Ausgabe 4/2012, Planungsanforderungen bei
Werbung

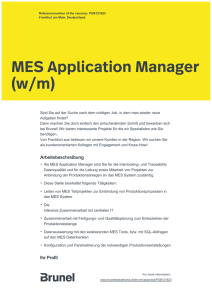
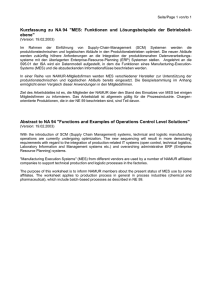
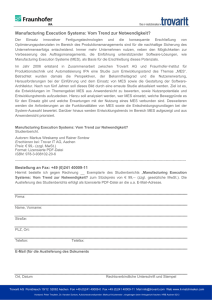
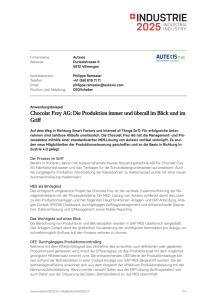
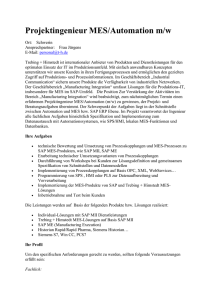
Operative Planung Inhaltsverzeichnis die Steuerungsdrehscheibe eines MES MES Management Brief April 2012 Inhaltsverzeichnis Inhaltszusammenfassung Fachthema: Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Firmenporträt: ASPROVA, Europa Begriffserläuterungen: APS, ATP, CTP Seminare: Marktübersicht - Einzelbeurteilung Schulungskurs MES Inhaltszusammenfassung Inhaltszusammenfassung Fachthema: Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Hier erläutern wir, wie sich künftige Systeme den jeweiligen Gegebenheiten in Echtzeit anpassen müssen. Dies betrifft Ereignisse in der Produktion, Änderungen, die von außen kommen (Auftragsmengen, Termine), interne Ereignis und Alarmmeldungen sowie bewusst gesetzte Änderungen in den Produktionsstammdaten. Wir erläutern dabei, welche Rolle dem operativen Planungssystem zukommt. Es geht hier darum, aufzuzeigen, wie sich die genannten Änderungen auf die Ergebnisse der Planung auswirken und zwar in Echtzeit. Für Simulationszwecke ist ein Echtzeitänderungssystem eine entscheidende Anforderung. Firmenporträt: ASPROVA, Europa Das japanische Softwareunternehmen (www.asprova.eu) konzentriert sich seit 1994 auf die Entwicklung der operativen Planungssoftware Asprova APS. Wir zeigen in diesem Firmenportrait auf, welche besonderen Eigenschaften dieses Planungstool bietet. Herausragend ist hier insbesondere die enorme Geschwindigkeit, mit der Planungsberechnungen selbst bei einem sehr großen Auftragspool durchgeführt werden sowie die Fähigkeit, Produktionsprozesse zu 100% abbilden zu können. Hervorzuheben ist auch die Möglichkeit, dieses Planungstool an bestehende ERP- und MES-Systeme anzubinden. In einem Folgeartikel werden wir auf das neue Tool zur Planung der Global Supply Chain eingehen. Begriffserläuterungen: ASP, ATP, CTP Seminare: Seminar 1: Marktübersicht - Einzelbeurteilung Seminar 2: Schulungskurs MES Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Fachthema: Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Im ersten Teil unserer Ausführungen zur operativen Planung sind wir auf die grundsätzlichen Inhalte eines Planungssystems nach den Gesichtspunkten eines APS eingegangen. Hier betrachten wir die Echtzeitanforderungen an ein APS bei eintretenden Änderungen. Die künftige Generation von Produktionsmanagementsystemen ist mit einer Reihe von Anforderungen konfrontiert wie - Standardisierung Integration Flexibilität Anpassungsfähigkeit Hier wird speziell die Flexibilität und Anpassungsfähigkeit des jeweiligen Systems gefordert. Wichtig ist dabei, dass das System auf Änderungen in Echtzeit reagieren kann. Änderungen sind dabei leider nicht die Ausnahme, sondern die Regel. Dies betrifft einmal Änderungen von Kundenseite bei Auftragsmengen und dem Termin, intern müssen Änderungen vorgenommen werden aufgrund von Ereignissen in der Produktion (zum Beispiel Maschinenstillstand) oder es muss ein Wartungsauftrag eingeschoben werden. Auch werden häufig bewusst Änderungen bei den Stammdaten vorgenommen. Solche Änderungen betreffen zum größten Teil die operative Planung, weil durch die Änderungen im Regelfall das Planungsszenario nicht mehr stimmt und daher überarbeitet werden muss. Ein qualifizierter Planungsalgorithmus muss auf der einen Seite komplexe Prozessketten korrekt berechnen und auf der anderen Seite mit hoher Geschwindigkeit eine neue Planungsvorlage ermitteln sowie die Auswirkungen anzeigen. Die Geschwindigkeit spielt speziell auch bei der Simulation verschiedener Planungsszenarien eine große Rolle, um eine optimale Planungsvorgabe zu bestimmen. Das Angebot von qualifizierten Planungstools ist nicht groß, nur wenige werden den Anforderungen wie - Korrekte Durchführung der Planungsalgorithmen - mit hoher Geschwindigkeit - und kürzesten Berechnungszeiten gerecht. Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Quelle: MES Consult Nachfolgend zeigen wir anhand eines Simulators auf, wie auf einfache Art und Weise Änderungen vorgenommen werden können und diese in einem Rescheduling berücksichtigt werden. Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Änderungen von Kundenseite (Auftragsmengen, Termin) Es macht Sinn, wenn die Änderungsmöglichkeit direkt im Planungscockpit eingebaut ist, um schnellstmöglich die Auswirkungen der Änderungen aufzuzeigen. Ausgangspunkt ist der Produktionsplan, bei dem am 25.5.2012 um 22:00 Uhr 100 Stück des Artikels Ferrari01 ausgeliefert werden sollen. Quelle: MES Consult Über den Auftrags-Änderungs-Button wird die Auftragsmenge von 100 auf 200 Stück erhöht und eine sofortige Neuberechnung der Prozesskette durchgeführt. Während bei 100 Stück der Beginn des Fertigungsprozesses am 4.5.2012 um 6:16 Uhr liegt, muss der Fertigungsbeginn der Prozesskette bei 200 Stück auf den 25.4.2012 um 6:41 Uhr rückverlegt werden. Entscheidend ist, dass ein Planungstool einen großen Auftragsvorrat vorab sehr schnell aufgrund von Änderungen neu berechnet. Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Dasselbe gilt für Änderungen bei den Terminen. Änderungen des Kalenders und oder der Schichtmodelle Um sich der jeweiligen Auftragssituation möglichst flexibel und schnell anzupassen, wird der eingesetzte Kalender oder das eingesetzte Schichtmodell, eventuell auch der einzelne Maschinenkalender abgeändert. Über den Button Änderung Kalender wird von einem Ein-Schichtmodell umgestellt auf ein Zwei-Schicht Modell. Quelle: MES Consult Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Beim Ein-Schicht-Modell ist der Auftrag am 10.6.2012 um 14:00 Uhr auslieferbereit, der erste Subauftrag wird bei diesem Modell am 30.4.2012 um 6:41 Uhr begonnen. Quelle: MES Consult Bei der Festlegung eines Zweischichtenmodells wird der Auftrag exakt am 10.6.2012 um 22:00 Uhr fertig gestellt und kann dann ausgeliefert werden, der Beginn Zeitpunkt des ersten Subauftrags in der Prozesskette liegt dabei erst am 21.5.2012 um 6:41 Uhr. Eines der wenigen Planungstools, das diesen Anforderungen an Änderungen "On-the-Fly" gerecht wird, ist das Produkt Asprova APS (www.asprova.eu), das von uns später noch näher beleuchtet wird. Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Änderungen aufgrund von Ereignissen Eine andere Form von Änderung und der sich daraus ergebenden Anpassungsnotwendigkeit in einem Produktionsmanagementsystem sind Ereignisse in der Produktion. Ereignisse, die in einem Auftragscockpit gemeldet werden, können sein, die Anzeige eines notwendigen WartungsAuftrags für ein Werkzeug bzw. für eine Maschine oder ein Maschinenaggregat aufgrund des Überschreitens von Nutzungs-Grenzgrößen. Quelle: MES Consult Planungsanforderungen bei flexiblen, adaptiven Produktionssystemen Je nach Situation werden von den Verantwortlichen Entscheidungen getroffen und unter Umständen Änderungen am System vorgenommen. Dies kann zum Beispiel bei Überschreiten eines Messwertes in der Qualitätssicherung mit der Abänderung von Merkmalsgrößen verbunden sein, oder es wird ein WartungsAuftrag für eine Maschine eingeschoben, der die Neuberechnung eines vorliegenden Planungsszenarios auslöst. Die Forderung nach Flexibilität Ein weiterer wichtiger Aspekt eines qualifizierten Produktionsmanagementsystems ist die Fähigkeit, jeden nur denkbaren Prozessablauf im System abzubilden. Diese unterschiedlichen Prozesse sind bei der Planung je nach Situation zu berücksichtigen. Das besagt, dass man im System zum Beispiel "On-the-Fly" alternative Maschinen oder auch alternative Linien zuschaltet, um Durchlaufzeiten zu beschleunigen bzw. bei Stillständen ein alternatives Routing zu wählen. Quelle: MES Consult Operative Planung die Steuerungsdrehscheibe eines MES All diese Gesichtspunkte erfordern ein System, das mit hoher Geschwindigkeit arbeitet. Nachfolgend stellen wir den Spezialisten für qualifizierte Feinplanungssoftware vor, die Firma Asprova AG (www.asprova.eu) und schildern im Überblick die einzelnen Attribute dieses Systems, das sich Asprova APS nennt. In einem Folgeartikel stellen wir das erweiterte Tool Asprova SCP vor. In diesem Tool werden die auf ein Werk beschränkten Möglichkeiten des Asprova APS auf die Global Supply Chain ausgedehnt. Im Rahmen des Cloud Computing ist dies ein interessanter Ansatz. Bei der Abhandlung von MES Anbietern mit Planungsfunktionalität konzentrieren wir uns auf jene, die bestimmte Kriterien erfüllen, wie wir sie in diesem und dem letzten Management Brief im Einzelnen abgehandelt bzw. kurz angesprochen haben. Dies sind einmal jene Anbieter, die in ihrem MES Produkt ein eigenes qualifiziertes Planungstool integriert haben, dann Systemintegratoren, die die Produkte der großen Anbieter von MES Software (SAP, Siemens) als Systemintegratoren mit eigenen Tools im meist schwachen Planungsteil ergänzen bzw. „aufbessern“ und Anbieter, die ein qualifiziertes Planungstool zur Anbindung an jedes beliebige MES bzw. auch ERP bereitstellen können. Bei unseren Recherchen haben wir nur wenige Anbieter gefunden, die unabhängig von einem ERP oder MES System qualifizierte Planungstools anbieten, die man mit geringem Aufwand an ein bestehendes MES anbinden kann. Firmenporträt: Asprova Eine Ausnahme bildet die Firma Asprova. Sie entwickelt seit 1994 Feinplanungssoftware mit einer hohen Funktionalität, die mit einem überzeugenden Ansatz in jedem Produktionsumfeld eingesetzt werden kann. Auf den nachfolgenden Seiten werden wir das Produktspektrum in seinen wesentlichen Inhalten abhandeln. Asprova wurde 1994 gegründet mit dem Ziel, praktikable Feinplanungssoftware zu entwickeln, die Abstand hält von unverständlichen, wissenschaftlichen Termini, wie sie bei einem Großteil der heute angebotenen Planungstools üblich ist. Das System hat einen standardisierten Ansatz, der weitestgehend alle Belange einer Planung umfasst, ob dies nun lang-, mitteloder kurzfristige Aspekte sind. Es wird praktisch kein Teilbereich ausgelassen, d.h. das Konzept beruht von Beginn an auf einem ganzheitlichen Konzept. Es können komplexeste Prozessketten jeder Branche abgebildet und synchronisiert verplant werden unter simultaner Berücksichtigung sämtlicher benötigten Ressourcen. In das Produkt Asprova wurden inzwischen mehr als 18 Jahre kontinuierliche Entwicklungsarbeit gesteckt. Firmenporträt: Asprova Das Gesamtsystem hat folgende Struktur: Quelle: Asprova AG Die Basis des Planungssystems beruht auf einem umfassenden Produktionsstammdatengerüst, das eigenständig verwaltet werden kann oder die Daten von vorgelagerten ERP bzw. MES Systemen übernimmt. Integrierter Editor für die Stammdatenverwaltung Wie wir in den Management Briefen schon mehrfach ausgeführt haben, ist ein umfassender Arbeitsplan die Grundlage für sämtliche Planungsaktivitäten. Wir haben die Inhalte der Stammdatenverwaltung von Asprova mit den Inhalten der Arbeitsplanverwaltung in unserem Simulator verglichen. Sie sind praktisch identisch. Wenn in einem vorgeschalteten MES also ein solcher Arbeitsplan vorliegt, können in Kombination mit den Auftragsdaten über die Field-MappingFunktion MES und Asprova auf einfache Art miteinander verbunden werden bzw. der Datenaustausch stattfinden. Asprova speichert sämtliche Informationen (Einstellungen, Parameter, Aufträge, Stücklisten, Arbeitspläne, Ressourcen etc.) nicht in einer Datenbank, sondern in einer einzigen Binärdatei, die sich nach dem Öffnen vollständig im Arbeitsspeicher befindet. Hieraus ergibt sich eine enorm hohe Planungsgeschwindigkeit, da Datenbanktransfers und häufige Festplattenzugriffe etc. entfallen. Asprova ist in der Lage mit beliebigen Datenquellen zu kommunizieren, um Daten aus anderen Systemen zu beziehen oder Planungsergebnisse mitzuteilen. Firmenporträt: Asprova Asprova nutzt die ODBC-Treiber des Windows Betriebssystems. Es wird also mit reinen Standardtechnologien gearbeitet, so dass keine unnötigen Fehlerquellen entstehen. Durch dieses Modell kann Asprova auf fast beliebige Datenbanken zugreifen, wie z.B. SQL, Access, Oracle, DB2, Ingres, etc. Asprova kann gleichermaßen auch mit Textdateien im CSV-Format umgehen. Für einige ERP-Systeme wie SAP, Microsoft Dynamics AX und weitere stehen zusätzlich zertifizierte Schnittstellen bereit. „Excel-Like“-Tabellen sind einfach zu bearbeiten, mit ähnlicher Handhabung wie Excel. Große Datenmengen können einfach gepflegt werden und die Art der Darstellung kann nach Kundenbedarf angepasst werden. Quelle: Asprova AG Firmenporträt: Asprova Nachfolgend stellen wir kurz den Aufbau eine Stamdatendatensatzes vor : Quelle: Asprova AG Firmenporträt: Asprova Nachfolgend einige Spaltenbeschreibungen: Artikel Betrachtungsobjekt, im Regelfall der Artikel Prozessnummer Folgenummer der einzelnen Arbeitsgänge Prozesscode Arbeitsgang, Bezeichnung Anweisungstyp entweder Input-Anweisung oder Nutzungsanweisung Anweisungscode In oder M, kann aber frei vergeben werden. Artikel/Ressource Artikel- oder Ressourcencode, Bezeichnung Rüsten Mengenunabhängige Rüstzeit in verschiedenen Zeiteinheiten Produktion Input-Anweisung: Nutzungsanweisung: Abrüsten Mengenunabhängige Zeit für das Abrüsten, Reinigen etc. Menge, die für eine Outputeinheit nötig ist Zeit für eine Outputeinheit Zeitbeschränkungsart Zeitverhältnis von aktuellem zu vorhergehendem Arbeitsgang Zeitbeschränkung MIN Die Zeit vom Ende des vorherigen Prozesses bis zum Beginn des aktuellen Prozesses darf nicht kürzer sein als dieser Wert. Firmenporträt: Asprova Verwaltung weiterer wichtiger Tabellen Asprova beinhaltet flexibel gestaltete Tabellen für den Kalender und die Schichtmodelle. Grafische Prozessablaufdarstellung Die über den Editor erstellten Masterdaten eines Artikels bzw. die von einem vorgeschalteten System übernommenen Daten werden in einem Chart grafisch begleitet. Auf diese Weise wird der Prozessablauf mit seinen Vorgänger- und Nachfolgerbeziehungen transparent und verständlich. Quelle: Asprova AG Firmenporträt: Asprova Quelle: Asprova AG Auftragstabelle Neben der Übernahme von Stammdaten aus einem vorgeschalteten System werden im Regelfall auch die Auftragsdaten von ERP oder MES für den Feinplanungsprozess der Produktion übernommen. Auch diese Tabelle kann über den Editor eigenständig verwaltet werden. Quelle: Asprova AG Firmenporträt: Asprova Der Planungsprozess Über eine Scheduling bzw. Rescheduling Funktion werden sämtliche Auftragsdaten über einen APS Algorithmus sehr schnell verplant und in verschiedenen Gantt Charts dargestellt. In der neuesten Version wurde die Geschwindigkeit der Rechenoperationen weiter erhöht. Quelle: Asprova AG Firmenporträt: Asprova Die Planungsoberfläche ist in verschiedene Frames unterteilt (1) (2) (3) (4) Hauptfenster mit verschiedenen Gantt-Diagrammen (Auftrag, Ressourcen) Objektfenster Eigenschaftsfenster Nachrichtenfenster 1 2 3 4 Quelle: Asprova AG Nachfolgend beschreiben wir kurz den Aufbau und Inhalt eines RessourcenGantt-Diagramms: Firmenporträt: Asprova Die grafischen Elemente haben folgende Bedeutung: (1) Planungsbasiszeit (blaue Linie) (2) Zeitlicher Verlauf eines Arbeitsgangs. Die einzelnen Aufträge werden durch unterschiedliche Farben unterschieden. Die erste Zahl ist die Auftragsnummer, der zweite Begriff ist die Produktnummer bzw. Produktbezeichnung und die dritte Zahl ist die Menge, die zu produzieren ist. Wenn die Produktbezeichnung in Rot erscheint, heißt dies, dass der Arbeitsgang in Verzug ist. Informationsgehalt und Darstellung kann individuell konfiguriert werden. (3) Diese Linie verknüpft die einzelnen Arbeitsgänge (blau) und Artikel (magenta) eines Auftrags. (4) Die schmalen Balken zeigen die Rüst- bzw. Ausbau-/Reinigungszeiten an. (5) Der halbtransparente Bereich zeigt die verfügbare Arbeitszeit für die jeweilige Ressource an. (6) Die Zeit außerhalb des halbtransparenten Bereichs zeigt die unproduktive Zeit an. (7) Der rote Bereich zeigt den zur Verfügung stehenden Zeitrahmen eines Arbeitsganges innerhalb eines festgelegten Zeitbereichs an. 1 2 3 4 5 6 7 Quelle: Asprova AG Firmenporträt: Asprova Änderungen am Ausgangsszenario Es können Änderungen von extern übernommen oder auch intern manuell vorgenommen werden. Diese betreffen Terminänderungen, Mengenänderungen, aber auch bewusste Änderungen im System wie Veränderung des Kalenders oder Verwendung eines alternativen Schichtmodells. Häufig tritt die Situation ein, dass ein dringender Auftrag eingeschoben werden muss, der das ganze Planungsszenario über den Haufen wirft. Auch solche Änderungsvorgänge werden berücksichtigt. Mit der Rescheduling Funktion wird mit höchster Geschwindigkeit der Auftragspool neu durchgerechnet und die Ergebnisse werden in Echtzeit angezeigt. Diese Möglichkeiten sind eine Voraussetzung, um den Konzepten von ATP bzw. CTP (siehe dazu die Begriffserklärungen) sowie flexiblen, adaptiven Produktionsmanagementsystemen gerecht werden zu können. Neben dem Planungsalgorithmus selbst ist dies eine der besonderen Stärken von ASPROVA. Verschiedene grafische Darstellungsformen Es gibt verschiedene Darstellungsformen für die Resultate eines Planungsvorgangs, je nach dem unter welchem Gesichtswinkel man Daten betrachten möchte. Betrachtung des Gesamtauftrags mit seinem Zeitfenster aufgeteilt auf die einzelnen Arbeitsgänge Quelle: Asprova AG Firmenporträt: Asprova Auslastungsübersicht der Arbeitsplätze (Maschinen) Quelle: Asprova AG Bestandsveränderungen einzelner Materialien im zeitlichen Verlauf Quelle: Asprova AG Firmenporträt: Asprova Gesamtbewertung Alle angebotenen MES Systeme haben durchweg einen deutlichen Mangel im Planungsbereich. Aufgrund der fehlenden Planungsfunktionalität ist es empfehlenswert, hier Fremdprodukte einzubinden. ASPROVA (www.asprova.eu) stellt dabei das einzige "echte" Feinplanungstool dar, welches durch höchste Funktionalität und Flexibilität sowie einen sehr schnellen, präzise berechnenden Planungsalgorithmus überzeugt und sehr komfortabel und flexibel an beliebige Fremdsysteme angebunden werden kann. Begriffserläuterungen Begriffserläuterungen: APS (Advanced Planning Systems) Nach APS werden komplexe Prozessketten auf Basis von Bedarfen aufgelöst und verplant und zwar kundenspezifisch. Dabei erfolgt eine Synchronisation sämtlicher beteiligten Kettenglieder bei simultaner Berücksichtigung sämtlicher Ressourcen bezüglich Verfügbarkeit und Bereitstellungszeitpunkt. ATP (Available to Promise) ATP bedeutet übersetzt „zusicherbarer Bestand“ und beschäftigt sich mit der betriebswirtschaftlichen Fragestellung, ob eine bestimmte Menge eines Materials oder Produkts zu einem Bedarfstermin zur Verfügung steht. Neben dem Lagerbestand können für die Verfügbarkeitsprüfung auch weitere Zugänge berücksichtigt werden, wie Bestellungen und Fertigungsaufträge. Zudem kann berücksichtigt werden, ob konkurrierenden Aufträgen bereits Mengen zugesichert wurden. ATP ist ein wichtiges Ziel im Supply Chain Management eines Unternehmens. CTP (Capable to Promise) CTP bezeichnet die betriebswirtschaftliche Fragestellung, ob eine bestimmte Menge eines Produkts zu einem gewünschten Bedarfstermin zur Verfügung stehen wird. Im Gegensatz zu Available-to-Promise wird zur Beantwortung dieser Frage nicht nur der verfügbare Lagerbestand herangezogen, sondern es werden als zusätzliche Quellen der Bedarfsdeckung auch Produktionskapazitäten und externe Lieferanten betrachtet. Seminare Seminar 1: MES Marktüberblick – Einzelbeurteilung MES Anbieter Globaler Markt: - Veränderte Anforderungen an Produktionssysteme Paradigmenwechsel bei Produktionssystemen: - MES/MOM Systeme verdrängen ERP Systeme in der Produktion MES/MOM Systeme Ausrichtung am Leitungs- und Entscheidungsmanagement: - Monetärer Nutzennachweis vor Einführung eines MES/MOM Systems Veränderte Anforderungen an MES/MOM Systeme: - Integrationsmanagement mit Manufacturing Flow Management für - Design, Planung, Ausführung (intelligent adaptive manufacturing) - Intern und extern vernetzte Systeme (Webtechnologie) - Werke vergleichende Systeme (Multi Plant Management) - Anspruchsvolle Analytiksysteme (advanced analytics) Individuelles Anforderungsprofil: - Ermittlung des Unternehmensqualitätsstatus - Prozessablaufdesign und individuelles Anforderungsprofil Beurteilung des MES/MOM Marktangebots: - Beurteilungskriterien eines MES/MOM Systems - Einordnung der Systeme in Qualitätsklassen - MES/MOM Anforderungsspektrum Produktangebot bei gespiegelt im deutschsprachigen MES adicom, iTac, GFOS, SIMATIC IT, SAP ME, camLine, InQu, Werum, Felten, Wonderware, Syncos, Proxia, Forcam, PSIPENTA, Industrie Informatik, Grass, IBS, apromace, AIS, Apriso. Seminare Vorgehen beim Auswahlprozess: - Vorauswahl gemäß der Kernanforderungen - Simulation der Prozessabläufe durch die verbleibenden Anbieter MES/MOM Einführung: - Einführungsmanagement des ausgewählten Systems - Nutzenkontrollmanagement An wen wendet sich das Seminar: Das Seminar wendet sich an Alle, die in den Entscheidungsprozess für ein MES eingebunden sind: Geschäftsführer, Werksleiter, Produktionsleiter, Arbeitsvorbereitung, Controlling Preis: 680.-- EUR Im Preis enthalten sind umfassende Unterlagen und eine CD mit dem MES Simulatorsystem SI – MES. Die Preise verstehen sich ohne Mehrwertsteuer. Das Seminar kann auch individuell abgestimmt auf die jeweilige Firma abgehalten werden. Preis 1.000.-- EUR plus Mehrwertsteuer, Fahrtkosten, Übernachtungskosten Termine: XX. Würzburg Anmeldung bei: Vogel Business Media GmbH & Co. KG Max-Plank-Str. 7/9 97082 Würzburg Telefon: 0049 931 418-2054 Fax: 0049 931 418-2900 www.vbm-seminare.de Seminare Dreitageseminar: MES Schulungskurs Seminarbasis In diesem Schulungskurs werden in Form eines dreitägigen Workshops die Inhalte eines qualifizierten MES vermittelt. Dies erfolgt anhand eines MES Simulators, der im Rahmen von Beratungsprojekten im Produktionsumfeld in den letzten zwei Jahrzehnten entwickelt wurde. Dieser Simulator enthält sämtliche Funktionsbausteine eines qualifizierten MES im Sinne eines integrierten, flexiblen und anpassungsfähigen Produktionsmanagementsystems der neuen Generation. Für den Workshop erhält jeder Seminarteilnehmer eine CD mit dem Simulator, der gemeinsam auf den Laptops der Teilnehmer installiert wird, weil er die praktische Grundlage für die Vermittlung der MES Funktionsinhalte ist. Die Teilnehmer können diesen Simulator kostenlos für eigene Anwendungsfälle verwenden (Simulationen, Ausschreibungsprojekte). Seminarinhalte 1.Tag MES Marktsituation Zuerst wird den Teilnehmern ein Überblick über die heutige Marktsituation gegeben. Es werden Begriffe geklärt und es erfolgt eine klare Zuordnung der Funktionen nach dem ISA Ebenen Modell. Es soll dabei vermittelt werden, welcher Paradigmenwechsel bei den Produktionssystemen in den letzten 5 Jahren vollzogen wird und dadurch MES zu einem strategischen Instrument wird. Es wird auf die Kriterien eingegangen, die bei der Auswahl eines MES zu berücksichtigen sind. Seminare Modell eines “Integrated, Flexible, Adaptive Manufacturing System“ Es folgt die Entwicklung und Erläuterung eines Produktionsmanagementsystems der neuen Generation anhand der Bausteine Manufacturing Flow Design Manufacturing Flow Planning Manufacturing Flow Execution Dabei wird auf die Kriterien eingegangen, die bei der Auswahl eines MES zu berücksichtigen sind. Es folgt die Darstellung und Einordnung der einzelnen Funktionsbausteine eines MES. Manufacturing Flow Design Als erstes werden die Grundlagen eines qualifizierten MES erläutert. Es ist dies das Produktdatenmodell, das anhand der Richtlinien der ISA 95 und 88 dargestellt wird. Es betrifft dies die Thematik „Product Definition Management“ und das „Resources Management“. Hier wird insbesondere die Bedeutung des Arbeitsplans als Datendrehscheibe für sämtliche Planungs- und Ausführungsfunktionen aufgezeigt. Anhand von Beispielen wird ein allgemeingültiger Ansatz zur Arbeitsplanverwaltung und -gestaltung simuliert. Seminare 2.Tag Simulation Arbeitsplan Der Stoff des Vortages bezüglich „Manufacturing Flow Design“ wird anhand eines gemeinsam entwickelten Beispiels aufgefrischt und vertieft. Hier wird auch gezeigt, wie das Auftragsmanagement Eingang in den Arbeitsplan finden kann. Manufacturing Flow Planning Zuerst wird den Teilnehmern ein Überblick über die Inhalte eines operativen Planungssystems gegeben. Es werden die verschiedenen Planungsphilosophien anhand ausgewählter qualifizierter Planungstools erläutert. Order Management Danach erfolgt die Darstellung eines Auftragsmanagement der neuen Generation. Insbesondere wird hier die „Demand Driven Manufacturing“ Philosophie als Kern einer auf den Einzelbedarf ausgerichteten Produktion dargestellt mit den verschiedenen Inhalten zur Produktionsglättung und zu einem elektronischem Kanban. Zur Simulation werden einzelne Aufträge erfasst, die verplant werden. Es wird die Integration der Bestell- und Wareneingangsfunktionen in ein MES anhand eines Simulationsbeispiels abgebildet. Seminare Terminierungsmanagement Es folgt die eigentliche Terminierung. Hier wird anhand eines Beispiels gezeigt, wie ausgehend von einem Einzelbedarf die Prozesskette rückwärts aufgelöst und synchronisiert wird bei simultaner Berücksichtigung der Ressourcenverfügbarkeit. Danach wir der Einzelauftrag in den Kontext mit einem bestehenden Auftragspool gebracht mit einer Reihenfolgebestimmung auf der Basis von Prioritäten und Regeln (Rüstmatrix). Quelle: MES Consult Seminare Änderungsmanagement Hier wird gezeigt, wie ein MES Anpassungen aufnimmt, verarbeitet und die Auswirkungen in Echtzeit aufzeigt. Anhand von Beispielen werden verschiedene Szenarien simuliert, wie Kalenderänderungen, Schichtmodellanpassungen, Änderung des Termins und Änderungen der Auftragsmenge. Personaleinteilung In einer weiteren Sektion wird gezeigt, wie in einem MES die kurzfristige Personaleinteilung zu erfolgen hat, die Voraussetzung ist für die Ausführungsfreigabe der verplanten Aufträge. 3.Tag Rekapitulation des Themas Planung Es werden die Planungsinhalte kurz rekapituliert und mittels eines Beispiels wird ein Auftrag erfasst, verplant und einzelne Änderungen vorgenommen, um die Inhalte praktikabel zu vertiefen und zu verankern. Manufacturing Flow Execution Es werden die klassischen Inhalte der Ausführungssysteme in ihrem Ablauf dargestellt. Dabei wird anhand eines Simulationsbeispiel gezeigt, wie mittels eines Workflows die einzelnen Funktionen im Arbeitsgang abzuarbeiten sind. Insbesondere wird gezeigt, wie in einem qualifiziertem MES die Materialflusssteuerung (Vorgänger-, Nachfolgerbeziehungen) auf unterster Einheitenebene durchzuführen ist. Seminare Rüst-, Fertigungs-, Reinigungsvorgänge Es werden die BDE Abläufe für das Rüsten, das Fertigen und den Ausbau- bzw. Reinigungsprozess mit den Zeitstempeln gezeigt sowie die Funktionsabläufe innerhalb dieses BDE Rahmens für die Materialbereitstellung, den Materialeinsatz, die Werkzeugzuordnung sowie die Outputerstellung mit den Prüfabläufen. Tracking und Tracing Funktionen Ein besonderes Gewicht wird auf die Aufzeichnung des Tracking Prozesses gelegt mit den verketteten Input-, Outputvorgängen, die Voraussetzung ist für eine lückenlose Auftragsrückverfolgung. Seminare Prüfdatenerfassung und -kontrolle Gesondert wird gezeigt, wie die Arbeitsgang spezifische Prüfdatenerfassung variabler wie attributiver Prüfmerkmale mit den damit verbunden Kontrollfunktionen zu einem SPC/SQC erfolgt. Echtzeitkontrolle Es wird in einem gesonderten Kapitel die Echtzeitkostenkontrolle behandelt, die in einem künftigen MES eine immer größere Bedeutung bekommt. Hinzukommen die Echtzeitereignismeldungen im laufenden Prozess. Kontrollprozesse werden anhand der simulierten Beispiele präsentiert. Diese Performance Management Abschließend wird ein Überblick über die Darstellung der erfassten Leistungsdaten in Dashboards gegeben. Zertifikat Jeder Teilnehmer erhält ein Teilnahmezertifikat am Seminar. Wer an einer qualifizierten Beurteilung interessiert ist, erhält ein Beispiel zur Simulierung des Lernstoffs. Dieses ist innerhalb von 14 Tagen mittels des mitgelieferten Simulators abzubilden und dem Seminarleiter zuzuschicken. Es erfolgt eine Beurteilung, die zum Zertifikat des MES Informations-Manager (MIM) führt. Seminare An wen wendet sich das Seminar: Das Seminar wendet sich an Alle, die mit einem MES arbeiten müssen. Preis: 1.790.-- EUR Im Preis enthalten sind umfassende Unterlagen und eine CD mit dem MES Simulatorsystem SI – MES. Die Preise verstehen sich ohne Mehrwertsteuer. Das Seminar kann auch individuell abgestimmt auf die jeweilige Firma abgehalten werden. Preis 2.500.-- EUR plus Mehrwertsteuer, Fahrtkosten, Übernachtungskosten Termine: XX.-XX.Würzburg Anmeldung bei: Vogel Business Media GmbH & Co. KG Max-Plank-Str. 7/9 97082 Würzburg Telefon: 0049 931 418-2054 Fax: 0049 931 418-2900 www.vbm-seminare.de