Energierückgewinnung in der Papierindustrie
Werbung

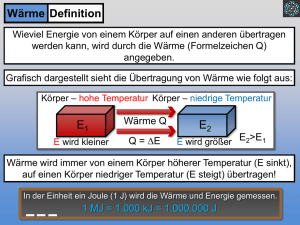
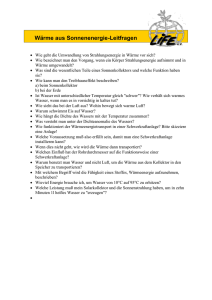
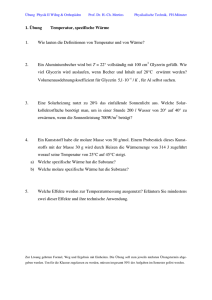
Dipl.-Ing. Holger Jung Energierückgewinnung in der Papierindustrie Übersicht 1. Prozess der Papierherstellung 2. Energiebedarf in der deutschen Papier- und Zellstoffindustrie 3. Möglichkeiten der Energierückgewinnung in der Papierindustrie 4. Pinch-Analyse und Prozesssimulation 5. Beispiele für die Energierückgewinnung 5.1 Wärmerückgewinnung in der Trockenpartie 5.2 Optimierung Energiebedarf einer Zellstofffabrik 5.3 Reduzierung der Temperatur im Abwasser einer Kartonfabrik 5.4 Energierückgewinnung aus dem Abwasser - Biogasnutzung 6. Weitergehende Verfahren zur Energierückgewinnung Autoren: Dipl.-Ing. Holger Jung Dipl.-Ing. (FH) Achim Hutter Anschrift der Autoren: PTS Heßstraße 134 80797 München Tel.: 089-12146-131 Fax: 089-12146-36 Email: [email protected] Seite 1 Seite 2 1. Prozess der Papierherstellung Papier ist ein flächiger, im Wesentlichen aus Fasern meist pflanzlicher Herkunft bestehender Werkstoff, der durch Entwässerung einer Faserstoffsuspension auf einem Sieb gebildet wird. Der dabei entstehende Faserverbund wird durch mechanischen Druck und mit Hilfe von Dampf weiter entwässert. Der Papiererzeugungsprozess lässt sich in vier Hauptbereiche aufteilen: Halbstofferzeugung (Zell-, Holz- oder Altpapierstoff), Stoffaufbereitung, Papiermaschine und Veredelung (Abbildung 1). Rohstoff Holz/(Einjahrespflanzen)/Altpapier Aufschluss- bzw. Aufbereitungsverfahren chemisch/thermisch/mechanisch Halbstoff Aufbereitungsverfahren (suspendieren/sortieren/mahlen) Additive Fertig (Ganz-) Stoff Produktionsverfahren Papier/Pappe Fertigprodukt Veredelungs- und Verarbeitungsverfahren Abbildung 1 Verfahrensschritte der Papierherstellung Primärfasern, wie Zellstoff und Holzstoff werden durch chemischen bzw. mechanischen Aufschluss aus Holz und einjährigen Pflanzen gewonnen. Während Holzstoff normalerweise am Standort der Papiermaschine erzeugt wird, wird Zellstoff häufig in speziellen Zellstofffabriken erzeugt und in trockener Form an die Papierfabriken geliefert. Sekundärfasern werden aus Altpapier gewonnen. Stoffaufbereitung Unter Stoffaufbereitung versteht man das Maschinenfertigmachen des Halbstoffes, d. h. die Arbeitsgänge Suspendieren, Reinigen und Mahlen der Halbstoffe (Faserstoffe). In der Stoffzentrale erfolgt je nach produzierter Papiersorte die Mischung der verschiedenen Rohstoffe. Hier werden auch Füll- und Hilfsstoffe Dipl.-Ing. Holger Jung Seite 3 zugegeben, die der Verbesserung der Papierqualität und der Erhöhung der Produktivität dienen. Das Ergebnis ist der sogenannte Fertig- oder Ganzstoff. Papiermaschine Papiermaschinen sind anspruchsvolle technische Anlagen. Trotz ihrer konstruktiven Vielfalt setzen sich alle Maschinen im Prinzip aus den gleichen Hauptelementen zusammen: Stoffauflauf und Siebpartie, Pressenpartie, Trockenpartie und Aufrollung (Abbildung 2). Die größten Papiermaschinen, die heute im Einsatz sind, können eine Breite von über zehn Metern und eine Länge bis zu 120 Metern haben. Pro Minute produzieren sie bis zu 2.000 Meter Papier. Abbildung 2 Schematische Darstellung einer Papiermaschine [1] Stoffauflauf und Siebpartie Im Verhältnis 1:100 mit Wasser verdünnt, werden die Faserstoffe zusammen mit Hilfsstoffen (chemische Additive) auf die Papiermaschine aufgebracht. Der Stoffauflauf der Papiermaschine hat die Aufgabe die Faserstoff-Wasser-Suspension gleichmäßig auf die gesamte Breite der Papiermaschine zu verteilen. Auf dem Sieb lagern sich die Fasern neben- und aufeinander ab. Das endlose Blatt wird durch einen Filtrationsvorgang gebildet, das Wasser läuft durch das Sieb hindurch bzw. wird mit Hilfe von Vakuumaggregaten abgesaugt. Die Blattbildung ist abgeschlossen, wenn die Entwässerung soweit fortgeschritten ist, dass sich die Seite 4 Fasern in der Stoffsuspension nicht mehr frei bewegen können. Am Ende der Siebpartie enthält die Papierbahn immer noch ca. 80 % Wasser. Pressenpartie In der Pressenpartie wird die Papierbahn durch mechanischen Druck weiter entwässert. Dabei wird die Papierbahn mittels eines saugfähigen endlosen umlaufenden Filztuches zwischen Walzen hindurchgeführt. Der Pressvorgang verdichtet das Papiergefüge, die Festigkeit erhöht sich und die Oberflächengüte wird entscheidend beeinflusst. Auch aus energetischer Sicht kommt der mechanischen Entwässerung große Bedeutung zu, da eine Steigerung des Trockengehaltes um einen Prozentpunkt eine Einsparung an thermischer Energie in der Trockenpartie von bis zu 4 % zulässt. Heutzutage sind Trockengehalte nach der Pressenpartie von über 50 % erreichbar. Trockenpartie Im Anschluss an die Pressenpartie gelangt die Papierbahn in die Trockenpartie. Diese ist in der Regel das längste Bauteil einer Papiermaschine. Slalomartig durchläuft die Papierbahn bis zu 100 dampfbeheizte Trockenzylinder. Das verbliebene Restwasser wird in der Trockenpartie aus dem Papier verdampft. Der entstandene Wasserdampf wird aus der geschlossenen Trockenhaube abgesaugt und in eine Wärmerückgewinnungsanlage geführt. Ein Teil der Papiermaschinen besitzt im Anschluss an die Trockenpartie ein Glättwerk (bestehend aus mehreren Walzen), um die nahezu trockene Papierbahn zu verdichten und zu glätten. Die fertige Papierbahn mit einer Restfeuchte von etwa 5-8 % wird auf einem Tambour aufgewickelt. Veredelung Die unterschiedlichen Ansprüche, die vom Endverbraucher und von der weiterverarbeitenden Industrie gestellt werden, erfordern oft eine Veredelung des Papiers. Ein wichtiges Verfahren zur Veredelung ist das Streichen. Hierbei wird eine Streichfarbe bestehend aus Pigmenten und Bindemitteln auf das Rohpapier aufgetragen. Durch den Strich wird eine geschlossene und gut bedruckbare Oberfläche erzielt. Eine nachträgliche Glättung der Papieroberfläche lässt sich durch das Satinieren der Papierbahn in einem Kalander erreichen. Dabei läuft das Papier unter Druck durch mehrere beheizte Walzen. Dies verleiht dem Papier Glätte und Glanz und macht es noch besser bedruckbar (Abbildung 3). Dipl.-Ing. Holger Jung Seite 5 Abbildung 3 Veredelung von Papier – Streichen und Glätten [1] 2. Energiebedarf in der deutschen Papier- und Zellstoffindustrie Die Papier- und Zellstoffindustrie gehört in Deutschland zu den fünf größten industriellen Energieverbrauchern. Bezogen auf die Herstellungskosten beträgt der Anteil der Energiekosten im Mittel etwa 12 % [2]. Vor dem Hintergrund von Klimaschutz und Wettbewerbsdruck gewinnen die effiziente Energienutzung und der rationelle Umgang mit Ressourcen zunehmend an Bedeutung. Die Papierindustrie ist daher seit Jahren bestrebt, den Energieeinsatz zu verringern. So wuchs seit 1990 der absolute Energiebedarf lediglich um 58 %, während im gleichen Zeitraum die Produktionsmengen an Papier, Karton und Pappe um 87 % zunahmen. Dies zeigt sich in der Entwicklung des spezifischen Energiebedarfs (Abbildung 4). Der spezifische Energiebedarf, d. h. die zur Produktion einer Tonne Papier, Karton und Pappe benötigte Energie, sank von 8.242 kWh/t im Jahr 1955 auf 2.891 kWh/t im Jahr 2008. Allerdings ging die Senkung des spezifischen Energiebedarfs in den letzten Jahren nur noch in kleineren Schritten voran. Wie Abbildung 4 zu entnehmen ist, beruht diese Abnahme im Wesentlichen auf der Reduktion des spezifischen Wärmebedarfs. Dafür sind im Wesentlichen folgende Faktoren verantwortlich: o Verstärkter Einsatz der Kraft-Wärme-Kopplung in den industrieeigenen Kraftwerken o Ausbau von Wärmerückgewinnungsanlagen o Verbesserung der mechanischen Entwässerung in der Pressenpartie durch den Einsatz neuer Aggregate o Einsatz von Aggregaten mit höheren Wirkungsgraden Seite 6 o o Zunehmende Substitution der energieintensiven Holzstofferzeugung durch Altpapiereinsatz Verstärkter Füllstoff- und Pigmenteinsatz bei grafischen Papieren Spezifischer Energiebedarf / kWh/t 8.000 Strom Wärme 7.000 6.000 5.000 4.000 3.000 2.000 1.000 0 1950 1960 1970 1980 1990 2000 2010 Abbildung 4 Entwicklung des spezifischen Energiebedarfs in der deutschen Papierund Zellstoffindustrie [3] Abbildung 5 zeigt eine typische Verteilung des gesamten Energiebedarfs auf die Subsysteme bei einer Produktionsanlage zur Herstellung holzfreier Druckpapiere. Der Anteil des Wärmebedarfs am gesamten Energiebedarf ist dabei stark abhängig vom produzierten Papier. Bei Druckpapieren beträgt der Anteil zwischen 70 und 75 %, während er bei Tissuemaschinen nur etwa 50 % beträgt [4]. Pulper Mahlung Wasserkreislauf Pressenpartie und Vakuum Trocknung Ausrüstung Hilfsbetriebe (ARA, Druckluft) Abbildung 5 Verteilung des Energiebedarfs auf Subsysteme der Papierherstellung [5] Dipl.-Ing. Holger Jung Seite 7 3. Möglichkeiten der Energierückgewinnung in der Papierindustrie Als energieintensiver Wirtschaftszweig emittiert die Papierindustrie – wie viele andere Prozessindustrien auch – Niedertemperaturabwärme in hohem Maße. Abbildung 6 zeigt beispielhaft Abwärmeströme einer Papierfabrik. Die Nutzung der Abwärmeströme (Wärmeintegrationsmaßnahmen) ermöglicht eine Reduzierung des Energiebedarfs. Dies kann durch direkte Energieeinsparungen – zum Beispiel durch Eliminierung von dampfbetriebenen Heizungen – und durch indirekte Einsparungen wie Dampfeinsparungen in der Trockenpartie aufgrund höherer Prozesstemperaturen erreicht werden. Trockenhaube 1000 kWh/t Strom 900 kWh/t Abstrahlung und Konvektion 800 kWh/t Abwasser 300 kWh/t Dampf Produktion ARA 1200 kWh/t Zahlenangaben beispielhaft, Bezugsgröße: Produktionsmenge Abbildung 6 Beispielhafte Abwärmeströme einer Papierfabrik Da die Temperaturen der Produktionsprozesse in der Papiererzeugung im Vergleich zu anderen industriellen Prozessen relativ niedrig sind, entsteht auch Abwärme auf einem vergleichbar niedrigen Temperaturniveau (Abbildung 7). Seite 8 Temperatur in °C Abbildung 7: Temperaturniveaus und Mengen industrieller Abwärme in Deutschland [6] Eine wirtschaftliche Abwärmenutzung bedarf einer sorgfältigen Analyse, um eine optimale Ausbeute zu gewährleisten. Die folgende Aufstellung gibt einen Überblick über die typischen Abwärmequellen und deren Temperaturniveaus. Tabelle 1: Temperaturniveaus Papierproduktion [7] von typischen Abwärmestrom Abwärmeströmen Temperaturbereich Abwasser Papiermaschine 20 - 40 °C Abwasser Stoffaufbereitung mit Deinking 40 - 60 °C Abwasser Stoffaufbereitung ohne Deinking 30 - 50 °C Abwasser Schleiferei/TMP-Anlage 60 - 70 °C Abluft Produktionshalle 30 - 40 °C Abluft Vakuumpumpen 40 - 50 °C Abluft Vakuumgebläse 130 - 160 °C Abluft Trockenpartie Papiermaschine 60 - 80 °C Abluft Trockenpartie Streichmaschine 100 - 140 °C aus der Dipl.-Ing. Holger Jung Seite 9 Aufgrund des niedrigen Temperaturniveaus in der Papierindustrie ist in erster Linie eine optimale Wärmeintegration im Prozess anzustreben. Die Nutzung zur Stromerzeugung aus Abwärme ist aus heutiger Sicht nur selten möglich. Niedertemperaturabwärme kann prinzipiell mittels drei Arten von Wärmetausch verfügbar gemacht werden: o Wärmetausch Wasser gegen Wasser o Wärmetausch Wasser gegen Luft o Einsatz von Wärmepumpen und Kältemaschinen zur Aufwertung von Abwärmeströmen für interne und externe Nutzung Damit sind drei grundlegende Möglichkeiten der Niedertemperaturabwärmenutzung denkbar: o Nutzung zur Einsparung von Prozessdampf o Externe Nutzung o Nutzung zur Erzeugung von Kälte Sind Angebot und Bedarf von Niedertemperaturabwärme zeitlich nicht deckungsgleich, bieten sich Wärmespeicher an. Der Verlauf von Wärmeabgabe, Wärmebedarf und die zu erwartenden Speichertemperaturen müssen im Vorfeld abgeschätzt werden. In Abbildung 8 werden die grundsätzlichen Möglichkeiten der Nutzung von Niedertemperaturabwärme dargestellt. Es zeigt sich, dass die Nutzung der Wärme aus dem Wasserkreislauf von Deinkinganlagen (DIP), der Einsatz von überschüssiger Wärme zur internen Heizung von Lager- und Büroräumen sowie zur externen Heizung z. B. eines Schwimmbades von eher nachrangiger Bedeutung ist. Attraktiv für die Nutzung von Abwärme ist deren Einbindung in das Wassersystem (Frischwasser und Siebwasser). Ökonomisch vorteilhaft sind hier vor allem die Wärme des Filtrats der Schleiferei und die Abluft der Trockenpartie. Wegen des hohen zu tauschenden Wärmeinhalts ist das Abwasser eine interessante Wärmequelle für den WasserWasser-Wärmetausch, jedoch hängt die Wirtschaftlichkeit stark von der Entfernung zur passenden Wärmesenke ab. Die Nutzung der Wärme aus dem Wasserkreislauf von Deinkinganlagen (DIP) und von Filtrat der Schleiferei ist selbstverständlich nur möglich, wenn der entsprechende Anlagenteil vorhanden ist. Seite 10 Wasser Konzeptvarianten - Matrix - extern intern Wasser Wärme Abwasser Wärme Kreislauf DIP Luft Wärme Filtrat Schleiferei Wärme Trockenpartie Wärme Pressenpartie Aufwärmung Frischwasser Aufheizung Siebwasser Kühlung Warte, EDV, etc. Heizung Büro-/ Lagerräume Heizung Schwimmbad Fernwärme Abbildung 8 Möglichkeiten der Nutzung von Niedertemperaturabwärme unter Berücksichtigung der zur Verfügung stehenden Wärmemenge (unteres Dreieck) und der Wirtschaftlichkeit (oberes Dreieck): schwarz = hoch; grau = mittel; weiß = gering [8] Zusammenfassend lässt sich sagen: o Die lokale wärmetechnische Verbindung von Wärmequellen und –senken ergibt in der Regel eine hohe Wirtschaftlichkeit. Der investive Aufwand steigt mit zunehmender Entfernung von Quelle und Senke stark an und ist von Standort zu Standort verschieden. o Die Wirtschaftlichkeit einer externen Nutzung ist in hohem Maße von den gegebenen Randbedingungen abhängig, z. B. der Entfernung zu Abnehmern wie Hallenbädern oder der Existenz von Fernwärmenetzen. o Kühlbedarf besteht an vielen über den Standort verteilten Stellen und wird vorwiegend mit Wasser abgedeckt. Weitergehender Kühlbedarf besteht häufig nur für Messwarten und Schalträume. Die Erzeugung von Kälte aus Abwärme ist daher fallweise zu prüfen und häufig unattraktiv. Dipl.-Ing. Holger Jung Seite 11 4. Pinch-Analyse und Prozesssimulation Pinch-Analyse und Prozesssimulation sind hilfreiche Werkzeuge bei der Optimierung des Energiebedarfs. Die Pinch-Analyse gehört zu den wichtigsten Werkzeugen der Prozessintegration in allen Branchen der verfahrenstechnischen Industrie. Das grundlegende Ziel der Pinch-Analyse ist es, den Wärmebedarf eines Prozesses durch nutzbare Abwärme möglichst gut zu bedienen. Die Eignung der einzelnen Abwärmeströme ist dabei bedingt durch die jeweilige Temperatur. Die Pinch-Analyse stellt somit eine gute Möglichkeit dar, Ansatzpunkte für Optimierung des Wärmehaushalts von Papierfabriken zu identifizieren. Ein wesentlicher Schritt bei der Pinch-Analyse ist die Erstellung der sogenannten Composite Curves im Temperatur-Enthalpie-Diagramm. Diese stellen Summenkurven der kalten und warmen Ströme dar. Der Bereich in dem sich die Composite Curves überlappen stellt die maximale Wärmemenge dar, die bei optimaler Auslegung wieder gewonnen werden kann. Die darunter bzw. darüber liegenden Bereiche stellen den unter optimalen Bedingungen minimal erforderlichen Heizmittel- und Kühlmittelbedarf dar. Die Prozesssimulation hat als Werkzeug zur Prozessoptimierung in der Papierindustrie in den letzten Jahren Akzeptanz gewonnen, findet jedoch im Vergleich zu anderen Industriesparten immer noch relativ wenig Anwendung. Als geeignetes Simulationswerkzeug für die Papierindustrie hat sich die objektorientierte Simulation erwiesen. Um die Auswirkungen von Maßnahmen zur Optimierung des Wärmehaushalts und hinsichtlich Temperaturführung und Energiebedarf zu quantifizieren eignen sich Simulationsmodelle, in denen die Stoff-, Wasser- und Wärmebilanzen realitätsnah simuliert werden können. 5. Beispiele für die Energierückgewinnung 5.1 Wärmerückgewinnung in der Trockenpartie Bei der Papiererzeugung wird in der Trocknung der weitaus größte Energieanteil benötigt. Meist erfolgt die Trocknung mit Dampf. Bei ungestrichenen Papieren kann der Anteil des Dampfbedarfs für die Trockenzylinder mehr als 80 % betragen. Der Dampfbedarf für die Lufttechnik zur Luftvorwärmung liegt in der Regel bei nur 5 bis 10 %. Dennoch lohnt auch eine Betrachtung der Lufttechnik, da die in den Trockenzylindern abgegebene Wärme nahezu vollständig mit der Haubenabluft abgeführt wird. Aus energetischer Sicht besteht also eine wesentliche Aufgabe bei der lufttechnischen Optimierung darin, die zur Trocknung eingesetzte Energie möglichst weitgehend im Prozess zu halten. Die Wärmeabgabe des Dampfes erfolgt bei Drücken in der Größenordnung von 200 bis 70 kPa. Dem entsprechen Kondensationstemperaturen von 120 bis 90 °C. Die Seite 12 abgegebene Wärme ist zum größten Teil als latente Wärme im verdampften Wasser enthalten und trägt mit etwa 75 % zur Enthalpie der Haubenabluft bei. Die Partialdrücke von Wasserdampf in der Haubenabluft liegen bei etwa 13 bis 22 kPa, so dass sich Taupunkttemperaturen von lediglich 50 bis 62 °C ergeben. Dieser Effekt führt dazu, dass die Rückgewinnung der Wärme bei einem erheblich niedrigeren Temperaturniveau erfolgen muss als die ursprüngliche Wärmeabgabe. Daraus ergeben sich zwei Folgerungen: o Um möglichst viel Wärme im Prozess zu halten, muss der Wasseranteil der Haubenabluft in Wärmerückgewinnungsanlagen kondensiert werden. o Um Wärme auf möglichst hohem und damit wertvollem Temperaturniveau zurück zu gewinnen, muss der Luftanteil möglichst gering sein. Das führt zu hohen Taupunkttemperaturen in der Abluft. Die Vorwärmung der Haubenzuluft ist eine naheliegende Abwärmenutzung, die in der Regel bei allen Wärmerückgewinnungsanlagen installiert ist. Da Luft-LuftWärmetauscher einen schlechteren Wärmeübergang haben als Luft-WasserWärmetauscher, ist es sinnvoll, ab einer bestimmten Temperatur die Wärme in Wasser zu übertragen. Abbildung 9 zeigt beispielhaft eine dreistufige Wärmerückgewinnungsanlage in der Abluft der Trockenpartie einer Papiermaschine. Abluft Trockenpartie Luft / Heizwasser 30°C=>50°C Luft / Siebwasser SWBehälter Zuluft Trockenpartie D K z.B. 50°C=>53°C Luft / Luft Abbildung 9 Abwärmenutzung Wärmerückgewinnung [9] aus der Trockenpartie: Dreistufige Dipl.-Ing. Holger Jung Seite 13 Einen weiteren Ansatz zur Vorwärmung der Haubenzuluft stellt die Nutzung der Abwärme von Vakuumgebläsen (mehrstufige Radialventilatoren) anstelle von Dampfregistern dar. Bei Vakuumgebläsen liegen Temperaturen von circa 140 °C und sehr niedrige relative Feuchten vor. Temperatur / °C 5.2 Optimierung Energiebedarf einer Zellstofffabrik Abbildung 10 zeigt die Composite Curves der kalten und heißen Ströme einer von PTS untersuchten Zellstofffabrik. Der Überlappungsbereich der Composite Curves entspricht der maximalen Wärmemenge, die bei thermodynamisch optimaler Auslegung wieder gewonnen werden könnte. Die darunter bzw. darüber liegenden Bereiche zeigen den unter optimalen Bedingungen minimal erforderlichen Heizmittel- und Kühlmittelbedarf. Als Ergebnis der Pinch-Analyse wurden folgende theoretische Ansatzpunkte für eine Optimierung des Energiebedarfs ermittelt: o Externe Wärmezufuhr unterhalb des Pinch-Punktes (zur Hackschnitzelvorwärmung) o Installierte Wärmetauscher tauschen Wärme zum Teil über den Pinch-Punkt hinweg. o Nicht alle Abwärmequellen für Wärmerückgewinnung genutzt. o Ein Teil der Wärmequellen wird nicht ganzjährig genutzt. Cold Composite Curve Hot Composite Curve Enthalpie / kW Abbildung 10 Composite Curves Zellstofffabrik Seite 14 Die Theorie der Pinch-Analyse geht davon aus, dass alle heißen und kalten Ströme miteinander kombiniert werden können. Dies ist jedoch technologisch und wirtschaftlich nicht immer sinnvoll. Somit lässt sich dieses Potenzial in der Regel nicht voll ausschöpfen (Abbildung 11). Zur Optimierung des Energiebedarfs wurden insgesamt 21 Maßnahmen vorgeschlagen. Diese beinhalteten unter anderem: Ganzjährige Nutzung der vorhandenen Abwärmequellen, Ausnutzung weiterer Abwärmequellen, Reduzierung der über den Pinch-Punkt getauschten Wärmemenge. Durch diese Optimierung der Abwärmenutzung können 10 % des Wärmebedarfs mittelfristig wirtschaftlich realisierbar eingespart werden. Gesamter Wärmebedarf Minimaler theoretischer Wärmebedarf nach Pinch Analyse Abbildung 11 Derzeit nicht wirtschaftlich nutzbar 10% Einsparungen mittelfris tig wirtschaftlich realisierbar durch Abwärm enutzung Wirtschaftlich realisierbares Einsparpotenzial 5.3 Reduzierung der Temperatur im Abwasser einer Kartonfabrik Zur Reduzierung der Temperatur im Abwasser gibt es prinzipiell vier Handlungsoptionen. o Reduzierung des Energieeintrags in Prozess und Abwasser o Separation der Wärmeeinträge von Nebenanlagen von Prozess und Abwasser o Verbesserung des Wärmehaushaltes durch integrierte Prozessoptimierung o Kühlung des Abwassers durch Installation eines Kühlturmes Abbildung 12 fasst die jeweiligen Vor- und Nachteile der Optionen für eine Abwasserkühlung zusammen. K rü api ck ta flu lss G em eru iss ch io sne n In ve st iti on Pl at zb ed ar f Ab lag er un ge n Seite 15 W Nu ärm tz eun g Dipl.-Ing. Holger Jung 1 Abwasserkühlturm 2 Separation d. Kühlung von Nebenanlagen 3 Wärmetausch AW FW 4 Wärmepumpe Abbildung 12 Vor- und Nachteile verschiedener Optionen zur Abwasserkühlung Im Fall einer Altpapier verarbeitenden Fabrik zur Herstellung von Faltschachtelkarton waren die Projektziele wie folgt: Reduzierung der Abwassertemperatur und Wärmefracht in den Vorfluter. Aufgrund der Lage der Fabrik in einem Erholungsgebiet wurde die Option Kühlturm von Vornherein ausgeschlossen. Basierend auf einer Simulationsstudie wurde eine integrierte Lösung zur Optimierung des Wärmehaushalts vorgeschlagen: Kühlung des Rohabwassers mit Prozessfrischwasser (Abbildung 13). Dies hat zur Folge, dass einerseits die Abwassertemperatur nach Wärmetausch sinkt und andererseits die Temperatur im Prozess steigt. Damit erhöht sich der Wärmeaustrag aus dem System durch Konvektion und Abstrahlung. Scheinbar widersprüchliche Zielstellungen, wie die Erhöhung der Prozesstemperatur bei gleichzeitiger Senkung der Abwassertemperatur können somit durch eine Optimierung des Wärmehaushaltes erreicht werden. Seite 16 Wasserverteilung ∆T + 20 °C KW STA KM2 STA KM3 ∆T + 10 °C KM2 Ölkühler Hiko und Luftkühler KM3 4750 kW Karton Vorfluter Kühler KM3 ∆T - 3 °C Karton ARA Abbildung 13 Vorschlag für den Einbau eines Wärmetauschers zwischen Abwasser und Frischwasser Nach Installation des Wärmetauschers konnte eine deutliche Erhöhung der Prozesstemperatur sowie eine deutliche Reduzierung der Abwassertemperatur beobachtet werden. Damit konnte eine Einhaltung des Einleite-TemperaturGrenzwertes sowie eine Reduzierung der Wärmefracht in den Vorfluter erzielt werden. Nachteil des Konzeptes war jedoch, dass ein separates Kaltwassernetz für Kühler der Papiermaschinen erforderlich wurde. 5.4 Energierückgewinnung aus dem Abwasser - Biogasnutzung Bei der anaeroben Reinigung von Abwässern aus der Papierproduktion wird ein methanhaltiges Gas frei. Dieses entsteht als Stoffwechselprodukt bei der Umsetzung von Substanzen aus dem Abwasser durch in den Reaktoren enthaltene Mikroorganismen. Eine anaerobe Abwassereinigung ist grundsätzlich bei hoch belasteten Abwässern oder hoch belasteten Teilströmen möglich, was vor allem bei Werken mit hohem Altpapiereinsatz oder integrierter Holzstofferzeugung der Fall ist. Dabei entstehen etwa 0,35 Nm³ Gas pro kg abgebautem CSB. Das Gas besteht Dipl.-Ing. Holger Jung Seite 17 aus ca. 70 – 80 % Methan und 20-30 % Kohlendioxid sowie geringeren Anteilen von Schwefelwasserstoff von < 1 % [10]. Je nach Anwendungsfall muss das Biogas entschwefelt werden. Abbildung 14 zeigt mögliche Verwertungsmöglichkeiten von Biogas. Beim Einsatz in Gaskesseln und Blockheizkraftwerken ist im Allgemeinen neben der Feststoffabtrennung eine Entschwefelung und Entfeuchtung des Biogases notwendig. Bei einer Verwertung in Brennstoffzellen oder einer Netzeinspeisung sind die an das Biogas gestellten Qualitätsanforderungen entsprechend dem Verwertungsweg sehr viel differenzierter. So ist für den Einsatz in ein Brennstoffzellenmodul das Biogas aufzubereiten und, bis auf Spuren, von Schwefel, Halogenen und Siloxanen zu reinigen. Für die Einspeisung ins Erdgasnetz ist neben einer Entschwefelung das Biogas weitestgehend zu entfeuchten und das enthaltende CO2 zu entfernen. Eine Verstromung des Biogases in einem Blockheizkraftwerk bietet Vorteile aufgrund der Einspeiseregelung für Strom aus dem Erneuerbare-Energien-Gesetz kurz EEG. Die rein thermische Nutzung (z. B. Mitverbrennung im vorhandenen Dampferzeuger) bietet die Möglichkeit zur Substitution von fossilen Brennstoffen und Generierung von CO2-Zertifikaten. BIOGAS Entschwefelung Gasheizkessel Wärme Gasaufbereitung BHKW Wärme Strom Reformierung Kompression Brennstoffzelle Drucklagerung Wärme Strom Treibstoff / Erdgasnetz Abbildung 14 Prinzipielle Möglichkeiten zur Nutzung von Biogas [11] 4. Weitergehende Verfahren zur Energierückgewinnung Heute in der Papierindustrie noch nicht oder nur sehr vereinzelt angewandte Verfahren zur Abwärmenutzung sind: Seite 18 o o o Einsatz von Wärmepumpen zur Erhöhung des Abwärmetemperaturniveaus Einsatz von thermischen Kältemaschinen Stromerzeugung aus Abwärme Wärmepumpe Mit Hilfe von Wärmepumpen kann Prozessabwärme durch Erhöhung des Temperaturniveaus aufgewertet und damit für andere Prozessschritte nutzbar gemacht werden. Dazu wird jedoch Antriebsenergie benötigt die motorisch, durch Primärenergie oder durch die Nutzung von heißen Abwärmeströmen bereitgestellt werden kann. Wärmepumpen können beispielsweise für die Raumheizung eingesetzt werden. In der Textilindustrie wird als Wärmequelle das Dichtwasser von Vakuumpumpen eingesetzt [12]. Im kommunalen Bereich existieren schon diverse Anlagen in denen Wärmepumpen zur Gebäudeheizung und Warmwassererzeugung unter Nutzung von Abwärme aus Abwasser eingesetzt werden. Wärmepumpen konkurrieren in der Papierindustrie bisher wegen des erreichbaren Temperaturniveaus für Heizwasser von 70 bis 80 °C mit vorhandenen und direkter zugänglichen Wärmequellen. Kältemaschinen Der Einsatz von thermischen Kältemaschinen (Sorptionskältemaschinen oder Dampfstrahlkältemaschinen) zur Kälteerzeugung aus Abwärme ist eine Alternative zur klassischen Kälteversorgung und reduziert dadurch den Primärenergiebedarf. Anwendungsfälle der Dampfstrahlkältetechnik in der Papier- und Zellstoffindustrie finden sich zum Beispiel in [13]. Mit Abwärme betriebene Kältemaschinen scheitern am dezentralen und oft geringen Kältebedarf sowie an den Investitionskosten. Stromerzeugung aus Abwärme Eine interessante Nutzungsvariante ist im Prinzip die Stromerzeugung aus Abwärme, auch wenn es bislang noch keine großtechnischen Anlagen in der Papierindustrie gibt. Stromerzeugung aus Abwärme bei niedrigen Temperaturen ist grundsätzlich mittels des Organic Rankine Cycle (ORC) oder des Kalina-Prozesses möglich. Hierbei handelt es sich um Anlagen, die nach dem Prinzip des ClausiusRankine Prozesses arbeiten, der auch als klassischer Dampfkraftprozess (Dampfturbinenprozess) bekannt ist. Statt Wasser wird jedoch ein Arbeitsmedium mit deutlich niedrigerem Siedepunkt verwendet und somit schon bei relativ niedriger Temperatur der für Dampfturbinen benötigte Arbeitsdruck erzeugt. Dipl.-Ing. Holger Jung Seite 19 Literatur [1] Verband Deutscher Papierfabriken e.V. (Hrsg.); Lehrercharts – PowerpointPräsentation mit 43 Folien zu Papierindustrie, Papierherstellung, Rohstoffen, Geschichte; www.vdp-online.de; Zugriff 29.01.2010 [2] Götz, B.; Energieeffizienz als Wettbewerbsfaktor; In: Proceedings „Kostenfaktor Energie in der Papierindustrie - Energiekonzepte für die Branche“, Düsseldorf, 04.12.2008, www.ea-nrw.de; Zugriff: 01.02.2010 [3] Verband Deutscher Papierfabriken e.V. (Hrsg.), Das Papier 2009 Ein Leistungsbericht, VDP, Bonn, 2009 [4] Kuhasalo, A.; Niskanen, J.; Paltakari, J., Karlsson, M.; Introduction to paper drying and principles and structure of a dryer section; In: Karlsson, M. (Hrsg.); Papermaking Part 2, Drying; Fapet, Helsinki, 2000 [5] Blum, O.; Hutter, A.; Praxisbeispiele zur Optimierung des Energiebedarfs in Papierfabriken; Allgemeine Papier-Rundschau, 2, 2008, 19-20 [6] Strukturen des Wärmebedarfs in Industrie und Gewerbe, H. Schaefer, W. Mauch, VDI Berichte 1296, VDI Verlag 1997, Wirtschaftliche Wärmenutzung in Industrie und Gewerbe [7] Arbeitsgemeinschaft Branchenenergiekonzept Papier (Hrsg.); Branchenleitfaden für die Papierindustrie - Ausgabe 2008; Duisburg, 2008 [8] Bayer. Landesamt für Umweltschutz (Hrsg.); Klimaschutz durch effiziente Energieverwendung in der Papierindustrie - Nutzung von Niedertemperaturabwärme; Augsburg, 2003 [9] Wittmann, R.; Neue Optionen und bewährte Lösungen zur Abwärmenutzung aus der Trockenpartie im Wassersystem; In: Öller, H.-J.; Hutter, A. (Hrsg.); PTS Wasser- und Umwelttechnik-Symposium, PTS Symposium WU 708, München, 2007 [10] Möbius C., Abwasser der Papier- und Zellstoffindustrie, 3. Auflage, Augsburg 2006 [11] Müller, B.; Biogasnutzung von Anaerobanlagen; In: Kappen, J., Pauly, D. (Hrsg.) Proceedings PTS-Seminar Wasserkreisläufe in der Papiererzeugung, MP 417, München, 06-07.12.2004 [12] Kruska, M.; Meyer, J.; Elsasser, N.; Trautmann, A.; Weber, P.; Mac, T.; Rationelle Energienutzung in der Textilindustrie – Leitfaden für die betriebliche Praxis; Verlag Vieweg, Braunschweig/Wiesbaden, 2001 [13] Noeres, P.; Dampfstrahlkältetechnik – Neues Konzept zur Kälteversorgung, In: Pfaff, D. (Hrsg.); Energiemanagement-Symposium, PTS-Manuskript PTSMS 493, München, 2004