Entmagnetisieren eliminiert anhaftende Späne
Werbung

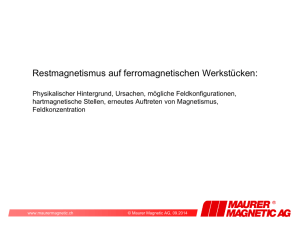
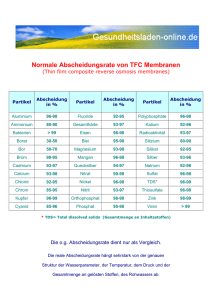
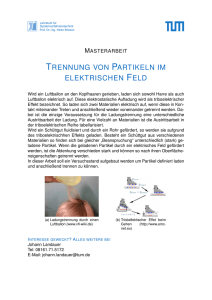
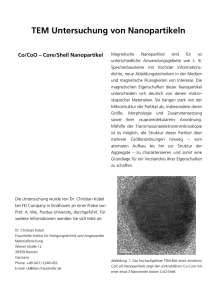
Dossier Teilereinigung | Prozessvorbereitung Technische Rundschau 10/2013 DOSSIER 20 Der MagneticViewer über dem Bauteil visualisiert Restmagnetismus: Unter dem dunklen Feld ist er vorhanden, in den hellen Zonen heben sich Nord- und Südpole auf. (Bilder: Maurer) Entmagnetisieren eliminiert anhaftende Späne Maurer Magnetic in Grüningen baut Entmagnetisierungsmaschinen. Zulieferer können oft nur durch deren Einsatz die Restschmutzanforderungen aus dem Maschinenbau- und Automotive-Bereich erfüllen. Partikel wirken als Störgrösse in Produktion, Montage und Betrieb von hochwertigen Produkten. Deshalb wird viel Zeit und Geld in Prozesse investiert, um die Partikelbelastung möglichst niedrig zu halten. Bei der Restschmutz-Risikobeurteilung sind harte metallische Partikel besonders kritisch, weil sie das grösste Störpotenzial in Fertigungsprozessen und Endprodukten darstellen. Hier nur einige von vielen Beispielen: • Reinigungsverfahren entfernen Metallpartikel nicht prozesssicher. • Zerspanende Produktionsverfahren werden durch Späneanhaftung an Werkzeugen beeinträchtigt. • Beim Läppen und Hohnen verursacht anhaftender Abrieb Schlieren und Kratzer an Bauteilen. • Partikel aus Produktion und Montage führen zu frühzeitigem Ausfall von Lagern. • Benzin- und Diesel-Einspritzsysteme werden im Betrieb durch Partikel beschädigt. Bei den oben genannten Beispielen ist der Bauteilwerkstoff oft ferromagnetisch. Die herausgelösten Partikel werden vom Bauteil-Restmagnetismus angezogen und lassen sich bei hohen magnetischen Haftkräften durch Reinigungsverfahren nicht mehr prozesssicher ablösen. Restmagnetismus entsteht hauptsächlich durch Fertigungsprozesse, Prüfverfahren, Montage und Handling. Bei zerspanenden und umformenden Verfahren hinterlässt der Direktkontakt zwischen Bauteilen und magnetischen Werkund Spannzeugen magnetische Abdrücke. Auch Fertigungsverfahren wie Schweissen, Nieten, Erodieren sowie elektrochemische Prozesse erzeugen aufgrund elektrischer Ströme Restmagnetismus. Auch zerstörungsfreie Prüfverfahren wie die Wirbelstromprüfung magnetisieren die Bauteile auf. Besonders grosse Auswirkungen hat das Heben von Bauteilen mit Magneten. Magnetische Anziehungskraft auf Partikel Wegen der steigenden Sauberkeitsanforderungen versieht die Industrie ferromagnetische Bauteile zunehmend mit RestmagnetismusGrenzwerten. Gemessen wird Restmagnetismus mit modernen Hallelement-Messgeräten (Gauss- oder Teslameter, wie das Gerät M-Test LR von Maurer Magnetic) und mit handgeführten Sonden. Um dabei mit ausreichender Genauigkeit messen zu können, müssen drei Punkte erfüllt sein: 1. Der Abstand des Messelements zur Bauteiloberfläche soll etwa 0,5 mm betragen, da sonst feinpolige Felder nicht gemessen werden. Technische Rundschau 10/2013 1 mm Entmagnetisiermaschine Typ MM VE vor einer Reinigungsanlage. Magnetisch haftende Partikel an einer Wälzlagerrolle; Länge: 1 mm. 2. Das Erdmagnetfeld induziert in ferromagnetischen Bauteilen ein Feld, das den Restmagnetismus des Bauteils überlagert. Abhilfe schafft eine Null-Gauss-Kammer zur Abschirmung des Erdmagnetfeldes. 3. Da Restmagnetismus auf Oberflächen von Bauteilen positionsabhängig ist und deshalb die Messung eines einzelnen Punktes über den magnetischen Gesamtzustand des Teils nichts aussagt, muss der gesamte interessierende Bereich des Bauteils mit einem Hallelement gescannt werden. Die magnetische Anziehung hängt nicht nur von der Feldstärke ab, sondern auch von der Partikelform und vom Feldgradienten. Schlanke Partikel werden stärker angezogen als kugelförmige. Ecken und vorspringende Kanten, etwa von Gewinden, erzeugen aufgrund der Feldkonzentration höhere Feldstärken und Feldgradienten und ziehen dadurch magnetisierbare Partikel stärker an. Sie müssen verstärkt auf Restmagnetismus hin überprüfen werden. Die industriell bevorzugte Entmagnetisiermethode ist das Verfahren mit niederfrequentem Wechselfeld. Prozesstechnisch sind die Parameter Feldstärke, Anzahl Schwingungen, Frequenz, Präzision der Pulskurve und Auslauf auf Nullfeld entscheidend. Der erfah- rungsgemäss wichtigste Parameter ist die Feldstärke. Damit diese Prozessparameter effizient in Entmagnetisiermaschinen umgesetzt werden können, hat Maurer Magnetic AG mehrere Technologien entwickelt und patentiert. In den meisten Anwendungen kommt die energieeffiziente Pulsentmagnetisierung zum Einsatz. Die Pulsentmagnetisierung eignet sich besonders, um Waschkörbe mit Schütt-, Setz- oder Schichtgut auf Zuführbändern vor den Reinigungsanlagen zu entmagnetisieren. Die benötigten Prozessparameter werden in Vorversuchen im Technologiezentrum von Maurer Magnetic ermittelt. Danach wird in Abhängigkeit der Randbedingungen wie Wirkbereich der Spule, Taktrate und Handling eine optimal passende Entmagnetisiermaschine ausgelegt. Dazu steht bei Maurer Magnetic ein modular aufgebautes Produktprogramm zur Verfügung, womit sich kundenspezifische Anlagen effizient zusammenstellen lassen. ■ Marek Rohner Head of Technology Magnetizing & Demagnetizing Technology Maurer Magnetic AG DICHTUNG UND WAHRHEIT. Wahr ist, dass unsere Spezialisten nicht nur den richtigen O-Ring, Wellendichtring, die passenden Profildichtungen oder Stopfbuchsen u.v.m. im Sortiment haben. Wahr ist auch, dass sie fundiertes Know-how mitbringen, um für Ihre Anwendung die individuelle Lösung anzubieten. Die wirklich wahre Dichtung kommt von MAAGTECHNIC. www.maagtechnic.ch Maurer Magnetic AG 8627 Grüningen, Tel. 044 936 60 30 [email protected] maurermagnetic.ch A Datwyler Company