Kein Folientitel - Lehrstuhl Metallische Werkstoffe, Universität Bayreuth
Werbung

Inhalt Teil B:
5. Vom Stoff zum Werkstoff: Metalldarstellung
6. Vom Werkstoff zum Bauteil, Urformen
(Umformen wird in der Vorlesung "Werkstofftechnologie und
Halbzeuge" behandelt)
7. Werkstoffbezeichnungen
8. Überblick über Werkstoffprüfung (und
-analytik)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
163
Uwe Glatzel, Metallische Werkstoffe
Vom Stoff zum Werkstoff:
Metalldarstellung
• Einteilung der Darstellungsverfahren
• Darstellung des Kupfers
• Stahlherstellung
• Aluminiumherstellung
• Beispiel für Sonderverfahren (Titan)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
164
Uwe Glatzel, Metallische Werkstoffe
Metalldarstellung
Gediegen
Formen des Vorkommens
Erz
Grundsätzliche Verfahrensschritte
Erzabbau
Stückig
machen
Mahlen
Anreichern
Rösten
(z.B. Flotation)
(Oxidieren)
Reduzieren
Raffinieren
Verfahrenstechnische Entwicklung
Reduktionsverfahren
Reduktion sulfidischer Erze
Oxithermisch (Cu)
Reduktion durch Kohlenstoff
Karbothermisch (Fe)
Reduktion mit Wasserstoff
Hydrothermisch (W)
Elektrochemisch
Schmelzflußelektrolyse (Al)
Reduktion mit anderen Metallen
(im wesentlichen mit Aluminium)
Aluminothermisch (V)
Chemische Methoden:
Metallaromatisch
Ionenaustausch
Uni Bayreuth, Aufbau und Eigenschaften Metalle
z. B. Carbonylnickel
z.B. Titanherstellung
165
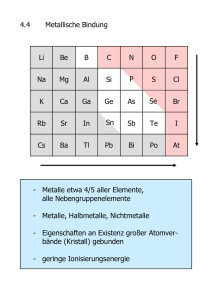
Merke:
Die Metalldarstellung ist ein
chemischer Prozeß
Kleinere Partikel erhöhen die
Reaktionsgeschwindigkeit und
den Wirkungsgrad
Höhere Temperaturen erhöhen
die Ausbeute
Uwe Glatzel, Metallische Werkstoffe
Kupfer –
Vorkommen und Verbrauch
Kupferbergbau,
Raffinerieprodukte;
Verbrauch und
Handelsströme
Uni Bayreuth, Aufbau und Eigenschaften Metalle
166
Uwe Glatzel, Metallische Werkstoffe
Kupfer –
Gewinnung und Erze
Cu2 S + 2Cu2O → 6Cu + SO2↑
Verfahren zur Kupfergewinnung
Flotationsanlage
Verschiedene Kupfererze
Uni Bayreuth, Aufbau und Eigenschaften Metalle
167
Uwe Glatzel, Metallische Werkstoffe
Kupfer –
Pyrometallurgie
Ausgießen der Konverter (TmCu = 1083°C):
• Unterschieden wird zwischen Schwebe- und
Badschmelzverfahren
• Für größere Mengen hat sich das
Schwebeschmelzverfahren durchgesetzt
• Nachteil des Badschmelzverfahrens ist der hohe
Brennstoffverbrauch
Pyrometallurgie des Kupfers
Schwebeschmelzverfahren
Uni Bayreuth, Aufbau und Eigenschaften Metalle
168
Uwe Glatzel, Metallische Werkstoffe
Feuerraffination von Kupfer
Kupfer – Raffination
Recyclingschrotte als Einsatzstoffe für den Konverter
Merke:
Alle enthaltenen Metalle können auf der Kupferroute
wiedergewonnen werden
(siehe Folie zum Recycling)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
169
Uwe Glatzel, Metallische Werkstoffe
Kupfer – Elektrolyse
Raffinationselektrolyse
von Kupfer
Gießen von
Anodenplatten
Kathodenplatten
frisch aus der
Elektrolysezelle
gezogen
edlere Metalle
Lösung
unedlere Metalle
Anodenschlamm
Uni Bayreuth, Aufbau und Eigenschaften Metalle
170
Uwe Glatzel, Metallische Werkstoffe
Eisenwerkstoffe
Weltweiter Stahlverbrauch pro Kopf und Jahr:
Industrieländer:
150 kg!
350 kg/( Kopf Jahr)!
Allerdings: Verlust durch Eisenrost ~ 1 to/Minute (500.000 to/a) weltweit!
In Industrieländern: Systemverlust durch Eisenrost ca. 4-5% des
Bruttonationaleinkommen (~ 100 Mrd. € pro Jahr in Deutschland)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
171
Uwe Glatzel, Metallische Werkstoffe
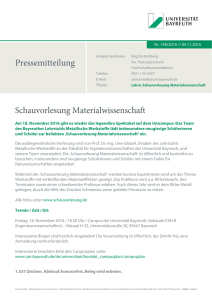
Grundprinzip der Stahlherstellung
Rohstoff
Roheisenerzeugung
Entfernung von C, Si, Mn, P, S durch Oxidation
der Schmelze
Eisenerz
Prinzip
Aufbereitung
Naßaufbereitung
(z.B. Flotation)
oder:
Schmelzreduktion
Direktreduktion
Roheisen
Fe+(3,5-4,5% C, -1% Si,
0,2-0,6% Mn,0,1-0,6% P, 0,05-0,1% S)
2 FeO
Fe + MnO
2 Fe + SiO2
≥ 2% C:
≤ 2% C:
FeO + C
2 FeO + S
5 FeO + P
Fe + CO
2 Fe + SO2
2 Fe + P2O5
Roheisen, Gußeisen
Stahl
Anteil der Verfahren in %
100
Verfahren
Hochofen
O2 + 2 Fe
FeO + Mn
2 FeO + Si
Merke:
Mahlen u. Sintern
Reduktion
Produkt
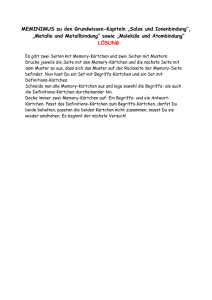
Stahlerzeugung
•SauerstoffBlasVerfahren
(LD, LDAC, OBM)
•Siemens-Martin-Verfahren
•Elektrostahl-Verfahren
•Thomas-Verfahren
•Bessemer-Verfahren
SBV
80
60
TV u. BV
40
SMV
20
ESV
0
1960
Merke:
1 t Stahl kostet ca. 500.- €
Die BRD produziert ca. 40 Mio t/a
Uni Bayreuth, Aufbau und Eigenschaften Metalle
1970
1980
Sekundärmetallurgie - Nachreinigen
172
Uwe Glatzel, Metallische Werkstoffe
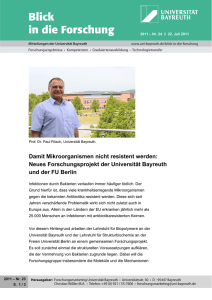
Entwicklung der Stahlerzeugung
Entwicklung der Technologie zur Stahlerzeugung und -umformung
Weltstahlerzeugung
Uni Bayreuth, Aufbau und Eigenschaften Metalle
173
Eisenerzeugung im
Stückofen
16. Jahrhundert
Uwe Glatzel, Metallische Werkstoffe
Eisenerz –
Vorkommen und Arten
Eisenerzvorkommen der Welt
Eisenerze
Magnetit
Magneteisenerz
Hämatit
Roteisenerz
Limonit
Brauneisenerz
Siderit
Spateisenerz
Fe3O4
Fe2O3
Fe2O3 * H2O
FeCO3
Hämatit
Magnetit
Uni Bayreuth, Aufbau und Eigenschaften Metalle
174
Uwe Glatzel, Metallische Werkstoffe
Wege vom Erz zum Stahl
Verfahrenswege
für die
Herstellung von
Stahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
175
Uwe Glatzel, Metallische Werkstoffe
Roheisenerzeugung
Hochofen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
176
Uwe Glatzel, Metallische Werkstoffe
Fe ↔ Fe-Oxide ↔ CO ↔ CO2
CO + FeO ↔ Fe + CO2 + 246 J/(g Fe)
niedrige Temperatur (ca. 450°C)
indirekte Reduktion, exotherm
4 CO + Fe3O4 ↔ 3 Fe + 4 CO2 + 104 J/(g Fe)
niedrige Temperatur (bis ca. 550°C)
direkte Reduktion, exotherm
3 C + Fe2O3 ↔ 2 Fe + 3 CO - 4200 J/(g Fe)
hohe Temperatur (> 1000°C)
direkte Reduktion, endotherm
Es ist günstig die Prozessführung so zu
lenken, dass die exothermen Reaktionen
gefördert werden.
Vereinfachtes BaurGlaessner Diagramm
Uni Bayreuth, Aufbau und Eigenschaften Metalle
177
Uwe Glatzel, Metallische Werkstoffe
Roheisenerzeugung
Hochofen
Querschnitt durch
Hochofen und
Winderhitzer zum
Größenvergleich
(Temperaturen im
Hochofen und
chemische
Reaktionen).
Filteranlagen mit
ca. doppelter
Größe des
Winderhitzers.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
178
Uwe Glatzel, Metallische Werkstoffe
Roheisenabstich
(Exkursion ThyssenKrupp, Juni 2004)
Zahlen des Hochofens Duisburg 2:
Gesamthöhe
90 m
Hochofenkern
75m
Durchmesser
15 m
Tagesleistung
10.000 t Roheisen/Tag
Standzeit (Ofenreise) 8 – 10 Jahre
Abstich
ca. alle 2 Stunden
5 geschlossene Wasserkreisläufe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
179
Uwe Glatzel, Metallische Werkstoffe
Exkursion ThyssenKrupp, Juni 2004
Uni Bayreuth, Aufbau und Eigenschaften Metalle
180
Uwe Glatzel, Metallische Werkstoffe
Roheisenerzeugung –
Direktreduktion
Verfahren zur Direktreduktion
Einteilung:
• Gasreduktion 90 %
CO, H2, Mischungen
• Feststoffreduktion 10%
Kohlestaub
Vorteile:
• Kleine Produktionsgröße
• Dezentrale Standortwahl
• Reduktion mit Erdgas
oder Kohlestaub
Produkt:
Eisenschwamm
• (Hochreduziertes nichtaufgeschmolzenes Erz
• Form: fest (stückig,
feinkörnig)
• Metallisierungsgrad 80-95%
Nachteile:
• Höhere Herstellkosten
• Verunreinigungen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
181
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung –
Frischen
verschiedene Blasverfahren
schematischer Ablauf
LD / AC - Verf.
LD - Verf.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
182
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung –
Merke:
Hochofen und Konverter können
als Stromerzeuger, Stahlerzeuger
oder als Recyclinganlage betrieben
werden
Kombiniertes Verfahren
OBM - Konverter
Sauerstoffaufblaskonverter
Frischen
Flußmittel
Kohlen
wasserstoffe
Sauerstoff
Druckluft
Sauerstoff
und / oder
Argon
Uni Bayreuth, Aufbau und Eigenschaften Metalle
183
Schlackenbildner
Sauerstoff
Kohlenwasserstoffe
Luft
N2
und / oder
Ar
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung –
Elektrolichtbogenofen
Vorteile der Stahlerzeugung
im Elektrolichtbogenofen:
• Erschmelzenjeder möglichen Stahlsorte
• Unabhängigkeit vom Einsatz
(Schrott, Eisenschwamm, Roheisen)
• Niedriger Investitionsbedarf
• Automatisierbarkeit
• Hoher Wirkungsgrad
Elektrolichtbogenofen
schematischer Ablauf
Uni Bayreuth, Aufbau und Eigenschaften Metalle
184
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung –
Sekundärmetallurgie
Ziel der Sekundärmetallurgie
(Nachbehandlung von Stahl):
Erhöhung der Qualität des Werkstoffes
Stahl durch folgende metallurgische
Maßnahmen
• Legierungseinstellung
• Homogenisierung von Temperatur und
Zusammensetzung sowie Temperaturführung
• Entkohlung
• Entschwefelung
• Entfernung von Spurenelementen
• Entgasung
• Desoxidation
• Einschlusseinformung
• Verbesserung des Reinheitsgrades
• Beeinflussung des Erstarrungsgefüges
Maßnahmen der Sekundärmetallurgie
Uni Bayreuth, Aufbau und Eigenschaften Metalle
185
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung
Verfahren der Vakuumbehandlung
Definition
Vakuummetallurgie:
Vakuumbehandlung von flüssigem Stahl
(Vakuumnachbehandlung)
Teilmengenbehandlung
Gießstrahlbehandlung
Behandlung unter
stark verminderten
Druck
Ergebnisse der
Vakuumbehandlung:
Pfannenbehandlung
mit zusätzlicher Beheizung
Stähle
• guter Reinheit
• niedriger Gasgehalte
• enger Legierungstoleranzen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
chemisch
186
physikalisch
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung –
Vergießen
Schema des Stranggießens von Stahl
Vorteile des Stranggießens :
Durch das setzen von Anker und
Tundish kann kurzfristig die
Legierung der Stranggußanlage
gewechselt werden.
Abgießen des Stahls
Vorteile des Stranggießens :
Die Stranggussanlage erlaubt kontinuierlichen
Gießprozess. Durch magnetisches Rühren werden starke
Seigerungen vermieden.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
187
Uwe Glatzel, Metallische Werkstoffe
Stahlerzeugung –
Formgebung durch Walzen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
188
Uwe Glatzel, Metallische Werkstoffe
Werbefilm
ThyssenKrupp
TU Delft
Stahl, Gusseisen, Al, Mg, Ti, ausführlich in der Vorlesung Metallische Halbzeuge (4.Sem.
B.Sc. MaWi + WeTe), bzw. Werkstofftechnologie und Halbzeuge (1.Sem. Master MSE)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
189
Uwe Glatzel, Metallische Werkstoffe
Vom Werkstoff zum
Bauteil
•
•
•
•
Gießen
Urformen (nachfolgende Folien)
Pulvermetallurgie
Umformen (H1, VW3: Werkstofftechnologie und Halbzeuge)
Stoffeigenschaftsänderungen
Folien
(im Wesentlichen über Wärmebehandlungen)
~ 124-163
Nicht besprochen werden:
- Spanende Formgebung
- Fügeverfahren (Schweißen, Löten, Kleben, Schrauben, Nieten, ...)
eigene Vorlesung im Vertiefungsfach Metalle
- Beschichten (Vorlesung Willert-Porada)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
190
Uwe Glatzel, Metallische Werkstoffe
Vom Werkstoff zum Bauteil
- Fertigungsabläufe Metalldarstellung
Energie
Erze
Zuschläge
Raffination
Gießen
BlockStrangBandguß
Recycling
Formguß
Verdüsen
Metallpulver
Mischen / Kompaktieren
Umformen
Spanende Formgebung
Stoffeigenschaftsänderung
Trennen
Abtragen
Werkstoffprüfung / Qualitätssicherung
SchmelzmetallurgieSchmelzen / Legieren Pulvermetallurgie
Verbinden
Beschichten
Fertigteil
Demontage
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Montage / Einsatz
191
Uwe Glatzel, Metallische Werkstoffe
Einteilung der Form- und Gießverfahren
Form- und Gießverfahren
Gießen in Dauerformen
(ohne Modelle)
Gießen in verlorene Formen
Mit Dauermodellen
Mit verlorenen Modellen
Handformen
Feingießen
Druckgießen
Maschinenformen
(Vollformgießen)
Kokillengießen
Maskenformen
(Schleudergießen)
(Vakuumformen)
Stranggießen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
192
Uwe Glatzel, Metallische Werkstoffe
Gießen in verlorene Formen
Sandguß
1 Formstoff
2 Formkasten
3 Bodenplatte
4 Kernaussparung
5 Modellhälfte
6 Entlüftung
7 Gusskanal
8 Schmelze
• Verdichten des Formsandes durch
9 Kern
Feststampfen (Handformen)
10 Werkstück
Wissenfloater
Sandguss
Uni Bayreuth, Aufbau und Eigenschaften Metalle
193
• Maschinenformen: Verdichten durch
maschinelles Rütteln des
Formkastens
Uwe Glatzel, Metallische Werkstoffe
Gießereitechnik
Das Prinzip
Sandguss
vorgeführt vom
Konstrukteur
Former
Bergische Universität Wuppertal
Verein
Deutscher
Uni Bayreuth, Aufbau
und Eigenschaften
Metalle Giessereifachleute
Metallgießer
Uwe Glatzel, Metallische Werkstoffe
Gießen in Einmalformen auf Sandbasis
Große Gussstücke und Teile aus
hochschmelzenden Metallen werden in
Einmalformen auf Sandbasis gegossen.
In der Fachwelt nennt man diese Art von
Formen verlorene Formen, weil sie zur
Entnahme des fertigen Gussteils zerstört
werden müssen.
Solche Formen werden aus speziellen
Formsanden hergestellt.
Der Formsand ist nicht einfacher Sand, sondern besteht aus einem feuerfesten
Formgrundstoff und chemischen Zusätzen.
Er muss zunächst bildsam und später fest und gasdurchlässig sein.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Uwe Glatzel, Metallische Werkstoffe
Das Einformen schematisch: Die Form ist das Negativ des Werkstücks
1. Vorgesehenes Fertigteil
2. Modell (Holz, Kunstst.,...)
3. “Kern“ und “Kernmarken“
4. Modell eingeformt mit
Einguss, Anschnitt, Speiser
1
5
2
6
3
7
4
8
5. Geteilte Form
geteiltes Modell
6. Modell wird entfernt
7. Der “Kern“ wird eingelegt
8. Fertige Form mit Kern
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Uwe Glatzel, Metallische Werkstoffe
Die Paxis des Einformens
Der Gießereimechaniker, Fachrichtung Handformguss,
hier als Lehrformer, zeigt wie´s geht
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Uwe Glatzel, Metallische Werkstoffe
Das Abgießen der Form
Das fertige Werkstück
mit Einguss, Anschnitt (Zulauf)
und Speiser sowie rechts das
ursprüngliche Modell
Der Metallgießer bei der Arbeit
“Ausschlagen“ des Gusses
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Uwe Glatzel, Metallische Werkstoffe
Dieser Wissens-Floater wurde erstellt an der Bergischen Universität W
in Zusammenarbeit mit dem Verein Deutscher Giessereifachleute e.V.
Autor: Prof. Dr.-Ing. Helmut Richter
Bild- und Filmmaterial sind entnommen aus dem Lehrfilm
GIESSEN Formgießen Der kurze Weg von der Idee zum fertige
Weitere Informationen: (0211) 6871-247
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Uwe Glatzel, Metallische Werkstoffe
Gießen in verlorene Formen
Maskenformen
• Gemisch aus Phenolharz und
Quarzsand
• Aushärtung an erwärmten
Modellhälften
• Überschüssiger Formstoff
wieder verwendbar
• Aushärten der Formmasken
• Herstellung von Kernen erfolgt
analog
• Hohe Maßgenauigkeit und
Oberflächengüte der Gußstücke
Uni Bayreuth, Aufbau und Eigenschaften Metalle
200
Uwe Glatzel, Metallische Werkstoffe
Gießen in verlorene Formen
Vakuumformen
• Verdichtung durch Rütteln und Vakuum
• Abguß unter Beibehalten des Vakuums
• Vergasen der Kundststoffolie
Uni Bayreuth, Aufbau und Eigenschaften Metalle
201
Uwe Glatzel, Metallische Werkstoffe
Gießen mit verlorenen Modellen
Vollformgießen
Anwendung:
Herstellung von Einzelstücken (Schaumstoffmodell billiger als Holzmodell)
• Modell aus
Kunststoffhartschaum
• Einformen mit Formstoff
• Vergasen des Modells beim
Gießen
Werbefilm Giesserei
Burkhardt
Uni Bayreuth, Aufbau und Eigenschaften Metalle
202
Uwe Glatzel, Metallische Werkstoffe
Gießen in verlorene Formen
Feingießen (Firma AAT, Bayreuth)
5 - 8 mal
© Turbine Casting
FPI
X-Ray
Feinguss ist der Oberbegriff für Gußstücke, die im Wachsausschmelzverfahren hergestellt werden.
Durch die ungeteilte Form sind beliebig geformte Teile mit hoher Genauigkeit möglich. Feinguss
kommt bevorzugt bei harten, schwer zerspanbaren Werkstoffen (legierte Stähle oder Hartlegierungen)
mit geringen Stückzahlen und komplexen Geometrien zum Einsatz. Eine anschließende
Wärmebehandlung sorgt für eine Verbesserung der Zähigkeit.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
203
Uwe Glatzel, Metallische Werkstoffe
Geschichte Feingussverfahren
z.B. Bibracte ~ 50 v.Chr.
Wachsgefüllte keramische Form
Turbine Casting
Kleiderschnalle
Uni Bayreuth, Aufbau und Eigenschaften Metalle
204
Uwe Glatzel, Metallische Werkstoffe
Vakuum Feinguss (investment casting) von
Turbinenschaufeln (Firma AAT in Bayreuth)
Polykristalline, gerichtet erstarrt (DS) und einkristalline Schaufel (SX)
Größe bis zu 500 mm, Gewicht pro
Schaufel bis zu 10 kg, Traubengewicht
bis zu 80 kg. Präzision bis zu 1/10 mm
Uni Bayreuth, Aufbau und Eigenschaften Metalle
205
Uwe Glatzel, Metallische Werkstoffe
Vakuum Feinguss (investment casting)
einkristalline Proben am Lehrstuhl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
206
Uwe Glatzel, Metallische Werkstoffe
MTS (heute AAT), Bayreuth
ground-breaking ceremony: 20.02.2008, topping-out ceremony: 06.06.2008
start of production:
~ 12/2008
Uni Bayreuth, Aufbau und Eigenschaften Metalle
207
Uwe Glatzel, Metallische Werkstoffe
Exkursion Doncasters Precision
Casting Bochum 2007
2)
1)
3)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
208
Uwe Glatzel, Metallische Werkstoffe
Anwendungsbeispiele - Feinguß
Airbustür
Ariane
Versorgungsklappe
Inneres Landeklappensystem
(Airbus A 330 / A 340)
Kraftstoffzufuhr
Verbindungsknoten
Zelle Spacelab
Uni Bayreuth, Aufbau und Eigenschaften Metalle
209
Uwe Glatzel, Metallische Werkstoffe
Anwendungsbeispiel - Feinguß
Einkristalline Turbinenschaufel
Einsatz als erste Laufschaufel nach der Brennkammer in
einem GuD Kraftwerk (Gas- und Dampfturbine). Die
Abgase der Gasturbine müssen heiß genug sein um
Wasserdampf (200-300 °C) zum Antrieb einer nachgeschalteten Dampfturbine zu erzeugen.
Werkstoff: Inconel 738 LC
LC = low carbon (geringer Kohlenstoffgehalt)
Gewicht der Schaufel (obwohl durch
Luftkühlung innen hohl): 6,8 kg
Länge des Kristalls: 350 mm
Verkaufspreis ~ 15.000,- €
Uni Bayreuth, Aufbau und Eigenschaften Metalle
210
Uwe Glatzel, Metallische Werkstoffe
Gießen in Dauerformen
Druckgießen
•
•
•
•
•
Dünnwandige Werkstücke
Schwierige Formen
Maßgenauigkeit
hohe Oberflächenqualität
niedrigschmelzende Elemente (Al, Mg)
Warmkammer-Druckguß
Drücke bis 2000 bar (200 MPa)
Kaltkammer-Druckguß
Uni Bayreuth, Aufbau und Eigenschaften Metalle
211
Uwe Glatzel, Metallische Werkstoffe
Gießen in Dauerformen
Stranggießen
• Kontinuierlicher Gießprozeß
• Wassergekühlte Kokille
• Horizontal: z.B. Messing
• Vertikal: z. B. Kupfer
• Umgelenkt: vorwiegend bei Stahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
212
Uwe Glatzel, Metallische Werkstoffe
Gießen in Dauerformen
Stranggießen
Stranggießen Vorteile:
• Endloser Strang
• Ausbringung > 95%
• Gleichmäßige Erstarrung
geringere Seigerungen
• schneller Abguss
• größere Wirtschaftlichkeit
durch weniger Arbeitsgänge
Stranggießen von Stahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
213
Uwe Glatzel, Metallische Werkstoffe
Elektromagnetisches Rühren
beim Strangguß
• Induktives Rühren
eines an der
Oberfläche bereits
erstarrten Stranges
• Vermeidung von
Blockseigerungen
im noch flüssigen
Kern
• „Abbrechen“ von
Dendritenstämmen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
214
Uwe Glatzel, Metallische Werkstoffe
Gussfehler
• Schülpen
• Versetzter Guß
• Schlackeneinschlüsse
• Gasblasen
• Lunker
• Risse
Uni Bayreuth, Aufbau und Eigenschaften Metalle
215
Uwe Glatzel, Metallische Werkstoffe
Vermeidung von Lunkern
Die Schwindung im festen Zustand ist als
Übermaß beim Modellbau zu
berücksichtigen.
∆Vl
Volumen
∆Vl/s (Lunker)
∆Vs (Schwindung)
fest
flüssig
TS
Temperatur
Die Erstarrungsschwindung führt zur
Bildung von Lunkern. Durch konstruktive
bzw. gießtechnische Maßnahmen ist der
Erstarrungsablauf so zu gestalten, daß die
Lunker außerhalb des Gußteils liegen.
• Nachfließen der Schmelze aus dem Einguß,
den Speisern oder Steigern
Lunker
• Zunehmende Wandstärke zum Speiser hin
• Vermeidung von Materialanhäufungen
durch Einlegen von Kernen
Kern
• Gezieltes Kühlen oder Heizen der Form
Uni Bayreuth, Aufbau und Eigenschaften Metalle
216
Uwe Glatzel, Metallische Werkstoffe
Entstehung von Kristallseigerungen
Ideal
T
(vollständiger Konzentrationsausgleich)
T 1:
α1
T1
T2
T 2:
α2
T3
T 3:
α 3 = c0
Real
(unvollständiger Konzentrationsausgleich)
s3
A
s2
s1 c0
(α3)
α2 α1
B
α1
T 2:
A-ärmer als
≈ α2 α2
αKern: A-ärmer als co
αMitte ≈ co
αRand: A-reicher als co
T 3:
"Zwiebelschalen"
Uni Bayreuth, Aufbau und Eigenschaften Metalle
T 1:
217
Uwe Glatzel, Metallische Werkstoffe
Makrostruktur eines
Gussstücks bei der Erstarrung
Uni Bayreuth, Aufbau und Eigenschaften Metalle
218
Uwe Glatzel, Metallische Werkstoffe
METIS, RWTH Aachen
http://www.imm.rwth-aachen.de
→ METIS
→ Solidification
→ Nucleation (ab 0.35 K/s spontane Keimbildung im Zentrum)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
219
Uwe Glatzel, Metallische Werkstoffe
Prüfen der Gießbarkeit
Gießbarkeit und Formfüllungsvermögen
• Länge der Gußspirale
• Beschaffenheit der Kanten
Uni Bayreuth, Aufbau und Eigenschaften Metalle
220
Uwe Glatzel, Metallische Werkstoffe
Weitere Gießverfahren
Bandguß
Schmelzwalzen
Schmelzspinnen
• Gekühltes Gießrad
• Extrem hohe Abkühlgeschwindigkeit
• Metallische Gläser
Uni Bayreuth, Aufbau und Eigenschaften Metalle
221
Uwe Glatzel, Metallische Werkstoffe
Vom Werkstoff zum Bauteil
- Fertigungsabläufe Metalldarstellung
Energie
Erze
Zuschläge
Raffination
Gießen
BlockStrangBandguß
Recycling
Formguß
Verdüsen
Metallpulver
Mischen / Kompaktieren
Umformen
Spanende Formgebung
Stoffeigenschaftsänderung
Trennen
Abtragen
Werkstoffprüfung / Qualitätssicherung
SchmelzmetallurgieSchmelzen / Legieren Pulvermetallurgie
Verbinden
Beschichten
Fertigteil
Demontage
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Montage / Einsatz
222
Uwe Glatzel, Metallische Werkstoffe
Pulvermetallurgie
(siehe Vorlesungen Keramik)
Umgehung des flüssigen Zustands
• endkonturnahe Formgebung
• Metalle mit sehr hohem Schmelzpunkt
(z.B. W, Tm = 3410 °C), reaktive Metalle
(z. B. Be), spröde Metalle (intermetallische
Phasen)
• besondere Anforderungen an das Gefüge
(Korngröße, gleichmäßige Verteilung)
• besondere Eigenschaften, die gießtechnisch
nicht erreichbar sind (Hartmagnete)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
223
Uwe Glatzel, Metallische Werkstoffe
Herstellung und Verwendung
von Aluminiumpulvern
Al-Pulver, Korngröße 0,15-0,30 µm
in Wasser verdüst, Al2O3-Gehalt 4,4%
Anwendungen
• Herstellung von Anstrich und Farben
• Herstellung von Metallic-Lacken
• Werkstoffe zum Thermischen Spritzen
• Reduktionsmittel für die chemische Industrie
• Reduktionsmittel für die Metallurgie
• Herstellung von Aluminiumschäumen
• Pyrotechnik
Sprühkompaktieren
von Al-Pulver
Großtechnische Anwendung des
Sprühkompaktierens:
• Zylinderlaufbuchse aus AlSiCuNi-Legierung
Uni Bayreuth, Aufbau und Eigenschaften Metalle
224
Uwe Glatzel, Metallische Werkstoffe
Pulverherstellung
• Mahlen in Kugel- oder Zahnscheibenmühle
(spröde Metalle)
• „Zerstäuben“ der Metallschmelze durch einen
Wasserstrahl oder einen Gasstrom („Verdüsen“)
• Niederschlagen aus der Dampfphase
• Abscheidung aus Lösungen oder Salzschmelzen
• Reduktion von Metalloxiden
• Thermisches Zersetzen von Metallverbindungen
Kupferpulver:
kugelig (oben)
dendritisch (unten)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
225
Uwe Glatzel, Metallische Werkstoffe
Pulververarbeitung
Schüttdichte
Füllen
Klopfdichte
Gründichte
Abstreifen
Pressen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
226
Zur besseren
Verarbeitbarkeit
werden die Pulver
häufig mit Wachsen
oder Stearat versetzt
Auswerfen
Uwe Glatzel, Metallische Werkstoffe
Sintern
Entstehung des Gefüges in einem
Sinterkörper aus Fe-Pulver
Anfangsstadium
des Sinterns
Beginnende
Halsbildung
Zwischenstadium
des Sinterns
Kornwachstum,
teilweise
Einformung der
Poren
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Aufheizen des gepressten Formkörpers unter
Vakuum oder Schutzgas, ggf. unter erhöhtem
Druck (Heißpressen)
Tritt während des Sintervorgangs eine flüssige
Phase auf, so spricht man von
Flüssigphasensintern (z.B. bei Hartmetallen)
227
Uwe Glatzel, Metallische Werkstoffe
Metal Injection Moulding (MIM)
Prozess wie bei der Kunststoffspritzgießtechnik: Mischen des
Metallpulvers mit organischen Bindern.
Diese Masse ist in Spritzgießmaschinen
verarbeitbar.
Zusätzlicher Schritt im Vergleich zu den
Veredelungsprozesse
Sintermetallen: Austreiben des Binders.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
228
Uwe Glatzel, Metallische Werkstoffe
Vergleich
Sintermetalle, Metal Injection Moulding
(MIM), Feinguß, spanende Bearbeitung
MIM: pulvermetallurgisches
Spritzgießen.
Hohe Werkzeugkosten beim
MIM-Verfahren.
Bei hohen Stückzahlen,
kleinen Teilen und komplexen
Formen kommt MIM zum
Einsatz.
Generelles Problem MIM und
Sintermetalle: Porenanteil > 0
Das MIM-Verfahren
konkurriert hauptsächlich mit
Fein- und Druckguß
Schunk MIM-Technik
Diplomarbeit Herrmann 2005, Promotion Albert (2008-2012)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
229
Uwe Glatzel, Metallische Werkstoffe
Verfahrensschritte des
Metallpulverspritzgussverfahrens
Einfluß der Dichte auf die mechanischen
Eigenschaften von Sinterstahl (schematisch)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
230
Uwe Glatzel, Metallische Werkstoffe
Einführung in
Werkstoffbezeichnungen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
231
Uwe Glatzel, Metallische Werkstoffe
Weit verbreitete
Werkstoffbezeichnungen
Unlegierte Stähle: Gehalte der Eisenbegleiter unter:
Al
Cr
Cu
Mn
Ni
P
S
Si
Ti
0.1 %
0.25 %
0.25 %
0.8 %
0.25 %
0.09 %
0.06 %
0.5 %
0.1 %
Werkstoffgruppe
St YY - Z
Gütegruppe
- 1: keine besondere Prüfung
- 2: ISO Kerbschlagzähigkeit 35 J/cm2 bei
0°C
Beispiel:
St 33 -2 steht für
Unlegierter Baustahl, Mindestzugfestigkeit 33
kp/mm2 = 324 MPa, Gütegruppe 2
- 3: ISO Kerbschlagzähigkeit 35 J/cm2 bei -20°C
Mindestzugfestigkeit in kp/mm2
(multipliziert mit 9,81 ergibt N/mm2 oder MPa)
sehr weit verbreitet: St 37 (veraltet, immer noch
verwendet), aktuell: S235JR, Werkstoffnr. 1.0037
(Mindeststreckgrenze 235 MPa mit 27 J Kerbschlagarbeit bei 20°C)
Hinweis: unlegierter Baustahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
232
Uwe Glatzel, Metallische Werkstoffe
Unlegierter Qualitätsstahl
Unlegierter Qualitätsstähle haben besondere Eigenschaften
wie Tiefziehfähigkeit, Eignung zur Automatenbearbeitung
oder Sprödbruchunempfindlichkeit ("C")
Werkstoffgruppe
C XX
Kohlenstoffgehalt in wt.% x 100
Beispiel:
C 35 steht für
Unlegierter Qualitätsstahl mit 0,35%
Kohlenstoffgehalt
Hinweis: unlegierter Qualitätsstahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
233
Uwe Glatzel, Metallische Werkstoffe
Unlegierter Qualitätsstahl
besonderer Reinheit
Werkstoffgruppe
Cz XX
Kohlenstoffgehalt in wt.% x 100
Qualitätsmerkmal
f: flamm- und induktionshärtbar
k: kleiner Phosphor- und Schwefelgehalt
q: zum Kaltstauchen geeignet
Hinweis: unlegierter Qualitätsstahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Beispiel:
Ck 45 steht für
Unlegierter Qualitätsstahl mit geringem
Phosphor und Schwefelgehalt und 0,45%
Kohlenstoffgehalt
234
Uwe Glatzel, Metallische Werkstoffe
Legierte Stähle
Werkstoffgruppe
xx Leg 1 Leg 2 Geh 1 Geh 2
Gehalt von Legierungselement 2
Gehalt von Legierungselement 1
Chem. Symbol für Legierungselement 2
Chem. Symbol für Legierungselement 1
Legierungselement
Faktor
Merksatz der wichtigsten
Elemente
Co, Cr, Mn, Ni, Si,
W
x4
Chrom (Cr) konnte (Co) man
(Mn) nicht (Ni) sicher (Si)
wahrnehmen (W)
Al, Be, Cu, Mo, Nb,
Ta, Ti, V, Zr, Pb, B
x 10
AlCuMoTaTiV
P, S, N, C, Ce
x 100
Kohlenstoffgehalt in % · 100
Beispiel:
42 Cr Mo 4 steht für
0,42% Kohlenstoff, Legierungselement 1 ist Chrom, Legierungselement 2 ist
Molybdän, 1% Chrom und einem geringen Zusatz von Mo (Spuren <0,1%)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
235
Uwe Glatzel, Metallische Werkstoffe
Hochlegierte Stähle
Hochlegierte Stähle mit einem Gesamtlegierungsgehalt > 5 %. Analog wie bei
legierten Stählen mit dem Unterschied, dass außer bei Kohlenstoff alle
Legierungselemente mit ihrem tatsächlichen Gehalt angegeben werden. Die
Kennzeichnung "X" ist vorangestellt.
X 22 Cr Mo V 12
geringer Zusatz V (Spuren < 1%)
geringer Zusatz Mo (Spuren < 1%)
12% Chrom (Achtung: Faktor = 1)
Legierungselement 3: Vanadium
Legierungselement 2: Molybdän
Legierungselement 1: Chrom
Weiteres prominentes Beispiel:
X 5 Cr Ni 18 10
Werkstoffnummer 1.4301
Volksmund: V2A
0,22% Kohlenstoff x 100
Hinweis: hochlegierter Stahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
236
Uwe Glatzel, Metallische Werkstoffe
Bezeichnung der
Nichteisenmetalllegierungen
Kennzeichnung nach dem Metall mit dem höchsten Legierungsanteil
(Grundmetall) und den weiteren Legierungselementen:
G Leg 1 Geh 1 Leg 2 Geh 2
Legierungsgehalt von Element 2
Legierungselement 2
Legierungsgehalt von Element 1
Legierungselement 1
Grundwerkstoff
Ti Al 6 V 4
Vanadiumanteil 4%
Aluminiumanteil 6%
Titanlegierung (Titananteil: 90%)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
237
Uwe Glatzel, Metallische Werkstoffe
Werkstoffnormung durch
Werkstoffnummern
Die Werkstoffe werden durch eine siebenstellige Zahl gekennzeichnet
und dadurch eindeutig bestimmt. Es werden alle Werkstoffgruppen
(auch nichtmetallische) erfasst.
Y.YYYY.YY
Anhängezahlen
Sortennummer
Werkstoffhauptgruppe
Werkstoffhauptgruppen:
0
Roh-, Gusseisen, Ferrolegierungen
1
Stahl
2
Schwermetalle (außer Eisen)
3
Leichtmetalle
4
Eisen und
Stahl
Nichteisenmetalle
Nicht-
5
metallische
6
7
Werkstoffe
8
9
z.B. Versuchslegierungen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
238
Interne Nutzung
Uwe Glatzel, Metallische Werkstoffe
Sortennummern
0.0000 - 0.2999
Roheisen
0.3000 - 0.4999
Vorlegierungen
0.5000 - 0.5999
Reserve
0.6000 - 0.6999
GGL
0.7000 - 0.7999
GGG
0.8000 - 0.8999
GT
0.9000 - 0.9999
Sonderguss
1.0000 - 1.0999
Massen- und Qualitätsstähle
1.1000 - 1.1999
unlegierte Edelstähle
1.2000 - 1.2999
Werkzeugstähle
1.3000 - 1.3999
verschiedene Sorten
1.4000 - 1.4999
chemisch beständige Stähle
1.5000 - 1.8999
Baustähle
Kupfer und -legierungen
2.2000 - 2.2499
Zink, Cadmium und -legierungen
2.3000 - 2.3499
Blei und -legierungen
2.3500 - 2.3999
Zinn und -legierungen
2.4000 - 2.4999
Nickel, Kobalt und -legierungen
3.0000 - 3.4999
Aluminium und -legierungen
3.5000 - 3.5999
Magnesium und -legierungen
Anhängezahlen: Die Bedeutung der Anhängezahlen
variiert je nach Sortennummernbereich, ist aber
innerhalb der jeweiligen Stoffgruppe eindeutig. Bei
den NE-Legierungen sind die Anhängezahlen
einheitlich zusammengefasst.
Beispiele:
1.0037: S235JR (ehem. St 37-2†)
3.2582: Al Si 12 (Fe) (ehem. GD-AlSi12)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
2.0000 - 2.1799
0.7665: GGG-NiSiCr 20-5-2
1.4301: X5CrNi 18-10 (Handelsname V2A)
3.7164: Ti Al6 V4
239
Uwe Glatzel, Metallische Werkstoffe
Beispiel Ti Al 6 V 4
Ti Al 6 V 4 wird unter den Werkstoffnummern 3.7161, 3.7164, 3.7165 und 3.7264
geführt. Eine Umschlüsselung dieses Werkstoffs in Normen anderer Länder liefert für
Werkstoffnummer 3.7164:
Werkstoff
Norm
Land
Ti Al 6 V 4
WL 3.7164
Deutschland DIN
Grade 5
ASTM B265, ASTM B 337,
ASTM B 338, ASTM B 348,
ASTM B 363, ASTM B 381
USA
TA10, TA11, TA12, TA13,
TA28, TA56
BS TA10, BS TA11, BS TA12,
BS TA13, BS TA28, BS TA56
Grossbritannien
T-A6V
AIR 9183
Frankreich
Uni Bayreuth, Aufbau und Eigenschaften Metalle
240
Uwe Glatzel, Metallische Werkstoffe
Werkstoffprüfung
(und -analytik)
Behandlung der Werkstoffanalytik von Dr. Völkl (Licht- und
Rasterelektronenmikroskopie im Detail) in den Vorlesungen
"Mikroskopie I" und "Transmissionselektronenmikroskopie"
Uni Bayreuth, Aufbau und Eigenschaften Metalle
241
Uwe Glatzel, Metallische Werkstoffe
Überblick über Werkstoffprüfung und -analytik
• Normung
• Prüfverfahren
− Zerstörende Verfahren
− Zerstörungsfreie Verfahren
− Metallographische Verfahren
• Grundsätzliche Aufgaben
• Allgemeine Forderungen an die Prüfverfahren
Uni Bayreuth, Aufbau und Eigenschaften Metalle
242
Uwe Glatzel, Metallische Werkstoffe
Normung
Die zehn Grundgedanken der Normung
•
•
•
•
•
•
•
•
•
•
Freiwilligkeit
Öffentlichkeit
Beteiligung aller interessierten Kreise
Einheitlichkeit und Widerspruchsfreiheit
Sachbezogenheit
Konsens
Ausrichtung am Stand der Technik
Ausrichtung an den wirtschaftlichen Gegebenheiten
Ausrichtung am allgemeinen Nutzen
Internationalität
Uni Bayreuth, Aufbau und Eigenschaften Metalle
243
Uwe Glatzel, Metallische Werkstoffe
Einteilung der Prüfverfahren
Zerstörende
Zerstörungsfreie
Werkstoffprüfung
Werkstoffprüfung
Metallographische
Untersuchungen
• Mechanische Prüfverfahren
Eignung eines Werkstoffes
bzgl. Verarbeitbarkeit
• Metallmikroskopische Untersuchung
• Mikrofraktographische Untersuchung
• Wirbelstromverfahren
• Sonderverfahren
• Makrogefüge-Untersuchung
• Röntgenfeinstrukturbestimmung
• Metallphysikalische Untersuchungen
Probennahme aus
Werkstoff, bzw. -stück
• Durchstrahlung
• Durchschallung
Werkstoffkennwerte
• Technologische Prüfverfahren
• Rißprüfung
• Metallchemische Untersuchungen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
244
Vollprüfung mit
Beibehalt der
Funktionstüchtigkeit und
des Gebrauchswertes
Uwe Glatzel, Metallische Werkstoffe
Härteprüfung
Definition:
Härte ist der Widerstand eines Werkstoffes gegen das Eindringen eines härteren Prüfkörpers.
Bei der Härteprüfung (bedingt zerstörend) erfährt der Werkstoff/das Werkstück eine elastische und
plastische Verformung, während der Prüfkörper rein elastisch deformiert wird.
Schematischer Aufbau eines Härteprüfgeräts
Veröffentlichung zur Historie
der Härtemessung
Unterscheidung der Verfahren:
A
: Antrieb
M
: Mattscheibe
• Eindringhärteprüfung
O
: Objektiv
• Ritzhärteprüfung
G
: Gewichte
H
: Hebel
L
: Lichtquelle
K
: Eindringkörper
• Dynamische Härteprüfung
(Schlag-, Fall und Rückprallhärte)
• Zerspanungshärteprüfung
ML : Meßlineal
Uni Bayreuth, Aufbau und Eigenschaften Metalle
245
Uwe Glatzel, Metallische Werkstoffe
Härteprüfung nach Brinell
(DIN 50351)
HB =
F
=
A
F: Prüfkraft
F
0,5 • π • D(D - √D² - d² )
Mit A = π ⋅ D und
D: Kugeldurchmesser
h=
π
2
d: Durchmesser des Abdrucks
F: [kp]
D(D - √D² - d² )
0,102 • F
HB =
h: Eindringtiefe
F: [N]
A
Forderung aus experimenteller Erfahrung: 0,2 D ≤ d ≤ 0,7 D
Näherungsweise lässt sich eine Prüflastunabhängigkeit
der Brinellhärte durch die Einhaltung der Konstanz des
Wahl von D in Abhängigkeit von Probendicke t:
t > 6 mm ⇒ D = 10 mm
3 mm < t < 6 mm ⇒ D = 2,5 mm
Belastungsgrades B gewährleisten:
B=
3 mm > t ⇒ D = 2,5 mm
0,102 • F
Umrechnung der Brinellhärte in Zugfestigkeit Rm (Vorsicht!):
D²
Stähle
Gusseisen
30
Ni u. Ni-Leg.
Al
Cu u. Cu-Leg.
Mg
Al-Leg.
Zn
10
5
Werkstoff
Lager-
Pb
metalle
Sn
Uni Bayreuth, Aufbau und Eigenschaften Metalle
2,5
Stahl
1,25
246
Grauguss
Umrechnung
Rm ≤ 1400 N/mm²
Rm = 2100 N/mm²
Rm ≈ 3,5 • HB [N/mm²]
Rm ≈ 4 • HB [N/mm²]
Rm ≈ 2,5 • (HB - 120) [N/mm²]
Uwe Glatzel, Metallische Werkstoffe
Härteprüfung nach Vickers
(DIN 50133)
F
HV =
102 · F · 2 · cos 22°
d²
d: [µm], (d1+ d2)/2
Wahl des Flächenöffnungswinkels der Vickerspyramide:
D
136°
22°
0,375 D
F:
F: [mN]
Prüfkraft
D: Kugeldurchmesser Brinell
d1,2: Diagonalen des Eindrucks
Uni Bayreuth, Aufbau und Eigenschaften Metalle
• Der Tangentenkegel eines, im optimalen Arbeitsbereich
liegenden Brinelleindruckes mit d = 0,375 D schließt
gleichen Winkel ein.
• Die Vickers- und Brinellhärten sind dadurch bis zu einem
Betrag von ca. 350 identisch.
Kennzeichen:
• Eindrücke geometrisch ähnlich, (lastunabhängig für
F ≥ 50 N)
• Abdrücke klein
• Diamantprüfkörper
• Statistik
z.B. C30: 260 HV10
247
Uwe Glatzel, Metallische Werkstoffe
Härteprüfung nach Rockwell
(DIN 50103)
• HRB (Hardness Rockwell Ball)
• HRC (Hardness Rockwell Cone)
D
D = 1/16''
Öffnungswinkel: 120°
In beiden Fällen: Maßstab für die Härte ist der Unterschied h in der Eindringtiefe, den der
Eindringkörper bei einer bestimmten Vorlast (F0) vor und nach der Einwirkung einer
bestimmten Meßlast (F1) zeigt.
h
HRC = 100 -
0,002
h
HRB = 130 -
0,002
Prüfkräfte
HRC
HRB
Fo
98 N
98 N
F1
1373 N
883 N
F
1471 N
980 N
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Unterschied HR gegenüber HV und HB:
Eine Oberflächenbearbeitung durch Schleifen und Polieren
ist vor der Prüfung nicht erforderlich. Das Verfahren lässt
sich automatisieren, da keine optische Vermessung nötig ist.
248
Uwe Glatzel, Metallische Werkstoffe
Dynamische Härteprüfung
Schlaghärteprüfung (Poldihammer)
Rücksprunghärteprüfung (Shore-Skleroskop)
Prinzip: Ein Eindringkörper (i.d.R. eine Kugel)
wird durch eine stoßartige Kraftwirkung in die
Probe eingetrieben, so dass ein bleibender
Eindruck entsteht, dessen Größe als Maß für die
Härte dient (Dynamisch-plastisches Verfahren).
Prinzip: Die Rücksprunghöhe (Härtemaß)
eines Fallhämmerchens, das durch sein
Eigengewicht aus einer bestimmten Höhe auf
die Probe fällt, wird gemessen (Dynamischelastisches Verfahren).
- Für harte und spröde Werkstoffe
Kugel mit
Durchmesser D
h: Ausgangshöhe
hS: Rücksprunghöhe
d1: Durchmesser des Eindrucks in dem Normalstab
Vorteil der Verfahren: transportabel !
d2: Durchmesser des Eindrucks in der Probe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
249
Uwe Glatzel, Metallische Werkstoffe
Mikrohärteprüfung
(Prüfkräfte: 0,01 - 2N)
Vickers (quadratische Pyramide)
d = (d1 + d2)/2 [µm]
Knoop (rhombische Pyramide)
l [µm]
HV =
l
1: weicher Gefügebestandteil
3: Prüfkörper
2: harter Gefügebestandteil
4: Radius der Einflußzone
0,102 · F · 1,8544
=
189 · F
d²
HK =
F: [mN], d: [µm]
d²
1451·F
Vorteil zu Makrohärtemessungen:
F: [mN], l: [µm]
Es können die Härten von Phasenanteilen
gemessen werden.
l²
Uni Bayreuth, Aufbau und Eigenschaften Metalle
250
Uwe Glatzel, Metallische Werkstoffe
Knoop Indenter an
(100) Einkristallebene
(100) Ebene
Bevorzugte Anwendung bei
spröden Materialien.
Messergrbnis empfindlich auf
anisotrope Verformungseigenschaften.
[001] bzw. 0°
↑
[011] bzw. 45°
↑
[025] bzw. 20°
↑
52,1 µm
524 HK 0,1
59,8 µm
397 HK 0,1
56,8 µm
441 HK 0,1
Uni Bayreuth, Aufbau und Eigenschaften Metalle
251
Uwe Glatzel, Metallische Werkstoffe
Knoop Härte in verschiedenen
Einkristallebenen
(100) Ebene
[001]
[011]
(111) Ebene
(110) Ebene
[010]
Uni Bayreuth, Aufbau und Eigenschaften Metalle
252
Uwe Glatzel, Metallische Werkstoffe
Universal- oder Martenshärte
(z.B. Fischerscope)
Es werden Last- Eindringkurven aufgenommen
Last
[N]
hartes Material
weiches Material
Eindringtiefe
[µm]
Uni Bayreuth, Aufbau und Eigenschaften Metalle
253
Uwe Glatzel, Metallische Werkstoffe
Nanoindenter
Kräfte von 0,5, bzw. 5 mN:
(Nano-)Härte und
(Nano-)E-Modul von
sub-mikrometer
großen Phasen
messbar.
Substrat
Diffusionszone
NiAl-Deckschicht
16
12
Hardness [GPa]
nanohardness [GPa]
14
10
8
6
4
2
substrate
cover layer
diffusion zone
-20
0
20
distance [µm]
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Phasen der Diffusionszone
12
10
8
6
0
-40
14
0,5 mN
4
40
Phase A Phase B Phase C Matrix phase
Wöllmer, Zaefferer, Göken, Mack, Glatzel: Surf. Coat. Techn. (2003)
254
Uwe Glatzel, Metallische Werkstoffe
Mohs'sche Härte
Entwickelt in der Mineralogie (1812):
Ein Körper ritzt einen weicheres Material und wird selber von
einem härteren Material geritzt. Die Skala reicht von 1
(Talk,Speckstein) bis 10 (Diamant).
vergleichende Einteilung
nicht brauchbar für Techniker
Talc
Gypsum
scratched by
finger nail
Calcite
Fluorite
Apatite
scratched by
steel knife
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Moonstone
Quartz
Topaz
Corundum Diamond
will scratch glass - gemstone
255
Uwe Glatzel, Metallische Werkstoffe
Vergleich der
verschiedenen
Verfahren zur
Härtemessungen
(Vorsicht!)
Die Einheit wäre MPa, wird
aber bewusst nicht angegeben.
Angaben z.B.: 130 HV 0,5
(Prüflast = 0,5 kp)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
256
Uwe Glatzel, Metallische Werkstoffe
Härtemessgeräte IMA
• Wolpert Härtemessgerät
(Bj. 1966), 1 - 250 kp
• Leco
0,01 - 1 kp
Leco
0,3 - 20 kp
• Fischerscope Universalhärte
1 mN - 1 N
Uni Bayreuth, Aufbau und Eigenschaften Metalle
257
Uwe Glatzel, Metallische Werkstoffe
Falschfarbendarstellung der
Härte mit Fischerscope
Lötnaht
schmelzflüssiger
Bereich
Lötnaht
Al
Stahl
Stahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
258
Al
>300
FeAl(1:1)-Phase
Uwe Glatzel, Metallische Werkstoffe
Zugversuch
(EN 10002)
Definition:
„Der Zugversuch ermittelt das Werkstoffverhalten bei einachsiger, gleichmäßig über den Querschnitt
verteilter Zugbeanspruchung, wobei die Probe gleichmäßig, stoßfrei, bis zum Bruch bei
gleichzeitiger Messung der Verlängerung und der benötigten Last gereckt wird“.
Zugprüfmaschine (früher: Zerreißmaschinen)
Krafterzeugung:
mechanisch (Gewindespindel) oder hydraulisch
(Druckflüssigkeit)
Kraftmeßsysteme:
Hebel-, Neigungswaage, Elektronische
Kraftmessdosen, Feder-, Pendelmanometer
Uni Bayreuth, Aufbau und Eigenschaften Metalle
259
Uwe Glatzel, Metallische Werkstoffe
Kenngrößen des Zugversuchs
Rundprobe
• Elastischer Bereich
Flachprobe
σ =ε•E
HOOKE-sches
Gesetz
σ=
F
S0
• Zugfestigkeit
Fmax
Rm =
S0
• Streckgrenze
Rm
Übergang vom elastischen
in den plastischen Bereich
Rp, ReH, ReL, Rp0,2
ReL
ReH
Rp0,01
• Brucheinschnürung
∆S
Z=
S0
S0 - S
=
Ag
S0
ε =
A
Uni Bayreuth, Aufbau und Eigenschaften Metalle
260
∆L
L0
=
L - L0
L0
Uwe Glatzel, Metallische Werkstoffe
Eigenschaften technischer
Legierungen
Stähle
Kupferlegierungen
Aluminiumlegierungen
210
120
71
42CrMo4
Kurbelwelle, Pleuel,
Achsschenkel
1000 - 1200
10 - 12
CuZn28
Tiefziehteile
Musikinstrumentenrohre
320
55 - 60
AlMg3
Fensterrahmen,
Verpackungen
200 - 260
10 - 20
X5CrNi18-10
Apparatebau
(nichtrostend)
500 - 700
45
E-Cu
Kabel, Drähte
Stromschienen
215 - 220
40
G-AlSi12
Zylinderköpfe,
Flügelräder
150 - 230
6 - 12
St37
Schweißkonstruktionen
(allgemeiner Baustahl)
370 - 450
25
CuSn4
Schrauben,
Steckverbinder
360
55 - 60
AlZnMgCu0,5
Stangen, Drähte
Flugzeugbau
430 - 500
3-7
E-Modul [GPa]
Bezeichnung
Anwendung
Zugfestigkeit [MPa]
Bruchdehnung [%]
Bezeichnung
Anwendung
Zugfestigkeit [MPa]
Bruchdehnung [%]
Bezeichnung
Anwendung
Zugfestigkeit [MPa]
Bruchdehnung [%]
Uni Bayreuth, Aufbau und Eigenschaften Metalle
261
Uwe Glatzel, Metallische Werkstoffe
Druckversuch
(DIN 50106)
Zielsetzung:
Der Druckversuch dient dazu, das Verhalten metallischer Werkstoffe unter einachsiger,
über den Querschnitt gleichmäßig verteilter Druckbeanspruchung zu ermitteln. Dazu
wird eine zylindrische Druckprobe mit dem Anfangsquerschnitt S0 einer langsam und
stetig zunehmenden Stauchung unterworfen und die dazu erforderliche Druckkraft
gemessen.
Anwendung:
• Prüfung spröder Werkstoffe (Gusseisen, Baustoffprüfung: Ziegel, Beton, etc.)
• Prüfung von Metallen, die auf Druck beansprucht werden (Lagermetalle,
Kugellagerstähle)
Bemerkung:
Der Druckversuch stellt nur in gewissen Grenzen die Umkehrung des Zugversuches
dar.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
262
Uwe Glatzel, Metallische Werkstoffe
Spannungsverläufe:
Zug-/Druckversuch
Beginn der
Einschnürung
Vergleich der Spannungsverläufe von
Zugspannung
Zug- und Druckversuch
Elastischer Bereich (Hooke):
Elastische Dehnung (Zug) bzw. elastische
Stauchung (Druck)
Plastische Formänderung = 0
Stauchung
Bereich der ungleichförmigen
plastischen Verformung:
Einschnürung (Zug) bzw. Ausbauchung
(Druck)
Wahre Spannung
Nennspannung
Beginn der
Ausbauchung
Bruch der Probe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Dehnung
Druckspannung
Bereich der gleichförmigen
plastischen Verformung
263
Uwe Glatzel, Metallische Werkstoffe
Druckkegel
Verformungszonen einer gestauchten Probe:
I) Geringe Verformung (Reibungsbehinderung)
II) Mäßige Zugverformung
III) Hohe Schubverformung
a)
Ausbildung von Druckkegeln
c)
b)
a) Spröde Druckprobe
b) Zähe Druckprobe
(Ausbauchung)
c) Zähe Druckprobe
(starke Ausbauchung,
Berührung der Druckkegel)
F
D
I
III
II
Bruchausbildung
II
FD
FD
I
FD
Bruch
Kenngrößen:
σD =
FD
S0
Druckspannung
εD =
∆ LD
L0
=
L0 - LD
FD
L0
Stauchung
Uni Bayreuth, Aufbau und Eigenschaften Metalle
FD
Normalprobe Langprobe
h0 = d0
h0 > d0
264
Uwe Glatzel, Metallische Werkstoffe
Biegeversuch
(DIN 50110)
Definition:
Der Biegeversuch ist ein einachsiger Verformungsversuch mit inhomogener Spannungsund Dehnungsverteilung über die Biegehöhe. In Längsrichtung treten Zug- und
Druckspannungen auf, die bei elastischer Beanspruchung von der spannungsfreien,
neutralen Faserschicht aus stetig auf einen Höchstwert am Rand ansteigen.
Anwendung:
Messung von Werkstoffkenngrößen spröder Werkstoffe (Gusswerkstoffe, gehärtete
Stähle, Federwerkstoffe, Keramik, etc.): Biegefestigkeit, -streckgrenze, -dehngrenze,
E-Modul
Bemerkung:
Biegespannungen sind ihrem Wesen nach ebensolche Normalspannungen, wie sie im
Zug- und Druckversuch auftreten.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
265
Uwe Glatzel, Metallische Werkstoffe
Drei-, bzw. Vierpunktbiegung
Schematische Darstellung der auftretenden Kräfte und Momente einer Drei- bzw.
Vierpunktbiegung, sowie der resultierenden Spannungsverteilung im Querschnitt
Dreipunktbiegung
Vierpunktbiegung
• Biegespannung
Probenform
Mb
Biegemoment
σb = W = Widerstandsmoment
Rechteckiger
Querschnitt
• Widerstandsmoment
W =
I
e
=
Runder
Querschnitt
Axiales Trägheitsmoment
Abstand neutrale Faser-Rand
Uni Bayreuth, Aufbau und Eigenschaften Metalle
266
Widerstandsmoment
b ⋅ h2
W=
6
π ⋅ d3
W=
≈ 0,1 ⋅ d 3
32
Uwe Glatzel, Metallische Werkstoffe
Spannungsverteilung
Voraussetzung für die Gültigkeit der Biegegleichung In Realität (z.B. bei Grauguss):
1. Die Querschnitte bleiben beim Biegen eben, d.h.
die Dehnungen sind proportional zum Abstand
von der neutralen Faserschicht.
2. Das Hooke`sche Gesetz gilt, d.h. auch die
Spannungen sind proportional zum Abstand von
der neutralen Faserschicht.
Nur die erste Bedingung ist erfüllt !
=> Die tatsächlichen Spannungen
weichen erheblich von den
berechneten ab.
3. Der Werkstoff verhält sich bei Druck- und
Zugbeanspruchung gleich.
Probenabmessungen:
Gusseisen - Zylindrische Proben mit einem Verhältnis
Stützweite/Durchmesser = LS/d = 20
Biegefaktor:
Verhältnis von Biegefestigkeit zur Zugfestigkeit
z. B.: GG-14 2,0
Uni Bayreuth, Aufbau und Eigenschaften Metalle
267
Tatsächliche Spannungsverteilung im
gefährdeten Querschnitt eines
gebogenen GG-Stabes unmittelbar
vor dem Bruch
Uwe Glatzel, Metallische Werkstoffe
Technologischer Biegeversuch
Faltversuch (DIN 50111)
Zielsetzung:
Der Faltversuch ist ein technologisches
Prüfverfahren. Er liefert keine Werkstoffkennwerte, sondern gibt Aufschluss über die
Verformbarkeit eines Werkstoffes.
Beschreibung:
Eine Biegeprobe wird in einer Biegevorrichtung
zügig gebogen, bis entweder ein bestimmter
Biegewinkel erreicht ist, oder bis das
Biegevermögen erschöpft ist.
Bemerkung:
Ermittlung von Rissen z.B. bei Schweißnähten
(DIN 50121 Teil 1 bis Teil 3).
Biegestempel
Auflagerollen
Möglichkeit zur Prüfung von inhomogenen
Werkstoffen z.B. nach einer Oberflächenhärtung.
Probengeometrie:
Biegeprobe i. A. mit rechteckigem Querschnitt
Uni Bayreuth, Aufbau und Eigenschaften Metalle
268
Uwe Glatzel, Metallische Werkstoffe
Tiefungsversuch nach Erichsen
(DIN 50101)
Zielsetzung:
Schematischer Aufbau eines Tiefungsgerätes nach
Prüfung von Blechen auf ihre Tiefziehfähigkeit
DIN 50101 Teil 1
für Blechdicken von 0,2...3 mm.
Beschreibung:
Das beidseitig eingefettete Blech wird mit einer
Blechhaltekraft von etwa 10 kN zwischen einen
Blechhalter und eine Matrize eingespannt und
Matrize
dann mit einem halbkugelig abgerundeten
Stempel von 20 mm Durchmesser so lange
Probe
getieft, bis der erste durchgehende Anriss
auftritt.
Blechhalter
Bewertung:
Stempel
Maximale Tiefung ist keine Werkstoffkenngröße, da sie einer Reihe weiterer Einflüsse
Stempelschaft
(Werkstoff, Blechstärke, Korngröße,
Oberflächengüte, Verformungsgrad etc.)
unterliegt.
Ausbildung der Risse:
kreisförmig (gleichmäßig starke Blechverwalzung in Längs- und Querrichtung)
geradlinig (Bevorzugung einer Walzrichtung im Herstellungsprozess - Textur)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
269
Uwe Glatzel, Metallische Werkstoffe
Kerbschlagbiegeversuch
(DIN 50115)
Definition:
Beim Kerbschlagbiegeversuch wird eine doppelseitig auf zwei Auflagern und gegen zwei Widerlager
liegende Probe durch ein Schlagwerk mit einem einzigen Schlag entweder durchgebrochen oder durch
die Widerlager gezogen. Die dabei verbrauchte Schlagarbeit wird gemessen.
Kenngrößen des Kerbschlagbiegeversuchs:
Kerbschlagarbeit:
K = m⋅g (H - h)
Kerbschlagzähigkeit: KC = K/A
[J]
[J/m2]
H : Ausklinkhöhe (α : Auslenkwinkel)
h : Endhöhe (β : Ausschlagwinkel)
g : Erdbeschleunigung
m : Masse des Schlaghammers
A: Querschnitt am Kerb vor dem Versuch
Uni Bayreuth, Aufbau und Eigenschaften Metalle
270
Uwe Glatzel, Metallische Werkstoffe
Kerbschlagzähigkeit
Temperatureinfluss
I) • Baustähle, unlegierte und legierte Stähle mit
ferritisch-perlitischer Gefügeausbildung
• krz.- und hex.- Metalle
Kerbschlagzähigkeit [J/m²]
II) • Gusseisen mit Lamellengraphit
• Hochfeste Stähle
• Martensitisch gehärtete Werkstoffzustände
III
I
Hochlage
(Verformungsbruch)
T = 25 °C
Steilabfall
(Mischbrüche)
II
Tieflage
(Trennbruch)
20 µm
Bruchflächen von
Kerbschlagbiegeproben
aus Reineisen
TÜbergang Temperatur [°C]
III) • Reine kfz.- Metalle
• Homogene Legierungen von kfz.- Metallen
• Austenitische Stähle
Uni Bayreuth, Aufbau und Eigenschaften Metalle
271
T = -35 °C
Uwe Glatzel, Metallische Werkstoffe
Kriechversuch
(zeitabhängige Verformung, T > 0,4⋅Tm)
I) Primäres oder Übergangskriechen
• repräsentativ für tiefe Temperaturen und niedrige
Spannungen
Zeitdehnlinie
• Absinken der Kriechgeschwindigkeit durch
Verfestigungsvorgänge
II) Sekundäres oder stationäres Kriechen
• maßgeblich für technische Anwendung
• dynamisches Gleichgewicht zwischen verfestigend und
entfestigend wirkenden mikrostrukturellen Prozessen
• Kriechgeschwindigkeit lässt sich durch ArrheniusGleichung beschreiben
III) Tertiäres Kriechen
• rasch zunehmende Kriechdehnung bis zum Eintritt des
Bruches (Spannungserhöhung infolge lokaler
Einschnürung bzw. irreversibler
Werkstoffveränderungen)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
272
Uwe Glatzel, Metallische Werkstoffe
Creep Behaviour
typical
behaviour
(pure metals,
solid
solutions)
sigmoidal creep (Ni-base superalloys)
inverse creep (Ni3Al)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
273
Uwe Glatzel, Metallische Werkstoffe
Erstellung der Ashby-Maps
ε
σ = σ0 = const.
ε
T2
T3
σ = σ0 = const.
T3
[s-1]
T1
ε
T1 < T2 < T3
2
ss
ε ss3
T2
T1
ε 1ss
t [h]
t [h]
σB, Rm
log(σ)
[MPa]
σ0
3
ε 1ss ε ss2 ε ss
T/Tm
1
0
Uni Bayreuth, Aufbau und Eigenschaften Metalle
274
Uwe Glatzel, Metallische Werkstoffe
Verformungsmechanismuskarten
(Ashby)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
275
Uwe Glatzel, Metallische Werkstoffe
Verformungsmechanismuskarten
(Ashby)
Aus den Verformungsmechanismuskarten
läßt sich entnehmen, welcher Verformungsmechanismus bei einer gegebenen
Versetzungsklettern
Temperatur und Spannung in einem
Werkstoff vorherrschen wird.
Der angegebene Mechanismus ist i. A. nicht
der einzige, der in dem jeweiligen
Metalle
Temperatur- und Spannungsbereich abläuft.
Es ist der Mechanismus, der die größte
Verformungsgeschwindigkeit bei den
Voraussetzungen:
angegebenen Bedingungen verursacht.
• Es wird nur stationäres Kriechen berücksichtigt
• Verformung durch Zwillingsbildung wird vernachlässigt
• Wo die Verformungsgeschwindigkeit unmessbar klein wird, wird ein elastischer Bereich angegeben
• Es wird stets von einer konstanten Struktur, also einer bestimmten Korngröße, ausgegangen
• Bruch tritt nicht auf
Uni Bayreuth, Aufbau und Eigenschaften Metalle
276
Uwe Glatzel, Metallische Werkstoffe
Zeitstandversuch
(technologische Kenngrößen)
Zeitstandfestigkeit:
Zeitdehngrenze:
Die Zeitstandfestigkeit bei einer
bestimmten Prüf- temperatur T ist die
Prüfspannung σ0, die nach einer
bestimmten Beanspruchungsdauer t
zum Bruch führt.
Die Zeitdehngrenze bei einer
bestimmten Prüf-temperatur T ist die
Prüfspannung σ0, die nach einer
bestimmten Beanspruchungsdauer t
zu einer festgelegten plastischen
Dehnung εp führt.
Beispiel: Rm 1000/550
Beispiel: Rp0,2/1000/350
Prüftemp. 550 °C
Beanspruchungsdauer 1000 h
Prüftemperatur 350 °C
Beanspruchungsdauer 1000 h
Plastische Dehnung 0,2 %
Bruch
Uni Bayreuth, Aufbau und Eigenschaften Metalle
277
Uwe Glatzel, Metallische Werkstoffe
Dynamische Festigkeit
(Wechselbelastung)
Bemerkung:
Aus praktischer Erfahrung ist bekannt, dass bei einer mehrmaligen Belastung ein Bruch auch dann
eintreten kann, wenn eine einmalige Belastung nicht zum Bruch führt.
Definition:
Als Dauerschwingbeanspruchung wird eine sich mehrmals wiederholende Beanspruchung zwischen einer
Ober- und einer Unterspannung bezeichnet (eine beliebige Form der Spannungsänderung ist möglich).
Wichtige Begriffe:
Dauerfestigkeit σD
ist die maximale Spannungsamplitude um eine gegebene Mittelspannung, die „unendlich
oft“ (z.B. > 2*106 Lastwechsel) ertragen wird: σD = σm ± σa
Wechselfestigkeit σW
Sonderfall der Dauerfestigkeit für die Mittelspannung Null
Schwellfestigkeit σSch
Sonderfall der Dauerfestigkeit für die Unterspannung Null oder nahe bei Null. Angegeben
wird die Schwingbreite σSch = 2 σa = σo - σu
Uni Bayreuth, Aufbau und Eigenschaften Metalle
278
Uwe Glatzel, Metallische Werkstoffe
Bereiche der Wechselfestigkeit
LCF
Low Cycle Fatigue
HCF
High Cycle Fatigue
Dauerfestigkeit
< 10 000
> 10 000
> 2 000 000
Spannungen:
i.A. oberhalb der Streckgrenze
i.A. unterhalb der
Streckgrenze
weit unterhalb der
Streckgrenze
Prüffrequenzen:
∼ 0.1 Hz bis 1/h (≈ 3⋅10-4 Hz)
< 60 Hz
> 10 Hz
Zahl der Lastwechsel
bis zum Bruch (NB):
ca. 400 MPa und 30 Hz
max. 25 kN und 15 Hz
Uni Bayreuth, Aufbau und Eigenschaften Metalle
279
max. 100 kN und 30 - 300 Hz
Uwe Glatzel, Metallische Werkstoffe
Dauerschwingbeanspruchung
Bereiche der Dauerschwingbeanspruchung
Schematisches Spannungs-Zeit-Schaubild
beim Dauerschwingversuch
Spannung
Schwingspiel
σa
σa
2σa
σm
σu
σo
σu
Zeit
0
Schwingbruch in
Getriebewelle (∅ 90 mm)
σo
Rastlinien
σo = Oberspannung (dem Absolutwert nach)
σ = Unterspannung (dem Absolutwert nach)
σmu = Mittelspannung = 0,5 • (σo + σu)
σa = Spannungsausschlag = 0,5 • (σo - σu)
Restbruchfläche
2σa = Schwingbreite der Spannung = σo - σu
Uni Bayreuth, Aufbau und Eigenschaften Metalle
280
Uwe Glatzel, Metallische Werkstoffe
Wöhlerkurven
(August Wöhler, 1856) Eisenbahnachsen
LCF
HCF
Dauerf.
Anzahl der Lastwechsel N bis zum Bruch
schematische Wöhlerlinie
Uni Bayreuth, Aufbau und Eigenschaften Metalle
Wöhlerband mit
Ausfallwahrscheinlichkeiten für
eine Aluminiumlegierung
281
Uwe Glatzel, Metallische Werkstoffe
Wöhlerkurven
Wöhlerkurve mit Schadenslinie:
6-10 Proben bzw. Bauteile (polierte Oberfläche)
Kurzzeitfestigkeit
I.
krz-Werkstoffe,
ferritische-perlitische
und vergütete Stähle
Zeitfestigkeit
Wechsel- bzw.
Bereich der Überbeanspruchung
ohne Werkstoffschädigung
II. Bereich der Überbeanspruchung
mit Werkstoffschädigung
III. Bereich der Beanspruchung
unter der Dauerfestigkeit
Dauerfestigkeit
kfz-Werkstoffe,
austenitische
Stähle
Uni Bayreuth, Aufbau und Eigenschaften Metalle
282
Uwe Glatzel, Metallische Werkstoffe
Wöhlerkurven
Uni Bayreuth, Aufbau und Eigenschaften Metalle
283
Uwe Glatzel, Metallische Werkstoffe
Zerstörungsfreie Prüfung (ZFP)
(engl. non-destructive testing (NDT))
Uni Bayreuth, Aufbau und Eigenschaften Metalle
284
Uwe Glatzel, Metallische Werkstoffe
Beugungsexperimente
Bragg-Bedingung: n·λ= 2·d·sinθ, oder MaWi's: λ= 2·dhkl ·sinθhkl
λ
θ
2θ
θ
d
• Röntgenbeugung (auch Synchrotron); λCu, Kα = 154,1 pm
• Elektronenbeugung (SEM und TEM), λ200 kV Elektr. = 2,51 pm
• Neutronenbeugung, λthermische Neutronen = 182 pm, λkalte Neutronen ≈ 1 nm
Uni Bayreuth, Aufbau und Eigenschaften Metalle
285
Uwe Glatzel, Metallische Werkstoffe
Röntgenbeugung
• Bestimmung der Kristallorientierung (Laue)
• Hochgenaue Bestimmung der Gitterkonstanten im
Rückstreumodus, d.h. θ nahe 90° (∆d/d ≤ 10-4
möglich).
• Identifikation von Phasen (Restaustenit,
intermetallische Phasen)
• Texturbestimmung
• Bestimmung von Eigenspannungen (elastische
Verzerrung des Gitters)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
286
Uwe Glatzel, Metallische Werkstoffe
XRD Measurements
Beispiel unsere Platinlegierung Pt78Al13Cr3Ni6 nach Wärmebehandlung:
L12-geordnete Ausscheidungen in einer kfz-Matrix
Fehlpassung ≈ -10-3
Uni Bayreuth, Aufbau und Eigenschaften Metalle
287
Uwe Glatzel, Metallische Werkstoffe
Texturanalyse
Entstehung einer Textur:
Kristallisation aus der Schmelze, Elektrokristallisation,
Gasphasenabscheidung, Plastische Formgebung (Ziehen,
Hämmern, Walzen, Tiefziehen, etc.), Rekristallisationsvorgänge
nach
plastischen
Deformationen,
Phasenumwandlungen etc.
Ursache (eine oder mehrere Vorzugsrichtungen):
Im Verlauf der gefügebildenden Prozesse sind äußere und
innere gerichtete Einflussfaktoren wirksam: Bevorzugte
Wärmeoder
Stoffflussrichtungen,
Mechanische
Beanspruchungen,
äußere Magnetfelder,
Bevorzugte
Orientierungsbeziehungen etc.
Uni Bayreuth, Aufbau und Eigenschaften Metalle
288
Isotropie
Textur
Uwe Glatzel, Metallische Werkstoffe
Bsp: Textur der Diffusionszone
Diffusionszone:
Einkristalline Nickelbasissuperlegierung:
Uni Bayreuth, Aufbau und Eigenschaften Metalle
289
Uwe Glatzel, Metallische Werkstoffe
Röntgengrobstrukturuntersuchung
(DIN 54111, DIN 54109 Teil 1 und Teil 2)
Zielsetzung:
Detektierung unterschiedlicher Massendichten, die ein Röntgenstrahl beim Durchlaufen
eines Werkstücks an verschiedenen Stellen erfährt. Der unterschiedliche Schwächungsgrad
des Primärstrahls kann dabei auf folgende Inhomogenitäten des Werkstoffes zurückgeführt
werden:
• Auftreten von Hohlräumen (z.B. nach Schweißungen)
- Lunker, Poren, Risse, Fügungsfehler
• Auftreten von unterschiedlichen Zusammensetzungen (z.B. bei Gussteilen)
- Einschlüsse, Seigerungen
- Berührungslose Kontrolle der Banddicke
bei der Blechherstellung
Unterschiedlicher Schwärzungsgrad
eines Röntgenfilmes infolge
Schwärzung
• Auftreten unterschiedlicher Werkstoffdicken
I
0
D
differierender Intensitätsschwächung
Uni Bayreuth, Aufbau und Eigenschaften Metalle
290
Uwe Glatzel, Metallische Werkstoffe
Stahlblech
Röntgendurchstrahlung
Röntgengrobstrukturanalyse
Naht ohne Fehlstellen
Aluminiumblech
5 mm
Stahlblech
Schlauchpore gut detektierbar
„Philips MU21F“
Aluminiumblech
Uni Bayreuth, Aufbau und Eigenschaften Metalle
291
5 mm
Uwe Glatzel, Metallische Werkstoffe
Tomographie
Al
Schweißlötgut
Stahl
Uni Bayreuth, Aufbau und Eigenschaften Metalle
292
Uwe Glatzel, Metallische Werkstoffe
Penetrationsverfahren
(DIN 54152)
Prinzip: In Bauteilfehlern, die von der Oberfläche ausgehen oder mit ihr in
Verbindung stehen, dringen infolge der Kapillarkraft Flüssigkeiten ein und
ermöglichen dadurch die Erkennung der Fehler.
Arbeitsschritte der Penetrationsverfahren
1) Reinigung
2) Penetration
3) Zwischenreinigung
4) Entwicklung
5) Inspektion
6) Nachreinigung
Die Fehlererkennbarkeit kann durch den Zusatz von Kontrastmitteln
bzw. kontrastreichen Entwicklern erhöht werden.
Siehe auch: Fluorescent Penetrant Inspection (FPI)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
293
Uwe Glatzel, Metallische Werkstoffe
Ultraschallprüfung
(DIN 54119, DIN 54120, DIN 54122)
Funktionsprinzip:
• Akustisches Analogon zur Durchstrahlung
• Messwerte werden sowohl aus der Absorption, als auch aus der Laufzeit der am
Fehler reflektierten Schallwellen ermittelt
Schallwellen-Grenzflächen-Werkstofffehler:
• Schallwellen sind in Festkörpern elastische Schwingungen und können dort als Longitudinal-,
Transversal- oder Oberflächenschwingungen auftreten
• Grenzflächen, die Werkstoffbereiche mit unterschiedlichem Schallwiderstand trennen, führen zur
Reflexion und Brechung der Schallwellen
• Werkstofffehler wie Lunker, Einschlüsse, Poren, Dopplungen, Trennungen und Risse sind Bereiche
mit einem von der Matrix differierenden Schallwiderstand und können dadurch nachgewiesen
werden, sofern sie eine ausreichend große flächenhafte Ausdehnung besitzen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
294
Uwe Glatzel, Metallische Werkstoffe
Ultraschall-Intensitätsverfahren
Es werden die Verluste der US-Wellen nach Durchlaufen des zu prüfenden Werkstücks
infolge Schwächung im Werkstoff (A), Reflexion (B) an Inhomogenitäten und
Ankopplungsstellen der Prüfköpfe durch Messung der am Empfänger ankommenden
Intensität bestimmt.
2
(A)
4
2
3
6
3
(B)
5
1
1: HF-Generator 3: Empfänger 5: Verstärker
2: Sender
4: Prüfstück
6: Messinstrument
+ Einfache Handhabung
- Relativ hohe Fehlereinflüsse durch die Ankopplung von Sender und Empfänger
- Keine Information über die Tiefenlage und Art der Inhomogenitäten
Anwendung: Automatische Prüfung von Feinblechen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
295
Uwe Glatzel, Metallische Werkstoffe
Impuls-Echo-Verfahren
Bei diesem Verfahren werden anstatt des kontinuierlichen Ultraschalls Impulse erzeugt: In
jeder Sekunde 50 Schallimpulse von je nur 1 bis 10 µs Dauer. Bei der Verwendung eines
einzigen Quarzes ist dieser Sender und Empfänger. Neben der Information aus der
Schalldruckamplitude der empfangenen Impulse erhält man zusätzliche Informationen aus
der Laufzeit.
Reflektogramm
Bestimmung der Fehlerlage
aus der Laufzeit des Echos
A
B
Fehler
(schematisch)
Werkstück
Amplitude
Schallkopf
Oberflächenecho
Rückwandecho
Fehlerecho
Zeit
A
B
+ Große Genauigkeit
+ Nur eine Ankopplung ist erforderlich
Anwendungen: Lokomotiv-Achsen,
+ Tiefenlage des Fehlers ist feststellbar
Eisenbahnschienen, Gasflaschen, Ketten
Uni Bayreuth, Aufbau und Eigenschaften Metalle
296
Uwe Glatzel, Metallische Werkstoffe
Ultraschallprüfung
Senkrechtprüfkopf (Longitudinalwellen)
Winkelprüfkopf (Transversalwellen)
Ultraschallprüfgerät „Krautkrämer USM22“ mit
Senkrechtprüfkopf und Kalibrierkörper
Uni Bayreuth, Aufbau und Eigenschaften Metalle
297
Uwe Glatzel, Metallische Werkstoffe
Strukturanalyse
• Strukturanalyse ist oft ein Teil der Werkstoffprüfung
und/oder Qualitätssicherung.
• Strukturanalyse und Werkstoffprüfung sind zwei zentrale
Einrichtungen/Aufgaben des Lehrstuhls, die von praktisch
allen Projekten, Doktoranden, Diplomanden, … , abgefragt
werden.
• Mehr dazu in der Vorlesung "Metall- und Kunststofftechnik - Spezielle Analysemethoden", WT2 bzw. H4,
Dr.-Ing. Rainer Völkl im 6. Semester
Uni Bayreuth, Aufbau und Eigenschaften Metalle
298
Uwe Glatzel, Metallische Werkstoffe
Einteilung Strukturanalyse
• Abbildende Systeme (z.B. Lichtmikroskop, Raster- und
Transmissionselektronenmikroskop, Röntgengrobstrukturuntersuchung,
Rastertunnelmikroskop (Sondenmikroskopie z.B. Atomic Force) , ... )
• Beugende Systeme (z.B. Röntgenfeinstrukturuntersuchung,
(Textur- , Eigenspannungsmessungen) , Neutronen-, Elektronenstreuung
(Raster- (EBSD) und Transmissionselektronenmikroskop), ... )
Uni Bayreuth, Aufbau und Eigenschaften Metalle
299
Uwe Glatzel, Metallische Werkstoffe
Metallographie:
Schliffpräparation
Schema der Schliffpräparation
vorbereitung
herstellung
Einfassen
Anschliff-
Kennzeichnen
Anschliff-
Probennahme
Einebnen
Reinigung
Schleifen
Reinigung
Polieren
Reinigung
Konservierung
Kontrastierung (Ätzen)
Anschliff-
Kontrolle
nachbehandlung
Probenentnahme
Uni Bayreuth, Aufbau und Eigenschaften Metalle
300
Uwe Glatzel, Metallische Werkstoffe
Metallographie - Schliffpräparation
Aufbau der gestörten Oberflächenschicht und
deren Abbau beim Schleifen und mechanischen
Polieren
t
: Gesamttiefe der
Bearbeitungsschicht
tR : Rauhtiefe
1 Grobschleifen
2 Feinschleifen
3 Mechanisches Polieren
tV : Deformationstiefe
Wirkprinzipien von Feinschleifen, Läppen und Schleif-Läppen
Uni Bayreuth, Aufbau und Eigenschaften Metalle
301
Uwe Glatzel, Metallische Werkstoffe
Ätzverfahren
Korngrenzenätzung
Markierung der Korngrenzen,
Bsp.: Kornstruktur in Reineisen
Kornflächenätzung
Aufrauung der Kornflächen,
Bsp.: Kornstruktur in Reinaluminium
Starker selektiver Abtrag,
Korntiefenätzung
Bsp.: Stahl mit 0,9% C
A - Anodischer Bereich
K - Kathodischer Bereich
Uni Bayreuth, Aufbau und Eigenschaften Metalle
302
Uwe Glatzel, Metallische Werkstoffe
Lichtmikroskopie
Metalle:
Auflichtmikroskopie
Hellfeld
Okular
Auflicht- und Durchlichtmikroskop
Dunkelfeld
Kondensorsystem
Lichtquell
e
Objektiv
Probe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
303
Uwe Glatzel, Metallische Werkstoffe
Auswirkungen der Lichtwellenlänge
auf die Auflösung
λ = 426 nm
λ = 548 nm
Hellfeld Perlitaufnahme mit Objektiv
Apochromat 60 × 0,95; βOb = 630:1
Uni Bayreuth, Aufbau und Eigenschaften Metalle
304
λ = 667 nm
λ
d min. =
n ⋅ sin α
Uwe Glatzel, Metallische Werkstoffe
Veranschaulichung der
nützlichen Vergrößerung
•
•
•
Wenn die Sehweite größer als 25 cm
ist, wie z.B. im Hörsaal, ist natürlich
die nützliche Vergrößerung
entsprechend höher (Angabe der
Vergrößerung veraltet Maßstab)
Vergrößerungen deutlich über der
nützlichen Vergrößerung bringen keine
zusätzliche Informationen!
Die Endvergrößerung ist stets dem
Ausgabemedium anzupassen.
3 Aufnahmen der selben Probenstelle mit
unterschiedlichen Maßstäben bzw. Vergrößerungen
aber gleicher Detailfülle. Je kleiner die
Vergrößerung, umso näher muss man herantreten,
um alle Bilddetails zu erkennen!
Uni Bayreuth, Aufbau und Eigenschaften Metalle
305
Uwe Glatzel, Metallische Werkstoffe
Kontrastarten
Hellfeld / Dunkelfeld
•
•
•
Unterschiedliches Reflexions- und/oder
Absorptionsverhalten von
Objekteinzelheiten führen zu
Leuchtdichte- und Farbunterschieden.
Objekteinzelheiten die sich genügend
stark in Leuchtdichte und/oder Farbe
von ihrer Umgebung abheben lassen
sich gut im Hellfeld sichtbar machen.
Objekteinzelheiten die sich
insbesondere in ihrem
Reflexionsverhalten (z.B.
Korngrenzen) unterscheiden lassen sich
gut im Dunkelfeld sichtbar machen.
K lin
I max − I min
=
I max
K log
0 ... 1
Uni Bayreuth, Aufbau und Eigenschaften Metalle
306
I max
= log10
I min
0 ... ∞
Uwe Glatzel, Metallische Werkstoffe
Quantitative Metallographie
Richtreihenvergleiche
Abgestufte
Gefügebilder
Stereologische Methoden
Zu untersuchendes
Gefüge
a) Flächenanalyse
Korngröße = Mittelwert der im ebenen Anschliff
sicht-baren Kornflächen
b) Linearanalyse
Korngröße = Mittelwert der Schnittsehnen
c) Punktanalyse
ist beschränkt auf die Messung von Volumenanteilen
Die Korngröße ist der wichtigste Parameter zur Beschreibung einphasiger polyedrischer Gefüge.
Polyedrisch: statistische Keimbildung, zunächst Wachstum kugelförmig oder sphärolithisch, dann Hemmung des Wachstums
Uni Bayreuth, Aufbau und Eigenschaften Metalle
307
Uwe Glatzel, Metallische Werkstoffe
Weitere Kontrastarten
• Polaristationsmikrokopie (verschiedene Phasen
bewirken eine Änderung des Polarisationswinkels)
• Phasenkontrastmikroskopie (durchsichtige
Oberflächenschichten, Höhenkontrast)
• magnetischer Kontrast
• Weisslichtinterferometrie
• ...
Uni Bayreuth, Aufbau und Eigenschaften Metalle
308
Uwe Glatzel, Metallische Werkstoffe
Elektronenmikroskope
Raster- (SEM) und Transmissions- (TEM)
Elektronenstrahlmikrosonde (EBMA)
Wechselwirkung Elektronenstrahl und Materie
Zur Bestimmung der Kristallorientierung verwendbar
Primärelektronenstrahl
Primärelektronen (∅ 1-10 nm)
Kathodolumineszenz
-strahlung
Augerelektronen
Probenoberfläche
Sekundärelektronen
Röntgenstrahlung
Rückstreuelektronen
absorbierte Elektronen
(EBIC)
Rückstreuelektronen
(bis ca. 100 nm)
Charakteristische
Röntgenstrahlen
(bis ca. 500 nm)
Augerelektronen
(bis ca. 2 nm)
Sekundärelektronen
(bis ca. 5 nm)
Auflösung für
Rückstreuelektronen
Röntgenkontinuum
transmittierte Elektronen
Wärme-/Schallwellen
Auflösung für
Zur Elementanalyse verwendbar ( lokale Konzentration)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
309
Röntgenstrahlen
Uwe Glatzel, Metallische Werkstoffe
Rasterelektronenmikroskop (SEM)
e--Beschleunigung
Verkleinern der
e--Sonde (≤ 1nm)
und Ablenkung
gesamte Säule und
Probe im Vakuum.
Detektoren
registrieren
Wechselwirkung
e--Strahl ↔ Probe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
310
Uwe Glatzel, Metallische Werkstoffe
SEM in Kürze
•
•
•
•
•
sehr gute Auflösung (mehrere nm)
hohe Tiefenschärfe
Probenpräparation wie Lichtmikroskop
anschauliches Bild
Information über chemische Zusammensetzung, Ortsauflösung im
µm-Bereich
• Information über Kristallstruktur (electron back scattered
diffraction, EBSD), Ortsauflösung im Bereich von 50 nm
• einfache Bedienung
• sehr hoher Vergrößerungsbereich (10 bis 500.000)
Uni Bayreuth, Aufbau und Eigenschaften Metalle
311
Uwe Glatzel, Metallische Werkstoffe
Rasterelektronenmikroskope
im IMA-Gebäude
Jeol JSM
6400
ZEISS
crossbeam
1540 EsB
Uni Bayreuth, Aufbau und Eigenschaften Metalle
312
Uwe Glatzel, Metallische Werkstoffe
Tiefenschärfe und
Schattenwurf
Uni Bayreuth, Aufbau und Eigenschaften Metalle
313
Uwe Glatzel, Metallische Werkstoffe
Elementverteilungsbilder
Eisen
Aluminium
Zink
Silizium
Uni Bayreuth, Aufbau und Eigenschaften Metalle
314
Uwe Glatzel, Metallische Werkstoffe
Transmissionselektronenmikroskop (Strahlengang)
Beleuchtungsstrahlengang
analog zu SEM.
Links:
Kristallstrukturinformation
Rechts:
Bild der Probe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
315
Uwe Glatzel, Metallische Werkstoffe
TEM am Lehrstuhl
Beschleunigungsspannung 200 kV
Auflösung:
< 0,14 nm (Linie)
0,24 nm (Punkt zu Pkt.)
STEM-Auflösung:
0,3 nm
HAADF-Auflösung: 0,2 nm
EDX-System
Omega-Filter (< 0,7 eV)
ölfreies Vakuum
2k x 2k Kamera
Inbetriebnahme: Jan. 2006
Uni Bayreuth, Aufbau und Eigenschaften Metalle
316
Uwe Glatzel, Metallische Werkstoffe
Atomare Auflösung möglich
HRTEM (High Resolution TEM) Bild
einer a [010] Stufenversetzung.
Der Burgersvektor und der
Burgersumlauf sind eingezeichnet.
Die Pfeile zeigen die zwei zusätzlich
eingeschobenen {220} Ebenen, die
am Versetzungskern enden.
Mills, Miracle, Acta Met. Mat., 41 (1993), 85
Uni Bayreuth, Aufbau und Eigenschaften Metalle
317
Uwe Glatzel, Metallische Werkstoffe
Beugungsbild ↔ Bild
Bsp.: Zweiphasige Nickelbasissuperlegierung
[001]-Zonenachse, 4-zählige Symmetrie,
Überstrukturreflexe sichtbar
Uni Bayreuth, Aufbau und Eigenschaften Metalle
318
Aufnahme mit Überstrukturreflex
Uwe Glatzel, Metallische Werkstoffe
Elementverteilungsbilder (TEM)
STEM-picture
Nickel Concentration:
Übergangsbereich Al-Coating zum
Nickelbasissuperlegierungssubstrat.
all other elements:
Beachte: Hohe Ortsauflösung
2 µm
Uni Bayreuth, Aufbau und Eigenschaften Metalle
319
Uwe Glatzel, Metallische Werkstoffe
Zusammenfassung TEM
+ Hohe Ortsauflösung (bis zu atomarer Auflösung)
- aufwändige Probenpräparation
- Vorsicht bei der Kontrastinterpretation
- teuer
Uni Bayreuth, Aufbau und Eigenschaften Metalle
320
Uwe Glatzel, Metallische Werkstoffe
Vergleich der Mikroskope
Lichtmikroskop
(LM)
Rasterelektronenmikroskop
(SEM)
Transmissionselektronenmikroskop
(TEM)
Beschleunigungsspannung:
--
20 kV
300 kV
Sondendurchmesser:
--
5 nm
mehrere µm, bzw. 5 nm
1 000
50 000
1 000 000
≈ 200 nm
≈ 5 nm
≈ 0.15 nm
Elementanalyse möglich:
nein
ja
ja
Kristallstrukturinformation
(Beugungsbild):
nein
ja
ja
ab 25 T€
ab 300 T€
ab 800 T€
Sinnvolle max. Vergrößerung:
Auflösung:
Preis:
Uni Bayreuth, Aufbau und Eigenschaften Metalle
321
Uwe Glatzel, Metallische Werkstoffe
Uni Bayreuth, Aufbau und Eigenschaften Metalle
322
Uwe Glatzel, Metallische Werkstoffe