter, Durchmesser 20 cm und mehr).
EGS bildet das Ausgangsmaterial für die Herstellung von einkristallinem Silizium. Es finden
im wesentlichen zwei Verfahren Anwendung. Das Tiegelzieh- Verfahren und das Zonenzieh Verfahren.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
1.2.7.2.
Stand WS 2004 / 2005
Seite 15
Tiegelziehverfahren (Czochralski-Verfahren)
Dieses Verfahren (abgekürzt CZ) stellt den vorherrschenden Prozeß bei der Herstellung von
einkristallinem Silizium dar. In einem Quarztiegel wird hochreines polykristallines Silizium
durch induktive Erwärmung oder Widerstandsheizung bei T > 1417 °C in einer Schutzgasatmosphäre (meist Ar) geschmolzen.
Zum Ziehen des Einkristalls wird ein Keim
(Impfling) aus einkristallinem Silizium der
gewünschten Orientierung mit der Schmelze in Kontakt gebracht. Der Kristall wird
unter langsamer Rotation aus der Schmelze
gezogen. Die anfängliche Ziehgeschwindigkeit ist relativ hoch, um einen dünnen
"Hals" zu formen. Dadurch wird erreicht,
daß die beim Einbringen des Keimkristalls
durch hohe thermische Spannungen entstandenen Versetzungen zur Kristalloberfläche wandern, wo sie verschwinden. Nach
der Wiederverdickung wächst der Kristall
frei von makroskopischen Versetzungen
auf.
Einkristallines Si
Pyrometer
Fenster
Quarztiegel
Graphittiegel
Si Schmelze
Die Dotierung der Kristalle erfolgt bei diesem Verfahren durch Einbringen von kleinen Mengen hochdotiertem Siliziums. Als
Dotierstoffe werden Bor, Phosphor, Arsen
und Antimon verwendet. Antimon- und arsendotiertes Silizium wird nur nach dem
CZ- Verfahren hergestellt.
1.2.7.3.
Heizelement
Abschirmung
Elektrode
Schema Tiegelziehanlage
Zonenziehen (Float Zone-Verfahren)
Das Zonenziehverfahren (abgekürzt FZ) ist nach dem Tiegelziehen das zweitwichtigste Verfahren zur Herstellung von einkristallinem Silizium. Es wird ebenfalls im Hochvakuum oder
unter einer Schutzgasatmosphäre (im allgemeinen Ar) durchgeführt. Hierbei wird ein polykristalliner Siliziumstab vertikal in eine Halterung über einem Keimkristall eingespannt und
durch induktive Erwärmung in einer schmalen Zone (ca. 2 cm) zunächst am unteren Stabende
zum Schmelzen gebracht.
Durch Eintauchen des Keimkristalls in die Schmelze setzt einkristallines Aufwachsen ein.
Ähnlich dem CZ- Prozeß wird ein "Hals" erzeugt, um ein versetzungsfreies Wachstum zu erzielen. Die geschmolzene Zone wird danach langsam (einige Millimeter pro Minute) entlang
des Stabes verfahren, indem die Spule oder der Stab bewegt wird.
Zur Dotierung werden dem Schutzgas gasförmige Dotierstoffe wie Phosphin (PH3) oder Diboran (B2H6) beigemischt. Zonengezogenes Silizium ist annähernd frei von unerwünschten
Fremdstoffen, dadurch, daß die Schmelze nicht mit einem Tiegel in Berührung kommt.
1.2.7.4.
Scheibenherstellung
Nach dem Ziehen werden die Einkristalle mittels Diamantschleifen auf den geforderten
Durchmesser gebracht, danach in einzelne Scheiben zerteilt und dann in mehreren Läpp-, ÄtzFH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 16
, Polier- und Reinigungsschritten zu einseitig oder beidseitig polierten Wafern verarbeitet. Einige technische Daten von typischen Wafern sind unten gegeben.
Parameter
Zahlenwert und Toleranz
Durchmesser Wafer
100, 150 und 200 mm ± 0,2 mm
Dicke
525, 675 und 725 µm ± 20 µm
Dickenvariation (Total) über Gesamtwafer Max 10 µm
Bogen – Verbiegung
Max 40, 60 und 65 µm
S – Verbiegung (Warp)
Max 40,60 und 75 µm
1.2.7.5.
Technologische Grundprozesse
Es werden die wichtigsten Prozesse zur Bearbeitung von Silizium behandelt. Darunter fallen
alle Standardprozesse der Planartechnologie, wie sie heute zur Herstellung von Integrierten
Schaltkreisen und Si – Mikrosensoren angewendet werden. Hierbei werden die einzelnen
Bauelemente Strukturen - von der planaren Oberfläche der Siliziumscheibe ausgehend - durch
verschiedene technologische Prozesse hergestellt. Im einzelnen lassen sich folgende Grundprozesse unterscheiden:
Schichtherstellung durch thermische Oxidation, Epitaxie, LPCVD-, PECVD- und PVDVerfahren
Dotierung durch Diffusion, Epitaxie, Ionenimplantation
Photolithographie mittels Maskenherstellung und Belichtungsverfahren
Strukturierung durch Nass- und oder Trockenätzen
Metallisierung mittels PVD- Verfahren und zusätzlicher galvanische Abscheidung
Passivierung durch thermische Oxidation, LPCVD- oder PECVD- Verfahren
Diese Prozesse werden im Folgenden kurz dargestellt.
1.2.7.6.
Schichtherstellung
Dünne isolierende, halbleitende und metallische Schichten finden in der Siliziumtechnologie
und der Sensorik allgemein als Passivierungs- oder Isolierschicht als Haft-, Maskier- und
Verbindungsschicht sowie als sensitive Schicht Anwendung. Die Verfahren zur Herstellung
dieser Schichten lassen sich in zwei grundsätzlich verschiedene Beschichtungstechniken unterscheiden:
Aufwachsverfahren,
Abscheideverfahren.
O2
O2
Si
Si
O2
O2
O2
Tetraederanordnung
Zweidimensionales regelloses Netzwerk
Struktur von SiO2
FH Gießen - Friedberg
FB IEM
Beim Aufwachsen ist das Substrat direkt
am Schichtwachstum beteiligt, indem es
chemisch mit der Prozeßatmosphäre reagiert. Die entstehende Schicht stellt eine
chemische Verbindung des Substratmaterials dar. Aufwachsprozesse liefern sehr
dichte und weitgehend defektfreie
Schichten mit guten Grenzflächen- Eigenschaften. Der bedeutendste Prozeß
dieser Art ist die thermische Oxidation
von Silizium. Das Aufwachsen einer
schützenden und elektrisch hochwertigen
Oxidschicht in oxidierender Atmosphäre
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 17
ist einer der Hauptgründe für die dominierende Rolle von Silizium in der Halbleitertechnologie.
Bei der Schichtherstellung durch Abscheiden entsteht die Schicht durch Anlagerung der die
Schicht bildenden Teilchen an die Substratoberfläche. Das Substrat ist nicht an den dabei ablaufenden physikalischen und chemischen Prozessen beteiligt. Abscheideprozesse bieten die
Möglichkeit, Schichten bei vergleichsweise niedriger Temperatur und weitgehend vom Substrat unabhängiger Zusammensetzung und Struktur herzustellen.
1.2.7.6.1
Thermische Oxidation von Silizium
Thermisch erzeugte SiO2- Filme sind amorph. Sie
sind aufgebaut aus einem regellosen Netzwerk von
Si- Atomen, die in Form eines Tetraeders von 4 Sauerstoffatomen umgeben sind. Die O2- Atome an den
Ecken der Tetraeder verbinden jeweils zwei Si- Atome. Die thermische Oxidation von Silizium kann
in einer trockenen oder feuchten Sauerstoffatmosphäre durchgeführt werden. Die Wachstumsrate ist
bei feuchter Sauerstoffatmosphäre um den Faktor 10
höher. Typische Schichtdicken liegen zwischen 15
nm und 1000 nm.
1.2.7.6.2
LPCVD- Prozesse
Unter LPCVD (Low Pressure Chemical Vapour Deposition) versteht
man die Abscheidung dünner halbleitender oder dielektrischer Schichten
(Schichtdicke < 1µm) aus der Gasphase bei Drücken von 10 Pa bis 100
Pa. Im Vordergrund stehen dabei polykristalline Siliziumschichten, Siliziumnitrid-, Siliziumoxid- und Phosphorsilikatglas- Schichten.
X
0,44 X
SiO2
Si - Oberfläche
vor der Oxidation
Volumenverhältnisse nach der Oxydation
Druckmessung
Quarzrohr
Si
Wafer
Pumpe
Waferboot
Als Reaktionsgas dient bei der Abscheidung von polykristallinem Silizium Silan (SiH4). Siliziumnitrid
(Si3N4) erhält man durch die Umsetzung von Dichlorsilan mit Ammoniak.
3 - Zonen Heizung
Gas Einlaß
Schema eines LPCVD Reaktors
1.2.7.6.3
Plasmaabscheidung
Ungleich dem LPCVD- Prozeß, bei dem die Zuführung der erforderlichen
Aktivierungsenergie thermisch vor sich geht, verwendet das PECVD (Plasma Enhanced
Chemical Vapour Deposition)- Verfahren eine HF- Glimmentladung zur Aktivierung. Die
dabei entstehenden Reaktanten reagieren miteinander unter Bildung einer festen Schicht auf
dem Substrat. Weil die Reaktion nicht thermisch angeregt wird, verläuft der Prozeß bei
vergleichsweise niedrigen Temperaturen: typisch bei 200°C bis 350°C.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
PECVD zählt zu den Standardprozessen der
Halbleitertechnologie. Es hat vor allem bei der
Abscheidung von amorphen Silizium -, Siliziumnitrid- und Siliziumoxidschichten Bedeutung erlangt. Ausgangsverbindungen für diese Schichten
sind vorzugsweise Silan (SiH4), Ammoniak
(NH3) und Distickstoffoxid (N2O).
Plasma- Nitridschichten wirken als Barriere gegen Na+ - Ionen und Feuchte. Ein Hauptanwendungsgebiet ist deshalb die Passivierung von
Halbleiterbauelementen. PECVD – Siliziumoxidschichten werden bevorzugt in der Mehrlagenresisttechnik und in Verbindung mit PlasmaNitridschichten für Mehrschichtpassivierungen
eingesetzt.
Seite 18
HF - Leistung
Kondensatorplatten
Glimmentladung
Heizung
Pumpe
Reaktionsgas
Substrat
Schicht
Heizung
Pumpe
Gaseinlass
Folgende Anlagenkonzepte (Reaktoren) sind der- Schema eines Parallelplattenreaktors
zeit in der Halbleitertechnologie im Einsatz.
Kreisförmige Parallelplattenreaktoren und Horizontalrohrreaktoren.
Das Prinzip eines Parallelplattenreaktors zeigt die Abb. Die obere Elektrode ist über ein Abgleichnetzwerk mit einem HF- Generator verbunden. Auf der Gegenelektrode liegen die zu
beschichtenden Substrate. Diese Elektrode ist mit Masse verbunden und führt während der
Abscheidung eine Drehbewegung aus. Die Substrate werden durch eine externe Widerstandsheizung aufgeheizt. In der Mitte des Reaktors strömt das Gasgemisch in den vorher evakuierten Hohlraum ein und verteilt sich radial zwischen den Elektroden. Durch die anliegende HFSpannung wird das Gas zwischen den Elektroden zu einer Glimmentladung gebracht. Es entsteht ein Niederdruckplasma, durch welches die Abscheidereaktion aktiviert wird. Flüchtige
Reaktionsprodukte und nicht verbrauchte Gase werden abgepumpt.
Horizontalreaktoren unterscheiden sich von Plattenreaktoren dadurch, daß der Reaktionsraum
aus einem Quarzrohr besteht und die Substrate vertikal in einem Boot angeordnet sind. Die
Graphitelektroden sind so an die HF- Spannung angeschlossen, daß jeweils zwischen zwei
benachbarten Elektroden eine Glimmentladung entsteht.
1.2.7.7.
Dotieren
Zur Dotierung von Halbleitern werden heute vorwiegend drei prinzipiell. unterschiedliche
Methoden eingesetzt: die Diffusion, die Epitaxie und die Ionenimplantation . Bei der Diffusion werden in einem Hochtemperaturprozeß Gitteratome durch Dotieratome ausgetauscht, die
eine Änderung der elektrischen Eigenschaften bewirken. Die Epitaxie wird häufig auch mit
den Verfahren zur Schichtabscheidung behandelt. Bei der Ionenimplantation werden bei
Raumtemperatur ionisierte Dotieratome elektrisch beschleunigt und in das Silizium geschossen. Um die Ionen elektrisch zu aktivieren, d.h. auf Gitterplätzen einzubauen, und zur Restaurierung des Kristallgitters, schließt sich an die Implantation ein Temperprozeß an.
Silizium wird dotiert, um seine elektrischen und physikalischen Eigenschafen in definierter
Weise zu verändern. Die Veränderung hängt ab von der Konzentration der Dotieratome und
ihrer energetischen Lage im Bändermodell des Halbleiters.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 19
Bei Silizium bevorzugt man Elemente, die entweder nahe der Valenzbandkante oder nahe der
Leitungsbandkante liegen. Elemente der III. Gruppe des Periodischen Systems wie Bor, Al,
Ga und In bewirken einen Löcherüberschuß (p- Leitung), solche der V. Gruppe wie P, As und
Sb einen Elektronenüberschuß (n- Leitung).
1.2.7.7.1
Diffusion
Allgemein findet eine Diffusion von Teilchen statt, wenn ein Konzentrationsunterschied besteht. Bei der Dotierung eines Halbleiters durch Diffusion wird daher der Kristall bei relativ
hohen Temperaturen einer hohen Konzentration des Dotierstoffes ausgesetzt, so daß auf
Grund des Konzentrationsunterschiedes die Dotieratome in das Kristallinnere diffundieren.
1.2.7.7.2
Epitaxie
Unter Epitaxie versteht man in der Halbleitertechnologie das Aufwachsen einer einkristallinen
Halbleiterschicht auf einkristalline Substrate durch CVD (Chemical Vapour Deposition). Abhängig vom Träger- und Schichtmaterial kann man die Epitaxie in Homo- und Heteroepitaxie
unterteilen.
Als Homoepitaxie wird das Aufwachsen einer einkristallinen Schicht verstanden, die sich
vom Träger nur bezüglich der Dotierung unterscheidet, wie im Falle von Si auf Si. Das Aufwachsen einer einkristallinen Schicht auf eine andere einkristalline Substanz, z.B. Silizium
auf Saphir wird als "Heteroepitaxie" bezeichnet.
Homoepitaxie
Die Herstellung epitaktischer Siliziumschichten geschieht vorwiegend durch CVD bei Atmosphärendruck. Als Reaktionsgase finden Silan (SiH4) und Chlorsilane Anwendung. Das Aufwachsen einer einkristallinen Schicht mit glatter Oberfläche setzt voraus, daß in der Gasphase
keine Zersetzung des Reaktionsgases stattfindet. Die Konzentration des Reaktionsgases wird
daher durch ein Trägergas so gering gehalten, daß eine Keimbildung im Gas selbst ausgeschlossen wird. Die freiwerdenden Siliziumatome lagern sich an das vorgegebene Kristallgitter an. Dieser Prozeß beginnt meist gleichzeitig an verschiedenen Stellen und setzt sich lateral
fort, bis die Gitterebene voll ist und der Vorgang sich wiederholt. Der Wachstumsprozeß ist
außer von den Prozeßparametern (Temperatur, Gaskonzentration, Gasflüsse) und der Reaktorgeometrie von der Orientierung der Substrate abhängig. Die kleinsten Aufwachsraten werden bei (111)- Material beobachtet, bei (100)- Ebenen sind sie am größten. Typische Aufwachsraten betragen zwischen 0,5 µm/min und einigen µm/min.
Beim Aufwachsen einer epitaktischen Schicht können gleichzeitig auch Dotieratome mit in
das Gitter eingebracht werden. Wichtig für ein fehlerfreies Aufwachsen der Schicht ist die
Vorbehandlung der Substrate. Sie werden deshalb gründlich gereinigt.
Heteroepitaxie
Besondere Bedeutung hat dieser Prozeß für die Herstellung von einkristallinen Siliziumschichten auf Saphir erlangt.Der grundlegende Gedanke dieser Verfahren ist die Herstellung
aktiver Bauelemente in einer dünnen Epitaxieschicht, die nicht durch pn- Übergänge sondern
dielektrisch voneinander isoliert sind. Erreicht wird diese Isolation durch Entfernen der zwischen den Bauelementen liegenden Bereiche mittels Ätzen, so daß die Bauelemente als Inseln
zurückbleiben.
Die Epitaxie stellt unter den Verfahren zur Herstellung von Halbleitersensoren einen sehr
wichtigen Prozeßschritt dar. Epitaxieschichten werden überall dort benötigt, wo eine dreidimensionale Strukturierung des Silizium gefordert ist. Das betrifft beispielsweise Druck-,
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 20
Beschleunigungs-, Kraft- und Durchflusssensoren. Der Übergang Epitaxieschicht /Substrat
wird dabei als Ätzstopp genutzt, um eine homogene Dicke der dünngeätzten Bereiche zu erzielen. Die besonderen Vorzüge der Epitaxie für die Sensorfertigung liegen in der guten
Schichtdickenkontrolle und -homogenität sowie in der Herstellung nahezu abrupter pn- Übergänge.
1.2.7.7.3
Ionenimplantation
Das Prinzip der Ionenimplantation beruht darauf, daß ionisierte Atome oder Moleküle (der
Dotierstoff) in einem elektrostatischen Feld beschleunigt und in den zu dotierenden Halbleiter
eingeschossen (implantiert) werden. Als Dotierstoffe finden bei Silizium vor allem Bor,
Phosphor und Arsen Anwendung. Mittels Ionenimplantation können sowohl sehr geringe als
auch sehr hohe Dotierungskonzentrationen erzeugt werden.
Zu den wichtigsten Vorzügen der Ionenimplantation gegenüber anderen Verfahren zählen die
sehr gute Kontrollierbarkeit der eingebrachten Dotierstoffkonzentration durch einfache
Stromintegration, die ausgezeichnete Uniformität der Dotierung über die Scheibe sowie die
einfache Maskierung durch Photolack -, Oxid -, Nitrid - oder Metallschichten. Die Dotierung
durch Ionen- Implantation ist jedoch auf oberflächennahe Schichten begrenzt. Sie wird im
Hochvakuum bei Drücken unter 10-4 Pa vorgenommen. Dabei wird der Ionenstrahl (ca. 1 cm
Durchmesser) mittels eines elektrostatischen Ablenksystems rasterförmig über die zu dotierende Fläche geführt. Unter der Voraussetzung, daß die implantierten Ionen homogen über die
Waferfläche verteilt sind, kann aus der Strommessung die Dosis der implantierten Ionen ermittelt werden.
1.2.7.8.
Lithographie
1.2.7.8.1
Prozess
Bei der Herstellung von Sensoren müssen häufig, analog zu mikroelektronischen Schaltkreisen, verschiedene geometrische Strukturen nacheinander auf der Substratoberfläche erzeugt
werden. Die Größen dieser Strukturen bewegen sich von einigen mm bis in den µm- Bereich.
Um die Strukturen zu fertigen, wird im allgemeinen ein lithographischer Prozess angewendet.
Dazu wird die Halbleiterscheibe bzw. das Substrat mit einem strahlungsempfindlichen Lack
beschichtet, in dem unter Verwendung
einer Maske durch lokales Bestrahlen
Belichten
und anschließendes Entwickeln die geMaske
wünschte Struktur erzeugt wird. Im AnFotolack
schluss daran wird diese Struktur durch
Zu struktur. Schicht
einen Ätzprozess auf das Substrat bzw.
Substrat
auf eine darauf befindliche Schicht üEntwickeln
bertragen. Es sind also zwei Prozesse zu
unterscheiden, die Strukturerzeugung
Strukturerzeugung
im Fotolack /Fotoresist
im Lack und die Übertragung dieser
Struktur auf das Substrat. Entsprechend
Strukturieren durch Ätzen und
der Art der Bestrahlung wird zwischen
Negativrest
Positivrest
nachfolgend Lackentfernung
Photolithographie,
Elektronenstrahllithographie,
Strukturübertragung
auf die Schicht
Röntgenstrahllithographie und
lonenstrahllithographie
unterschieden.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 21
Bei der Photolithographie wird zur Bestrahlung des Lackes sichtbares oder UV-Licht verwendet. Sie stellt das bevorzugte Verfahren in der Sensorik dar. Eine Ausnahme bildet die Herstellung der Masken für die Lackbelichtung, bei der auch die Elektronenstrahllithographie zur
Anwendung kommt. Die Röntgenstrahllithographie und die Ionenstrahllithographie blieben
bisher ohne nennenswerte Bedeutung.
In der Abbildung sind die beiden grundlegenden Schritte des photolithographischen Verfahrens in der Mikrotechnologie dargestellt. Im ersten Schritt wird das Substrat bzw. die Halbleiterscheibe mit einem lichtempfindlichen Lack (Photolack, Photoresist) beschichtet und anschließend mit Hilfe einer Maske belichtet. Die Maske besteht aus einer Glasplatte, auf der
sich die zu übertragende Struktur als dünne strukturierte und lichtundurchlässige Schicht befindet. Für die Bestrahlung wird Licht mit einer Wellenlänge zwischen ca. 250 nm und 450
nm verwendet, das in dem Lack photochemische Prozesse auslöst, durch welche die Löslichkeit der Lackschicht in den belichteten Bereichen erhöht (Positivlack) oder verringert (Negativlack) wird. In dem anschließenden Entwicklungsprozess werden die leichter löslichen Gebiete entfernt, so dass auf jeder Scheibe die gewünschte Lackstruktur zurückbleibt.
1.2.7.8.2
Maskenherstellung
Abhängig von der Herstellung und den verwendeten Belichtungsverfahren, werden für die
Lackstrukturerzeugung Masken verwendet. Mittels einer Maske kann die Halbleiterscheibe
vollflächig in einem einzigen Belichtungsschritt belichtet werden, d.h. sie überdeckt die gesamte Scheibenfläche und enthält die zu übertragenden Strukturen im Maßstab 1.1.
In der Sensorik werden zur Maskenherstellung in den meisten Fällen optische Pattern Generatoren oder bei sehr kleinen Strukturen (< 3 µm) Elektronenstrahlschreiber eingesetzt.
Pattern Generator
Ein Pattern- Generator besteht aus einer Lichtquelle (z.B. Halogenlampe) mit veränderbarer
Blende und einem xy- Tisch, mit dem das zu belichtende Maskensubstrat relativ zur Lichtquelle bewegt werden kann. Die Blende hat eine Rechteckform und kann in ihrer Länge, Breite und Richtung verändert werden. Die zu erzeugende Struktur wird aus rechteckigen Flächenelementen zusammengesetzt. Blende und Tisch werden entsprechend den vorgegebenen
Geometriedaten über einen Rechner gesteuert.
Elektronenstrahl – Schreiber
Bei diesem Verfahren wird ein mit einem elektronensensitiven Lack beschichtetes Glassubstrat seriell mit einem Elektronenstrahl, der über ein Feld
bestimmter Größe ablenkbar ist, belichtet. Zur Erzeugung der gewünschten Strukturen werden Raster- Scan oder Vector - Scan – Verfahren verwendet.
1.2.7.9.
0,543 nm
Strukturierung
1.2.7.9.1
Material und Kristallgitter
Silizium zählt zu der Materialgruppe der HalbleiEinheitszelle von Silizium.
ter, also zu der Gruppe von Festkörpern, deren
spezifischer elektrischer Widerstand bei Zimmertemperatur zwischen dem der Metalle und dem der Dielektrika liegt (10-4 - 1012 Ωm), wobei
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 22
diese Leitfähigkeit in starkem Maße von der Art
und Menge der Verunreinigungen, von der
Kristallstruktur und von den äußeren Bedingungen abhängt.
Der Schmelzpunkt von Si liegt bei 1415 °C und
der Siedepunkt bei 2680°C.
Silizium ist heute und auch in absehbarer Zukunft der bestimmende Werkstoff für die Herstellung von Sensoren auf Halbleiterbasis. Das
liegt daran, daß es bisher keinen anderen Halbleiter gibt, der ähnliche physikalische, mechanische und chemische Eigenschaften besitzt und
dessen Technologie ebenso weit fortgeschritten
ist wie bei Silizium.
Lage der (322) Ebene in einem kubischen
Raumgitter mit den Achsenabschnitten 3a1,
2a2, 2a3
Das Kristallgitter von Silizium entspricht dem
Aufbau des Diamantgitters, in dem jedes Atom vier tetraedrisch angeordnete Nachbaratome
besitzt. Dieses Gitter kann als zwei ineinander geschobene kubisch flächenzentrierte Gitter
mit der Gitterkonstante a = 0,543 nm angesehen werden, weiche in Richtung der Raumdiagonalen um ein Viertel der Raumdiagonale verschoben sind.
Millersche Indizees wichtiger Ebenen im Silizium
1.2.7.9.2
Ebenen und Richtungen im Einkristall
Orientiert man in einem Raumgitter eine Ebene so, daß Gitterpunkte darauf liegen, dann bezeichnet man diese Ebene als Kristallebene oder Gitterebene. Diese Ebenen werden durch die
sog. Millerschen Indizes beschrieben, die in folgender Weise gebildet werden: Eine Kristallebene schneide in dem zugehörigen Raumkoordinatensystem die x-Achse in a, die y-Achse in
b und die Z- Achse in c. Um die Millerschen Indizes zu bilden, werden die reziproken Achsenabschnitte (1/a, 1/b, 1/c) mit dem kleinsten gemeinsamen Nenner multipliziert. Das Produkt aus dieser Zahl und den reziproken Achsenabschnitten ergibt die Millerschen Indizes
(h,k,l). Als Koordinatenursprung kann hierbei jede Ecke der Einheitszelle angenommen werden.
1.2.7.9.3
Ätzverfahren
Mittels geeigneter Strukturierungsverfahren werden die lithographisch erzeugten Lackstrukturen in die darunter liegenden bzw. auf dem Substrat vorhandenen Schichten übertragen.
Man unterscheidet hierbei zwischen nasschemischen und Trockenätzverfahren. Beim nasschemischen Ätzen wird das abzutragende Material durch die Einwirkung von Ätzlösungen
(insbesondere Mischungen auf der Basis von Säuren oder Laugen) in den nichtmaskierten
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 23
Bereichen entfernt. Trockenätzverfahren verwenden Gase als Ätzmedien, die in einem
Plasma angeregt oder ionisiert werden.
Abhängig von dem zu ätzenden Material und dem Verfahren zeigt ein Ätzprozess ein isotropes oder anisotropes
Verhalten. Isotrop bedeutet, dass der
Materialabtrag in allen Richtungen
mit der gleichen Ätzrate fortschreitet.
Unter der Ätzrate wird die Ätzgeschwindigkeit senkrecht zur SubstratOberfläche verstanden.
Maske
Schicht
Substrat
Isotroper Ätzprozeß
(Naßchem. Verfahren)
Isotropes Ätzverhalten führt zu einer
Unterätzung der Ätzmaske, welche
Maske
näherungsweise der Schichtdicke
entspricht. Die Breite der zu ätzenSchicht
den Struktur wird dadurch um den
Betrag der Unterätzung verringert.
Substrat
Zu lange Ätzzeiten und schlechte
Haftung der Ätzmaske führen zu eiAnisotroper Ätzprozeß
ner größeren Unterätzung. Struktur(Trockenchem. Verfahren)
verkleinerungen durch Unterätzung
können durch einen "Vorhalt"
(Strukturverbreiterung) auf der Maske ausgeglichen werden.
Anisotropes Ätzen ist durch eine ausgeprägte Richtungsabhängigkeit der Ätzrate gekennzeichnet. Es tritt keine oder nur eine geringe Unterätzung der Ätzmaske auf.
1.2.7.9.4
Nasschemisches Ätzen
Ätzprozesse dieser Art sind in der Siliziumtechnologie sehr weit verbreitet, weil sie einen geringen gerätetechnischen Aufwand erfordern, einen hohen
Durchsatz erlauben und im allgemeinen auch eine
ausreichend hohe Selektivität gegenüber der Maske
und dem Träger aufweisen. Bei der Herstellung von
Sensoren werden naßchemische Ätzverfahren vorwiegend eingesetzt.
zur Strukturierung dünner isolierender, halbleitender oder metallischer Schichten und
um dreidimensionale, mikromechanische Strukturen in Silizium zu realisieren
Die Genauigkeit beschränkt sich auf Strukturen > 5
µm
1.2.7.9.5
Trockenätzen
Trockenätzverfahren zählen zu den Schlüsselprozessen der heutigen Halbleiterfertigung. Der Hauptgrund für die Bedeutung dieser Prozesse liegt darin,
daß damit Strukturen mit Abmessungen bis unter 1
µm hergestellt werden können.
FH Gießen - Friedberg
FB IEM
Gaseinlaß
Glühkathode
Anode
Glimmentladung
Magnetfeldspule
Ion
Elektrode
Neutralisationsquelle
Wafer
Vakuumpumpe
Schematische Darstellung
Ionenstrahlätzanlage
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 24
Bei der Herstellung von Sensoren sind Trockenätzverfahren nicht nur auf Grund der kleinen
Dimensionen der Strukturen von Bedeutung, sondern auch wegen der Ätzbarkeit chemisch
schwer strukturierbarer Schichtmaterialien Wie z.B. Pt, Si3N4, Al2O3 und SnO2- . Heutige
Trockenätzprozesse beruhen entweder auf dem Zerstäuben des
Ionen
abzutragenden Materials durch Ionenbeschuss (Sputterätzen,
Ionenstrahlätzen), auf chemischem Plasmaätzen oder auf einer
+ + + +
Kombination aus diesen beiden Verfahren. Alle Prozesse beAbgestäubtes
Teilchen
nutzen zum Ätzen ein Gas in Form eines Niederdruckplasmas.
Ätzmaske
+
Schicht
1.2.7.10.
Kontakt - Metallisierung
Die Metallisierung hat bei integrierten Schaltungen und Halbleitersensoren folgende Funktionen zu erfüllen:
den Kontakt zu den einzelnen Bauelementestrukturen herzustellen,
die Bauelemente auf dem Siliziumplättchen in der gewünschten Weise miteinander zu verbinden,
die Verbindung mit dem Gehäuse zu ermöglichen.
Halbleiterscheibe
Prinzip Ionenstrahlätzen
Aus der Vielzahl der in Frage kommenden Metalle erfüllt Aluminium bezüglich Silizium am
besten die gestellten Anforderungen. Es wird hauptsächlich durch Kathodenzerstäubung
(Sputtern) in einer Schichtdicke von ca. 1 µm aufgebracht. Die Strukturierung der AlSchicht kann nasschemisch oder durch Trockenätzung vorgenommen werden.
1.2.7.11.
Passivierung
Hauptzweck einer Passivierung ist die elektrische und chemische Stabilisierung des fertigen
Bauelementes. Dazu ist es erforderlich, die Halbleiteroberfläche in geeigneter Weise zu
schützen (zu passivieren). Bei Silizium verwendet man hierzu eine thermische Oxidschicht.
Um das Eindringen von Ionen in die Primärpassivierung von außen zu vermeiden, ist das
Aufbringen einer weiteren Schicht, der sogenannten Sekundärpassivierung notwendig. Als
Sekundärpassivierungsschichten werden heute vorwiegend Phosphorsilikatglas (PSG) Schichten mit einer Dicke von ca. 1µm eingesetzt. PSG Schichten werden überwiegend durch
LPCVD hergestellt.
In Fällen, bei denen der Sensorchip unmittelbar der Umgebung ausgesetzt ist, wird als weiterer Schutz eine Abdeckung z.B. durch Silikon oder Epoxidharz vorgenommen.
1.2.7.12.
Dreidimensionale nasschemische Strukturierung von Silizium
Während sich bei der Herstellung von integrierten Schaltkreisen die ätztechnischen Prozesse
nahezu ausschließlich auf planare Strukturen mit Ätztiefen von maximal einigen Mikrometern
beschränken, erfordern mikromechanische Sensoren eine dreidimensionale Strukturierung mit
Ätztiefen, die sich nicht selten über die gesamte Scheibendicke ausdehnen. Eingesetzt werden
hierfür folgende Verfahren
isotropes Ätzen,
anisotropes Ätzen,
elektrochemisches Ätzen.
Isotrop bedeutet dabei, dass der Materialabtrag in allen Kristallrichtungen mit der gleichen
Geschwindigkeit bzw. Ätzrate vor sich geht, während anisotrope Ätzprozesse durch eine ausgeprägte Richtungsabhängigkeit gekennzeichnet sind.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 25
1.2.7.12.1
Isotrope Ätzverfahren
Die Ätzgeschwindigkeit isotroper Ätzmischungen ist in allen Richtungen gleich, somit also
unabhängig von der kristallgraphischen Orientierung. Entsprechend dieser Eigenschaft lassen
sich durch isotropes Ätzen Strukturen mit beliebiger Form unabhängig von der Orientierung
des Substratmaterials herstellen. Beispiele hierfür sind kreis- und kreisringförmige Membranstrukturen.
Die in der Praxis am häufigsten verwendeten isotrop wirkenden Ätzen basieren auf einem
Gemisch aus Salpetersäure (HNO3), HF und einem Verdünnungsmittel.
1.2.7.12.2
Anisotrope Ätzverfahren
Beim anisotropen bzw. richtungsabhängigen Ätzen variiert die Ätzrate mit der kristallographischen Orientierung. Dies ist die Basis für eine Vielzahl von Anwendungen in der
Mikromechanik, insbesondere in der Mikrosensorik. Anisotrop wirkende Ätzgemische für
Silizium sind ausnahmslos basischer Natur. Hierzu zählen die Alkalilaugen Kaliumhydroxid
KOH, Natriumhydroxid NaOH, Lithiumhydroxid LiOH, Cäsiumhydroxid CsOH und Ammoniumhydroxid NH4OH sowie bestimmte organische Lösungen auf der Basis von Ethylendiamin (TMAH). Aus der Vielzahl dieser Ätzen sind KOH und TMAH die am häufigsten
angewendeten Lösungen.
Anisotrop wirkende Ätzlösungen für Silizium zeigen für die <110> und <100> um ca. zwei
Größenordnungen höhere Ätzraten im Vergleich zur <111> Richtung. Damit lassen sich in
Silizium Strukturen erzeugen, deren laterale Begrenzung aus {111} – Ebenen besteht.
1.2.7.12.3
Elektrochemische Ätzprozesse
Elektrochemische Ätzprozesse werden überwiegend wegen ihrer ätzstoppenden Wirkung genutzt. Man unterscheidet zwei Fälle.
Im ersten Fall ist die anliegende elektrische Spannung bzw. der dadurch verursachte Strom
eine Grundvoraussetzung, um den Ätzprozess in Gang zu setzen. Eine den Ätzprozess blockierende Wirkung lässt sich durch eine Schichtenfolge aus Substrat und Epitaxieschicht mit
unterschiedlichen spezifischen elektrischen Widerständen erzielen (Entfällt der Strom, stoppt
der Ätzvorgang).
Der zweite Prozess beruht darauf, dass durch das Anlegen einer elektrischen Spannung an einen pn- Übergang der Ätzprozess zum Erliegen kommt, wenn die Ätzfront den pn – Übergang
erreicht.
Beide Prozesse sind für die Mikromechanik von besonderer Bedeutung, weil sie unter Verwendung von handelsüblichen Siliziumscheiben und Epitaxieschichten einen zuverlässigen
Ätzstopp gewährleisten.
1.2.7.13.
Beispiele für die Herstellung von Sensoren
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 26
500 µm
20 µm
Querschnitt von anisotrop geätzten Strukturen
Teilansicht einer Polysilizium Mikrostruktur
Mikromechanische Strukturen durch anisotropes Ätzen
Ätzmaske
Ätzstoppschicht
Anisotropes Ätzen
Beispiele
Ätzen
einer
Platte
(100)-Si
(111) (100) Si
Fertigungsprozeß
Ätzen
einer
Zunge
Plasmaätzen
SiO2 Poly-Si
Platte
Zunge
chemisches
Ätzen
Brücke
Typische Strukturen
für Sensoranwendungen
Loch
Grube
Stufe
Herstellungsprinzipien für Sensorelemente
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
n+
1
Seite 27
n
n
n
n+
n+
n+
3
4
2
Ausgangsmaterial:Positiv( n+)
dotiertes Si
Epitaxie: Aufwachsen
Si Schicht neutral
Strukturierung SiO2 Schicht
1. Oxidation Bildung SiO2 Schicht
Phosphor
Bor
p
n
p
n
n+
n+
5
6
7
Dotierung der Basis (P - Dotierung)
durch Bor- Ionen- Beschuß
p
n
n+
Dotierung Emitter (n) durch
Phosphor - Ionen Beschuß
2. Oxidation und SiO2 Strukturierung
B
B
n
E
B
p
n
n+
n+
8
9
E
E
p
n
p
n+
10
K
K
K
3. Oxidation und SiO2 Strukturierung
und Metallisierung
Metallstrukturierung
Passivierung
Schritte zur Transistorherstellung
Herstellung integrierter Sensoren
Herstellung von Sensor (Rechter Bereich
und Auswerteelektronik (linker Bereich)
Oxidation
Strukturierung
und Diffusion
Ionenimplantation
für Piezowiderstände
Sensor
Metallisation und
Metall Strukturierung
IC + Sensor
Epitaxie
Passivierung
IC + Sensor
Oxidation und
Isolationsdiffusion
Basisdiffusion
IC + Sensor
Rückseite ätzen
Sensor
Emitterdiffusion
IC + Sensor
Träger aufbringen
(verdeckt)
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
1.3
Stand WS 2004 / 2005
Seite 28
Temperatur
1.3.1.
Definition der Temperatur
Temperatur ist ein Maß für eine Energieform. Wärme ist die mittlere kinetische Energie der
Moleküle (statistisch – thermodynamische Definition).
1
3 m0 ⋅ R
⋅ m0 ⋅ c 2 =
⋅
⋅T
2
2 M
Kin. Energie Konstante Absolute Temperatur
Mit c= mittlere Geschwindigkeit der (Gas-) Moleküle
m0 = Ruhe - Masse der Moleküle
M = Molare Masse (Molzahl)
R = Gaskonstante
Daraus folgt, dass der kleinste Wert, den T annehmen kann, 0 ist. Heutiger Stand der Technik: Annäherung auf 1/1000 Kelvin mit sog. Ionenfallen (Nobelpreis 1996)
1.3.2.
Temperaturskala:
Die Temperaturskalen sind historisch entstanden durch :
• Willkürliche Festlegung einiger Fixpunkte, die sich leicht reproduzieren lassen.
• Willkürliche Zuordnung von Einheiten zu diesen Fixpunkten, lineare Teilung der dazwischen liegenden Bereiche.
Fahrenheit
0 ° F: tiefste damals erzeugbare Temperatur in einer Salz / Eis Schmelze
(-18°C), 100° F :Temperatur menschlicher Körper ( 37 °C)
Celsius:
0° C Schmelzpunkt Eis, 100° C Siedepunkt Wasser
Umrechnung der Temperaturskalen: T(K) = T (°C) + 273,15 K
T(°C) = 5/9 [ T(°F) - 32] Sonstige verwendete Fixpunkte
Bezeichnung
Siedepunkt flüssiger Sauerstoff
Eispunkt Wasser
Tripelpunkt Wasser
Siedepunkt Schwefel
Erstarrungspunkt Gold
Erstarrungspunkt Platin
T(°F) = 9/5 [ T(°C) + 32]
Temperatur °C
- 182,97
0,00
0,01
440,6
1064,43
1769
Genauigkeit (Reproduzierbarkeit) von Temperaturmessungen heute : ± 0,0001°
Definition: Tripelpunkt von reinem Wasser hat bei 1013 hPa die Temperatur von 273,16 K.
1.3.3.
Metallausdehnungsthermometer
1.3.3.1.
Technische Daten:
Längenausdehnungskoeffizient
FH Gießen - Friedberg
FB IEM
Volumenausdehnungskoeffizient
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Material
Aluminium
Invar
Messing
Polyamid
1.3.3.2.
Stand WS 2004 / 2005
α in 10-6 /K
24,0
1,5
18,4
110
Seite 29
Material
Benzin
Wasser
Quecksilber
γ in 10-3 /K
1,0
1,8
0,18
Stabausdehnungsthermometer
∆l = α ⋅ l 0 ⋅ ∆ϑ bzw. lϑ = l 0 (1 + α ⋅ ϑ )
mit l0, und lϑ als Längen im ursprünglichen Zustand (bei 0
°C) und bei ϑ (°C) α ist der lineare Ausdehnungskoeffizient
α = f (T) ; α ist nicht konstant über der Temperatur !
Bsp.: α = 24 ⋅ 10-6/K für Alu und 1,5 ⋅ 10-6/K für Invar
Ausführung: Rohr mit α groß: Messing.
Stab mit α klein: Invar, Quarz.
Messbereich 0°C bis + 1000 °C. Genauigkeit: ± 1 % bis
3% Vorteil: große Stellkräfte, Nutzung als Sicherheitsschalter.
1.3.3.3.
Bimetall Thermometer
l2
⋅ ∆ϑ ;
s
l2
Haarnadelfeder: ∆h = α ⋅
⋅ ∆ϑ
2⋅s
Bandfeder: ∆h = α ⋅
Flachspirale und Wendelspirale
Bandfeder
: ∆γ = α ⋅
Haarnadelfeder
Flachspirale
Wendelspirale mit Zeiger
Wendelspirale
FH Gießen - Friedberg
360 l
⋅ ⋅ ∆ϑ
π s
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 30
1.3.4.
Temperaturmessfarben
Thermofarben decken den Bereich + 40 °C bis + 1350 °C ab. Sie werden flüssig oder als
Kreide aufgetragen. Kreide hat einen eingeschränkten Bereich von +60 °C bis + 650 °C.
Der Fehler liegt bei ± 5%. Bei Nenntemperatur erfolgt der Farbumschlag.
Daneben werden noch Temperaturfolien angeboten mit Umschlag von hell auf dunkel im Bereich + 40 °C bis + 250 °C mit Toleranzen von ± 2 %.
1.3.5.
Metalldraht - Thermofühler
1.3.5.1.
Theorie
Die metallische Leitfähigkeit ist von der Temperatur abhängig. Je höher die Temperatur, desto geringer wird die Leitfähigkeit. R ~ T. Begründung: Der Widerstand für die Bewegung
von Elektronen (Strom I) steigt durch größere Gitterschwingungen der Atome.
Allgemein
1.3.5.1.1
Man entwickelt die Temperaturabhängigkeit eines Metalls in Polynomen, wobei allgemein
gilt:
R(T) = R0 ⋅ (1 + A ⋅ (T-T0) + B ⋅ (T-T0) ² + C ⋅ (T-T0) 4 + D ⋅ (T-T0) 6 ),
In der Regel wird nach dem quadratischen Glied abgebrochen und manchmal wird nur der lineare Anteil zur Bestimmung der Temperaturwerte aus den Widerstandsmesswerten herangezogen. Nach DIN 43 760 ist T0 = 0 °C und R0 = 100 Ω
Spezialfall Platin (Pt)
1.3.5.1.2
Im Bereich - 200 °C < T < 0 °C gilt für genaue Annäherung (Fehler kleiner als 0,002%, Klasse a)
R(T) = R0 ⋅ (1 + A ⋅ (T-T0) + B ⋅ (T-T0) ² + C ⋅ [(T-T0 – 100 °C) ⋅ (T-T0)3] ),
und im Bereich
0 °C < T < 850 °C gilt
R(T) = R0 ⋅ (1 + A ⋅ (T-T0) + B ⋅ (T-T0) ²),
mit
A = 3,9083 ⋅ 10 – 3 ⋅ °C –1 ;
B = - 5,775 ⋅ 10 – 7 ⋅ °C – 2 ,
C = - 4,183 ⋅ 10 – 12 ⋅ C – 4
R0 = 100 Ω (Pt 100);
R0 = 500 Ω (Pt 500);
R0 = 1000 Ω (Pt 1000)
Näherung für den Bereich 0 °C < T < 100
°C : A = 3,850 ⋅ 10 – 3 ⋅ °C –1 ;
B=0
Fehlerklassen von Metall – Temperaturfühlern nach
DIN 571
Temperaturkoeffizient
1.3.5.1.3
Der lineare Temperaturkoeffizient A für verschiedene Metalle ist ( in 10 - 3 / °C)
Kupfer: + 4,3;
Nickel: + 6,7;
Platin: + 3,9; Molybdän : + 3,0
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 31
Der quadratischer Temperaturkoeffizient B ist (in 10 – 6 / °C²)
Nickel: + 7,85,
Platin: - 0,58
1.3.5.1.4
Ausführungsformen von Metalldraht - Thermofühlern
Pt-Dünnschicht Meßwiderstand
1 x 5 x 0,65 mm³
Pt-Dünnschicht Meßwiderstände
Ausführungsformen von Metall - Thermofühlern
Man unterscheidet Wickel - Drahtwiderstände von Dünnschicht - Widerständen, die je nach
Anwendung besonders gekapselt werden.
Industrie - Ausführung
mit Norm-Anschlußkopf
Platin - Glas - Meßwiderstand
1
2
3
Dünnschicht - Meßwiderstand
Aufbau und Mäander
4
5 mm
Meßumformer
Anschlußkopf
(1) Zuleitung, (2) Pt-Wicklung
(3) äußeres (4) inneres Glasrohr
Meßeinsatz
Halsrohr
Keramischer Meßwiderstand
(1) Anschlußversiegelung, (2) Zuleitung,
(3) Anschlußpads, (4) Glasabdeckung,
(5) Platin - Mäander, (6) Substrat
(1) Zuleitung, (2) Glasmasse, (3) Meßwicklung
(4) Keramikrohr, (5) Bohrung, (6) Alum.-Oxidpulver
TemperaturSensor
Herstellungsverfahren für Dünnschicht – Elemente.
1.3.5.1.5
Aluminiumoxid – Dünnschichtsubstrate werden mittels Kathodenzerstäubung mit Pt oder Ir
beschichtet. Sollwerttrimmung durch öffnen von Kurzschlussbrücken mittels Laser. Dann erfolgt überschmelzen mit Glas als Schutzschicht.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.3.5.2.
Seite 32
Messverfahren
Übliche Beschaltung von Widerstandsfühlern ist meist die Wheatstonsche Brücke oder direkt
ein OPV. Man unterscheidet Zwei-, Drei- und Vierleiterschaltung.
Zweileiterschaltung
1.3.5.2.1
⎛
R2
R4
UM = U B ⋅ ⎜⎜
−
⎝ R 2 + Rt + 2 R L R 4 + R3
⎞
⎟⎟
⎠
+ UB
RL
Die Brücke ist abgeglichen für R2 = R4 und R3 = Rt
+ 2RL.
Rt
UM
RL
R2
R3
Die Zweileiterschaltung hat Nachteile, da der unbekannte Widerstand RL einfließt.
R4
Dreileiterschaltung
1.3.5.2.2
Durch Einsatz eines 3. Leiters lässt sich der Einfluss des Leitungswiderstandes eliminieren.
Es sei Re >> RL , was bei Operationsverstärkern vorausgesetzt werden kann.
Damit wird aber URL2 ≅ 0
Eingang 1): U1 = URL1 + URt +
URL3
Eingang 2): U2 = URL3
U2 wird mit - 2 multipliziert und
dann von U1 subtrahiert.
UM = V ⋅ ( U1 – 2 ⋅ U2 ) = V ⋅ I0 ⋅ [
Rt + (RL1 + RL3) – 2 RL3 ]
RL1
URL1
Rt
RL2
Re
-2
2)
URL2
R
I0
1)
U1
U2
UM
U
L3
RL3
Setzt man nun RL1 = RL3 voraus,
und auch gleiche Veränderungen bei Temperaturgang, so ergibt sich
UM = V ⋅ I0 ⋅ Rt
1.3.5.2.3
Vierleiterschaltung
Bei der Vierleiterschaltung gibt es keine
Einschränkungen. Mit Einsatz eines
hochohmigen Differenzverstärkers gilt
RL1
I0
Rt
+
-
UM = V ⋅ I0 ⋅ Rt
V
UM
RL2
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.3.5.2.4
Seite 33
Fehlerquellen bei Kalibriermessungen
Sensor
Vierleiterschaltung
Eiswasser
Folgende Umstände können Messfehler
verursachen:
• Temperatur im Eisbad ist nicht 0 °C
(Kein reines Wasser, keine gute
Durchmischung)
• Sensor erwärmt sich durch Messstrom
• Ungenauigkeit der UM – Messung
• Ungenauigkeit der I0 Messung
• Kontaktspannungen am Stecker
1.3.6.
Keramische und Halbleiter- Temperatursensoren
1.3.6.1.
Grundlagen
Begriffe: Gruppe der Thermistoren, „thermally sensitive resistors“
PTC :
NTC:
Kaltleiter (Positive Temperature Coefficient)
Heißleiter (Negative Temperature Coefficient)
Bauformen von Thermistoren:
•
•
•
•
•
Miniatur- Perl – Widerstände
Scheibenförmige Widerstände mit / ohne Anschlussdraht
Stabförmige Widerstände mit axialem Anschluss
Widerstände mit Schraubdorn
Widerstände auf Metallfläche montiert
Sensor im Gehäuse
Typische Bauformen a: Miniatur-Perlen,
b: Scheibenform, c: Stabform,
d: mit Schraubdorn, e: mit Metallfläche
d
e
Heißleiter für Temperaturmessung + 0,1 °C
e
a
b
c
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.3.6.2.
Seite 34
PTC Technische Daten
Der Temperaturkoeffizient beträgt ca. 5 % bis 70 % pro °C von R25 mit R25 als Widerstand bei T = 25 °C. Die Hauptbestandteile sind Titanoxide, die im Sinterverfahren hergestellt werden. Das Endprodukt sind polykristalline Titanatkeramiken. Sie haben eine hohe
Dielektrizitätskonstante, daher ist kein Einsatz bei höheren Frequenzen möglich. Typische
Widerstands / Temperatur- und Strom / Temperaturkennlinien sind unten gegeben.
Das Typenspektrum der PTC einigen Ω bis in den MΩ - Bereich. Häufig werden sie mit
Schnappschaltern kombiniert.
R
Ω
I
a
T2
T1
T in °C
U
Kennlinien von Kaltleitern (PTC)
Für den Bereich a in der R über T Kennlinie erkennt man einen starken, nichtlinearen Anstieg
des Widerstandes. Die Kennlinie kann in diesem Bereich
mit folgender Näherung ausgedrückt werden
B ⋅(T −T0 )
R (T ) ≅ R25 ⋅ e
B ≅ konstant ;
mit R25 als
Wert bei 25°C. In Anlehnung an den linearen Temperaturkoeffizienten bei Metallen lässt sich ein Wert A bestimmen zu
Atyp = 0,16 /K
_I_
mA
50
∆I
Für T2
Für T1
10
10
Dies ist etwa der vierzigfache Wert des linearen Temperaturkoeffizienten von Metallen.
T1 : Bezugstemperatur; Beginn des starken Anstieges 30 °C < T1 < + 180 °C (verschiedene Typen), T2 : Endtemperatur; Ende des steilen Anstieges
+ 40 °C <
T2 < + 250 °C (verschiedene Typen)
1.3.6.3.
20
U/ V
Stromsprung bei Abkühlung:
Einsatz als Füllstandsanzeiger
PTC Anwendungen
Überwachung
1.3.6.3.1
Wegen der starken Nichtlinearität der Kennlinie wird der PTC wenigen für Temperaturmessungen als für Überwachungs- / Schaltvorgänge eingesetzt, z. B. für.
•
•
Flüssigkeitsstands - Anzeige
Spannungsabhängige Stromregelung
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
•
•
•
•
•
•
•
Seite 35
Temperaturabhängige Stromregelung
Widerstandsabhängige Stromregelung
Temperaturschalter
Motoranlass - Schutz
Überstromsicherung
Thermostat
Temperaturfühler
Beispiel: Einsatz als Flüssigkeits- Niveaufühler.
Bei gleicher Spannung ergibt sich ein Stromsprung von ca. 20 mA durch Eintauchen des Sensors in eine Flüssigkeit durch bessere Wärmeabgabe des in Luft vorgeheizten Sensors bzw.
Abkühlung in der Flüssigkeit.
1.3.6.3.2
Temperaturfühler.
R ist Funktion der Umgebungstemperatur, bei hoher Temperatur wird der Strom gedrosselt.
Damit erreicht man einen Schutz von elektrischen Maschinen oder auch Lampen.
1.3.6.4.
NTC Technische Daten
Der Temperaturkoeffizient ist : minus 0,03 bis minus 0,06 pro K. Dies ist etwa der zehnfache Wert
von Metallen. Das Material ist: Polykristalline
Mischoxid – Keramik . Die Herstellung erfolgt
durch Sintern. Der Anwendungsbereich ist typisch
von - 20 °C bis + 250 °C. der Leistungsbereich ist
typisch von 40 mW bis 1 W . Der Temperaturverlauf des Widerstandes lässt sich annähern durch:
⎛1 1
− B⋅⎜⎜ −
⎝ T T0
NTC Kennlinien
⎞
⎟
⎟
⎠
R(T ) ≅ R25 ⋅ e
mit B als Materialkonstante
und R25 als Widerstand bei 25 °C . In Anlehnung an
den linearen Temperaturkoeffizienten A bei Metallen
lässt sich auch schreiben:
A≈
dR (T ) 1
B
⋅
=− 2
dT R (T )
T
mit B = 3970 K und T = 300 K als typische Werte
ergibt sich A zu A = - 3,9 ⋅ 10 -2 / K
Typische Werte und Toleranzen von R25 und B sind:
R25 : ± 1,25 %; ± 5 %; ± 10 % und ±20 % und
B: ± 5 % bis ± 1 %
Dabei geht der B – Wert bei größeren Temperaturbereichen stärker in die Gesamt - Toleranz
ein als der R25 Wert.
1.3.6.5.
Anwendung von NTC - Sensoren
Kennlinien – Linearisierung zur Spannungsmessung
1.3.6.5.1
Die einfachste Form der Linearisierung kann mit einem Parallel- bzw. Serienwiderstand
vorgenommen werden.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 36
Rs
R s + RT
R p ⋅ RT
Linearisierung bei Konstantspannung mit Serienwiderstand: UM = U ⋅
Linearisierung bei Konstantstrom mit Parallelwiderstand: UM = I ⋅
R p + RT
B − 2Tm
mit RM = Widerstand bei Tm
B + 2Tm
Tm = Temperatur in K in der Mitte des zu linearisierenden Bereiches, zwischen Tmin und Tmax
Tm = 273 K + (Tmin + Tmax ) / 2
B = Kennwert des Sensors
Näherung: Rp , Rs ≅ RM ⋅
Zahlenbeispiel: Tmin = 100 °C,
Tmax = 200 °C,
RM = 3700 Ω und Rp , Rs = 2483 Ω
RT
Uk
RS
UM
Ik
RP
RT
B = 4300 K , also Tm = 423 K,
UM
Schaltungen zur Linearisierung der Kennlinie mit typischer Linearisierungskennlinie
1.3.6.5.2
Messschaltungen
Eine typische Messschaltung mit Kennlinienlinearisierung ist unten gezeigt.
Kern ist die Wheatstonebrücke, bestehend aus R1, RT, R3 und P1 sowie R4. R2 ist der Parallelwiderstand zur Kennlinienlinearisierung. P1
und P2 sind Kalibrierpotentiometer für zwei
+UB
Temperaturbereiche,
R5 und R6 bestimmen die
R3
R6
R1
Verstärkung. Der OPV misst die BrückenP1
P2
R5
spannung.
Ebenso ist ein Einsatz mit OPV möglich
+
RT
R4
Ua
R2
+
-
Mess - Schaltung als Brücke
Ue
R1
RP
Ua
RT
Mess - Schaltung mit OPV
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 37
U
+ UB
C
Log. „1“
U2
U1
RT
U1
1
µP
US
2
Log. „0“
U2
Zeit
t0
t1
Mess - Schaltung mit Mikroprozessor
Eine weitere einfache Messanordnung ist bei Einsatz eines µP mit integriertem Zähler möglich. Zur Zeit t0 wird U2 an Port 2 von „1“ auf „0“ geschaltet. Port 1 erfasst die Spannung U1
an C und reagiert, sobald U1 unter die Schaltspannung US fällt. Der Kondensator C entlädt
sich über RT . Da t = t1 – t0 proportional zu RT ist, wird t zum Maß für die Temperatur.
Zeitverzögerung und Spannungsstabilisierung
1.3.6.5.3
Die Bilder zeigen Anwendungsmöglichkeiten von NTC- Widerständen als Zeitverzögerungsglieder und träge Spannungsstabilisierung.
U/V
S
R Relais
U0
Reihenschaltung
R
Summe der Kennlinien 1 + 2
S
U0
b)
R
5
1
a)
c)
R Relais
RT
RT
UM
RT
2
1
10
1
Anwendungen von NTC Widerständen als Zeitverzögerungsglied
a) Bei Betätigung des Schalters S muss sich erst der
NTC- Widerstand aufwärmen, bevor ein großer
Strom durch die Relaisspule fließen kann, damit wird
eine Stromüberhöhung beim Einschalten des Relais
vermieden.
b) Bei Betätigen des Schalters fließt zunächst ein relativ niedriger Strom über den NTC- Widerstand, der
erst nach Selbsterwärmung so ansteigt, dass das Relais ausgeschaltet wird (Abfallverzögerung am Relais).
c) Spannungsstabilisierung mit NTC- Widerständen.
Die Reihenschaltung eines NTC- Widerstandes mit
einem ohmschen Widerstand ergibt eine Kennlinie
mit einem Minimum der Strom-SpannungsKennlinie, das bei nicht zu großen Stromschwankungen die angelegte Spannung konstant hält.
FH Gießen - Friedberg
FB IEM
I / mA
20
Si - Quader 0,5 x 0,5mm²
Länge 0,2 ... 5mm
Einfache Bauart
n+ Dotierung
Kontaktfläche
Metallisierung
SiO2 (Isolator)
Metallisierung
n+ Dotierung
Spreading Resistance Prinzip
Silizium Widerstandssensor
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 38
Bei einigen Anwendungen hat der Temperatursensor nur die Aufgabe, die Entstehung einer
Übertemperatur in einem bestimmten Bereich anzuzeigen. Auch hierfür eignen sich die empfindlichen Heißleiter in hervorragender Weise: Ein solcher Flächenwächter kann als flexibles
Koaxialkabel ausgeführt sein, dessen innere und äußere Leitung durch eine NTC- Keramik
voneinander isoliert werden.
1.3.6.6.
Silizium Sensoren
Es wird n- oder p- dotiertes Silizium als temperaturabhängiger Widerstand verwendet. Silizium reagiert als Kaltleiter mit positivem Temperaturkoeffizient.
Die Widerstands / Temperaturkennlinie kann angenähert werden mit:
R (T ) = R25 ⋅ ( 1+ A⋅ (T – T25) + B⋅ (T – T25)2 ) R25 = Widerstand bei T25 = 25 °C
Wobei die Koeffizienten A und B sind:
A: 7,5 ......7,8 ⋅ 10 – 3 / K; B: 1,5 ... 1,85 ⋅ 10 – 5 / K²
Aufbau: Einfacher Si Kompaktblock oder Spreading Resistance – Aufbau. Linearisierung
durch Widerstände. Anwendung zur Temperaturmessung mit Linearisierung.
1.3.6.7.
Temperatur - IC
Als temperaturempfindliches Element werden Diodenstrecken genutzt. Die Dioden werden in
Flussrichtung betrieben. Es gilt:
⎞
⎛ UU F
IF = IS ⋅ ⎜ e T −1⎟ mit IF = Strom durch die Diode; IS = Sättigungsstrom ;
⎟
⎜
⎠
⎝
UT = K⋅T/q = Temperaturspannung (≈ 25 mV bei Raumtemperatur)
q = Elementarladung = 1,6 ⋅ 10-19 C; UF = Spannung an der Diode.
T
mit K als Proportionalitätsfaktor . Typischer Wert für
°K
K ist 120 µV. Nun wird in den IC noch die Stromquelle und die Spannungsverstärkung eingebaut und der Messaufbau ist fertig. Arbeitstemperaturen sind von -55 °C → 150 °C
Im praktischen Fall ist ∆ UF = K⋅
1.3.7.
Thermoelemente
1.3.7.1.
Grundlagen
In 1821 entdeckte Seebeck den nach ihm benannten
Seebeck - Effekt: Wenn man zwei verschiedene Metalle in Kontakt bringt und die Kontaktpunkte auf
verschiedene Temperaturen bringt, entsteht eine
Spannung zwischen diesen Punkten. Die erzeugte
Spannung hängt in komplizierter Weise von der
Temperatur ab.
Die Erklärung dieses Effektes ist auch bis heute nicht
vollkommen schlüssig. In erster Näherung liegt es
an der Anzahl der freien Elektronen im Metall und
FH Gießen - Friedberg
FB IEM
U1
T1
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Metall 1
Metall 2
Elektronendichte in Metallen
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 39
Ihrer Bindung zum Ionengitter des Metalles. Bei Kontakt der Metalle treten so viele Elektronen von einem Metall ins andere über, bis ein Gleichgewicht entsteht. Dieses Gleichgewicht
ist mit einem bestimmten elektrischen Potential verbunden.
Die Anzahl der freien Elektronen und ihre Bindungsenergie zum Metallgitter ist allerdings temperaturabhängig.
T2
Me 2 UT
Me 1
Der Einfluß von Lot, also das Vorhandensein eines dritten Metalls zur Kontaktierung der beiden Thermopartner
ist ohne Bedeutung, solange das Lot die gleiche Temperatur wie die Metalle an der Kontaktstelle annimmt.
Dann gleichen sich die Übergangsspannungen zwischen
Lot und Metall 1 bzw. Metall 2 aus.
T1
Prinzip Thermoelement
1.3.7.2.
Ausführungsformen
Die Ausführungsformen variieren von haarfeinen Spitzen für medizinische Anwendungen bis
hin zu Stahlrahmen für Reaktoren. Es kommt ja nur darauf an, verschiedene Metall in Kontakt
zu bringen.
Integrale Thermospannungen gegen Fe
µV pro K bei ∆T = 1° für T
Thermospannungen
Element
(bei 0°)
Bi
Ni
Pt
Al
Pb
Ir
Ag
W
Si
Te
Se
Differentielle Thermospannungen gegen Cu
gegen ..... in
mV bei 100°
Pt
Cu
-7
-1,5
0
0,4
0,4
0,7
0,7
0,8
+45
+50
---
-8
-2,2
-0,8
-0,4
-0,4
-0,1
+0
+0,1
+44
+49
+98
Neusilber: Cu / Ni / Zk, div. Verhältnisse
Konstantan: 44% Ni / 1%Mg / 45%Cu
Übersicht über Thermospannungen
1.3.7.3.
•
•
Materialien
Edle Thermopaare: Pt - PtRh Legierungen; Eigenschaften:
sehr genau, gut zu reproduzieren, Einsatzbereich von 0°C → 2000 °C
nung 0,64 mV auf 100 °C; korrosionsbeständig, teuer
Thermospan-
Cu - CuNi - Paare (Kupfer - Konstantan); Eigenschaften:
Bereich von -250 °C → 400 °C; Thermospannung 4,25 mV auf 100 °C; Linearität
schlecht
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
•
•
Fe - CuNi - Paare (Eisen - Konstantan); Eigenschaften:
Bereich von -250 °C → 700 °C; Thermospannung 5,37 mV auf 100 °C; teilweise rostgefährdet.
Seite 40
Um
Metall 1
Metall 2
NiCr – Ni - Paare (Nickelchrom – Nickel); Eigenschaften:
Bereich von -200 °C → 1300 °C. ThermoTMess
TVergleich
spannung 4,10 mV auf 100 °C. Genau und beständig, linear
W5Re - W26Re (Wolfram - Rhenium) - Paare,
Eigenschaften:
Bereich von 0°C → 2400 °C. Thermospannung 1,6 mV auf 100 °C
1.3.7.4.
Anwendungen
1.3.7.4.1
Schaltungen
Die Prinzipschaltung vereinigt zwei Kontaktstellen zweier Metalle mit einem Spannungsmessgerät, wobei im Allgemeinen gilt:
UMess = a1 (∆T) + a2 (∆T)² + ... + a10 (∆T)10
mit ∆T = TMess - TVergleich
Die Entwicklung der Polynomreihe endet je nach Linearität der Thermospannungskennlinie der Metall - Paare und
Genauigkeit der Messung vorzeitig. Wobei meistens die
Vergleichstemperatur auf 0°C gelegt wird. Dies kann tatsächlich mit einem Eisbad geschehen oder elektronisch
durch Simulation des Eispunktes.
Zur Überbrückung größerer Entfernungen verwendet
man Ausgleichsleitungen, die aus den selben Metallen
bestehen sollen wie die jeweiligen Thermoschenkel.
Bei der Verwendung von Steckverbindern ist das gleiche Prinzip anzuwenden.
Me 2
Cu-Leitung
Ausgleichsleitung
TM
Me 1
TV
Sparschaltung ohne Korrektur
a‘‘1* TV
UM
a‘1* TV
Me 1
Me 2
a1* TM
1.3.7.4.2
Vergleichstemperatur
Aus der folgenden Schaltung ergibt sich die Meßspannung zu:
a‘‘1* TV
U0
UM = a1 ⋅TM + (a1‘ + a1‘‘)⋅TV
RT
Die Vergleichstemperatur kann die Temperatur des
Meßgerätes sein, allerdings stört der Term
a1* TM
(a1‘ + a1‘‘)⋅TV
FH Gießen - Friedberg
Me 1
Me 2
FB IEM
TV
R4
a‘1* TV
R2
UB
Prof. Dr. Rüdiger Hempfling
R3
UM
Stand WS 2004 / 2005
Sensor Technik 1
Seite 41
Dieser Term kann durch drei Methoden eliminiert werden.
•
TV = 0 ; Es wird Eiswasser oder ein Thermostat verwendet. Dies ist eine sehr aufwendige
Methode.
•
TV wird gemessen und der Term wird subtrahiert. Dazu ist ein gewisser Aufwand erforderlich (meistens in modernen µP- gestützten Multimetern realisiert)
•
Der Term wird mit Hilfe einer analogen Kompensationsschaltung vermieden.
Analoge Kompensationsschaltung
UM = a1 ⋅TM + (a1‘ + a1‘‘)⋅TV + UB (1)
R2 wird temperaturunabhängig gewählt, etwa mit einem Temperaturkoeffizienten A= 0,1 ⋅104
/ K . RT ist z.B. Kupfer mit ACu = 43 ⋅ 10-4 / K (Faktor 100 zu AR2); R3 , R4 sind unkritisch. Mit R2 = R3 = R4 = RT0 gilt
ACu ⋅ TV ⋅ U 0
4 ⋅ (a1' + a 2'' )
und mit U 0 =
erreicht man eine Kompensation von (a1‘
4
ACu
+ a1‘‘)⋅TV durch UB in (1)
UB ≈ -
1.3.8.
Schwingquarze
1.3.8.1.
Piezoelektrischer Effekt
Ein Quarzkristall ist streng geometrisch nach einer komplizierten Grundstruktur aufgebaut.
Durch Druck oder Dehnung in bestimmten Richtungen auf bestimmte Kristallflächen treten
elektrische Ladungen auf. Dieser piezoelektrische Effekt ist linear von der Kraft abhängig.
Umgekehrt entstehen beim Anlegen eines elektrischen Feldes mechanische Verformungen.
Orientierung von Schwingquarzen
Kristallform Quarz
z
x
Z (optische Achse)
y
Y (mech.
Achse)
y
x
X (elektrische Achse)
Quarzkristall und Schnittebenen für Schwingquarze
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 42
Da der Kristall ein mechanisches Gebilde ist, kann man ihn durch anlegen eines elektrischen
Wechselfeldes in Schwingungen versetzen. Dabei hängt die Resonanzfrequenz von der Richtung des anregenden Feldes in Bezug zu den Kristallhauptachsen ab.
Es gilt für die Schwingungsfrequenz eines Quarzquaders:
1 E
1 E
f l0 = ⋅
bzw. fd0 = ⋅
ρ
ρ
l
d
d
mit E als Elastizitätsmodul und ρ als Dichte. Während ρ konstant ist, hängt E von der Raumrichtung ab.
l
Eine Quarzplatte der Dicke 1 mm liefert z.B. eine Grundschwingung der Frequenz 2,84 MHz.
1.3.8.2.
Temperaturabhängigkeit der
Schwingfrequenz
Je nach Schnittlage der Kristallachsen erhält man eine größere oder kleinere Temperaturabhängigkeit der
Schwingquarze. Allgemein gilt:
f − f0
2
3
= a 0 + a1 (T − T0 ) + a 2 (T − T0 ) + a3 (T − T0 )
f0
f0 = Frequenz bei der Bezugstemperatur T0 . T0 ist
meistens 25 °C
Die Temperaturen reichen von ≈ 20 bis 200 ppm/K;
wobei sich Schwingquarze technisch für den Frequenzbereich zwischen 1 und 200 MHz herstellen
lassen.
∆F/F
z
2
1
Quarz Temperatursensoren
θ = -35,25°
y
-200
200
-1
x
θ = -38°
-3
Temperaturkoeffizient bei Schnittwinkeln θ = 38° und θ = -35,25 °
Halterung und
Kontaktpin
Aufgedampfte
Metallschicht
Quarzplättchen
Schutzgas
Quarzscheibe
Ein Quarz Temperatursensor besteht aus der
geeignet geschnittenen Quarzplatte oder Quarzscheibe, auf der eine Metallschicht aufgedampft ist und ein elektrischer Kontakt angebracht wird.
Kontaktpin
Die Bedampfung und die Kontaktmetalle beeinflussen die Schwingfrequenz, so dass eine
FH Gießen - Friedberg
FB IEM
400
T/°C
-2
Für den idealen Temperaturmeßquarz sollte a1
möglichst groß und a2 = a3 = 0 sein. Aus der
Kenntnis des Elastizitätsmoduls lassen sich Schnitte berechnen, die nahezu ideale Temperaturmeßquarze ergeben. Es handelt sich um den sogenannten LC - Schnitt (Linear Coefficient).
Hierbei ist ϕ = 11° 8∋ und θ = 9 ° 23∋ . Siehe auch
Bild oben. Dabei machen einige Grad Schnittabweichung einen enormen Unterschied für das
Temperaturverhalten aus. Dies ist im Bild am
Unterschied des AT und AT + θ - Schnittes gezeigt
1.3.8.3.
3
10-3
θ
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 43
Justierung durch Lage - Abdampfen möglich ist. Die Quarze werden meist in ein Gehäuse mit
He-N- Füllung hermetisch dicht eingeschlossen. Typische Gehäuse sind im Bild gezeigt.
Problembereiche sind
(1) Störresonanzen, die anderes Temperaturverhalten aufweisen als die Hauptresonanzen.
Daher gibt es manchmal Sprünge in der Temperatur / Frequenzkurve.
(2) Der exakte Frequenzabgleich für eine vorgegebene Temperatur (f0 für T0)
1.3.8.4.
Anwendungen
1.3.8.5.
Kenngrößen
Die üblichen Messfrequenzen liegen zwischen 2 MHz und 30 MHz.
Die Temperaturauflösung ist wesentlich abhängig von:
•
•
•
•
•
Größe des linearen TK (typisch 50 ⋅ 10-6 /K, max bis zu 200⋅ 10-6 /K)
Genauigkeit der Frequenzmessung
Genauigkeit der Amplitudenbestimmung
Meßdauer (Temperaturstabilisierung ≈ 10 sec)
Resonanzgüte (Q sollte > 50 000 sein)
(Q = f0 / B mit B = Breite der Resonanzkurve bei A0 /
Edelstahlgehäuse
Schwingquarz
Elektrode
Quarzhalter
2)
Die Auflösung ist beliebig hoch, da es im Wesentlichen auf die Genauigkeit der Frequenzmessung ankommt. Es werden Auflösungen
von 0,001 K erreicht. Absolute Genauigkeit: ±
0,1 K über einen Temperaturbereich von 100 °
sind möglich. Die Langzeitstabilität liegt bei ca.
50 mK /Jahr für das erste Jahr, danach werden
die Driften kleiner, also die Stabilität besser.
1.3.8.6.
Leiterplatte mit
Auswerte - IC
Anschlüsse
Messbereich: -40 bis + 300 °C Auflösung: 20 mK. Gesamtgenauigkeit besser
als ± 0,1%
Genauigkeit unter 100 °C: ±0,1 K. Es handelt sich um Angaben zur absoluten Messgenauigkeit.
FH Gießen - Friedberg
FB IEM
Beispiel für ein Schwingquarzthermometer
Es handelt sich um das Schwingquarzthermometer QuaT von Heraeus. Es ist bezüglich der
Fertigungsverfahren und der Genauigkeiten optimiert. Folgende Daten gibt der Hersteller an:
LC - Schnitt
Oszillator 1
AT - Schnitt
Oszillator 2
Differenz - Zähler
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.3.8.7.
Seite 44
Temperaturmessung mit Vergleichsquarz
Es wird ein temperaturstabilisierter Quarz (AT - Schnitt) mit einem Temperaturmessquarz
(LC -Schnitt) nebeneinander betrieben. Ein Differenzzähler wertet die Frequenzunterschiede
aus. Die folgenden Daten lassen sich mit normalem Aufwand erreichen:
Auflösung: ≈ 0,1 bis 0,01 K
Genauigkeit: ≈ 0,5 K
Temperaturbereich: -20 °C bis 180 °C
1.3.9.
Strahlungsthermometer
1.3.9.1.
Grundlagen
Jeder Körper, der eine Temperatur T > 0 K hat,
sendet elektromagnetische Strahlung aus. Die Wellenlängen der Wärmestrahlen liegen zwischen 0,1
µm und 1000 µm. Die ausgestrahlte Leistung bestimmt sich nach dem Planck`schen Strahlungsgesetz. Dabei gelten folgende Beziehungen:
λmax = 2900 / T in µm (Wellenlänge des Strahlungsmaximums) P ~ T4 Die Gesamtstrahlungsleistung ist proportional zur vierten Potenz der
Temperatur.
Für den Normalkörper (kein schwarzer Körper) ist
der Emissionsgrad ε < 1 und eine Funktion von der
Wellenlänge und der Temperatur. ε = f(T,λ) Daraus ergeben sich einige Probleme bei der Temperaturbestimmung durch Strahlungsmessung, der Strahlungsthermometrie:
•
•
•
•
Die Wärmestrahlung geht bei sinkender Temperatur stark zurück (T4)
Bei niedrigen Temperaturen verschiebt sich das Strahlungsmaximum zu großen Wellenlängen hin (Infrarot)
Der Emissionsgrad ε von nichtschwarzen Körpern ist von T, λ, dem Material sowie der
Oberflächenstruktur abhängig.
Bei schlechter Abschirmung gegen Reflexion oder Fremdstrahlung wird das Meßergebnis
verfälscht.
Wesentliche Vorteile von Strahlungsthermometern sind:
•
•
•
•
•
Berührungslose Messung
Keine chemischen oder mechanischen Einflüsse auf das Messgerät
Messung an unzugänglichen Stellen möglich
Keine Übernahme der Messtemperatur durch den Sensor
Messobjekt wird nicht belastet
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 45
Wesentlicher Nachteil ist das relativ große Risiko einer Fehlmessung.
1.3.9.2.
Messtechnik
1.3.9.3.
Messprinzip von Strahlungsthermometern
Um die Oberflächentemperatur eines Gegenstandes berührungslos zu bestimmen, wird ein
räumlich und spektraler Anteil des Strahlungsflusses, der von dieser Fläche ausgeht, einem
Empfänger zugeführt, der diese Strahlung in ein elektrisches Signal umsetzt.
Die Größe des jeweiStrahlungsempfänger
ligen Meßfeldes ist
Elektron. Auswertung
dabei von der MeObjektiv
ßentfernung, von der
T
Filter
optischen Auslegung
des Gerätes (ObjekAusgangsSchwarzer
Strahler
signal
tiv) und von der
Größe der EmpfänBlende T
gerfläche abhängig.
g
Der spektrale Anteil
wird durch die wellenlängenabhängige Durchlässigkeit des Objektivs und eines unter Umständen vorgesehenen
Filters sowie durch die wellenlängenabhängige Umsetzung der Strahlung im Strahlungsempfänger bestimmt.
Eine einfache Gesetzmäßigkeit zwischen der Temperatur des Gegenstandes und dem Empfängersignal ergibt sich, wenn dieser Gegenstand ein Schwarzer Strahler ist. In diesem Fall ist
das Detektorausgangssignal abhängig von der Temperatur T des Strahlers, von dem durch Objektiv, Filter und Strahlungsempfänger festgelegtem Wellenlängenbereich und von der Temperatur Tg des Strahlungsempfängers bzw. des Gehäuses.
Das Signal wird zu Null, wenn die Strahlertemperatur T mit der Temperatur des Strahlungsempfängers bzw. der des Gehäuses Tg übereinstimmt. Ändert man die Temperatur des
Schwarzen Strahlers zwischen den Grenzen T, (Temperaturanfang) und Tz (Temperaturende)
und ordnet man den zugehörigen Signalen in einer elektronischen Auswerteschaltung die
Werte 0 und 100 % zu, so erhält man das Ausgangssignal. Bei Strahlungsthermometern für
Temperaturmessungen kleiner 300 °C ist der von der Innenwand des Gehäuses ausgehende
Strahlungsfluß nicht mehr zu vernachlässigen. Er muß deshalb durch sorgfältig ausgeführte
Kompensationsschaltungen aufgehoben werden.
1.3.9.4.
Bauformen von Pyrometern
Der Aufbau besteht aus einer Fokussiereinrichtung (Linse oder Hohlspiegel), einem wärmeempfindlichen Sensor (Thermoelement, NTC, Fotoelektrischer Sensor) sowie einer Peileinrichtung (Linsensystem) und diversen Filtern und Blenden. Bei Linsensystemen ist die Absorption des Glases zu berücksichtigen. Zur Kennzeichnung der Strahlungsthermometern
werden allgemein die unterschiedlichen spektralen Empfindlichkeiten herangezogen. Folgende Typen von Pyrometern werden unterschieden
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.3.9.5.
Seite 46
Gesamtstrahlungspyrometer
Gesamtstrahlungspyrometer nutzen praktisch den gesamten energetisch wirksamen Spektralbereich aus. 90 % der Gesamtstrahlung wird im Wellenlängenbereich ausgesandt, der vom 0,7
- bis zum 4-fachen der Wellenlänge reicht, bei der das Strahldichtemaximum auftritt.
1.3.9.6.
Spektralpyrometer
Spektrale Pyrometer nutzen einen so engen Spektralbereich aus, daß man ihnen praktisch eine von der Temperatur unabhängige Wellenlänge zuordnen kann.
1.3.9.7.
Bandstrahlungspyrometer
Bandstrahlungspyrometer sind in einem breiten Spektralbereich empfindlich.
1.3.9.8.
Verhältnispyrometer
Verhältnispyrometer sind Strahlungsthermometer, bei denen die Temperatur aus dem Verhältnis zweier Signale ermittelt wird. Dazu wird die Strahldichte bei zwei Wellenlängen λ1
und λ2 gemessen
1.3.9.9.
Einfluss des Emissionsgrades
Richtet man ein Strahlungsthermometer, das an einem Schwarzen Strahler kalibriert wurde,
auf einen Meßgegenstand gleicher Temperatur, so erhält man unterschiedliche Ausgangssignale. Bei einem Spektral-, Band- oder Gesamtstrahlungspyrometer weicht die angezeigte
Temperatur um so mehr von der (wahren) Temperatur des Messgegenstandes ab, je kleiner
der Emissionsgrad ε und je größer der Unterschied zwischen seiner Temperatur und der Umgebung ist.
Spektral-Pyrometer CELLATEMP PZ
mit Durchblickvisier und Meßfeldmarkierung
für Temperaturen von 0 °C bis +3000 °C.
CELLATEMP PZ mit Lichtleiteroptik
(Umgebungstemperaturen bis +250 °C
ohne Kühlmöglichkeit)
Mini - Pyrometer Ø 30 mm.
Bereich von -30 °C bis +2500 °C
Für Temperaturmessungen aus
großer Entfernung Bereich von
250 °C bis 2500 °C
Mikro Glühfaden-Pyrometer PB 06
Meßbereich von +650 °C bis +3000 °C
an kleinen und kleinsten Objekten ab 100 µm
Tragbare Pyrometer
Bereich von -30 °C bis 1999°C
Pyrometer Industrieausführungen (Fa. Keller)
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 47
Bei Verhältnispyrometern weicht die Messtemperatur von der wahren Temperatur nur ab,
wenn das Verhältnis der Emissionsgrade bei den beiden Wellenlängen, die bei der Messung
benutzt werden, sich während der Messung ändern, oder wenn die wahre Temperatur in der
Nähe der Umgebungstemperatur ist - beispielsweise bei Messungen in einen Ofen hinein.
1.3.9.10.
Glühfadenpyrometer
Eine besondere Form von Pyrometern nutzt die Farbempfindlichkeit des menschlichen Auges
aus. Dazu wird die Strahlungsquelle in einem Punkt abgebildet, in dem sich auch ein Glühdraht befindet. Durch Regelung des Stromes durch den Glühdraht wird dieser erhitzt und man
vergleicht nun dessen Farbe mit der Farbe des Bildes der Strahlungsquelle. Maß für die Temperatur ist hier der Stromfluß.
1.3.9.11.
Infrarotkameras
Die interessierenden Flächen werden per Scanner abgetastet oder es wird ein flächiges Bild
aufgenommen. Als Sensoren dienen Halbleiter, die je nach Bestrahlungsintensität mehr oder
weniger Ladung freisetzen. Siehe auch Kapitel optische Sensoren. Als Sensoren kommen gekühlte Halbleiter in Frage, etwa HgCdTe oder PbSnTe oder InSb. Die Anwendung reicht von
ca. - 50 °C bis + 2000 °C bei einer Auflösung von 0,1 bis 1 K.
1.3.10.
Kalorimeter
1.3.10.1.
Grundlagen
Kalorimeter sind Geräte zur Messung von Wärmemengen. Die Wärme Q ist eine Energieform, wobei die üblichen Einheiten benutzt werden. Energieeinheiten: 1J = 1Ws = 1 Nm
Der Wärmestrom φ ergibt sich aus dem zeitlichen Verlauf des Wärmetransportes φ = ∆Q/∆t
in J/s. Mit q = φ/A ergibt sich die Wärmestromdichte (A = Fläche) C= ∆Q/∆T ist die Wärmekapazität und c = C/m die spezifische Wärmekapazität (m = Masse).
Die Beziehung ∆Q = Ck ⋅ ∆T + Wärmeverluste führt die Wärmemengenmessung auf eine
Temperaturmessung zurück. Vorgänge, bei denen Wärme bewegt wird, die also im Interesse
kalorimetrischer Messungen liegen, sind:
Mischen, lösen, verdünnen, titrieren, neutralisieren,
hydrieren, dehydrieren, (verdampfen, trocknen,
befeuchten), verbrennen, oxidieren, allgemeine
chemische Reaktionen, Kristallisation, Phasenwandlung, Polymerisation, Härtung, Zersetzung.
1.3.10.2.
Rührer
Thermometer
Flüssigkeit
Isolation
Kalorimeterbauarten
Flüssigkeitskalorimeter:
Das Reaktionsgefäß wird von einer Flüssigkeit umspült, um guten Temperaturausgleich zu erlangen.
Bei niedrigen Temperaturen wird flüssiger Stickstoff, sonst Wasser eingesetzt.
Reaktionsgefäß
T
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 48
Die Temperaturänderung nach der Reaktion in der
Flüssigkeit wird mittels Thermometer gemessen.
Metallkalorimeter
Schwenkdeckel
Vakuum
Isolation
Thermo
meter
T
Probe
Tu
Metallblock
Für große Temperaturbereiche verwendet man Metallkalorimeter. Ein Metallklotz mit einer Bohrung,
in der sich die Reaktionsprobe befindet, steht in einem Dewar - Gefäß. Es wird die Temperaturänderung des Metallklotzes gemessen, zusätzlich wird
noch die Temperatur außerhalb des Isolationsgefäßes beobachtet.
1.4
Dewargefäß
1.4.1.
Zeit- und Längenmessung
Zeitmessung
Die Zeitmessung beruht auf dem Zählen von Ereignissen gleicher Zeitdauer, die ohne Pause
aufeinanderfolgen. Zusätzlich werden Zeitnormale festgelegt, zu denen man die Ereignisse
zuordnet.
1.4.1.1.
Zeitnormal
Als Zeitnormal galt bis ca. 1930 der mittlere Sonnentag, wobei eine Sekunde als 1/86.400
Teil des Tages definiert wurde. Diese Definition wurde bis 1964 durch die Betrachtung des
mittleren tropischen Jahres abgelöst. Dabei gilt: 1 sec = 1/ 31.556.925,9747 des tropischen
Jahres.
Seit 1964 nimmt man die Differenz zweier energetischen Zustände eines Elektrons als Basisgröße zur Zeitmessung. Die Energie E ist bei ihrer Wandlung in elektromagnetische Strahlung
durch die Beziehung E = h⋅ν definiert (h = Planck Konstante h = 6,6256 ±5 ⋅ 10 –34 Js, ν =
Frequenz). Mit der Frequenz ν liegen die Schwingungen pro Sekunde fest. Ist die Frequenz
einmal bekannt, muss damit nur ein Resonator stabil angeregt werden, damit man ein gutes
Zeitnormal bekommt. Als Bezugsgröße wurde der Übergang zwischen den Hyperfeinstruktur
– Niveaus F= 4, M= 0 und F= 3, M= 0 des Grundzustandes 2S1/2 des von äußeren Feldern ungestörten Cäsium - Atoms 133 gewählt und die zugehörige Frequenz zu 9.192.631.770 Hz
festgelegt. Die Messunsicherheit beträgt nunmehr 10 –11 s.
1.4.1.2.
Aufbau von Uhren
Die Entwicklung der Uhren ist historisch sehr interessant. Die Sonnenuhren, zweifellos die ältesten Zeitmesser, benutzen den Schatten eines dünnen Stabes oder einer Kante. Man erreicht leicht eine Genauigkeit von 5 Minuten. Es ist erstaunlich, bis zu welcher Präzision die
seit dem Altertum benutzten Wasseruhren entwickelt worden sind. Das Auslaufen von Wasser
aus einem Gefäß mit bestimmter, feiner Öffnung wurde gemessen. Galilei hat 1620 nach diesem Verfahren die Zeit bei seinen berühmten Fallversuchen bestimmt. Die mit Sand gefüllte
"Eier- Uhr" erinnert noch heute an die alte Methode.
Einen großen Fortschritt brachte die Einführung des Sekundenpendels (Chr. Huyghens 1673,
Pendeluhr). Die Konstanz der Schwingungsdauer eines Pendels, wird ausgenutzt. Die
Schwingungsdauer eines Pendels hängt von dessen Länge ab. Das Regulieren einer Pendeluhr
geschieht daher einfach durch Veränderung der Pendellänge. Die Veränderung dieser Pendellänge durch Temperaturschwankungen (siehe Wärmeausdehnung) wird durch Anwendung
besonderer Kunstgriffe weitgehend unterdrückt. Die Pendeluhren sind später zu höchster
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 49
Vollkommenheit gebracht worden. Sie werden in den Sternwarten benutzt. Durch das sog.
Ausgleichspendel von Schuler, durch die Schwingung im luftverdünnten Raum und durch
photoelektrische und magnetische Steuerung von außen wird eine Genauigkeit bis zu
± 0,001 s pro Tag erreicht.
Bei den Taschen- und Armbanduhren wird an Stelle des langen Pendels eine Unruhe mit Spiralfeder verwendet. Die Konstanz der Drehschwingung wird hierbei ausgenutzt. Man erreicht
heute Genauigkeiten von einigen Sekunden pro Tag. Ursachen für die Ungenauigkeit sind
Temperaturschwankungen, Magnetismus und die Abhängigkeit der Schwingungsdauer von
der Lage der Uhr. Eine wesentliche Verbesserung brachte die Einführung eines Stimmgabelschwingers in die Taschen- und Armbanduhr an Stelle der Unruhe. Die Schwingungsfrequenz
einer handelsüblichen Stimmgabeluhr beträgt 360 Hz. Man hört also den Ton. Die Stimmgabel wirkt frequenzstabilisierend auf den elektrischen Schwingungskreis. Der Antrieb der Zeiger erfolgt von der Stimmgabel über zwei Stahlfedern, die an einem Ende je einen Rubin haben. Die beiden Rubine greifen in ein Klinkenrad mit 300 Zähnen ein und drehen es in der
Sekunde 1,2 mal herum. Die Genauigkeit beträgt 1 - 2 Sekunden pro Tag.
Eine sehr große Genauigkeit lässt sich mit der Quarzuhr erreichen. Hierbei wird ein kleiner
Quarzstab durch einen elektrischen Schwingkreis zu elastischen Schwingungen erregt und
sorgt selbst durch seine Schwingungen für die Einhaltung der Eigenfrequenz des Senders. Die
Zeitdauer der Schwingungen ist außerordentlich konstant, sofern die Temperatur des Quarzkristalls gleich bleibt. Die Zeit wird dadurch gemessen, dass die Zahl der Schwingungen addiert wird. Solche Quarzuhren "gehen" genauer als die Erde.
Für die sog. Moleküluhr wird gasförmiges Ammoniak (NH3) verwendet. Ein Strahl von Ammoniakmolekülen fliegt im Hochvakuum zuerst durch ein inhomogenes elektrisches Feld und
anschließend durch einen Mikrowellenresonator. Dieser ist auf die InversionsschwingungsFrequenz der Ammoniakmoleküle von etwa 23 GHz abgestimmt. Der Resonator wird durch
die Ammoniakmoleküle zu sehr konstanten Schwingungen angeregt. Es handelt sich also um
einen Schwingungserzeuger, der auch als Verstärker dienen kann und in der Hochfrequenztechnik als Maser (engl. Abkürzung) bezeichnet wird. Außer dem Ammoniakmaser hat auch
der Wasserstoffmaser große Bedeutung.
Für die sog. Atomuhr wird das Cäsium- Isotop 133 verwendet und die bei 9,2 GHz liegende
Hyperfeinstrukturübergangsfrequenz ausgenutzt.
Die üblichen elektrischen Synchron- Uhren
sind dagegen keine Uhren, die selbständig eine Zeit angeben. Es handelt sich vielmehr um
Synchronmotoren, die von der Wechselspannung gespeist werden. Da die Wechselspannung heute im allgemeinen eine konstante
Frequenz besitzt, kann man sie als Taktgeber
benutzen. Die eigentliche Uhr ist also der
Wechselspannungsgenerator.
Moderne Labormessgeräte basieren auf der
stabilisierten Schwingung von Quarzkristallen, deren Schwingungen durch sehr schnelle
Zähler erfasst werden.
FH Gießen - Friedberg
FB IEM
Schema Atomuhr
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.4.1.3.
Seite 50
Die Atomuhr
In Atomuhren wird die Eigenschaft von Atomen ausgenutzt, beim Übergang zwischen zwei
Energiezuständen (Energieniveaus) elektromagnetische Wellen mit einer charakteristischen
Schwingungsfrequenz f0 abstrahlen oder absorbieren zu können. Der Wert von f0 ergibt sich
aus der Energiedifferenz beider Zustände, geteilt durch die Planck-Konstante. In Atomuhren
werden Übergänge zwischen solchen Energieniveaus verwendet, die eine lange natürliche Lebensdauer besitzen und deren Lage nur wenig von elektrischen und magnetischen Feldern beeinflussbar ist. Geeignete Atome sind z. B. die Alkalien mit ihrer Hyperfeinstrukturaufspaltung des Grundzustandes. Die Abbildung soll das Funktionsprinzip einer sog. passiven Atomuhr verdeutlichen:
Ausgehend von einem Quarzoszillator VCXO (Voltage-Controlled Xtal Oscillator) wird mittels eines Frequenzgenerators ein elektromagnetisches Wechselfeld der Frequenz fp (mit fp ~
f0) erzeugt, und es wird in die Resonanzapparatur eingekoppelt. In der Apparatur werden die
Atome dem Wechselfeld ausgesetzt. Mit einer gewissen Wahrscheinlichkeit wird dadurch der
Übergang zwischen den betrachteten Energieniveaus angeregt. Für dessen Beobachtung ist es
notwendig, alle Atome zunächst in einen der beiden Zustände zu bringen. Dann kann man aus
der Besetzung des zuvor unbesetzten Zustandes nach der Wechselwirkung die Übergangswahrscheinlichkeit ermitteln. Diese ist maximal, wenn fp mit f0 übereinstimmt. Man registriert
eine resonanzartige Reaktion der Atome, die in ein Nachweissignal ID mit einer spektralen
"Linienbreite" W umgesetzt wird. Es ist W ~ 1/T, wobei T die Wechselwirkungszeit der Atome mit dem Bestrahlungsfeld ist.
Das Signal ID enthält also die gesuchte Information, ob die Frequenz fp mit der Übergangsfrequenz der Atome f0 übereinstimmt. ID wird so weiterverarbeitet, dass daraus ein Regelsignal UR zur Regelung des VCXO abgeleitet wird. Dessen natürliche Frequenzschwankungen
werden so entsprechend der eingestellten Regelzeitkonstanten unterdrückt, und die Stabilität
der atomaren Resonanz bestimmt die Qualität des Ausgangssignals. Vom VCXO wird eine
Normalfrequenz fn (üblicherweise 5 MHz) abgegeben, die entsprechend der Anwendung weiterverarbeitet wird.
Erzeugt man beispielsweise nach jeweils 5 Millionen Perioden von fn einen kurzen elektrischen Impuls, so haben aufeinander folgende Impulse den zeitlichen Abstand von einer Sekunde. Voraussetzung hierfür ist natürlich, dass die Umsetzung von fn nach fp mit dem korrekten Multiplikationsfaktor k geschieht. In der Caesiumatomuhr muss also k·5 MHz =
9192,631770 MHz gelten, in der Rubidiumatomuhr k·5 MHz = 6 384,682 6128 MHz.
1.4.1.4.
Genauigkeit der Zeitmessung
Frequenz Normal
Resonator
Mechanischer Oszillator (Pendel, Feder)
Quarzkristall
Rubidium - Atomschwingung
Kurzzeitstabilität
∆f/f
Langzeitstabilität
-----
1 s/Tag
0.001 s/Tag
10 –5
10 –6
10 –8
10-6 / Jahr
10-6 / Jahr
10-8 / Jahr
5⋅10 –10
5⋅10-9 / Jahr
Unruhe
Pendel
Quarz mit Schwingkreis
Unkompensiert
Temperaturkompensiert
Ofenstabilisiert
Hochpräzise stabilisiert
Rubidium Zelle
FH Gießen - Friedberg
FB IEM
5⋅ 10-12
2⋅ 10-11 / Monat
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Frequenz Normal
Resonator
Cäsium Atomschwingung
Cs Strahlrohr
Kommerziell
Labor
1.4.1.5.
Seite 51
Kurzzeitstabilität
∆f/f
Langzeitstabilität
5⋅ 10-12/10 Jahre
10-11
10-14
2,5 ⋅ 10-14 / Lebensdauer
Prinzip Universalzähler
Die Frequenz wird von einem Frequenznormal erzeugt, die Anzahl der
Eingang A
Tor
Schwingungen wird mit der Zeitbasis in
Sekunden umgesetzt. Ereignisse, die
Steuer
am Eingang A oder B anliegen, werden
Eingang B
Schaltung
so in ihrem zeitlichen Abstand messbar.
Das Tor wird durch die Steuerschaltung
Frequenz
Zeit
geöffnet und geschlossen, die in der
Normal
Basis
Zwischenzeit eingegangenen Signale
werden gezählt und über eine SpeiFunktionsblöcke Universalzähler
chermöglichkeit zur Anzeige gebracht.
Dabei kann auch der Eingang B das Tor steuern.
1.4.2.
Drehbewegung /Drehweg
1.4.2.1.
Potentiometer
Zähler
Speicher
Register
Anzeige
1.4.2.1.1
Allgemein
Anwendung: Rückmeldung der Stellung von motorischen Stellgliedern, Ventilen und Klappen. Es ist eine Absolutanzeige. Neben einfachen Potentiometern mit einem Drehwinkel von
270 ° gibt es auch Mehrgang - Potentiometer (bis 25 Gänge).
1.4.2.1.2
Drahtpotentiometer
Es werden dünne Widerstandsdrähte um einem Isolationskörper
gewickelt. Vorteile: Kleines Widerstandsrauschen, geringe
Temperaturdrift, auch für größere Leistungen verfügbar.
Nachteile : Begrenzte Ortsauflösung (Drahtdicke)
1,02
R/R23
1
0,98
T /°C
-50
0
50
100
1.4.2.1.3
Schichtpotentiometer
Die Widerstandsschicht besteht aus einer Ruß / Graphit MiTemperaturgang von Leitplastikposchung mit organischen Harzen z.B. Epoxidharz. Die Schicht
tentiometern
wird auf Hartpapier, Kunststoff oder Keramik mit einer Dicke
von 10 – 20 µm aufgetragen. Der Anteil Graphit bestimmt den
Widerstand. Vorteil: glatte, abriebfeste Schichten (107 bis 108 Bewegungen). Nachteil: Hoher
Temperaturkoeffizient (300 – 1000 ppm /K)
Metalloxid – Glasbindungsschicht – Potentiometer
1.4.2.1.4
Eine Mischung aus Metalloxid und Glas wird auf einem Keramik Träger aufgebracht. Sie
werden häufig als Trimmer eingesetzt Vorteil: geringe Temperaturabhängigkeit (50 ppm / K)
Nachteil: Raue Oberfläche, daher hoher Abrieb
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Sensor Technik 1
Stand WS 2004 / 2005
Seite 52
Dünnschicht – Metallfilm Potentiometer
1.4.2.1.5
Ni / Cr oder Metalloxide Ta2O5 werden auf Glas aufgedampft. Vorteil: Kleine Abmessungen,
glatte Schichten. Nachteil: Geringe Schichtdicke, wenig Einstellzyklen
1.4.2.1.6
Leitplastik Potentiometer
Widerstandsschichten, bestehend aus Graphit und organischen Harzen werden in Substrat oder Kunststofffolie eingepresst. Vorteil: Sehr glatte Flächen. Nachteil: Temperaturgang (400
ppm / K)
1.4.2.1.7
Fehler bei Potentiometern
Kenngrößen von Potentiometern sind:
Absolute Linearität :
Typisch 0,2 %
Unabhängige Linearität:
Typisch 0,1 %
Temperaturkoeffizient:
Typisch 0,03 % / K
Mechanischer Schlupf:
Typisch 0,1 %
Unabhängige
Linearität
1
RN
R
Max Abw.
unabh. Lin.
Absolute
Linearität
Eine Fehlerbetrachtung bei einer typischen
Max Abw. abs. Lin.
Drehwinkelmessung ergibt folgendes:
Fehler durch Abweichung der absoluten Lineari0
Drehwinkel
tät:
0,2 %
0
1
Fehler durch Abweichung bei anderer TemperaFehler bei Potentiometern
tur:
0,03 %
Mechanische Ankoppelung: 0,1 %
Fehler durch Elektronik – Auswertung:
0,07 %
Die Summe ergibt:
0,40 %
oder ca. 0,5 ° Abweichung bei 120 ° Drehwinkel
1.4.2.2.
Drehzahlmesser
1.4.2.2.1
Wirbelstromtachometer
Ein umlaufender Magnet erzeugt in einer Metallscheibe Wirbelströme, die zurückkoppeln und
ein Drehmoment in der Scheibe erzeugen. Durch eine Rückstellfeder und einen Zeiger, der an
der Scheibe angebracht sind, kann das Drehmoment angezeigt werden. Da das Drehmoment
proportional zur Drehzahl des Magneten ist, ergibt sich aus der Zeigerstellung die Drehzahl.
Der Messfehler beträgt etwa 1 % – 3 % vom Messbereichsendwert.
1.4.2.2.2
Fliehkrafttachometer
Ein parallel zu einer senkrecht stehenden rotierenden Achse befestigtes Pendel wird durch die
Fliehkraft angehoben. Wird die Bewegung auf ein Zeigerwerk übertragen, erhält man ein Maß
1 U min
1
für die Drehgeschwindigkeit. Der Messbereich ist eingeschränkt auf
>
>
, wobei
3 U max 10
Umin > als 0 sein muß und Umax ≈ 10.000 U/min ist. Der Fehler liegt dann unter 1 %.
Generatoren
1.4.2.2.3
Durch Drehung wird Strom erzeugt, der gemessen wird. Bei Gleichstromgeneratoren kann nur
der Strom, bei Wechselstromgeneratoren zusätzlich noch die Frequenz gemessen werden.
Wechselstromgeneratoren:
Vorteile:
Keine beweglichen stromführenden Teile
nahezu verschleißfrei
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Nachteile:
Seite 53
Die Drehzahl muß > 0 sein
Genauigkeit 2 % - 5 %
drehrichtungsunabhängig
Gleichstromgeneratoren
Vorteile:
Drehrichtung wird erfasst
Genauigkeit hoch ~ 1%
Auch kleine Drehzahlen werden erfasst
Nachteil:
Verschleiß im Bürstenbereich
1.4.2.3.
Inkrementalgeber
Die Inkrementalgeber (auch Drehimpulsgeber) basieren auf der Abtastung von Kodierscheiben. Die Abtastung erfolgt optisch oder magnetisch. Die Genauigkeit hängt von der Feinheit
der Kodierbereiche und der Signalerfassung ab. So ergeben 360 Segmente auf einer Scheibe
eine Auflösung von 1°. Auflösungen bis 6000 Segmente auf 360 ° sind üblich, was einer Auflösung von etwa 3,6 ∋ entspricht, es gibt allerdings auch Auflösungen bis zu 1,8 ∋∋ . Man unterscheidet Ein-, Zwei-, Dreikanalgeber und Absolutwertgeber.
1.4.2.3.1
Einkanalgeber
Mit dem Einkanalgeber ist keine Erkennung der Drehrichtung und der Winkelstellung möglich. Er wird zur Messung der Drehgeschwindigkeit benutzt. Das Prinzip ist in der Abbildung
gezeigt. Es ist dabei t1 die Zeit für 1/n Umdrehungen, wobei n die Anzahl der Segmente ist.
Die Auswertung erfolgt durch Zählung der Impulse pro Minute (z.B. m – Impulse). Dann
wird m/n = U/min = Drehzahl
1.4.2.3.2
Zweikanalgeber
Der Zweikanalgeber erlaubt die Erkennung der Drehrichtung und eine gegenüber dem Einkanalgeber vierfache Auflösung. Drehrichtungserkennung: Wenn B von 0Æ 1 springt und
A = 0 ist, dann läuft die Scheibe in Drehrichtung 1. Drehrichtung zwei gilt für B Æ 1 und
A = 1. Mit der Flankenauswertung (J-K Flip Flop) der beiden Kanäle erhöht sich die Auflösung.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.4.2.3.3
Seite 54
Dreikanalgeber
Einkanal - Geber
Kodierscheibe mit 3 Kanälen A, B, C
t1 = Zeit für 1/n Umdrehungen
n = Anzahl der Segmente
U
V
A
B
t
t1
Zweikanal - Geber
U
V
Kanal A
t1
U
V
t
Kanal B
t1
Kanal 3: Nullpunkterkennung und Absolutlageerkennung
Kanal A und B um 90° versetzt
Drehrichtungserkennung und
vierfache Auflösung (Flankenauswertung) möglich
Der dritte Kanal verfügt nur über ein Segment und dient zur Nullpunktserkennung. Er liefert
einen Impuls pro Umdrehung.
1.4.2.3.4
Absolutwertgeber
Jede Winkelposition ist eindeutig einer bestimmten Code Kombination zugeordnet. Auf der
Kreisförmigen Kodierscheibe sind mehrere Kode – Bahnen aufgebracht. Die Anzahl der Bahnen sei n, damit wird die erreichbare Auflösung A = 2n . Bei 10 Kode – Bahne werden die
360° in 1024 Teile aufgeteilt, was einer Auflösung von 0,3° entspricht. Sehr häufig wird als
Kode der Gray – Code verwendet. Er zeichnet sich dadurch aus, daß sich aufsteigend jeweils
nur ein Bit ändert
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
t
Stand WS 2004 / 2005
Sensor Technik 1
Seite 55
Absolutwertgeber mit Gray - Code
Schnitt durch
Drehimpulsgeber
Elektronik
Fotodioden
Segmentsacheibe
Licht
schranke
O-Ring
Lager
Welle
Robuster industrieller Drehimpulsgeber
Auflösung: 2n n= Anzahl der Code-Bahnen
Es ändert sich nur ein Bit!
D
0
0
0
0
0
C
0
0
0
0
1
B
0
0
1
1
1
A
0
1
1
0
0
1 0 0 0
Elektronik
Z
1
2
3
4
5
Getriebe
Achse
8
Kodierscheibe
Absolutwertgeber
1.4.3.
Induktive und kapazitive Sensoren
1.4.3.1.
Tauchankersensor
Der Tauchankersensor (auch Drossel – Sensor) besteht aus
einer Spule, in die ein Weicheisenkern eintaucht. Bei tiefem Eintauchen erhöht sich die Induktivität der Spule. Die
Messung der Eintauchstrecke erfolgt über die Messung der
Induktivität. Dies kann mit einer Maxwell – Wien Brücke
vorgenommen werden.
1.4.3.2.
Sek. -Spule 1
X
Differentialtransformator
Primär - Spule
Sek. -Spule 2
UP
Weicheisenkern
0
US
Aufbau LVDT
FH Gießen - Friedberg
FB IEM
0
Tauchanker
aus Weicheisen
X
Spule
Rückstellfeder
Prinzip Tauchankersensor
Wesentlich
weiter verbreitet ist der Differentialtransformator oder auch LVDT (Linear Variable Differential Transformer). Ein verschiebbarer Weicheisenkern ist in einem zylinderförmigen Transformator beweglich gelagert. Die Primärwicklung befindet sich in der Mitte, außen befinden
sich zwei Sekundärwicklungen. Die Sekundärwicklungen sind so dimensioniert und geschaltet, daß in der Mittenstellung des Kerns die beiden Sekundärspannungen sich gerade aufheben.
Bei Verschiebung des Kernes entsteht eine mit
der Verschiebungsstrecke linear ansteigende
Differentialspannung. Die Spannung Us ist somit ein direktes Maß für die Verschiebung. Die
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
180 °
Richtung der Verschiebung entnimmt man
aus der Phasenverschiebung zwischen Primär- und Sekundärspannung.
ϕ in °
US
V
Seite 56
Mit LVDT sind Messungen bis zu 5 mm bei
einer Auflösung von ± 3 µm möglich. Der
Einsatz ist von – 50 °C bis 300 °C möglich.
Die Genauigkeit beträgt 0,2 %.
0°
-2 -1
0
1
2
X in µm
Differentialspannung und Phase beim LVDT
Spule
Die LVDT verfügen über hohe Linearität. Zur
praktischen Anwendung können LVDT mit integrierten Auswerteschaltungen bezogen werden.
1.4.3.3.
Induktiv - Sensoren
S
Ferritkern
Bedämpfungsfahne
Aufbau Kompaktsensor
Spulen
Kugellagergehäuse
Feder
Tastspitze
Anschlusskabel
Magnetischer Anker
Miniatur Sensor
Messbereich : 6 2 bis 6 5 mm
Auflösung: :
Länge 50 - 80 mm
& : 20 mm
Kompaktsensor
Messbereich : 6 2 bis 6 5 mm
Auflösung: :
Länge 25 - 80 mm
& : 8 mm
Sensor für größere Längen
Messbereich : 6 12 bis 6 200 mm
Auflösung: :
Länge 120 - 800 mm
& : 20 mm
Industrielle Ausführungsformen LVDT
1.4.3.3.1
Aufbau
Die Induktiv – Sensoren sind berührungslos arbeitende Sensoren, die deshalb auch häufig
zum Aufbau von Annäherungsschaltern benutzt werden. Das in einer Spule mit Weicheisenkern erregte magnetische Wechselfeld tritt an der aktiven Fläche aus und nimmt dort einen
Zustand geringer Dämpfung ein. Nähert man sich diesem Feld mit einem metallischen Körper
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 57
(Dämpfungsfahne), so werden Wirbelströme erzeugt, Verluste treten auf und der mit der Spule verbundene Schwingkreis verliert an Güte. Die Änderung der Güte wird gemessen. Sie ist
das Maß für den Abstand der Dämpfungsfahne.
In den Aufbauformen werden Längs – Initiator, Schlitz – Initiator und Ring – Initiator unterschieden. Die technische Verarbeitung ist
sehr kompakt
Der Schlitz – Initiator wird meist als Schalter
genutzt. Zwei gegenüberliegende Spulensysteme bilden einen Transformator mit großem
Luftspalt und loser Kopplung. Ohne Dämpfung schwingt der Oszillator, mit Dämpfung
reißt die Schwingung ab und der Initiator
schaltet.
S
Bedämpfungsfahne
Spule
V2A Gehäuse
Induktiv – Sensor:
Feldlinienverlauf mit / ohne Bedämpfungsfahne
Gehäuse
Spule 1
Elektronik 1
Bed.fahne
Elektronik 2
Spule 2
Aufbau von Induktiv – Sensoren. Längsinitiator
1.4.3.3.2
Signalauswertung
Eine Elektronik misst die Amplitude des
Schwingkreises, in den der Sensor eingebunden ist. Bei hoher Amplitude ist die
Bedämpfungsfahne weiter entfernt als bei
geringer Amplitude. Die Auswertung
kann nun als Entfernungsmessung in
Form der Auswertung der Höhe des Ausgangssignals durchgeführt werden oder
als Schalter, in dem das Ausgangssignal
mit einem Schwellwert (Komparator)
verglichen wird.
FH Gießen - Friedberg
FB IEM
Schlitz Initiator
Q über Abstand Bedämpfungsfahne
Güte und Schwingungsamplitude
Hohe Güte
Geringe Güte
F
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Anwendung zur Metallerkennung
1.4.3.3.3
Da das Ausgangssignal des Sensors nicht nur von der Entfernung des Metalls vom Sensor sondern auch von der Metallsorte abhängt, kann bei vorgegebenem Abstand die Signalgröße zur Materialerkennung benutzt werden. In der
Abbildung ist die Abhängigkeit des Ausgangsstromes
Messverstärker vom Abstand s der Bedämpfungsfahne bei
verschiedenen Metallen gezeigt. Besondere Bedeutung hat
der Induktiv – Sensor in der Münzkontrolle gefunden, wo
neben der Messung der Kontur auch das Metall gemessen
werden kann
1.4.3.4.
Seite 58
Cu
I in mA
V2A
Alu
ST 37
20
10
0
5
10
s in cm
Abhängigkeit des Ausgangssignals
von der Metallart
Kapazitive Sensoren
Der kapazitive Sensor ist ein berührungs- und kontaktlos wirkender Sensor, der meistens als
Näherungsschalter und weniger als Wegegeber eingesetzt wird, mit der Fähigkeit, auch nicht
metallische Objekte zu erkennen.
Blockschaltbild
Prinzip kapazitiver Sensor
Abschirmung
Schaltfahne
Elektrode
Abschirmung
Sensorelektrode
s
Schaltfahne
Generator
Gleichrichter
Tiefpaß
Endstufe
Ausgang
Fahnenarten und Ersatzschaltbilder
s
Aufbau zylindrischer Sensor
s
s
s
Gehäusehülse
Nichtleitend
Bauelementeträger und
Elektronikbaugruppen
εr
Elektrode
Schirm
Leitend, isoliert
Leitend, geerdet
El./F
S/F
Elektrode
Elektrode
Schirm
Schirm
Anschlußkabel
Elektrode
∆ C klein
Geerdeter
Messingbecher
∆ C mittel
∆ C groß
Stützplatte
1.4.3.4.1
Aufbau und Wirkungsweise
Der Sensor besteht aus einem offenen Plattenkondensator, der einen gedämpften Schwingkreis darstellt. Eine Platte wird durch die kreisförmige Elektrode und einePlatte durch die Abschirmung gebildet. Ohne Annäherung eines dielektrischen Körpers ist der Schwingkreis so
stark gedämpft, dass praktisch keine Schwingung stattfindet. Bei Annäherung wird der Kreis
entdämpft, eine Resonanzschwingung entsteht, die gleichgerichtet und nachgewiesen wird.
Die Entdämpfung ist klein, wenn ein isolierter Körper angenähert wird und groß, wenn ein
geerdeter, leitender Körper angenähert wird.
Der Aufbau ist kompakt in einem zylindrischen Gehäuse mit allen Schaltkreisen und dem
Sensor integriert.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 59
Wirkprinzipien
1.4.3.4.2
Die Annäherung einer nicht leitenden Schaltfahne wirkt wie die Erhöhung der Dielektrizität
zwischen den Kondensatorplatten, die Änderung ∆C = -C0 + Ca ist klein.
Ca = f( εr , 1/s)
Bei der Annäherung einer leitenden isolierten Fahne kann man sich die Wirkung wie die Entstehung von zwei zusätzlich zur Grundkapazität in Reihe geschalteten Kapazitäten vorstellen
und zwar Cz1 zwischen Fahne und Elektrode und Cz2 zwischen Fahne und Abschirmung. ∆C
ist nun größer als im ersten Fall.
Ca = f(1/2s)
Die größte Kapazitätsänderung erhält man bei Näherung einer geerdeten Fahne. Sie wirkt wie
ein Parallelkondensator zur Grundkapazität.
Ca = f(1/s)
Abschätzung der Empfindlichkeit
1.4.3.4.3
Bei einer Annäherung einer geerdeten Schaltfahne kann das Problem auf einen Plattenkonε ⋅A
densator mit kreisrunder Fläche zurückgeführt werden. Mit C = 0
(A= Plattenfläche, s =
s
Abstand) wird bei einer Umschaltung zwischen s1 ≈ 15 mm und s2 = 16 mm mit d ≈ 30 mm
ε 0 ⋅π ⋅ d 2
(Typische Sensordaten) C1 =
= 0,42 pF und C2 = 0,39 pF. ∆C beträgt also 0,03
4 s1
pF bei einer Grundkapazität von ca. 5 pF. Der Sensor schaltet also bei einer Kapazitätsänderung von 0,5 % .
Hauptstörgrößen sind elektrische Wechselfelder, die Schwingungen anregen können, sowie
Feuchtigkeit, Staub und sonstige Verschmutzung. Hier lässt sich durch Abschirmung und
kapseln einiges erreichen.
1.4.4.
Optische Wegemessung
1.4.4.1.
Lichtschrankenanordnungen
Photodiode
LED
Platte mit Rasterstrichen
Mittels Durchleuchtung einer Strichrasterplatte und Auswertung
der Lichtimpulse bei Bewegung dieser Strichrasterplatte lassen
sich folgende Genauigkeiten erzielen:
Strichrasterplatte durch Ritzen auf Glas: Auflösung ca., 1 µm
Strichrasterplatte bedruckt:: Auflösung ca. 100 µm.
Detector
Laser
Laser Scanner
1.4.4.1.1
Mittels Drehspiegel und optischem Detektor
lässt sich der Durchmesser oder sonstige Abmessungen von Teilen erkennen. Die Messung des zeitlichen Schattenbereiches bei
Kenntnis der Rotationsgeschwindigkeit des
Spiegels ergibt das gewünschte Ergebnis.
Prüfling
Intensität
D
1.4.4.1.2
D = k ∆t
Triangulationsmessung
∆t
FH Gießen - Friedberg
FB IEM
t
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 60
Bei gleicher Ausrichtung des zu untersuchenden Werkstückes ergibt sich ein anderer Reflexionswinkel. Dies wird ausgewertet. Die Auflösung beträgt ca. 1 µm, der Meßbereich reicht
von 50 mm bis 1000 mm. Ein sehr gutes Gerät für die Schichtdickenbestimmung bei bedruckten oder beschichteten Objekten.
Interferometer
1.4.4.1.3
Das Interferometer bietet die beste Längenauflösung. Obwohl nur die entstehenden Interferenzstriche bei der optischen Überlagerung von kohärentem
Licht ausgenutzt werden, deren Abstand
bei einer halben Wellenlänge (0,25 µm)
liegt, lassen sich durch Interpolation
Auflösungen von 2,5 nm erzielen.
Detektorbild
Pos1 Pos2
Detektor
Abbildungslinse
Laserdiode
Fokuslinse
Pos 2
Pos 1
Beim klassischen Michelson – Interferometer wird ein fester Referenz –
Laseroptische Triangulationsmessung
Spiegel und ein beweglicher Messspiegel benutzt, en Zähler zählt die überschrittenen Maxima des überlagerten Bereiches und Interpoliert.
∆Z
Referenz
Reflektor
Meßreflektor
Meßsignal
I
∆Z
λ/ 2
Michelson Interferometer
1.4.5.
Ultraschall Messungen
1.4.5.1.
Grundlagen
Longitudinalwelle im Medium
Ultraschallwellen sind akustische Wellen mit
Frequenzen zwischen 20 kHz und 500 kHz.
Es sind longitudinale Wellen, die sich nur in
Materie ausbreiten können. Die Wellen sind
gekennzeichnet durch räumliche und zeitliche
Schwankungen von Dichte ρ, Druck p und
Temperatur T des Mediums, das die Schallwellen leitet.
FH Gießen - Friedberg
FB IEM
ungestört
mit Wellen
ausbreitung
T,p,ρ
X
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 61
Beim Übergang von einem Medium zum anderen, gelten die Reflexionsgesetze, wie sie auch
aus der Optik bekannt sind.
c1
c2
=
, wobei streng genommen noch
Reflexion und Transmission von Ultrasin δ 1 sin δ 2
schallwellen
zwischen Transversalwellen und longitudinalwelIein
IR
len unterschieden werden müsste, da bei Reflexiδ1
δ1
on oder Transmission immer auch TransversalReflexion
wellen entstehen. Für die Transmission bzw. Reflexion ist die Schallimpedanz ausschlaggebend.
1 c1
4 ⋅ z1 ⋅ z 2
IT
z i = ρ i ⋅ ci . Es gilt: T =
und
=
2 c2
I ein ( z + z )2
1
2
(z − z 2 )
IR
= 1
I ein ( z1 + z 2 )2
Beispiel Übergang zwischen Luft und Wasser.
Luft: c1 = 331 m/s und ρ1 = 1,3 kg/m³
Wasser: c2 = 1468 m/s und ρ2 = 1000 kg/ m³
2
R=
δ2
Transmission
IT
Es berechnet sich T = 0,12 % und R = 99,88 % Das heißt, es ist fast unmöglich, Schall von
Luft in Wasser einzuleiten oder aus Wasser in Luft herauszuleiten. Das Gleiche gilt für Festkörper und Luft.
1.4.5.2.
Wellenausbreitung
1.4.5.2.1
Schallgeschwindigkeit
Die Schallgeschwindigkeit in Luft berechnet sich zu c = k ⋅
p
ρ
mit k = Adiabatenkoeffizient,
p = Luftdruck und ρ = Dichte
C0 = 331,6 m/s für T = 0°C und p = 1013 hPa Es ergibt sich dabei eine starke Temperaturund Druckabhängigkeit. Das ist in der folgenden Tabelle gezeigt.
- 20
0
20
40
T in °C
C in m/s
319
331
344
355
Dämpfung
1.4.5.2.2
Näherungsweise lassen sich Dämpfungen nach folgenden Formeln berechnen.
Px = P0 ⋅ (1 - α⋅x) für kurze Entfernungen und
für größere Entfernungen mit α ≈ f² ⋅ 3 ⋅ 10 –11 s²/m und f = Frequenz
Px = P0 ⋅ e-α⋅x
Wobei Px der Druck (Schalldruck) in der Entfernung x ist.
Die Ursache für die Dämpfung ist die Reibung der Luftmoleküle bei Bewegung und der damit
verbundene Energieverlust durch Wärmeableitung verantwortlich. Zusätzlich wird noch Energie zur Anregung von Molekülen zu Rotationsschwingungen verbraucht.
Zahlenbeispiel: x = 2 m f = 100 kHz
Berechnung Px nach beiden Näherungen
α = (105)2 ⋅ 3 ⋅ 10-11 = 0,3. a) (kurze E.) Px = 0,4 P0 und b) (größere E.) Px = 0,55 P0
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Ausbreitung
1.4.5.2.3
Idealer Punktstrahler: Eine Kugelwelle wird erzeugt. In allen drei Raumrichtungen herrscht
gleiche Verteilung z.B. P/x oder P/t (bei stehender oder wandernder Welle). Eine Richtcharakteristik erhält man durch gezielte Anordnung der schwingenden Teile/ Randzonen –
Konstruktion z.B. Kolbenstrahler.
1.4.5.3.
Seite 62
Kugelwelle
d
L
Ultraschall- Sensoren
Schalldruckpegel in dB
Richtcharakteristik: Punktstrahler und KolEmpfangs- und Sendesensoren sind gleichwerbenstrahler
tig zu betrachten. (Abstrahlung und Empfang
durch Elektro- Akustischen- Wandler)
a) Biegeschwinger als Kern. Das Problem ist die
Metallscheibe
dl
−4
Piezokeramik
kleine mechanische Auslenkung:
≈ 10
l
auch bei hohen Spannungen V≈ 500 V. Die Kräfte
(Drücke) sind zwar hoch p ≈ 5∗ 10 6 Pa, es lässt sich
U~
jedoch nur ein geringer Anteil von Energie in die
Luft leiten. Das Metall ist mit dem Piezokristall fest
Schema Biegeschwinger
verklebt. Eigenschaften: Breite Abstrahlcharakteristik, niederfrequent, geringer Druckpegel, schmalbandig
(da Resonanz-System), Lange Ausschwingzeit.
Metallmembran
b) Membranschwinger
Eine elastische Metallmembran wird zu Eigenschwingungen angeregt. Eigenschaften: Breite Abstrahl- Charakteristik, niederfrequent, geringer Schallpegel,
schmalbandig (Resonanzschwingung) Sehr lange
Ausschwingzeit.
c) λ/4 – Schwinger
Der Aufbau besteht aus einer Piezo – Keramik mit λ/4 –
Auskoppelschicht. Dadurch wird der Übergangswiderstand vom Festkörper zur Luft vermindert und die Transmission der Schallenergie verbessert.
Transmission Piezokristall zu Luft sehr gering, 10-5....10-4
Die Transmission wird mit der Auskoppel- (Ak) Schicht
durch Impedanzanpassung optimiert. Es ergibt sich Tges zu
Tges =
4⋅ ZK ⋅ ZL
Piezokeramik
U~
Schema Membranschwinger
ZL
ZA
ZK
Luft
Keramik
λ/4 Auskoppelschicht
U~
Schema λ/4 - Schwinger
Keramik
2
⎛
Z ⋅Z ⎞
⎜⎜ Z A + K L ⎟⎟
ZA ⎠
⎝
Mit Optimum bei ZAk =
Z K ⋅ Z L wird Tges≈ 2,5%
Die Breite der Ak – Schicht ist λ/4 um die Amplitude zu
maximieren, die Formgebung ist meist U-förmig um eine
gewisse Richtcharakteristik zu erzeugen.
FH Gießen - Friedberg
FB IEM
U~
λ/ 4 Auskoppelschicht
Praktische Form λ/4 Schwinger
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 63
d) Elektrostatischer Wandler
Der elektrostatische Wandler arbeitet
nach dem Prinzip des Kondensators. EiBlattfeder
genschaften : Breitbandig, sehr kurze
Metallträger
Aus- und Anschwingzeit, näherungsweiU
gerillte Metallplatte
se Richtcharakteristik, eines Kolbenstrahlers, rel. niedriger Schalldruck. Der
metallisierte
Wandler besteht in Prinzip aus einer dünKunsstoffolie
gelochte Metallplatte
nen metallisierten Plastikfolie und einer
gerillten Metallplatte, die zusammen einen Kondensator bilden. Wenn eine Spannung angelegt
wird, wirkt auf die Folie eine elektrostatische Kraft, derart, daß sich Folie und Platte anziehen.
Eine Wechsel-Spannung, die mit einer Gleichspannung überlagert ist, zwingt die Folie zu
gleichfrequenten Schwingungen. Die Gleichspannung ist nötig, da die Kraft auf die Metallfolie
quadratisch von der angelegten Spannung abhängt und die Folie bei einer reinen Wechselspannung
Schwingungen mit der doppelten Frequenz ausführen würde. Außerdem werden durch die Vorspannung die Kräfte auf die Folie erhöht, da wegen der wirksamen Anziehung zwischen Folie
und Metallplatte deren Abstand zueinander verringert wird. Die Folie wird mit einer Blattfeder
unter konstanter mechanischer Spannung gehalten. Über die zwischen Folie und den Rillen der
Metallplatten eingeschlossenen Luftpolster ist eine Frequenzabstimmung des Systems bis ca.
500 kHz möglich.
~
1.4.5.4.
Objekt
Messverfahren
Sender
Signal
geber
Empfänger
Auswerte
Elektronik
1.4.5.4.1
Auswertung der
Laufzeit von
Schallimpulsen
a) Einkopfsystem
b) 2- Kopfsysteme ( haben 2
Wandler) t1 –t0 : Echolaufzeit
1
Entfernung = ( t1 –t0) ⋅ C
2
Problembereiche
Verschiedene sich überlagernde
Echos; Messfolge und Empfängertotzeit bei Einkopf - Systemen,
Übersprechen Sender/Empfänger,
Fremdgeräusche, Messfehler
durch Änderung der Schallgeschwindigkeit.
Schema Zweikopfsystem
Spannung U
Sendeimpuls
Echo
t1
t0
t
Ausschwingzeit
Pulslänge
Echolaufzeit
1.4.5.4.2
Ultraschallsensoren in der Raumüberwachung
FH Gießen - Friedberg
Begrenzung der Pulslänge und der Pulsfolgenfrequenz beim
Einkopfsystem im Hinblick auf die Messauflösung
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 64
Schrankenprinzip in Zweiweg oder Einweg – Ausführung: Messung der Laufzeit oder Laufzeitänderung zur Bewegungsausnutzung. Raumüberwachung: Entweder Netzwerk von Sensoren (Achtung wegen gegenseitiger Beeinflussung verschiedene Frequenzen oder Pulsfolgenkennung erforderlich) oder räumliches abscannen. Dazu sind µProzessoren und entsprechende Steuerungen nötig. Ultraschallsensoren werden häufig in der Objekterkennung angewendet
Sensor im
Zylindergehäuse
Erfassen von Scheiben
Überwachen von bandförmigen Materialien
Erfassen von Stapelhöhen
Registrieren von Personen
Sortieren von Behältern nach Höhe
Zählen bzw. erfassen von Gegenständen
Abtasten Inhalt von Transportbehältern
Ermitteln Flüssigkeitshöhe
Überwachen Füllstand
Kollisionsschutz bei Kränen
Melden von Fehlbelegungen
Überwachung Ausfluß
Einsatz von Ultraschallsensoren in der Produktion
1.4.6.
Radar – Messungen
1.4.6.1.
Grundlagen
Das Prinzip ist wie bei der Ultraschall - Messung: Ein Elektro– magnetischer Impuls wird
ausgestrahlt, am Zielobjekt reflektiert, die Laufzeit wird gemessen, die Raumrichtung der
Ausbreitung des Pulses wird auch gemessen.
1.4.6.2.
Ortung
Die Ortung beinhaltet eine Richtungsmessung und Entfernungsmessung. Das Objekt wird
durch Abtasten des halbkugelförmigen Raumes oberhalb der Radarstation gesucht und bei Reflexion der elektromagnetischen Pulse gefunden. Das Abtasten geschieht durch Scannen in
Azimuth und Elevation. (Horizontalwinkel und Höhenwinkel).
Die Auflösung eines Radarsensors ist abhängig von der Abstrahlcharakteristik der Antenne.
Je schmaler die Hauptkeule ist, desto feiner kann der Raum aufgelöst werden. Schmale
Hauptkeulen erfordern allerdings große Antennen. Bei der Entfernungsmessung ist die Auflösung durch die Pulslänge bestimmt. Kurze Pulse: Gute Auflösung, aber wenig Energie und
daher geringe Reichweite.
Problem bei Radarsensoren: Unerwünschte Echos und Rauschen.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 65
Doppler - Verfahren
Räumliche Auflösung beim Impulsradar
fs
Ziel 1
fe
Ziel 2
cτ
v
v
f e = f s ⋅ c bzw ∆f = f e − f s ≈ 2 ⋅ f s ⋅
v
c
1−
c
1+
2a > c τ !
a
Echo 1
V
Echo 2
Ortung eines Flugzeuges im Landeanflug
Richtcharakteristik einer Radarantenne
Antennen
zur Ortung
Ortung und Geschwindigkeitsmessung mit Radargeräten
1.4.6.3.
Geschwindigkeitsmessung
Die Geschwindigkeitsmessung erfolgt durch Auswertung der Dopplerverschiebung. Dies bedeutet die Ausnutzung von Frequenzverschiebung bei Relativbewegung von Sender zu Empfänger (Doppler – Effekt) bzw. bei Relativbewegung zwischen Sender /Empfänger und Reflektor. Es gilt
V
1+
C mit fe = Empfangsfrequenz; fs = Sendefrequenz; V = Geschwindigkeit des
fe= fs ⋅
V
1−
C
Zieles, C = Lichtgeschwindigkeit.
V
C
Zahlenbeispiel: Ein Auto fährt etwa 50 Km/h. Die Sendefrequenz beträgt fs = 10 GHz
C= 3⋅108 m/s Es ergibt sich eine Frequenzverschiebung von ∆f = 800 Hz. Bei einer Geschwindigkeitsmessung mit ± 3 km/h muss also die Frequenzmessung bei einer Sendefrequenz von 10 GHz auf ca. 50 Hz genau erfolgen.
Oder in guter Näherung ∆f = fe –fs ≈ 2fs ⋅
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.5
Seite 66
Kraft
1.5.1.
Grundlagen
1.5.1.1.
Größen und Einheiten
Kraft- Druck- und Beschleunigungsmessungen können prinzipiell mit den gleichen Sensoren
durchgeführt werden, da durch die Zuordnung der physikalischen Größen zueinander gleiche
Verfahren angewendet werden können.
Kraft wird in Newton gemessen F [N];
F
[bar; Pa] 1 bar = 10 5 Pa
Druck P =
A
mit 1 Pa =
1N
m2
sind zugelassene Einheiten
Nicht mehr zugelassenen Einheiten sind: 1 bar = 0,987 atm; 1 bar = 1,02 atü;
1 bar = 10,2 mH2O; 1 bar = 750 mmHg (750 Torr)
F ⎡N⎤
⎡m⎤
oder ⎢ 2 ⎥
Beschleunigung: a =
⎥
⎢
m ⎣ kg ⎦
⎣s ⎦
1.5.1.2.
Physikalische Messprinzipien
Dehnung von Körpern
1.5.1.2.1
Dabei wird einmal die Dehnung selbst als Längenänderung erfasst oder die Dehnung in eine
Widerstandsänderung gewandelt und der elektrische Widerstand gemessen oder durch die
Dehnung eine Änderung in der Kapazität eines Kondensators erreicht, die wiederum gemessen wird.
Greift eine Kraft an einem Stab an, so erfährt der Stab eine Längenänderung und
F
F
wegen des gleichbleibenden Volumens gilt:
∆l
A
∆l
mit ε = Dehnung. Im elastischen
l
Bereich gilt das Hook∋ sche Gesetz mit
F=E⋅ε⋅A wobei E = Elastizitätsmodul in
N/mm2 ist und A der zur Krafteinwirkung
senkrechte Querschnitt des Stabes ist.
Bruch
ε=
Fließbeginn
l
Elastischer Bereich
ε
Dehnung von
Körpern
Dehnungsverhalten von Metallen
Werte für in 10 6 N/cm²
ε = 7,4 für Aluminium und ε = 52 für Iridium. Stahl liegt bei ε = 21.
Nutzung piezoelektrischer Effekte
1.5.1.2.2
Dabei wird einerseits elektrische Spannung durch Druck oder Zug erzeugt oder geändert oder
aber durch Druck oder Zug eine Widerstandsänderung an nicht- Metallen herbeigeführt (piezoresistiver Effekt).
1.5.1.2.3
Nutzung elektromagnetischer Kräfte
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 67
Durch ein Magnetfeld wird eine Kraft Kompensiert. Es wird der zur Erzeugung des Magnetfeldes erforderliche Strom gemessen. (Präzisionswaagen).
1.5.2.
Dehnungsmessstreifen
1.5.2.1.
Allgemein
Ein elektrischer Leiter ändert seinen Widerstand bei mechanischer Beanspruchung, wobei es
zusätzlich zu den geometrischen Verhältnissen auch Auswirkungen aus dem Bereich der
Struktur gibt. Diese strukturellen Einflüsse sind aber klein und werden im Folgenden vernachlässigt. Es gilt
ρ ⋅l
mit ρ = spezifischer Widerstand. Da Volumen und ρ (s.o.) gleich bleiben, erhält
A
man also bei einer Kraft F1 je nach Kraftrichtung:
R=
R1 = ρ ⋅
K
Material
1.5.2.2.
l ± ∆l
A m ∆A
Dabei findet man:
dR
= k ⋅ ε mit
R
2.05
Konstantan (CuNi)
2,2
NiCr
4,0
PtW
10 - 200
Si
Metallische DMS
Der ursprüngliche Ansatz war ein Draht, dies findet man noch bei Drucksensoren mit Dehndrähten. Neuere Ansätze sind dünne Schichten, die entweder ausgewalzt und gestanzt, aufgedampft oder aus der Struktur herausgeätzt werden. Typische Formen entsprechend der Anwendung sind:
Längsstreifen
Bohrloch – DMS bzw. 60° und 120 ° DMS
Membran DMS
45 ° DMS für Torsion / Drehmoment
90 ° DMS für Standard
Kraftmessung
DMS Ketten
Einfach DMS
Gängige Widerstandswerte
sind: 120 Ω, 350 Ω und 600
Ω.
-
120 ° DMS
Mehrfach DMS
Membran DMS
Lineare DMS
Ketten
DMS
Der zulässige Dehnbereich
liegt bei – 15 % bis 15 % ;
90 ° DMS
Membran
DMS
die Temperaturempfindlichkeit des k – Wertes ist ∆k/k
= - 0,5 % bis 1% für T = - 20
°C bzw. T = 100 °C.
Unbedingt zu beachten ist
der zulässige Spannungsund Strombereich.
FH Gießen - Friedberg
60 ° DMS
45 ° DMS
Beispiele DMS
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.5.2.3.
Sonderformen
Rissfortpflanzungsmessstreifen RFMS.
Drähte werden durch Rissbildung auf dem
Objekt getrennt. Dies äußert sich in einer
Widerstandserhöhung. Bei Dehnlack nimmt
der Lack die Form des gedehnten Materials
an und verbleibt in dieser Form auch bei
Rückformung des Materials
1.5.2.4.
+
-
Rißbildung
Rissfortpflanzungs- DMS
Halbleiter DMS
Dehnlack
Kontakt - Leiter aus Gold
Die Halbleiter DMS sind schmaler ( 0,1 ... 0,3 mm) und
dünner (0,05 mm). Dabei wird ein Si Streifen auf einer
Trägerfolie aufgebracht. Der Vorteil liegt im ca. 20 fachen k – Faktor. Der Nachteil ist die geringe Linearität,
die hohe Temperaturabhängigkeit und das spröde Material.
1.5.2.5.
Seite 68
Anschlußbänder
Halbleiter
DMS Installation
Bei der Installation werden hohe Anforderungen an den Kleber gestellt, wie
Gute Haftung zwischen Messobjekt und DMS Träger
Gute Verarbeitung (dünne Schicht)
Hafteigenschaft auf vielen Materialien
Bequemes Verarbeiten bei Raumtemperatur
Angemessene Verarbeitungszeit, gute Trocknung
Mögliche Positionskorrektur
Hohe Dehnbarkeit
Weiter Temperaturbereich
Gute Isolation
-
Dabei sind Kompromisse nötig, typische Kleber sind: Cyanoacrylat; Methylacrylat; Epoxidharz, Phenolharz; Keramischer Kitt.
1.5.2.6.
Messung mit DMS
Bei der Messung mit DMS werden ausnahmslos Wheatstone Messbrücken verwendet. Dabei ist bei der Beschaltung von ½ und Vollbrücken auf die richtige Dehnungsrichtung
bei diagonalen Brückenwiderständen zu achten, damit sich ein möglichst großer Effekt
erzielt wird.
Es ergibt sich
k ⋅U B
Um ≈
⋅ (ε 1 − ε 2 + ε 3 − ε 4 ) wobei gilt: ε
4
positiv für Dehnung und negativ für Stauchung
R1(ε)
Ua
R3(ε)
Ue
R2(ε)
U2
U4
R4(ε)
Man unterscheidet ¼ Brücke oder einfach – Messstreifen mit Um = kε/4 ⋅ UB
und Vollbrücken (s.o) mit
½ Brücke oder Doppel – Messstreifen mit Um = k⋅ε/2 ⋅ UB
Um = k⋅ε⋅UB wegen ε1 - ε2 = 2ε und ε1 - ε2 + ε3 - ε4 = 4 ε
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 69
Messschaltung
1.5.2.7.
Als Messschaltung kommen einfache Subtrahier – Verstärker oder besser Instrumentier –
Verstärker zum Einsatz. Bei diesen Verstärkern können alle Widerstände R1 bis R4 oder nur
R1 bzw. R1 und R2 DMS sein.
U1
R 1 (ε)
U3
R3
R 3 (ε)
Um
R1
Ua
-
UB
Ue
+
R 2 (ε)
U2
U4
R 4 (ε)
Ue
R2
Ua
R4
Installationsbeispiele
1.5.2.8.
Im folgenden seien gezeigt:
Meßanordnung an einem Baggerzahn mit zwei Sackbohrungen
Prinzipielle Einsatzmöglichkeiten DMS
Längskraftmessung
Biegekraftmessung
Torsionskraftmessung
14
13
Längskraft
-
Torsion
Scherkraft
Längskraftmessung auf Vollmaterial
Biegekraftmessung auf Vollmaterial
Torsionskraftmessung auf Vollmaterial
Messung von Längskraft, Torsionskraft und Scherkraft in einem Bohrloch
Dehnung bei Membranen
1.5.3.
Kraftmessung
1.5.3.1.
Kraftmessung mit DMS
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Zylindrischer Verformungskörper mit DMS
Biegefeder
Biegebalken und DMS
DMS
Seite 70
F
Stauchung
Dehnung
F
F
Beispiele für Kraftmess - Einrichtungen
Es werden verschiedene Verformungskörper mit DMS bestückt und ihre Verformung bei
Kraftanwendung gemessen. Man nutzt die Konstanz des Elastizitätsmoduls aus. Typische
Verformungskörper sind der Biegebalken, die Biegefeder und zylindrische Verformungskörper. Die Genauigkeit ist außerordentlich hoch und liegt bei 0,03 %! Daher können diese
Messeinrichtungen auch für Eichzwecke genutzt werden.
Elektrodynamische Kraftmessung
1.5.3.2.
Das Magnetfeld einer Stromdurchflossenen Spule stößt
sich vom Permanentfeld eines Topfmagneten ab und kompensiert damit die einwirkende Kraft. Es wird der Strom
bei Nullstellung gemessen. I ~ F.
F
0
I
Spule
Prinzip Elektrodynamische
Waage
Durch Druck auf eine Piezoelektrische Kristallanordnung wird eine Spannung erzeugt, die
möglichst stromlos gemessen wird. Dazu nutzt man FET – Verstärker (FET Transistor oder
C-MOS OPV ) Die Spannung ist der Kraft proportional. Zur besseren Auflösung werden
mehrere Piezokristalle in Reihe gebracht und verschaltet.
Piezoelektrische Kraftmessung
1.5.3.3.
F
F
PiezoScheiben
+
F
Quarz
F
Vorspannhülse
_
FH Gießen - Friedberg
Stecker
Gehäuse
Membrane
Endstück
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 71
Sensorelemente zur Kraft- und Druckmessung
1.5.4.
Beschleunigungsmessung
Eine seismische Masse wrd beschleunigt, übt dabei gemäß F = M ⋅ a eine Kraft aus, diese
Kraft wird gemessen.(s.o). Es werden vornehmlich in der Automobilindustrie (Air - bag) sehr
kleine und zuverlässige Beschleunigungssensoren verwendet. Gewicht bei ca. 15 g, Temperaturbereich zwischen – 50 °C und 120 °C bis zu 750 °C. Die Ausführung gibt es linear, biaxiPiezoelektrischer Beschleunigungssensor
Piezoresistiver Sensor in Si Technologie
Prinzip
Federscheibe
Piezowiderstand
Elektroden
Piezokeramik
Isolierteile
Gehäuseboden
Aufbau in Dünnschichttechnik
Glasabdeckung
Seismische Masse
Seismische Masse
Bauformen mit
integrierter
Elektronik
Kontakte
Biegebalken
Kapazitiver Sensor in Si Technologie
mit integrierter Auswerteelektronik
Metall
Masse
Oxidarm
al und triaxial. Es wird ein großer Dynamikbereich von 2 Hz bis 10 KHz gefordert und realisiert. Die unterschiedlichen Anwendungen erfordern verschiedene Gehäuse. Es werden SenFH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 72
soren in Siliziumtechnologie und Dünnfilmtechnik mit piezoelektrischem und piezoresistivem
Effekt sowie Halbleiter DMS hergestellt. Die notwendige Auswerteelektronik wird meist auf
dem Sensorchip mit integriert.
Ein weiter Bereich der Beschleinigungssensoren ist auch die Messung von Schwingungen.
1.5.5.
Druckmessung
1.5.5.1.
Allgemein
Zur Druckmessung werden ähnliche Verfahren verwendet. Man findet Piezoresistiv – Technik, Si Technik mit DMS, Einsatz von LVDT, Kapazitäten und Dehndrähte. Es werden
Druckbereiche von 0 bis 10 kPa oder 0 bis 10 000 kPa erfaßt. Der Linearitätsfehler liegt bei ±
0,2 % der Temperaturbereich zwischen -40 °C und +125 °C (normal) oder zwischen – 200°C
bis +260 °C (erweitert) . der Temperaturkoeffizient liegt bei Halbleitern relativ hoch ~ 0,15 %
/K
Druckmembran und DMS
Druckmembran und LVDT
Druckmessung mit Dehndrähten
U
S
Dehndrähte
Blattfeder
Haltestäbe
Elektrische
Durchführung
Dehnung
Stauchung
Stauchung
Druckmembran und
kapazitive Auswertung
Membran
Integrierter Drucksensor auf Silizium Chip
Drucksensor in Dünnschichttechnik
Biegebalken
300 µm
Widerstände aus
Polygermanium
Dehnungsmeßwiderstand
Trennmembran
30 µm
10 mm
Kontaktpad
Druckmembran
Silizium
1.5.5.1.1
Dehnungsverteilung an Membranen
Ein Großteil der Sensoren nutzt die Durchbiegung von am Rand fest eingespannten
Membranen und die Auswertung durch Dehnungsmessstreifen oder andere Wegesensoren
aus. Kräfte und Dehnung siehe Bild.
Kapazitive Druckmessung
1.5.5.1.2
C = f(p) ist stark nichtlinear bzw. hat hohe Streufeldprobleme. Es lassen sich mit
Membrankondensatoren Kapazitätsänderungen von ca. 0,1 pF erzielen. Es muß daher ein
hoher elektronischer Aufwand für die Linearisierung und Stabilisierung erbracht werden.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Dehndrähte
1.5.5.1.3
Es werden dünne Drähte verwendet ∅ ~ 7,5 µm. Der Vorteil
liegt in der hohen Genauigkeit, dem kleinen und linearen
Temperaturkoeffizienten und der mechanischen Robustheit.
Der Nachteil liegt im Preis. Der Einsatz ist für hochwertige
Anwendungen sinnvoll wie:
Zylinderdruckmessung an Kolbenprüfständen (Automobiltechnik)
Bremsdrucküberwachung
Öldrucküberwachung
Geschwindigkeitsmessung Hubschrauber (Staudruck)
Seite 73
ε>0
ε<0
Membrane
Schweißnaht
Anschlußstutzen
Membrane
Radiale
Spannung
P
Tangentiale
Spannung
1.6
Magnetfeld
Dehnung bei einer
Kreismembran
1.6.1.
Grundlagen der Magnetfeldsensoren
1.6.1.1.
Allgemein
Als ein grundlegendes Wirkprinzip für die Sensoren auf der Basis der Hall- Sonde bzw. der
magnetorestriktiven Sensoren kann die Lorentzkraft angesehen werden. Danach wirkt auf eine bewegte Ladung in einem
r
r r
Magnetfeld bekanntlich die Kraft F mit F = Q ⋅ (v × B) . Q ist
d
r
r
die Ladung, v deren vektorielle Geschwindigkeit und B die
b
magnetische Flußdichte. oder magnetische Induktion in
Vs/m².
a
1.6.1.2.
Hall - Effekt
Halbleiterplättchen
Legt man an ein dünnes Halbleiterplättchen mit
den Abmessungen a x b x d eine Spannung U0 in
Längsrichtung an, so stellt sich ein Strom I0 ein,
der nur durch die Dimension und die elektrischen
Kennwerte des Halbleiterplättchens festgelegt
wird. Es berechnet sich ein Widerstand R0 zu
R0 =
a 1
⋅
b⋅d σ
I0
U0
Ea
UH
σ = spezifischer Leitwert.
Äquipotentiallinien Halbleiterplättchen
Insbesondere kann man an den Seiten des Halbleiterplättchens keine Spannung abgreifen, da sich
das elektrische Feld längs der Kante a homogen verhält. Ea = U0 / a.
Wird das Halbleiterplättchen in ein Magnetfeld mit der Flußdichte B gebracht, so erfahren die
Ladungsträger eine Kraft senkrecht zur Bewegungsrichtung (Lorentz – Kraft), die die Ladungsträger so lange ablenkt, bis ein durch die Ladungstrennung hervorgerufenes Eb – Feld
diese Kraft zu Null kompensiert. Dabei bewirkt Eb eine Drehung der elektrischen Feldlinien
Ea um den Winkel ΘH, den Hall – Winkel. Dabei gilt:
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 74
tan ΘH = µ⋅B mit µ = Ladungsträgerbeweglichkeit. Die Hallelektroden sind dann auf unterschiedlichem Potential, so daß eine Hall – Spannung UH gemessen werden kann.
Für ausreichende Hall – Spannung sollte a >> b und die Hall – Elektroden klein in der Abmessung ( a- Richtung) sein. Für die Hall Spannung gilt:
RH
3 ⋅π
⋅ I0 ⋅ B
mit RH = Hall – Koeffizient RH ≈
8⋅e⋅ n
d
dung (1,6 ⋅ 10-19 As) und n = Zahl der freien Ladungsträger pro cm³
UH =
mit e = Elementarla-
Allerdings erhöht sich durch den längeren Weg, den die Ladungsträger durch die Ablenkung
durch B im Halbleiter zurücklegen müssen, auch der Widerstand des Halbleiterplättchens
Diese Auswirkung wird auch Gauss – Effekt genannt. Während bei den Hall Generatoren ausschließlich die erzeugte Hall – Spannung als Meßgröße für das Magnetfeld benutzt wird, nutzt
man die Widerstandsänderung bei den magnetorestriktiven Sensoren aus.
Magnetorestriktive Sensoren
1.6.2.
Zur praktischen Ausnutzung des Gauss – Effektes wählt man Halbleiter völlig anderer Geometrie als bei den Hall – Sensoren. Es gilt hier: a << b . Es kann sich somit kein Hall – Feld
aufbauen, die Widerstandsänderung durch die Verlängerung des Weges durch den Halbleiter
aufgrund des magnetischen Feldes kann aber gemessen werden.
RB = Widerstand bei anDabei findet man folgende Beziehung: R B = R0 ⋅ (1 + k ⋅ µ 2 ⋅ B 2 )
liegen eines Magnetfeldes, R0 = Wiederstand ohne Magnetfeld mit k als Geometriefaktor und
µ als Elektronenbeweglichkeit.
1.6.2.1.
Feldplatten
B
Metallnadeln
RB
NiSb
InSb
Aufbau Feldplatte
B
Typischer Verlauf RB
Stromverlauf in NiSb
Bei magnetorestriktiven Sensoren von Fa. Siemens, auch Feldplatten geB
I
nannt, werden zur Verstärkung des magnetorestriktiven
Effektes nadelförmige Metallstreifen in genauer AusI
richtung in einen Halbleiter eingebracht. Sie dienen dazu, das sich durch den Einfluß eines Magnetfeldes drehende elektrische Feld kurz zu schließen. Damit wird
Al2O3
ein längerer Weg der Ladungsträger durch den HalbleiFerrit
ter erzwungen. Die Abhängigkeit des Widerstandes von
Aufbau Feldplatte
der Feldstärke ist nahezu quadratisch. Zur Erzielung
höherer Widerstandswerte wird der mit Metallnadeln bestückte Halbleiter mäanderförmig auf
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
Seite 75
einem Träger aufgebracht. Es gibt verschiedene Halbleiter / Metallkombinationen. An gebräuchlichsten ist die Kombination InSb und NiSb.
1.6.2.2.
Ferromagnetische Metallnadeln
Kennlinie mit
ferromagnetischen
Nadeln
RB
Linearisierung
Durch Barber Poles
Eine weitere Variante liegt in der Verwendung von ferromagnetischen Metallnadeln, die in Stromflussrichtung
angeordnet werden (Fa. Valvo). Dabei ist der Widerstand ohne äußeres Magnetfeld am größten und nimmt
B
bei Anlegen eines Feldes quadratisch mit der Feldstärke
ab. Wenn man einen Winkel von 45 ° zwischen der
Kennlinien mit ferromag. Nadeln
Richtung der Magnetisierung dieser Metallnadeln und
dem Strom I ohne äußeres Magnetfeld erreicht (Realisierung durch entsprechende um 45 ° gegen die X – Achse geneigte Elektroden, 'Barber Poles'),
so lässt sich die Kennlinie des Sensors linearisieren.
1.6.3.
Materialien
Zur Erzielung großer Effekte sowohl bei Hall – Sensoren als auch bei Feldplatten, sollte die
Ladungsträgerbeweglichkeit µ und die Hall – Konstante (proportional zur Zahl der freien Ladungsträger) groß sein. Folgende Daten geben einen Überblick:
Größe
µ in m²/Vs
InSb
7,7
InAs
3,0
RH in m³ / As
3⋅10 -4
10
Temp. Koeff α in 1/K
Bandabst. E in eV
Si
0,15
GaAs
0,8
-2
4 ⋅ 10 ²
3,4⋅106
2⋅10 -2
10 -3
5⋅10 -3
8⋅10 -4
0,17
0,36
1,12
1,43
Für magnetorestriktive Sensoren ist InSb wegen des großen µ - Wertes günstig. Der Nachteil
liegt im geringen Bandabstand, was das Material bei Zimmertemperatur zum Leiter macht.
Für Hall – Sensoren wird häufig Si verwendet, da es mit der Elektronik integriert werden
kann. Günstig ist auch GaAs, da der µ - Wert akzeptabel und α klein ist.
1.6.4.
Aufbau von Sensoren
1.6.4.1.
Hall – Sensoren
Hall – Sensoren werden als dünne Plättchen in Dünnschichttechnik mit GaAs angeboten, ebenso in integriertem Aufbau mit Elektronik in Dünnschicht- bzw. Hybrid - Technik und in
Si- Technik. Es gibt auch eine Menge von Hall – Sensor – IC, die mit unterschiedlichen Verarbeitungsschaltungen ausgerüstet sind.
1.6.4.2.
Magnetorestriktive Sensoren
Diese werden in unterschiedlichen Bauformen sowohl mit als auch ohne Permanentmagnet
angeboten.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.6.5.
Anwendungen
1.6.5.1.
Magnetfeldmessung mit Hall – Sensoren
Zur hochgenauen Vermessung von Magnetfeldern werden Sonden aus geschliffenen InAs Material hergestellt, wobei die Nullspannungseinstellung durch Materialabtrag erfolgt. Die Stabilität
wird durch Burn In erhöht. Abweichungen vom Linearen Verhalten werden durch geeignete Lastwiderstände optimiert. Mit der
Verwendung einer Präzisionsstromquelle und eines rauscharmen
Spannungsverstärkers sowie bei Verwendung einer Temperaturstabilisierung lassen sich Präzisionssensoren herstellen.
Seite 76
UH
−ε
+ε
Dabei ist die äußere Form den Meßzwecken angepaßt. die Linearität liegt bei ~ 0,5 %, die Empfindlichkeit bei 100 mV auf 100
mT.
Sie werden sowohl zur Freiluftmessung als auch für Stromzangen
eingesetzt
B
Kontaktlose Positionserfassung
1.6.5.2.
Metall
UA
1
Metall
2
1
2
3
Sensor
x
x
N
3
R1
S
R2
N
S
Permanentmagnet
Signalverlauf zum
Aufbau links
Messprinzip: An einem
Permanentmagneten vorbeibewegtes Eisen ändert das Magnetfeld des Magneten, diese Änderung wird durch den Sensor erkannt. Der Permanentmagnet ist meistens im Sensor integriert.
Positionsmelder, Endabschalter
1.6.5.3.
s
UA
UA
s = konstant=0
d
N
S
d
d =konstant
s
Nachteilig bei dieser Anwendung ist die relativ hohe Vorspannung gegenüber dem Nullpunktsignal.
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
s
Seite 77
s
d
UA
d =konstant
d
s
N
S
N
S
Hall - Sensor
Differentialfeldplattensensor
Ausgangssignal
Durch andere Anordnung des Sensors zum Permanentmagneten oder durch Verwendung eines Differentialfeldplattensensors läßt sich ein nullsymmetrisches Signal erzeugen.
Weitere Anwendungen
1.6.5.4.
Weitere Anwendungen für Magnetfeldsensoren sind z.B. Druckmessungen, Beschleunigungs(Schwingungsfrequenz-)Messung, Schichtdickenmessung und Ansteuerung von Motoren
Druckaufschlag
Motor
Feder
Druckmembran
Eisen
d2
Hallsensor
Magnet
Hallsensor
Druckmessung
Hallsensor
Magnet
(seismische Masse)
Eisen
Schichtdickenmessung
Beschleunigungsmessung
Schichtdickenmessung: Über eine Abstandsmessung kann die Schichtdicke von unmagnetischen
Schichten (z.B. Lacken) auf ferromagnetischen
Materialien gemessen werden.. Man bringt den
Sensor auf den Lack und kann dann aus der Beziehung UH über Abstand den Abstand und damit die
Schichtdicke bestimmen. Verbesserte Verfahren
arbeiten mit Referenz – Sensoren. Dabei werden
soll – Signale von einem Referenzsystem (Soll –
Schichtdicke) abgegriffen und mit dem aktuellen
Signal verglichen. Dann gibt es positive oder negative oder keine Abweichung .
Positionserfassung und Drehzahlmessung
Mit einem gezahnten metallischem Rad kann die
Radposition über Impulszählung oder die Drehzahl
bestimmt werden.
FH Gießen - Friedberg
d1
FB IEM
ϕ
UA
d =konstant
π
2π
ϕ
Prof. Dr. Rüdiger Hempfling
Stand WS 2004 / 2005
Sensor Technik 1
1.6.5.5.
Seite 78
Differential Feldplatten Sensor
Zwei Feldplatten werden in einer Wheatstoneschen Brücke verschaltet. Steht ein Eisenteil
symmetrisch über den beiden Sensoren, ist das Ausgangssignal Null, sonst überwiegt der linke oder der rechte Sensor.
Saturationskern – Sonden
1.6.6.
(Flux Gate Magnetometer, Förster – Sonde)
Funktionsprinzip: Ein hochpermeabler (µr ≈ 500 000) weichmagnetischer Werkstoff wird
durch eine Erregerspule sinusförmig erregt. Dabei wird die magnetische Sättigung angestrebt.
Eine Hysterese wird durch Materialauswahl weitestgehend vermieden.
Wird dem Erregerfels ein Gleichfeld H0 (Messgröße) überlagert, so wird z.B. an den Punkten
1 und 3 (siehe Bild) die Magnetisierungskurve abgeflacht und an den Punkten 2 und 4 steiler.
dH
Die Ableitung der Magnetisierungskurve
= U ist dann eine periodische nicht sinusförmidt
ge Schwingung, deren gradzahlige Harmonische ein direktes Maß für die Feldstärke H0 sind.
Diese Sensoren bieten eine hochgenaue Auflösung von etwa 10 –6 A/cm, was etwa 1/100.000
der Erdmagnetfeldstärke entspricht. Allerdings sind sie wegen der Materialien und der aufwendigen Signalauswertung auch teuer. Durch hohe Integration der Elektronik werden solche
Sensoren in neuerer Zeit auch für die Automatisierungstechnik interessant, z.B. MSE 582 der
Firma Vacuumschmelze. Der Messbereich liegt hier bei 0,5 mT, die Empfindlichkeit bei 10
V/mT. Die Linearität ist besser als 1 % und die Grenzfrequenz reicht bis 20 kHz.
Prinzip
Sättigungskernsonden
Flux-GateMagnetometer
H0
Kern
Ierr
U=
Magnetisierungswicklung
U
Sondenwicklung
U
Erregerfeld mit
und ohne
H0
Gleichfeld H0
Messung der gradzahligen
Harmonischen ergibt H0
Aufbau und Funktionsprinzip Saturationskern - Sonden
FH Gießen - Friedberg
FB IEM
Prof. Dr. Rüdiger Hempfling