RFID bringt die Intelligenz - Werkstatt
Werbung

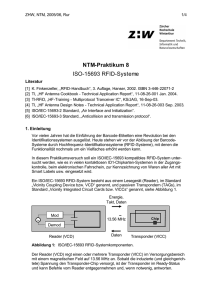
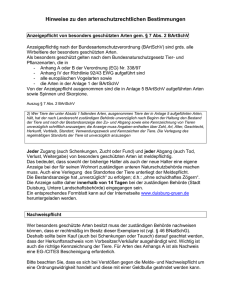
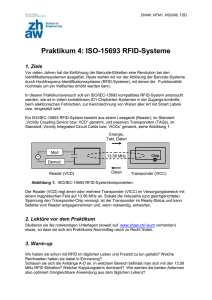
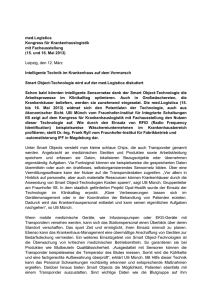
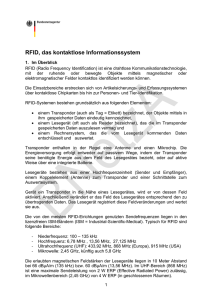
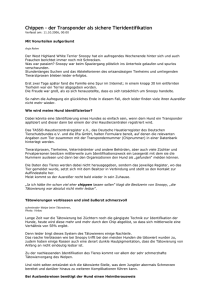
72 TOOLMANAGEMENT Industrie 4.0 W Transponder W Werkzeugkennzeichnung RFID bringt die Intelligenz Eine praktikable Methode, Werkzeuge zum ›Mitdenken‹ zu bringen, ist ihre Ausstattung mit Transpondern zur Radiofrequenz-Identifikation (RFID). Möglich wird ein automatisierter ­Prozess vom Wareneingang über die Werkzeuggestaltung bis zur Lagerung und zum Service. von Yilmaz Benzer und Christian Debus 1 Transponder im Press-fit-Gehäuse mit Darstellung der Größenverhältnisse. Die Farbgebung des Gehäuses kann variiert werden (Bild: ­Neosid) E ine erfolgreiche Umsetzung erster Schritte der Langzeitstrategie Industrie 4.0 bedeutet eine größtmögliche Automatisierung sämtlicher Abläufe, um die involvierten Prozesse zu optimieren, Fehler zu reduzieren und zugleich die beteiligten Personen zu entlasten. Hierfür ist es notwendig, dass die Produkte und Bauteile eine bestimmte ›Intelligenz‹ besitzen. Ein Lösungsansatz zur Automatisierung ist die Markierung mithilfe eines Auto-Identifikations- (ID-) Verfahrens, beispielsweise per Radio­ frequenz-Identifikation, abgekürzt RFID (aus dem Englischen). RFID-Transponder sind auch für das Werkzeugmanagement bedeutende Komponenten, denn mit ihnen lässt sich die elektronische Dokumentation der Fertigungs- und Wartungsprozesse durchgängig automatisieren. Vernetzung von Materialeingang über Werkzeugbau bis Produktion Ein Werkzeug oder ein Werkstück, das einen RFID-Transponder trägt, kann über die Transponder-UID (Unique Identification Number) eindeutig identifiziert werden, indem der Transponder elektronisch und kontaktlos gelesen wird. Mit dieser Erkennung kann der Anwender über Zuordnung von Datensätzen jede Art von Information zu dem Werkzeug direkt einsehen. Somit kann eine durchgehende Vernetzung von Materialeingang über Werkzeugbau bis zur Produktion mit einem RFID-Werkzeugmanagement vollautomatisch ablaufen. Der automatisierte Prozess beginnt im Wareneingang mit der Entgegennahme des Materials. Die automatisierten Prozessschritte schließen die Bedienung der Maschine, die Unterstützung bei der Qualitätskontrolle (QC), die Montage des Werkzeugs und die Lagerung mit ein. Der Transponder stellt auch bei modularen Werkzeugsystemen sicher, dass alle ›intelligenten‹ Teile wie Formeinsätze korrekt identifiziert und montiert werden. Nach Beendigung der Werkzeugerstel­ lung bleibt noch die Einlagerung des Werkzeugs, wobei über den Transponder der Lagerplatz zugeordnet und das Werkzeug für die Produktion sofort verfügbar © Carl Hanser Verlag, München WB Werkstatt + Betrieb 5/2015 ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2015 Carl Hanser Verlag, München www.werkstatt-betrieb.de/Archiv Nicht zur Verwendung in Intranet- und Internet-Angeboten sowie elektronischen Verteilern 73 TOOLMANAGEMENT 2 Einbringen eines Transponders in einen metallischen ­Werkzeuggrundkörper (Bild: Neosid) wird. Aufgrund der Vernetzung der Maschinen und Werkstücke ist es der Produktionsplanung möglich, das Werkzeug zeitnah für weitere Prozesse einzuplanen. Durch die Integration des Wartungsprozesses werden Totzeiten reduziert. Der Transponder unterstützt auch das automatisierte Werkzeugmanagement für den Produktions- und den Serviceprozess. Die Prozessschritte starten mit der Entnahme des Werkzeugs aus dem Lager. Maschinenparameter werden automatisch abgerufen, Produktionszyklen automatisiert erfasst und notwendige Serviceaufträge sofort nach Beendigung des Produktionsauftrags generiert und den beteiligten Abteilungen umgehend übermittelt. Ein Transponder muss robust, kompakt und unauffällig sein In der RFID-Technologie kommuniziert ein Transponder mit einem Lesegerät (Reader) kontaktlos. Dies erfolgt über das magnetische Feld, das zwischen Reader und Transponder aufgebaut wird. Diesem Magnetfeld stehen metallische Gegenstände, wie in der Mehrzahl in einem Werkzeug vorhanden, störend gegenüber und sind für die Anwendung eines RFID-­ Systems im Werkzeugmanagement eine signifikante Herausforderung. Weitere Anforderungen an den Trans­ ponder sind Temperaturbeständigkeit, Druckbeständigkeit sowie die Forderung, dass der Transponder wenig Raum beansprucht und beim Design des Werkzeugs vernachlässigt werden kann. Um diese Forderungen zu erfüllen, wurde im Jahr 2012 ein Forschungs- und Entwicklungsprojekt erfolgreich abgeschlossen. Ergebnis der Arbeiten ist ein WB Werkstatt + Betrieb 5/2015 3 Metallbearbeitungsprozesse können ohne besondere ­Berücksichtigung des Transponders vonstatten gehen (Bild: Neosid) miniaturisierter ­13,56-MHz-Transponder mit ungefähr 2,6 mm × 2,4 mm Außenabmessung. Dieser RFID-Transponder ist kompatibel zur NFC-Technologie (Near-Field-­Communication) und kann deswegen mit entsprechenden Geräten und sogar mit Smartphones ausgelesen werden. Die Kennzeichnung der Gegenstände erfolgt mittels einer Bohrung von minimal 2,8 mm Durchmesser und durch das Einbringen des Transponders direkt in das Metall. Zur einfacheren Handhabung ist auch ein Design mit einem Press-fit-­ Gehäuse verwendbar. Der Transponder, wie er in Bild 1 zu sehen ist, wird einfach in eine 4-mm-Bohrung eingepresst. Es ist sichergestellt, dass der Transponder im Werkzeug gegen mechanische Einflüsse geschützt ist und zugleich die ­äußeren Abmessungen des Werkzeugs beibehalten werden. Dank der Miniaturisierung kann der Transponder in verschiedenste Gegenstände eingesetzt werden. Als Markierung aufgefasst, ist er als zusätzliches Sicherheitsmerkmal und als weltweit eindeutige Markierung zum Schutz gegen Plagiate nutzbar. Beim Bearbeiten von Metallwerkstücken herrschen üblicherweise sehr raue Umgebungsbedingungen, die für Transponder gefährdend sein können. Neben den mechanischen Einflüssen wie Vibrationen und Schläge sind Verschmutzungen, auch mit Öl und Chemikalien, und hohe sowie wechselnde Temperatureinflüsse eine starke Beanspruchung für den Transponder. In einer Reihe von Beanspruchungstests und auch in mehrmonatiger Praxisanwendung hat sich der Transponder als beständig für den Einsatz im www.werkstatt-betrieb.de Werkzeugbau, in Fertigungsmaschinen und darüber hinaus erwiesen. Bearbeitung problemlos möglich Die Bearbeitungsprozesse von Werkstücken können ohne besondere Berücksichtigung des Transponders durchgeführt werden. Alle üblichen Vorgänge, wie Bohren, Sägen, Fräsen oder Erodieren, auch in Entfernungen von wenigen Millimetern, haben keinen Einfluss auf den Transponder. Gleiches gilt für den Einsatz von Kühl-und Reinigungsmitteln und anderen Betriebsstoffen. Fazit: Miniaturisierte RFID-Transponder, die direkt in Metall montiert werden, erweisen sich als geeignet zur Markie­rung von Werkzeugen und Werkstücken. Hierdurch ergibt sich die Möglichkeit, die Bereiche, in denen ein manuelles Handling bisher unverzichtbar war, einfach und sicher zu automatisieren. W INFORMATION & SERVICE = HERSTELLER Neosid Pemetzrieder GmbH & Co. KG 58553 Halver Tel. +49 2353 71-0 www.neosid.de DIE AUTOREN Yilmaz Benzer ist Vertriebsleiter bei Neosid Pemetzrieder in Halver [email protected] Dr. Christian Debus ist als Entwickler bei Neosid Pemetzrieder tätig [email protected] PDF-DOWNLOAD www.werkstatt-betrieb.de/1025937 ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------© 2015 Carl Hanser Verlag, München www.werkstatt-betrieb.de/Archiv Nicht zur Verwendung in Intranet- und Internet-Angeboten sowie elektronischen Verteilern