Optische versus taktile Messtechniken
Werbung

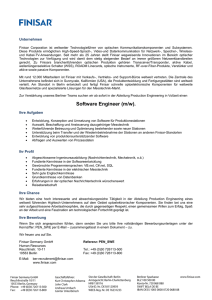
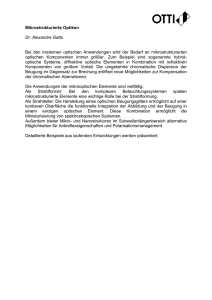
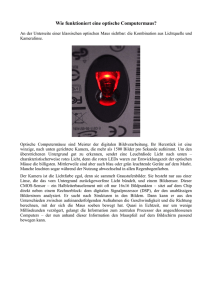
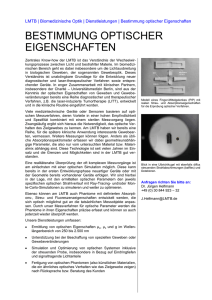
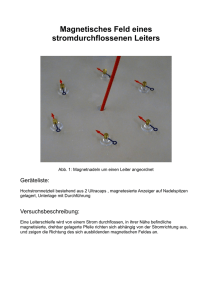
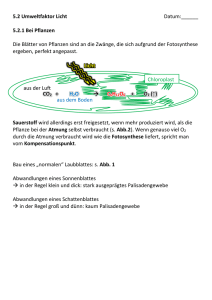
Reihe: Fakten und Trends zur Fertigungsmesstechnik Auswertung der Umfrage „Optische versus taktile Messtechniken“ Einleitung Auf der Control 2007 hat die REORG GmbH zusammen mit der Quality Engineering eine Umfragereihe zu Trends in der Fertigungsmesstechnik gestartet. Die Umfragereihe wird online durchgeführt und ist über die Webseiten der REORG GmbH und der Quality (www.reorg.de) Engineering (www.qe-online.de) zugänglich. Der folgende Artikel ist die Auswertung der ersten Umfrage zum Thema „Optische versus taktile Messtechniken“. Auswertung Charakterisierung der Teilnehmer Die Teilnehmer der Befragung sind zu 100 % in der Zuliefererindustrie angesiedelt. Die Zulieferer untereilen sich hierbei in Automobilzulieferer (60 %) und Zulieferer für sonstige Industrien (40 %), wie z. B. Großdieselmotoren, Medizintechnik, Nutzfahrzeuge und Kerntechnik. Die Unternehmensgröße der Befragten ist in dieser Umfrage relativ gleichmäßig auf Kleinunternehmen bis hin zu einer Mitarbeiterzahl von mehr als 1000 Beschäftigten verteilt (siehe Abb. 1). Abb. 1: Unternehmensgröße der Befragten Dabei sind über 60 % der Teilnehmer im Bereich der Fertigung von mittleren (1.000 – 100.000 Teile / Jahr) und Großserien (> 100.000 Teile / Jahr) tätig. REORG GmbH Artikel_1_Optisch-vs-taktil_070628-1.doc Auf die Frage zu den eingesetzten Messtechniken gaben 80 % der Befragten an, dass sie sowohl optische als auch taktile Messtechniken einsetzen (siehe Abb. 2). Die Messung mittels Staudruck (z. B. über Düsendorne) setzen lediglich 37 % ein. Im Bereich der optischen Messtechnik werden am häufigsten CCDKameras genutzt, gefolgt von Lasermikrometern an zweiter Stelle und den Triangulationslasern zuletzt. Bei den taktilen Messprinzipien wurde von fast 90 % der Teilnehmer die Nutzung von induktiven Sensoren angegeben, gefolgt von 67 % mit der Nutzung inkrementaler Sensoren. Induktive Sensoren werden in Form von Induktivtastern sehr gerne eingesetzt, da sie zum einen ein gutes Preis-Leistungs-Verhältnis bieten und zum anderen als Standard-Elemente sich gut für eine Ersatzteilbevorratung eignen. Der Anteil der genutzten inkrementalen Sensoren in der Automobilindustrie ist mit 73 % erstaunlich hoch. Inkrementale Messtaster weisen im Vergleich zu den induktiven Messtastern keine Linearitätsabweichungen über den Messbereich auf. Dadurch ist auch der Einsatz von Tastern mit größeren Messbereichen ohne Genauigkeitsverlust möglich. Diese werden in der Regel in Messvorrichtungen eingesetzt, mit denen mehrere Varianten ohne Umrüstung der Messvorrichtung gemessen werden sollen. Ausgehend von den Ergebnissen der Befragung spricht die hohe Anzahl an Nutzern von inkrementalen Tastern in der Automobilzuliefererindustrie für folgenden möglichen Trend: Die Stückzahlen der zu produzierenden Werkstücke nehmen tendenziell ab, während gleichzeitig die Variantenvielfalt zunimmt. Allerdings sind inkrementale Messtaster in der Regel teurer als Induktivtaster mit vergleichbarem Messbereich. Seite 1 von 3 Abb. 2: Einsatz der Messtechnik Bei der Frage der Einsatzdauer der einzelnen Messprinzipien ist eindeutig zu erkennen, dass die optische Messtechnik im Vergleich zu den anderen Messverfahren zu den jüngsten eingesetzten Technologien gehört. Ca. 20 % der Nutzer optischer Messtechnik geben an, dass sie diese seit weniger als einem Jahr einsetzen. Weitere ca. 30 % geben eine Nutzungsdauer zwischen einem und drei Jahren an. Die restlichen 50 % setzen optische Messverfahren bereits länger als drei Jahre ein. Auf die Frage nach der Häufigkeit der Messungen zeigt sich eine fast ausgewogene Situation von Stichprobenund 100 %-Messungen. Der 43 %ige Anteil von 100 %-Messungen ist vermutlich höher als noch vor einigen Jahren. Begründen lässt sich der hohe Anteil an 100%Messungen mit der Verlagerung der Produktion von den OEM´s zu den Zulieferbetrieben. Bei dieser Umstrukturierung wurden die Zulieferer unter anderem auf die Einhaltung von z. B. PPM-(parts per million) Vereinbarungen verpflichtet. Um der erlaubten Fehlerquote bei gleichzeitig geringer werdenden Fertigungstoleranzen gerecht zu werden, können viele Fertigungsbetriebe nicht mehr auf 100 %-Messungen verzichten. Während Klein- und Großserien zum überwiegenden Teil in Form von 100 %Messungen abgesichert werden, werden mittlere Serien (1.000 – 100.000 Teile / Jahr) zu einem größeren Teil mit stichprobenartigen Messungen überprüft (siehe Abb. 3). REORG GmbH Artikel_1_Optisch-vs-taktil_070628-1.doc Abb. 3: Anzahl Messungen Auf die Frage nach dem Zustand der Werkstücke vor der Messung gaben 80 % der Befragten an, dass ihre Werkstücke sauber sind (siehe Abb. 4). Abb. 4: Reinigungsgrad vor der Messung Aus Sicht der Messtechniker ist dies verständlich. Jede Verschmutzung geht als Messfehler in die Messung ein. Dies ist bei optischen Messprinzipien kritischer als bei den taktilen. Bei der taktilen Messung werden die Verschmutzungen, wie z. B. Kühlschmierstoffe oder Öle, durch die Messkraft beiseite gedrückt, während die optischen Messverfahren die Verschmutzung voll als Messfehler in der Messung enthalten. Späne sind sowohl bei den optischen als auch bei den taktilen Verfahren als kritisch einzustufen. Auf der anderen Seite können bei der Fertigungsmesstechnik Verschmutzungen durch Kühlschmierstoffe oder Öle nicht immer verhindert werden. Die Messungen werden nicht nur am Ende von mehreren Prozessschritten durchgeführt, sondern zwischen verschiedenen Prozessen. Diese Seite 2 von 3 Vorgehensweise macht insbesondere zur Absicherung kritischer Prozesse Sinn. Vor diesem Hintergrund eignen sich die taktilen Messverfahren besser für solche kritischen Aufgaben. Ein Reinigungsprozess kann wie ein Totzeitglied in einer Regelstrecke wirken, z. B. wenn die Werkstücke in einer automatisierten Fertigungslinie nach einem Fertigungsprozess gereinigt werden, bevor diese vermessen werden. Dadurch wird die automatische Korrektur des Prozesses auf Basis der verzögerten Messergebnisse verschlechtert bzw. völlig verhindert. Abb. 5 zeigt eine Gegenüberstellung von Einflussfaktoren auf eine Messung, die von den Teilnehmern vor dem Hintergrund der optischen und der taktilen Messtechnik bewertet wurden. Abb. 5: Kritische Einflussfaktoren Abschließend sollten die Teilnehmer die optischen bzw. taktilen Messverfahren nach „Flexibilität“ und „Preis-LeistungsVerhältnis“ bewerten. Die optischen Messverfahren werden dabei von ca. 70 % der Teilnehmer als flexibel wahrgenommen. Bei den taktilen Verfahren empfinden dies nur 50 % der Teilnehmer. Im Preis-Leistungs-Verhältnis schätzten die Teilnehmer beide Verfahren nahezu identisch ein. Am Beispiel der induktiven Messtaster und der Triangulationslaser lässt sich der PreisLeistungs-Unterschied zwischen optischen REORG GmbH Artikel_1_Optisch-vs-taktil_070628-1.doc und taktilen Messsensoren für Messvorrichtungen exemplarisch aufzeigen. Während ein StandardInduktivtaster einen Messbereich von 2 mm mit einer Auflösung von 0,1 µm aufweist und für unter 200 € von verschiedenen Herstellern zu haben ist, schränkt sich die Lieferantenauswahl für einen vergleichbaren Triangulationslaser deutlich ein. Zudem kostet bei gleichem Messbereich und gleicher Auflösung der Triangulationslaser ca. 8000 €. Daran lässt sich ablesen, dass Induktivtaster und auch Inkrementaltaster im Vergleich zum Triangulationslaser deutlich günstiger für Messvorrichtungen sind. Auch wenn die meisten Befragten angeben, dass sie mit dem PreisLeistungs-Verhältnis beider Messverfahren zufrieden sind und somit den Kauf einer teureren optischen Messvorrichtung rechtfertigen, sollte beim Kauf einer Messvorrichtung die Beschaffenheit des Werkstücks hinsichtlich der kritischen Einflussfaktoren (s. Abb. 5), mit beachtet werden. Autor: Dr.-Ing. Andreas M. Straube, Jahrgang 1974, studierte von 1995 bis 2000 Maschinenbau mit der Fachrichtung Fertigungstechnik (Vertiefung Fertigungsmesstechnik) an der RWTH Aachen und dem Massachusetts Institute of Technology in Boston/USA. Von 2000 bis 2004 arbeitete er als wissenschaftlicher Mitarbeiter am Fraunhofer Institut für Produktionstechnologie und promovierte zeitgleich an der RWTH Aachen. Seit 2004 arbeitet er bei der REORG Gesellschaft für Rechneranwendung, Organisation und Messtechnik mbH und wurde 2005 zum Geschäftsführer bestellt. Die REORG GmbH hat über 25 Jahre Erfahrung auf dem Gebiet der Fertigungsmesstechnik und hat sich zu einem Systemanbieter entwickelt, der Turnkey-Solutions aus Messvorrichtungen, Messrechner und Messsoftware aus einer Hand anbietet. Seite 3 von 3