Virtuelle Produktentwicklung B
Werbung

Virtuelle Produktentwicklung B
Produktdatenmanagement
Skript zur Vorlesung im Sommersemester 2011
Fachgebiet Datenverarbeitung in der Konstruktion, Prof. Dr.-Ing. R. Anderl
Virtuelle Produktentwicklung B
Produktdatenmanagement
Skript zur Vorlesung im Sommersemester 2011
Fachgebiet Datenverarbeitung in der Konstruktion, Prof. Dr.-Ing. R. Anderl
Fachgebiet Datenverarbeitung in der Konstruktion
L1|01 / 10
Petersenstraße 30
64287 Darmstadt
Telefon: +49 6151 16-6001
Fax: +49 6151 16-6854
I
1
Einführung ................................................................................................................................ 1
1.1
Historische Entwicklung
2
1.2
Unterschiede PDM/TDM/ERP
3
1.3
Literaturverzeichnis
5
2
Bedeutung des Produktdatenmanagements ............................................................................ 6
2.1
Gründe für den Einsatz von Produktdatenmanagementsystemen
8
2.1.1
Verbesserungspotential in Entwicklung und Konstruktion
9
2.1.2
Schwachstellen in Entwicklung und Konstruktion
10
2.1.3
Ursachen der Probleme in Entwicklung und Konstruktion
11
2.1.4
Probleme durch den Einsatz von CAx-Systemen
11
2.1.5
Ursachen für die Probleme bei der Nutzung von CAx-Systemen
12
2.2
Methoden des Entwicklungsmanagements
12
2.2.1
Simultaneous Engineering (SE)
13
2.2.2
Concurrent Design (CD)
14
2.2.3
Computer Supported Cooperative Work (CSCW)
15
2.3
Produkthaftung und Qualitätssicherung
18
2.4
Ziele des Produktdatenmanagements
21
2.4.1
Innerbetriebliche Integration
21
2.4.2
Verwaltung von Produktdaten
22
2.4.3
Zugriff auf Produktdaten
24
2.4.4
Schutz von Produktdaten
24
2.4.5
Verbesserung der innerbetrieblichen Organisation
25
2.5
Literatur
26
3
Methoden des Produktdatenmanagements ........................................................................... 27
3.1
Einführung und Begriffsklärung
27
3.2
Produktstrukturierung
30
3.2.1
Produktstruktur
30
3.2.2
Stücklistenwesen
33
3.3
Konfigurations- und Variantenmanagement
37
3.3.2
Variantenstücklisten
42
3.4
Methoden der Benennung
47
3.5
Klassifizierungssysteme
49
3.5.1
Aufbau von Klassifizierungssystemen
50
3.5.2
Klassifizierungssysteme auf Nummernbasis
51
3.5.3
Gruppentechnik/Sachmerkmalleisten
53
II
3.5.4
Verfahren der Clusteranalyse
56
3.5.5
Thesauri
57
3.5.6
Klassifizierung impliziter Geometrieinformationen mit Konzepten des Information
Retrieval
58
3.6
Nummerungssysteme
62
3.6.1
Sachnummern
66
3.6.2
Sachnummernsysteme
67
3.7
Freigabe- und Änderungswesen
70
3.7.1
Freigaben
71
3.7.2
Änderungen
74
3.8
Literatur
79
4
Funktionen eines Produktdatenmanagementsystems............................................................ 80
4.1
Elementverwaltung
80
4.1.1
Artikelverwaltung
89
4.1.2
Unterlagenverwaltung
93
4.1.3
Projektverwaltung
95
4.2
Privilegienverwaltung
95
4.3
Ablaufverwaltung
101
4.4
Dateiverwaltung
103
4.5
Customizing und Datenaustausch
106
4.6
Literatur
108
5
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems ............................ 109
5.1
Einführung in Datenbanksysteme
109
5.1.1
Definitionen
109
5.1.2
Aufgaben eines Datenbanksystems
110
5.1.3
Architektur von Datenbanksystemen
112
5.2
Datenmodellierung und Datenbankentwurf
114
5.2.1
Vorgehensweise beim Datenbankentwurf
114
5.2.2
Methoden zur konzeptionellen Datenbankmodellierung
116
5.2.3
Klassische Datenbankmodelle
127
5.2.4
Relationale vs. objektorientierte Datenbanken
134
5.3
Datenbanksprachen
137
5.3.1
Die Datenbanksprache SQL
137
5.3.2
Datenbankneutrale Schnittstellen
140
5.4
Verteilung von Daten
141
5.5
Literatur
143
III
6
7
Ablaufmanagement (Workflowmanagement) ..................................................................... 144
6.1
Ablaufbeschreibung (Workflow)
144
6.2
Anforderungen an die Ablaufbearbeitung im Engineering-Bereich
146
6.3
Verbesserungsmöglichkeiten im Engineering-Bereich
146
6.4
Ablaufmanagementsysteme
148
6.4.1
Einsatzgebiete von Ablaufmanagementsystemen
148
6.4.2
Aufbau und Funktion von Ablaufmanagementsystemen
149
6.5
Verbesserung durch Ablaufmanagement
155
6.6
Literatur
156
Glossar................................................................................................................................... 157
IV
Abbildungsverzeichnis
Abbildung 1-1: Entwicklung der PDM-Technologie
2
Abbildung 1-2: Einordung der PDM-Technologie
3
Abbildung 2-1: Ursachen einer Gewinnreduktion (Eigner, Hiller, Schindewolf, & Schmich, 1991)
6
Abbildung 2-2: Produktdatenmanagement als Integrationsdrehscheibe
7
Abbildung 2-3: Zielgrößen des Einsatzes von Produktdatenmanagementsystemen
8
Abbildung 2-4: Kostenverursachung und –beeinflussung (Eigner, Hiller, Schindewolf, & Schmich,
1991)
10
Abbildung 2-5: Zeitvorteil durch Simultaneous Engineering
13
Abbildung 2-6: Concurrent Design (Schmidt, 1993)
15
Abbildung 2-7: Das 3K-Modell [KUBE08]
16
Abbildung 3-1: Einordnung der technischen Auftragsabwicklung [Eve97]
28
Abbildung 3-2: Grunddatenverwaltung [EiSt09]
29
Abbildung 3-3: Artikelstammdaten [EiSt09]
29
Abbildung 3-4: Zielsetzung der Produktstrukturierung (Eversheim, 1996)
30
Abbildung 3-5: Darstellungsformen einer Produktstruktur (DIN 199-5, 1981)
31
Abbildung 3-6: Ableitung der Stücklistenarten (Wiendahl, 2008)
33
Abbildung 3-7: Produktstruktur als Basis von Stücklisten
34
Abbildung 3-8: Mengenübersichtsstückliste
34
Abbildung 3-9: Strukturstückliste
35
Abbildung 3-10: Baukastenstückliste
35
Abbildung 3-11: Stammbäume verschiedener Erzeugnisvarianten
36
Abbildung 3-12: Mengenübersichts- und Baukastenverwendungsnachweis
37
Abbildung 3-13: Strukturverwendungsnachweis
37
Abbildung 3-14: Sonderausstattungen des Opel Corsa (www_1)
38
Abbildung 3-15: Schematische einstufige Variantenstruktur
40
Abbildung 3-16: Schematische mehrstufige Variantenstruktur (1)
41
Abbildung 3-17: Schematische mehrstufige Variantenstruktur (2)
41
Abbildung 3-18: Stammbäume verschiedener Erzeugnisvarianten
43
Abbildung 3-19: Beispiele einer Mengenübersichts-/Strukturstückliste
44
Abbildung 3-20: Beispiel einer Gleichteile-/Baukastenstücklisten
45
Abbildung 3-21: Beispiel einer Plus-Minus-Stückliste
45
Abbildung 3-22: Variantenstückliste mit Variantenleiste
46
V
Abbildung 3-23: Erzeugung einer Variantenausprägung
47
Abbildung 3-24: Zusammenhänge zwischen Benennung/Definition/Begriff/Gegenstand (DIN 2330,
1993)
49
Abbildung 3-25: Prinzipien der Werkstückklassifizierung
50
Abbildung 3-26: Grundlagen der Klassifikation [Eve97]
51
Abbildung 3-27: Aufbau des OPITZ - Klassifizierungssystems (Wiendahl, 2008)
52
Abbildung 3-28: Klassifizierung eines Drehteils nach dem OPITZ-System (Wiendahl, 2008)
53
Abbildung 3-29: Aufbau einer Sachmerkmalleiste (DIN 4000-1, 1992)
55
Abbildung 3-30: Beispiel Sachmerkmalleiste
56
Abbildung 3-31: Beispiel Clusteranalyse (Wiendahl, 2008)
57
Abbildung 3-32: Beispiel eines Thesaurus (DIN 1463-2, 1993)
58
Abbildung 3-33: Klassifikation impliziter geometrischer Informationen
59
Abbildung 3-34: Fouriertransformation eines Eindimensionalen Signals
60
Abbildung 3-35: Fourieranalyse, nach Geiger
61
Abbildung 3-36: Wavelettransformation eines Eindimensionalen Signals
61
Abbildung 3-37: Arten von Nummern (Bernhard & Bernhard, 1990)
64
Abbildung 3-38: Gliederung von Nummernsystemen (VDI Richtlinie 2215, 1980)
65
Abbildung 3-39: Speicherfähigkeit verschiedenartiger Nummernsysteme (VDI Richtlinie 2215, 1980) 66
Abbildung 3-40: Aufgaben von Sachnummern
67
Abbildung 3-41: Sachnummer als Verbundnummernsystem (Wiendahl, 2008)
68
Abbildung 3-42: Vor-/Nachteile von Verbundnummern (Eigner, Hiller, Schindewolf, & Schmich, 1991)
68
Abbildung 3-43: Aufbau eines Sachnummernsystems mit Parallelverschlüsselung, nach WZL-DEMAG
zitiert in (Wiendahl, 2008)
69
Abbildung 3-44: Vor-/Nachteile von Sachnummern mit Parallelverschlüsselung (Eigner, Hiller,
Schindewolf, & Schmich, 1991)
70
Abbildung 3-45: Phasenmodell von Freigaben, Änderungen und Verboten
71
Abbildung 3-46: Freigabeablauf (DIN 6789-5, 1995)
72
Abbildung 3-47: Unterlagendurchlauf verschiedener Status/Reifegrade [EiSt09]
74
Abbildung 3-48: Änderungsablauf (DIN 199-4, 1981)
76
Abbildung 3-49: Beispielhafter Ablauf einer Änderung (Wiendahl, 2008)
77
Abbildung 4-1: Darstellung von Stammsätzen
81
Abbildung 4-2: Attribute des Stammsatzes (Stammdaten)
82
Abbildung 4-3: Status-Reifegrad-Matrix mit Fortschrittskenner
83
VI
Abbildung 4-4: Such- und Selektionsfunktionen [EHSS91].
85
Abbildung 4-5: Suche nach einem Produkt
86
Abbildung 4-6: Benutzersichten auf den Datenbestand [Kras-02]
87
Abbildung 4-7: Strukturierungsmöglichkeiten
88
Abbildung 4-8: Strukturstückliste und Änderungshistrorie
89
Abbildung 4-9: Attribute eines Artikelstamms
90
Abbildung 4-10: Verwaltung charakteristischer Merkmale
91
Abbildung 4-11: Ableitung der auftragsspezifischen Stückliste
93
Abbildung 4-12: Unterlagenverwaltung
94
Abbildung 4-13: Mehrdimensionale Strukturen zwischen Projekten, Artikeln und Unterlagen
[EHSS91].
95
Abbildung 4-14: Verwaltung von Systembenutzern und Gruppenzuordnung
97
Abbildung 4-15: Zugriffskontrolle auf Elemente
99
Abbildung 4-16: Zugriff auf Informationseinheiten
100
Abbildung 4-17: Änderung/Versionierung
102
Abbildung 4-18: Mitteilungswesen/Dokumentation
103
Abbildung 4-19: Dateiverwaltung ohne bzw. mit PDM-System
104
Abbildung 4-20: Funktionen des "Elektronischen Aktenschranks" [EHSS91].
105
Abbildung 4-21: Anwendungsschnittstelle des "Elektronischen Aktenschranks"[EHSS91].
106
Abbildung 5-1: Grobarchitektur von Datenbanksystemen
109
Abbildung 5-2: Anforderungen an Datenbanksysteme
110
Abbildung 5-3: Zusammenhang der Komponenten eines Datenbanksystems
111
Abbildung 5-4: Ebenen-Modell nach ANSI/SPARC für die Architektur von DBS
113
Abbildung 5-5: Vorgehensweise beim Datenbankentwurf
115
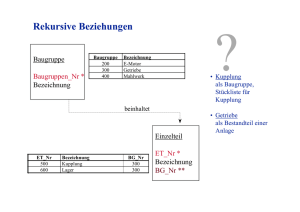
Abbildung 5-6: Beispiel-Miniwelt
117
Abbildung 5-7: Beispielbaugruppe
118
Abbildung 5-8: Struktur der Beispielbaugruppe
118
Abbildung 5-9: Mengendiagramm der Einzelteil-Fertigungsplan-Zuordnung
119
Abbildung 5-10: Mengenbeziehungen -ihre Notation im Entity-Relationship-Modell
120
Abbildung 5-11: Entity-Relationship-Modell der Beispielminiwelt
121
Abbildung 5-12: Mengenbeziehung - ihre Notation in NIAM
122
Abbildung 5-13: Modell der Beispielminiwelt in NIAM
122
Abbildung 5-14: Modell der Beispielminiwelt in NIAM mit Vererbung
123
VII
Abbildung 5-15: EXPRESS-G Symbole
124
Abbildung 5-16: Modell der Beispielminiwelt in EXPRESS-G mit Vererbung
125
Abbildung 5-17: Modell der Beispielminiwelt in EXPRESS mit Vererbung
125
Abbildung 5-24: Eine Klasse in UML mit Attributen (Zustand) und Methoden (Verhalten)
126
Abbildung 5-25: Darstellung der Vererbungsbeziehung zwischen Klassen in UML-Notation
126
Abbildung 5-26: (v. l nach r.) Assoziation, Aggregation und Komposition in UML-Notation
127
Abbildung 5-27: Darstellung eines komplexen Schemas im Klassendiagram nach UML (Das ArtikelBeispiel)
127
Abbildung 5-28: Konzepte des hierarchischen Datenmodells
129
Abbildung 5-29: Konzepte des Netzwerkdatenmodells
130
Abbildung 5-30: Konzepte des Relationenmodells
131
Abbildung 5-31: Tabellendarstellung der Beispielminiwelt mit konkreten Objekten
131
Abbildung 5-32: Konzepte objektorientierter Datenmodelle
134
Abbildung 5-33: EXPRESS-G Darstellung des Artikel Beispiels
135
Abbildung 5-34: Relationales logisches Modell der Artikeldatenbank
136
Abbildung 5-35:Objektorientiertes logisches Modell der Artikeldatenbank
137
Abbildung 5-36: Datendefinition für die Beispielminiwelt in SQL
138
Abbildung 5-37: Erzeugen von Datensätzen für die Beispielbaugruppe in SQL
139
Abbildung 5-38: Anfragen an das Datenbanksystem für das Baugruppen-Bsp. in SQL (1)
139
Abbildung 5-39: Anfragen an das Datenbanksystem für das Baugruppen-Bsp. in SQL (2)
140
Abbildung 5-40: Möglichkeiten der Verteilung (1): Verteilte Anwendungen
141
Abbildung 5-41: Möglichkeiten der Verteilung (2): Vernetzte Datenbanksysteme
142
Abbildung 5-42: Möglichkeiten der Verteilung (3): Verteiltes Datenbanksystem
142
Abbildung 6-1: Workflow am Beispiel des Freigabe-Prozesses
145
Abbildung 6-2: Kennzeichen verschiedener Geschäftsvorgänge [Heil94]
146
Abbildung 6-3: Verbesserungsmöglichkeiten im Engineering-Bereich
148
Abbildung 6-4: Ablaufmanagementzyklus
150
Abbildung 6-5: Graphische Darstellung eines anlysierten Geschäftsvorgangs
151
Abbildung 6-6: Dokumentenverteilung mit elektronischer Umlaufmappe
154
Abbildung 6-7: Ablaufmanagement am Arbeitsplatz
155
VIII
Einführung
Tabellenverzeichnis
Tabelle 3-1: Beispiele für Freigabearten (DIN 6789-5, 1995) und [EiSt09]
73
Tabelle 3-2: Änderungsarten (DIN 6789-3, 1990)
77
1
Einführung 1
1
Einführung
Der Einsatz von Datenverarbeitungssystemen (kurz DV-Systemen) ist für Unternehmen zu einem
wichtigen Hilfsmittel geworden, das für viele Aufgaben unverzichtbar ist. Die rasante
Weiterentwicklung der Hard- und Softwaresysteme hat dazu geführt, dass die DV-Systeme heute
immer komplexere Aufgaben lösen und immer größere Datenmengen verarbeiten können. Darüber
hinaus werden DV-Systeme zunehmend miteinander verbunden, um durch Kopplung und Integration
die Effizienz zu steigern und Fehlerquellen zu reduzieren.
Die Datenverarbeitungstechnik hat sich hierdurch zur Informations- und Kommunikationstechnik
entwickelt.
Definition Informationstechnik
Unter Informationstechnik versteht man all diejenigen Verfahren und Hilfsmittel, die der prinzipiellen
Verarbeitung von Daten unter Berücksichtigung der Interpretation dieser Daten dienen.
Definition Kommunikationstechnik
Als Kommunikationstechnik bezeichnet man all diejenigen Verfahren und Hilfsmittel, die zur Übertragung
von Informationen (interpretierte Nachrichten) zwischen Menschen und/oder technischen Einrichtungen
eingesetzt werden.
Während die Informations- und Kommunikationstechnik grundlegende Prinzipien und Methoden der
Datenverarbeitung umfassen, stellt die Produktdatentechnik im Speziellen Prinzipien und Methoden
zur Verarbeitung von Produktdaten bereit. Die Produktdatentechnologie liefert die wissenschaftlichen
Grundlagen hierzu.
Definition Produktdatentechnologie
Die Produktdatentechnologie ist die Lehre der wissenschaftlichen Grundlagen (Prinzipien und Methoden)
der Verarbeitung von Produktdaten, bezogen auf alle Phasen des Produktlebenszyklus.
Die Funktionen zur Verarbeitung von Produktdaten sind dabei
•
der Produktdatenaustausch,
•
die Produktdatenspeicherung,
•
die Produktdatenarchivierung und
•
die Produktdatentransformation.
Grundlage der Produktdatentechnologie ist das Integrierte Produktmodell, wie es in der Norm ISO
10303 festgelegt wurde (ISO 10303-1, 1994) (Anderl & Trippner, 2000).
Definition Produktmodell
Ein Produktmodell ist die formale Beschreibung aller Informationen zu einem Produkt über alle seine
Phasen des Lebenszyklus hinweg.
Die Produktdatentechnik wird aufgrund dieses Ansatzes zunehmend zu einer Grundlage für die
Datenverarbeitung im Produktentwicklungsprozess. Die Verwaltung der im Produktentwicklungsprozess anfallenden Daten erfolgt mit den Methoden des Produktdatenmanagements.
2
2
1 Einführung
Definition Produktdatenmanagement
Das Produktdatenmanagement umfasst die Verwaltung von Produktdaten und die Steuerung von
Produktdatenflüssen in den Phasen des Produktlebenszyklus.
1.1
Historische Entwicklung
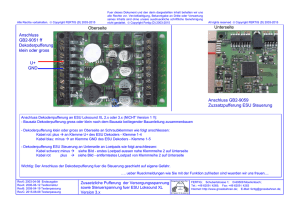
Das Produktdatenmanagement ist das Ergebnis einer Entwicklung die Ihre Anfänge in der noch rein
papiergetriebenen Erzeugung von Dokumenten hat. Bei der Verwaltung von Papierdokumenten
erfolgte die Ablage in Aktenschränken, der Ablageort wurde auf Karteikarten festgehalten und es gab
sogenannte Laufzettel, die dafür Sorge trugen, dass alle Prozessbeteiligten in der richtigen Reihenfolge
die richtigen Dokumente erhielten (Abbildung 1-1).
Abbildung 1-1: Entwicklung der PDM-Technologie
Als nächster Schritt wurde eine computergestützte Archivierung eingeführt, um das Auffinden der in
Archiven abgelegten Dokumente zu beschleunigen und zu vereinfachen. Es lassen sich dabei auch
einfache Beziehungen von Dokumenten untereinander abbilden. Man spricht dabei von
Dokumentenverwaltung. Dies ist vergleichbar zur Organisation einer Bücherei. Die Titel der Bücher
und Stichworte zum Inhalt, sowie der Standort in der Bibliothek und andere Informationen, wie z.B.
Verleihstatus werden in einer Datenbank verwaltet. Inzwischen haben digitale Dokumente weitgehend
Papierdokumente für die Archivierung abgelöst. Das bedeutet, dass die Dokumente in so genannten
elektronischen Aktenschränken in einer Datenbank abgelegt werden. Über die elektronischen
Aktenschränke können dann Zugriffsberechtigungen gesteuert werden.
Beim Produktdatenmanagement werden alle Dokumente in Beziehung zur Produktstruktur (vgl.
Kap.3.2.1) gesetzt und abgelegt. Der Schwerpunkt heutiger PDM-Systeme liegt im Management von
3
Einführung 1
Dokumenten und CAD-Modellen sowie in der Unterstützung von Freigabe- und Änderungsprozessen
(Abramovici & Sieg, 2001).
Die Entwicklung hin zu den Produktdatenmanagementsystemen begann bereits in den achtziger
Jahren und vollzieht sich seitdem kontinuierlich, so dass auch in der Terminologie verschiedene
Zwischenstufen existieren, die teilweise fälschlicherweise mit dem Begriff PDM gleichgesetzt werden.
Zum Beispiel:
DVS
TIS
EDM
EDB
PDM
TDM
ERP
PLM
-
Dokumenten Verwaltungssystem
Technisches Informationssystem
Engineering Data Management
Engineering Database
Product Data Management
Team Data Management
Enterprise Resource Planning
Product Lifecycle Management
Die Schwerpunkte in der Unterstützung durch Produktdatenmanagementsysteme liegen im Bereich der
Produktentwicklung (siehe Skriptum Virtuelle Produktentwicklung A). Es zeichnet sich aber eine
Ausdehnung dieser Unterstützung auf spätere Phasen des Produktlebenszyklus ab, indem neben den
Produktherstellern auch Zulieferer und Kunden, die am Produktlebenszyklus beteiligt sind
berücksichtigt werden (Krause, Franke, & Gausemeier, 2007). In diesem Fall spricht man heute von
Product Lifecycle Management (Produktlebenszyklus- Management) – kurz PLM - und den PLM –
Systemen. Angedacht ist die Erweiterung der Funktionen eines PLM-Systems in Richtung Integration
mechatronischer Produkte (Gausemeier, Hahn, & Kespohl, 2006).
Abbildung 1-2: Einordung der PDM-Technologie
1.2
Unterschiede PDM/TDM/ERP
In diesem Kapitel werden die Systeme für Produktdatenmanagement (PDM), Team Data Management
(TDM) und Enterprise Resource Planning (ERP) gegeneinander abgegrenzt.
Die Hauptaufgaben von PDM-Systemen sind
•
Datei- und Dokumentenverwaltung,
•
Prozessmanagement und
•
die Integration der Anwendungssysteme.
4
4
1 Einführung
TDM-Systeme bezeichnen eine Systemklasse von PDM-Systemen, die sich durch eine enge Kopplung an
3D-CAD-Systeme auszeichnen. TDM-Systeme sind in der Lage, die Daten des CAD-Systems zu
interpretieren und zu verarbeiten. Typische Funktionalitäten von TDM-Systemen sind der Abgleich der
Produktstrukturen, die Erkennung von Referenzen (Baugruppe – Einzelteil – Zeichnung), das
automatisierte Einfügen von Stücklisten und das Ausfüllen des Zeichnungskopfes in Zeichnungen, das
Visualisieren der 3D-Geometrie und die Produktkonfiguration der CAD-Baugruppen in den TDMSystemen. Nahezu jeder 3D-CAD Systemanbieter bietet ein TDM-System an (Krastel, 2002).
Enterprise Resource Planning (ERP) steht für die Produktionsplanung- und Steuerung (PPS) in
industriellen Fertigungsunternehmen. ERP-Systeme werden vornehmlich zur Unterstützung der
Logistik, aber auch im Finanzwesen, Controlling und Personalwirtschaft, eingesetzt. Die Logistik
umfasst dabei die gesamte Wertschöpfungskette Beschaffung, Produktion und Absatz (Schöttner,
1999).
Damit bestehen die wesentlichen Unterschiede darin, dass TDM und PDM Systeme hauptsächlich in
der Produktentwicklung Anwendung finden und insbesondere die Konstruktion unterstützen. TDM
Systeme zielen mehr auf die Unterstützung der Konstruktion ab, indem sie insbesondere die
Integration von CAD-Systemen fördern. PDM-Systeme unterstützen in höherem Maße auch die
Integration anderer Softwaresysteme. ERP Systeme zielen auf die Optimierung und Steuerung des
Produktionsprozesses und der Ressourcenplanung in einem Unternehmen ab.
5
Einführung 1
1.3
Literaturverzeichnis
Abramovici, M., & Sieg, C. (5 2001). PDM-Technologie im Wandel - Stand und
Entwicklungsperspektiven. Industrie Management.
Anderl, R., & Trippner, D. (2000). STEP - Standard for the Exchange of Product Model Data. Stuttgart:
Teubner Verlag.
Gausemeier, J., Hahn, A., & Kespohl, H. (2006). Vernetzte Produktentwicklung: Der erfolgreiche Weg
zum Global Engineering Networking. München Wien: Hanser.
ISO 10303-1. (1994). Industrial automation systems and integration -- Product data representation
and exchange -- Part 1: Overview and fundamental principles.
Krastel, M. (2002). Integration multidisziplinärer Simulations- und Berechnungsmodelle in PDMSystemen. Aachen: Shaker.
Krause, F.-L., Franke, H.-J., & Gausemeier, J. (2007). Innovationspotentiale in der Produktentwicklung.
München, Wien: Carl Hanser.
Schöttner, J. (1999). Produktdatenmanagement in der Fertigungsindustrie. München: Hanser.
6
6
2 Bedeutung des Produktdatenmanagements
2
Bedeutung des Produktdatenmanagements
Rechnerunterstützte Verfahren werden seit vielen Jahren bei der Produktentwicklung eingesetzt und
haben sich mittlerweile in ihren jeweils speziellen Einsatzsparten zu unverzichtbaren Hilfsmitteln
etabliert. Die Realisierung einer durchgängig digitalen Produktentstehung wird jedoch meist noch
nicht erreicht. Das Fehlen eines durchgängigen Produktdatenmodells und die ungenügende
Integrationsfähigkeit der eingesetzten Anwendungssoftwaresysteme sind die wesentlichsten Gründe
hierfür.
Bei den meisten der bisher entwickelten CAx-Systeme wird die informationstechnische Verknüpfung
von Vertrieb und Angebotsbearbeitung, Entwicklung und Konstruktion, Arbeitsplanung, Fertigung und
Montage sowie der Qualitätssicherung nur bedingt erreicht. Auf diese Weise entstehen Defizite und
Verzögerungen, die in besonderem Maße die Produktentwicklung beeinflussen. Entgegen dem
eigentlichen Ziel des Einsatzes von DV-Systemen, nämlich der Optimierung der Produktqualität, der
Reduktion der Entwicklungskosten und der Verringerung der Produktentwicklungszeit (time to
production), führen diese Defizite oft zu einem verzögerten Produktionsanlauf und damit schließlich
zu höheren Kosten für das Unternehmen.
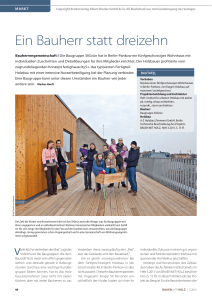
Wie sich derart bedingte Verzögerungen auf den zu erwartenden Gewinn durch die Einführung eines
neuen Produkts auswirken, zeigt Abbildung 2-1 (Annahmen: Marktwachstum von 20 %, jährlicher
Preisverfall von 12 %, Produktlebensdauer von 12 Jahren). Hervorzuheben ist in diesem
Zusammenhang die Bedeutung der Information als Produktionsfaktor, denn nicht erfasste, falsche oder
verfälschte, ungültige oder bedeutungslose oder nicht wieder auffindbare Informationen führen stets
zu Mehrarbeit und damit zu Mehrkosten (Ruland, Berkel, & Hübel, 1990).
Entwicklungskosten um 50%
überschritten
Produktionskosten um
9% zu hoch
Lieferverzögerung um
6 Monate
- 3,5 %
-5%
- 10 %
- 15 %
- 20 %
- 22 %
- 25 %
- 30 %
- 33 %
- 35 %
- 40 %
Minderung
des Gewinns
Annahmen:
: 20 %
Marktwachstum
Jährlicher Preisverfall : 12 %
Produktlebensdauer : 5 Jahre
Abbildung 2-1: Ursachen einer Gewinnreduktion (Eigner, Hiller, Schindewolf, & Schmich, 1991)
7
Bedeutung des Produktdatenmanagements 2
Ein wichtiger Ansatz zur Lösung dieses Problems liegt in der Einführung einer umfassenden
Informationslogistik, die im Wesentlichen folgenden Zielen dient:
•
geeignete Verwaltung von Produkt- und Entwicklungsinformationen sowie eine
•
geplante Steuerung der Prozesse der Produktentstehung und eine
•
gezielte und schnelle Verteilung von Produkt- und Entwicklungsinformationen.
Die Bereitstellung von Informationen am richtigen Ort, zur richtigen Zeit, in bedarfsgerechter Qualität
und Quantität sowie die Schaffung eines durchgängigen, transparenten Informations-flusses,
insbesondere während der Produktentstehung, müssen durch ein solches Informationssystem
garantiert werden.
Neben der Anwendung von CAx-Systemen spielt das Management der Produkt- und Entwicklungsinformationen die wichtigste Rolle. Das entscheidende Anwendungssoftwaresystem, mit dem diese
Ziele erreicht werden können, ist das so genannte Produktdatenmanagementsystem.
In Produktdatenmanagementsystemen werden alle während der Produktentstehung anfallenden
Produkt- und Entwicklungsinformationen zentral verwaltet und Entwicklungsabläufe gesteuert.
Deshalb muss beachtet werden, dass Produkt- und Entwicklungsinformationen auch
Prozessinformationen wie etwa Informationen zum Freigabe- und Änderungsprozess enthalten. Eine
Automatisierung des Informationsflusses über Abteilungsgrenzen und Rechnersysteme hinweg bis hin
zum fertigen Produkt ist eine wichtige Zielsetzung. Somit dient das Produktdatenmanagement
gleichzeitig als zentrales Informationsverwaltungs- und -verteilungssystem und als Integrationsdrehscheibe für alle an der Produktentwicklung beteiligten CAx-Systeme (siehe Abbildung 2-2).
Abbildung 2-2: Produktdatenmanagement als Integrationsdrehscheibe
8
8
2 Bedeutung des Produktdatenmanagements
Die unterschiedlichen Gründe für den Einsatz von Produktdatenmanagementsystemen sowie deren
konkrete Einsatzziele ergeben sich aus den Zielgrößen (siehe Abbildung 2-3)
•
Erhöhung der Produktqualität,
•
Reduzierung der Produktentstehungskosten (bzw. Einhaltung des Kostenrahmens für die
Produktentstehung) und
•
Verringerung der Produktentstehungszeit.
Abbildung 2-3: Zielgrößen des Einsatzes von Produktdatenmanagementsystemen
2.1
Gründe für den Einsatz von Produktdatenmanagementsystemen
Ziele des Einsatzes von Produktdatenmanagementsystemen sind sämtliche Produktdaten eines
Unternehmens zu verwalten und die Entwicklungsprozesse während der Produktentstehung zu
steuern. Ausgehend von einer verbesserten Organisation muss eine geeignete Informationsverarbeitung konzipiert werden, um qualitativ hochwertigere Produkte entwickeln und die
Produktentwicklung optimieren zu können. Die Verbesserung der Organisation zielt dabei auf die
Definition und Einführung ablauforganisatorischer Maßnahmen ab, wie insbesondere
•
Identifikation und Klassifikation,
•
Produktstrukturierung und Konfiguration,
•
Freigabe- und Änderungsprozesse und
•
Wiederverwendungskonzepte.
Konzepte für eine geeignete Informationsverarbeitung zielen auf die Bestimmung geeigneter CAxSysteme die im Produktentstehungsprozess eingesetzt werden sollen ab, deren Anpassung an das
Anforderungsprofil eines Unternehmens sowie deren Integration für einen durchgängig digitalen
Produktentstehungsprozess. Das Produktdatenmanagementsystem spielt dabei eine zentrale Rolle, weil
9
Bedeutung des Produktdatenmanagements 2
es sowohl als Integrationsplattform für die entstehenden Produktdaten dient, wie auch für die
Steuerung der Entwicklungsabläufe.
Produktdatenmanagementsysteme unterstützen die Zielgrößen auf zwei unterschiedliche Arten:
•
direkt durch die Beseitigung konkreter Schwachstellen in Entwicklung und Konstruktion,
•
indirekt durch die Unterstützung anderer Maßnahmen und Methoden, die ebenfalls einer
Verbesserung der Produktentwicklung dienen.
Die Notwendigkeit der direkten Unterstützung des Produktentwicklungsprozesses resultiert im
Wesentlichen aus zwei Umständen:
Die Produktentwicklung weist oftmals Schwachstellen auf, die durch eine verbesserte Informationsverarbeitung und eine geeignete DV-technische Organisation behoben werden können.
Der verstärkte Einsatz von CAx-Systemen führt in der Regel zu Problemen, welche eine Folge
mangelhafter Datenverwaltung und ungenügender Organisation sind.
Die indirekte Hilfestellung durch Produktdatenmanagement betrifft weitergehende Maßnahmen und
Methoden, die ihrerseits das Ziel verfolgen, bessere Produkte zu entwickeln und herzustellen. In den
meisten Fällen können diese Methoden aber nur dann sinnvoll angewandt werden, wenn alle mit dem
jeweiligen Produkt verknüpften Daten und Informationen durch ein Produktdatenmanagementsystem
erfasst sind und verwaltet werden. Im Einzelnen bezieht sich diese Art der Unterstützung auf:
2.1.1
•
Methoden des Entwicklungsmanagements:
Simultaneous Engineering (SE),
Concurrent Design (CD),
Computer Supported Cooperative Work (CSCW) und
•
Methoden der Qualitätssicherung nach (DIN EN ISO 9000, 2005).
Verbesserungspotential in Entwicklung und Konstruktion
Besondere Bedeutung kommt dem Produktdatenmanagement bei der Beseitigung von Schwachstellen
in den Funktionsbereichen Entwicklung und Konstruktion (E/K) zu. Der Grund hierfür liegt in der
Bedeutung dieser Unternehmensfunktionen für den gesamten Produktentwicklungsprozess. Sie ist
durch folgende Aspekte gekennzeichnet (Ruland, Berkel, & Hübel, 1990):
•
ein hoher Anteil der E/K-Tätigkeit an der Gesamtdurchlaufzeit eines Produkts,
•
ein hoher Anteil der E/K-Informationsmenge am gesamten Informationsvolumen,
•
ein starker Einfluss der E/K auf nachfolgende Funktionsbereiche und
•
die hohe Kostenverantwortung der E/K.
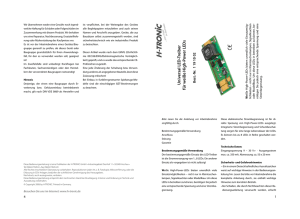
Hieraus wird deutlich, dass von den Bereichen Entwicklung und Konstruktion sowohl die
Gesamtkosten als auch die Produktanlaufzeit entscheidend beeinflusst werden (siehe Abbildung 2-4).
10
10
2 Bedeutung des Produktdatenmanagements
Kosten [%]
100
90
80
Verursachte Kosten (VK)
70
Festgelegte Kosten (FK)
60
50
Summe VK
40
Summe FK
30
20
10
Entwicklung/
Konstruktion
Arbeitsvorbereitung
Einkauf
Fertigung
Vertrieb
Abbildung 2-4: Kostenverursachung und –beeinflussung (Eigner, Hiller, Schindewolf, & Schmich,
1991)
2.1.2
Schwachstellen in Entwicklung und Konstruktion
Hauptproblem ist in vielen Fällen das wiederholte Erzeugen von Grunddaten statt einer Nutzung
bereits bestehender Lösungen.
Die konsequente Wiederverwendung von Wiederholteilen wie Normteilen, Katalogteilen oder Werknormteilen bzw. von firmenspezifischen Standardlösungen bei der Produktentwicklung ist jedoch
Grundvoraussetzung für eine Verkürzung der Entwicklungszeit, die Senkung der Herstellungskosten
und eine Reduktion der Variantenvielfalt. Stattdessen werden identische oder ähnliche Teile oft
mehrfach konstruiert und freigegeben. Durch solche unnötigen Mehrfachkonstruktionen entstehen
nicht nur vermeidbare Kosten durch die quasi redundanten E/K-Zeiten, sondern ebenso auch
Mehrkosten in den nachgelagerten Funktionsbereichen wie Arbeitsvorbereitung, Fertigung,
Lagerhaltung etc.
Ein weiteres Problem besteht in dem immer stärker wachsenden Anteil administrativer Tätigkeiten in
den Abteilungen Entwicklung und Konstruktion. Unter administrativen Tätigkeiten sind in diesem
Zusammenhang Vorgänge wie
•
suchen,
•
informieren oder
•
dokumentieren zu verstehen.
Insbesondere die Suche nach bereits erstellten Dokumenten, Zeichnungen oder auch Dateien nimmt
einen sich stetig vergrößernden Anteil an Arbeitszeit in Anspruch, die für die Entwicklung bzw.
Konstruktion neuer Produkte zusätzlich einzuplanen ist. Eine nicht unerhebliche Verlängerung der
Entwicklungsphase ist die Folge. Ein drittes Problem stellen Fehler in organisatorischen Abläufen im
Unternehmen dar. Diese Abläufe, zu denen unter anderem die Freigabe oder Änderung von
Dokumenten, die Privilegiensteuerung, das elektronische Abzeichnen von Dokumenten sowie die
Unterlagen- und Informationsverteilung zählen, bergen stets ein großes Fehlerpotential in sich. Die
11
Bedeutung des Produktdatenmanagements 2
Nichtbeachtung organisatorischer Vorgaben führt hier sehr schnell zu Fehlern und Inkonsistenzen, die
nur unter erheblichem zeitlichem und damit finanziellem Aufwand wieder behoben werden können.
2.1.3
Ursachen der Probleme in Entwicklung und Konstruktion
Ein Grund für die bisher genannten Probleme ist die fehlende Strukturierung der Datenhaltung.
Derzeit wird die Verwaltung von konstruktionsrelevanten Informationen überwiegend konventionell
und isoliert gehandhabt, d. h. als Papierunterlagen, als Textinformation in CAD-Dokumenten oder
rechnerintern, aber getrennt von Geometrie- oder Strukturdaten. Direkte Folgen dieser Situation sind:
•
ein schwieriges Wiederauffinden einmal erzeugter Daten,
•
die erschwerte erneute Nutzung und Weiterverarbeitung der Daten,
•
ein mehrfaches Ablegen gleicher oder ähnlicher Daten (Redundanz) und
•
Inkonsistenzen in der Dokumenten- bzw. Datenverwaltung.
Ein weiterer Grund für die Schwierigkeiten, die sich aus dem weit reichenden Einsatz von CAxSystemen ergeben, ist die fehlende DV-technische Festlegung von technischen Abläufen wie z. B. dem
Freigabe- und Änderungswesen. Die heutigen Abläufe innerhalb der Entwicklung und Konstruktion
bieten aufgrund der genannten Schwachstellen ein umfangreiches Rationalisierungspotential. Durch
eine strukturierte Datenhaltung liefern Produktdatenmanagementsysteme die Voraussetzungen für
eine effizientere Organisation von Entwicklung und Konstruktion.
2.1.4
Probleme durch den Einsatz von CAx-Systemen
Neben der Existenz genereller Schwachstellen in den Funktionsbereichen Entwicklung und
Konstruktion stellt der umfassende Einsatz rechnerunterstützter Systeme während des gesamten
Produktentwicklungsprozesses und den damit verbundenen Schwierigkeiten eine weitere
Notwendigkeit für das Management von Produktdaten dar.
Der Einsatz von CAx-Techniken besonders im Entwicklungs- und Konstruktionsbereich ist heute
vielfach unumgänglich geworden. Gründe hierfür sind im Wesentlichen der Zwang zu einer erhöhten
Anpassungsfähigkeit und einer schnellen Reaktionsfähigkeit auf wechselnde Anforderungen der
Kunden sowie die Notwendigkeit zur Automatisierung und Rationalisierung. Die derzeitige Situation
bezüglich der Datenverarbeitung im Produktentwicklungsprozess ist in vielen Betrieben durch folgende
Merkmale gekennzeichnet:
Der verstärkte Einsatz von CAx-Systemen hat zu einer quantitativen und qualitativen Vergrößerung
des Informationsvolumens geführt.
Die zugehörigen Daten werden in der Regel systemspezifisch erstellt, gespeichert und verwaltet
(Insellösungen).
Aus der oben beschriebenen Situation im Bereich der Datenverarbeitung im Produktentwicklungsprozess ergibt sich eine Reihe von Problemen:
•
unübersichtliche Informations- und Datenmenge,
•
mehrfache Verwaltung gleicher Daten (Redundanz),
•
Inkonsistenzen durch unabgeglichene Speicherung von Daten,
12
12
2 Bedeutung des Produktdatenmanagements
•
schwierige parallele Nutzung der Daten und eine
•
schwierige Weiterverarbeitung der Daten.
Eine parallele Nutzung von Produktdaten ist besonders innerhalb des Bereichs Entwicklung und Konstruktion von Bedeutung. Diese Bereiche sind durch folgende Tätigkeiten gekennzeichnet:
•
Informationsbeschaffung (aus Katalogen, Datenbanken etc.),
•
Konzeption (nach Methoden und Richtlinien),
•
Modellierung (im 3D-CAD-System),
•
Zeichnungserstellung (im 2D-CAD-System),
•
Berechnung (z. B. Auslegungsrechnung),
•
Simulation (durch spezielle Simulationsprogramme) und
•
Dokumentation (z. B. mittels Textverarbeitung).
Für eine beschleunigte Produktentwicklung müssen diese Aktivitäten gleichzeitig bzw. in Abhängigkeit
voneinander ablaufen können, wobei der gemeinsamen Nutzung der Daten eine besondere Bedeutung
zukommt. Die Weiterverarbeitung von Produktdaten in so genannten Prozessketten spielt eine
besondere Rolle bei der Datenübergabe von einem Funktionsbereich zum Nachfolgenden, wie
beispielsweise bei der Weitergabe von Konstruktionsdaten an die Fertigungsvorbereitung. Eine
unmittelbare Nutzung der Daten des Vorgängerbereichs führt zu einer erheblichen
Aufwandsminderung und damit zu einer Verkürzung der Durchlaufzeit. Beispiel hierfür ist die
Nutzung von CAD-Daten für die NC-Programmerstellung, die Arbeitsplanerstellung oder für die
Produktionsplanung sowie –steuerung (PPS).
Die genannten Probleme wirken sich in besonderem Maße nachteilig auf die Effizienz der Produktentwicklung sowie die nachgelagerten Bereiche, wie z. B. die Fertigungsvorbereitung aus.
2.1.5
Ursachen für die Probleme bei der Nutzung von CAx-Systemen
Hauptursachen für die durch den Einsatz von CAx-Systemen entstehenden Probleme sind:
•
die isolierte Verwaltung der Produktdaten,
•
keine einheitliche Produktdatenbeschreibung sowie
•
inkompatible Hard- und Software der Systeme.
Eine effiziente Nutzung der aus dem verstärkten Rechnereinsatz resultierenden Daten und
Informationen kann nur dann sichergestellt werden, wenn diese in einem einheitlichen und
durchgehenden Integrierten Produktmodell gespeichert werden. Langfristig kann die Verwaltung des
immer größer werdenden Informationsvolumens jedoch nur über ein Produktdatenmanagementsystem
erfolgen.
2.2
Methoden des Entwicklungsmanagements
Als Methoden des Entwicklungsmanagements werden alle zielgerichtete Verfahren und Hilfsmittel bezeichnet, die dazu dienen, die Entwicklung von Produkten effizienter zu gestalten (Eigner, Hiller,
Schindewolf, & Schmich, 1991). Das Management von Produktdaten an sich stellt bereits eine Form
des Entwicklungsmanagements dar. Im Rahmen der Produktentwicklung werden jedoch
weitergehende Methoden und Maßnahmen angewandt, die auf die Existenz von technischen
13
Bedeutung des Produktdatenmanagements 2
Informationssystemen zur Verwaltung der Produkt- bzw. Prozessdaten angewiesen sind. Zu diesen
Methoden zählen:
•
Simultaneous Engineering (SE),
•
Concurrent Design (CD) und
•
Computer Supported Cooperative Work (CSCW).
Gemeinsames Ziel der genannten Methoden ist eine verbesserte Produktentwicklung durch verstärkte
Kooperation in Form von Teamarbeit. Die wichtigsten Kennzeichen dieser Methoden werden im Folgenden kurz beschrieben.
2.2.1
Simultaneous Engineering (SE)
Simultaneous Engineering ist eine Methode der Produktentwicklung, die wie folgt definiert werden
kann:
"Simultaneous Engineering ist das weitgehend gleichzeitige Entwickeln von Produkt und Produktionseinrichtung unter weitgehender Einbeziehung von Zulieferern und Systemherstellern." (Eversheim,
Simultaneous Engineering - eine organisatorische Chance, 1989)
Anforderungsmodellierung
Konzeption
Entwurf und
Detailierung
Optimierung
NC-Programmierung
Ablauf beim
Simultaneous
Engineering
Anforderungsmodellierung
Konzeption
Entwurf und
Detailierung
Optimierung
NC-Programmierung
Produktmodell
Produktmodell
HERSTELLUNG
AUFTRAG
Konventioneller Ablauf
Zeitvorteil
Abbildung 2-5: Zeitvorteil durch Simultaneous Engineering
HERSTELLUNG
Grundprinzip ist hierbei eine weitgehende Parallelisierung derjenigen Tätigkeiten, die bei der Neuentwicklung eines Produkts im traditionellen Stil stets sequentiell durchgeführt werden. Die
konventionelle Produktentwicklung besteht hierbei aus den Bereichen: Anforderungsmodellierung,
Konzeption, Entwurf und Detaillierung, Optimierung und NC-Programmierung (vgl. Abbildung 2-5).
Detaillierte Anforderungen an ein neu zu entwickelndes Produkt liegen in der Regel nicht vollständig
vor. Viele notwendige Details kristallisieren sich erst im Laufe der weiteren Entwicklungstätigkeit
heraus und resultieren in Änderungsanforderungen, die im Nachhinein in die Planung eingebracht
werden müssen. Eine iterative Produktentwicklung in dieser Form erfordert das mehrfache
Durchlaufen von Entwicklungsschritten und führt bei einem sequentiellen Durchlauf der
Entwicklungsstationen zu erheblich verlängerten Durchlaufzeiten im Produktentwicklungsprozess.
14
14
2 Bedeutung des Produktdatenmanagements
Zusammengefasst ergeben sich durch die traditionelle Vorgehensweise bei der Produktentwicklung folgende Probleme:
•
lange Produktentwicklungszeiten,
•
erhöhte Kosten durch umfangreiche Änderungen und
•
eine verbesserbare Produktqualität infolge mangelnder Absprachen.
Ziel des Simultaneous Engineering ist es, die genannten Probleme durch organisatorische Maßnahmen
sowie den Einsatz von DV-Techniken zu lösen. Wesentliches Element hierbei ist eine systematisch
überlappende Arbeitsweise in den der Produktion vorgelagerten Bereichen wie Entwicklung,
Konstruktion und Fertigungsplanung.
2.2.2
Concurrent Design (CD)
Im englischen Sprachraum ist auch die Bezeichnung Concurrent-Engineering gebräuchlich. Die Society
for Concurrent Product Development definiert Concurrent Engineering wie folgt:
“Concurrent –Engineering ist ein systematischer Ansatz zur integrierten, überlappenden Planung eines
Produktes und der zugehörigen Prozesse. Dieser Ansatz soll die Entwickler von Anfang an dazu anhalten,
sämtliche Phasen des Produktlebenslaufes von der Konzeption bis zur Entsorgung zu berücksichtigen.“
(Society of Concurrent Product Development)
Beim Concurrent Design wird angestrebt, dass die Anforderungen aller an der Produktentwicklung
beteiligten Unternehmensfunktionen frühzeitig in die Konzeption eines Produktes eingebunden
werden. Die Produktionseinrichtungen zur Herstellung des Produktes werden parallel zum
Konstruktionsprozess geplant. Durch die hierbei erwirkte Verlängerung der Konzeptionsphase können
viele Produktänderungen bereits vor einer Konstruktionsfreigabe umgesetzt werden. Das wesentliche
Unterscheidungsmerkmal zwischen Simultaneous Engineering und Concurrent Design ist aber, dass
beim Simultaneous Engineering die Parallelisierung der Prozess-Schritte in der Produktentwicklung im
Vordergrund steht und beim Concurrent Design die Aufgliederung eines Produktes in der Entwicklung
in Teilaufgaben erfolgt, die dann parallel bearbeitet werden. Beim Concurrent Design werden für die
einzelnen Teilaufgaben der Entwicklung Bauräume definiert und Schnittstellen zu den anderen
Teilaufgaben festgelegt. Die Teilaufgabe kann von einem Team geschlossen bearbeitet werden und
später mit den anderen Teillösungen zu einer Gesamtlösung zusammengeführt werden. Umfangreiche
Iterationen des Entwicklungsprozesses können somit vermieden werden und der Kostenaufwand für
nachträgliche Änderungen wird umgangen.
15
Bedeutung des Produktdatenmanagements 2
Abbildung 2-6: Concurrent Design (Schmidt, 1993)
Folge des veränderten Ablaufs ist eine Reduktion der benötigten Iterationen und hierdurch sowie
durch eine Parallelisierung der Abläufe bei der Produktentwicklung und der Produktionsmittelplanung
eine Verkürzung der Gesamtzeit bis zum Produktionsanlauf. Die Produktfreigabe und die
Kostenfestlegung erfolgen zu einem bedeutend späteren Zeitpunkt, so dass geänderte Anforderungen
wesentlich länger ohne erhöhten Kostenaufwand berücksichtigt werden können. Durch die
Zusammenarbeit der einzelnen Abteilungen, insbesondere der Konstruktion und der
Produktionsmittelplanung, entstehen schließlich ausgereiftere und qualitativ hochwertigere Produkte
(Eversheim, Simultaneous Engineering - eine organisatorische Chance, 1989).
2.2.3
Computer Supported Cooperative Work (CSCW)
Mit zunehmender Komplexität neuer Produkte und dem Zwang zu einer Verkürzung der
Produktentwicklungszeit wächst die Notwendigkeit zu einer verstärkten Kooperation bei der
Produktentwicklung. Die Einführung von Telekommunikation verbessert die Produktivität im Hinblick
auf Verkürzung der Durchlaufzeiten, Steigerung der Planungssicherheit und Verbesserung des
Qualitätsmanamgements (Hertel & Konradt, 2007). Im Simultaneous Engineering werden unter
anderem synchrone Datenzugriffe und Konferenzmechanismen benötigt, wie sie mit Computer
Supported Cooperative Work (CSCW) bereitgestellt werden. CSCW wird wie folgt definiert:
"CSCW is a generic term which combines the understanding of the way people work in groups with the
enabling technologies of computer networking, and associated hardware, software, services and
techniques." (Wilson, 1991)
16
16
2 Bedeutung des Produktdatenmanagements
Abbildung 2-7: Das 3K-Modell [KUBE08]
Die meisten CSCW-Systeme sind „K-orientiert“, d. h., dass je nach Intensitätsgrad der Zusammenarbeit
innerhalb einer Gruppe zwischen Kommunikation, Kooperation und Koordination unterschieden
werden kann (Borghoff & Schlichter, 1998). Teufel (Teufel, Sauter, Mühlherr, & Bauknecht, 1995)
klassifiziert demnach CSCW-Systeme gemäß dem Grad ihrer Unterstützung für diese drei
Klassifikationsmerkmale (siehe Abbildung 2-7).
Die Basis für eine rechnergestützte Zusammenarbeit bilden zum einen entsprechende Verbindungen
der teilnehmenden Rechnersysteme bzw. der vernetzten Rechnerumgebungen, zum anderen ist bei
allen Teilnehmern eine organisierte Verwaltung gemeinsam zu nutzender Produktdaten erforderlich.
Kennzeichnend für die CSCW-Werkzeuge ist die Nutzung des Potentials der (weltweit) verteilten
Rechnersysteme, denn es wird die Kommunikation zwischen den Teilnehmern mittels Audio- und
Videotechniken bis hin zur Virtual Reality1 unterstützt.
Bei den CSCW-Anwendungen wird hierbei noch prinzipiell zwischen zwei Typen unterschieden:
•
Aware Applications und
•
Unaware Applications.
Unter Aware Applications versteht man solche Anwendungen, die von vornherein als CSCWAnwendungen bekannt sind; d. h. sie „wissen“, dass sie verteilt genutzt werden. Bei derartigen
Anwendungen können alle Teilnehmer zeitgleich gemeinsam an einer Aufgabe arbeiten (Multi Input
Mode); das jeweilige Eingaberecht wird durch die Anwendung selbst gesteuert. Unaware Applications
„wissen“ hingegen nicht, dass sie von verschiedenen Teilnehmern genutzt werden. In diesem Fall kann
jeweils nur immer ein einziger Benutzer aktiv mit der Anwendung arbeiten, alle anderen Teilnehmer
können zeitgleich diese Aktivitäten lediglich mitverfolgen (Single Input Mode). Das Eingaberecht
sowie die Verteilung der Sichten muss hier durch ein Konferenzsystem gesteuert werden.
1
Virtual Reality: Technik, die durch die Anwendung von Rechnern, Videotechniken und z.B. Datenhandschuh die simulierte und ungehinderte Bewegung in einer real nicht existierenden Umgebung
ermöglicht.
17
Bedeutung des Produktdatenmanagements 2
Im Folgenden werden kurz einige Beispiele für CSCW-Tools samt ihrer wichtigsten Kennzeichen beschrieben:
Distributed Sketch Pad
Hierbei handelt es sich um einen verteilten graphischen Editor, der zur gemeinsamen Bearbeitung von
Bildern in einer Telekonferenz dient.
•
Präsentationen und Diskussionen können in Echtzeit durchgeführt werden.
•
Jeder Teilnehmer sieht sowohl das aktuell geladene Bild als auch die Skizzen bzw.
Anmerkungen aller anderen Partner.
•
Jedem Teilnehmer sind eine „Folie“ auf dem Bildschirm sowie eine eindeutige Zeichenfarbe
zugeordnet.
•
Kennzeichnend ist die Möglichkeit der Erzeugung und
Freihandzeichnungen mit einem Schreibstift (z. B. über Tablett).
Manipulation
von
Telefon-, Text- oder Video-Konferenzen
Dienen dazu, Teilnehmern zu ermöglichen, unabhängig von der Entfernung synchron zu
kommunizieren.
•
Stand alone Systeme: Sie zeichnen sich durch hohe Bildqualität und schnelle
Datenübertragung (dadurch hohe Frameraten - ruckelfrei) aus. Die Nachteile sind hohe
Investitionskosten und es werden i.d.R. gesonderte Räumlichkeiten benötigt. Beispiele sind
Geräte der Firmen: Sony, Polycom und Tandberg.
•
Software Tools: Interaktive Textkommunikation am Bildschirm für Gruppen beliebiger
Größe und gemeinsames Arbeiten an Dokumenten. Integriert sind größtenteils
Videoübertragungen. Der Vorteil ist, dass diese SW-Tools in den Arbeitsplatz integriert sind.
Beispiele sind sämtliche herunterladbare Anwendungen wie Skype, AOL Messenger, MSNMessenger oder Yahoo Messenger.
Distributed 3D-Viewer
•
Der 3D-Viewer dient der Visualisierung von 3D-CAD-Modellen (z. B. über IGES- oder STEPDaten) in einer Telekonferenz.
•
Er dient z. B. Berechnungsingenieuren, Konstrukteuren und Designern als Diskussionshilfe.
•
Änderungen der Betrachtungsparameter (Verschiebung, Rotation, Skalierung, Beleuchtung)
werden simultan an alle Benutzerbildschirme übertragen.
•
Eingabegeräte können neben Maus oder Trackball auch Spaceball oder Dataglove
(Datenhandschuh) sein.
Shared Windows (Microsoft Network)
•
Dient dazu, die Bildschirmausgaben von einzelnen Anwendungen zu allen Teilnehmern
einer Konferenz zu kopieren.
•
Die Eingabemöglichkeit kann zwischen den Teilnehmern umgeschaltet werden.
•
Teilnehmer können synchron arbeiten und können gleichzeitig veränderte Daten
abspeichern.
18
18
2 Bedeutung des Produktdatenmanagements
Multimedia Mail
•
Dient der Zusammenstellung, Übertragung und Ansicht von multimedialen Nachrichten.
•
Diese Form der E-Mail kann neben Text auch Informationen aus dem Audio- oder
Videobereich enthalten.
Trotz
des
geringen
monetären
Aufwands
werden
virtuelle
Meetings
in
einem
unternehmensübergreifenden Umfeld nur selten durchgeführt. Die Ursachen dafür liegen neben den
organisatorischen Restriktionen in den Bereichen Datensicherheit, Ergonomie sowie Integration der
Werkzeuge in die informationstechnischen Infrastrukturen der Unternehmen (Krause, Franke, &
Gausemeier, 2007).
2.3
Produkthaftung und Qualitätssicherung
Alle bisher genannten Gründe für den Einsatz von Produktdatenmanagementsystemen ergeben sich im
Wesentlichen aus den Bedürfnissen der Unternehmen bezüglich möglichen Verbesserungen im
Produktentwicklungsprozess, die eine Verkürzung der Produktentwicklungszeit bzw. eine Reduktion
der anfallenden Kosten zum Ziel haben. Einen anderen wichtigen Grund stellen rechtliche
Gesichtspunkte bezüglich der Produkthaftung bzw. die damit verbundenen Aspekte der
Qualitätssicherung (QS) dar.
Produkthaftung ist ein Sammelbegriff zur Kennzeichnung des Haftungsrechts, das an Mängel eines
Produkts anknüpft und sowohl auf nationaler als auch auf internationaler Ebene durch Normen bzw.
Gesetze festgelegt und definiert ist. Generell wird in Deutschland zwischen der vertraglichen und der
deliktischen Haftung unterschieden (Weule & Cuntze, 1992).
Vertragliche Haftung heißt, dass der Hersteller eines Produkts dem Käufer (Vertragspartner)
gegenüber für Mängel an der gelieferten Ware vertraglich haftet. Diese Art der Haftung bezieht sich
auf Sachschäden, die sowohl verschuldensabhängig als auch verschuldensunabhängig sein können
(Verschulden = Vorsatz oder Fahrlässigkeit des Herstellers).
Deliktische Haftung, d. h. die Haftung gegenüber Nichtvertragspartnern, besagt, dass der Hersteller
dafür zu sorgen hat, dass seine Produkte stets ausreichend sicher sind. Für Schäden, die
verschuldensunabhängig infolge von Mängeln am Produkt an Personen oder überwiegend privat
genutzten Dingen entstehen, haftet der Hersteller.
Seit 1990 wird in Deutschland für Schäden durch fehlerhafte Produkte verschuldensunabhängig
gehaftet. Mit der entsprechenden Gesetzesinitiative wurde die EG-Richtlinie 85/374 bezüglich der
Produkthaftung in deutsches Recht umgesetzt. Das neue Gesetz verschärft die ohnehin schon
vorhandene Produzentenhaftung aus dem BGB § 823.
Auszug aus dem Produkthaftungsgesetz von 1990 (ProdHaftG):
"§1 Abs.1: Wird durch einen Fehler eines Produkts jemand getötet, sein Körper oder seine Gesundheit verletzt oder eine Sache beschädigt, so ist der Hersteller des Produkts verpflichtet, dem Geschädigten den
daraus entstehenden Schaden zu ersetzen. ... Die Ersatzpflicht des Herstellers ist ausgeschlossen, wenn ...
nach den Umständen davon auszugehen ist, dass das Produkt den Fehler, der den Schaden verursacht hat,
noch nicht hatte, als der Hersteller es in den Verkehr brachte, oder ... der Fehler nach dem Stand der
Wissenschaft und Technik zu dem Zeitpunkt ... nicht erkannt werden konnte. ...
19
Bedeutung des Produktdatenmanagements 2
§13 Abs.1: Der Anspruch nach §1 erlischt zehn Jahre nach dem Zeitpunkt, zu dem der Hersteller das
Produkt, das den Schaden verursacht hat, in den Verkehr gebracht hat."
Dieses Gesetz hat zur Folge, dass Hersteller prinzipiell auch ohne eigenes Verschulden für Schäden
haften müssen, die durch etwaige Fehler oder Sicherheitsmängel ihrer Produkte verursacht wurden.
Diese Rechtslage verpflichtet ferner nicht nur alle Hersteller, sondern verstärkt auch die Zulieferer und
den
Handel
dazu,
sämtliche
produktrelevanten
Unterlagen
aus
ihrem
jeweiligen
Verantwortungsbereich über mindestens zehn Jahre hinweg lückenlos und dokumentenecht zu
archivieren. Auch kehrt es die bis dahin gängige Beweispflicht im Schadensfall nun zugunsten des
Verbrauchers und zum Nachteil der Hersteller, Zulieferer und des Handels um.
Auch beim Produkthaftungsgesetz existieren wie bei eigentlich allen Gesetzen Entlastungstatbestände,
die die Haftung des Herstellers ausschließen können. Dies gilt z. B., wenn davon auszugehen ist, dass
das Produkt den Fehler, der den Schaden verursacht hat, noch nicht zu dem Zeitpunkt hatte, als der
Hersteller es in den Verkehr brachte, oder der Fehler zu diesem Zeitpunkt nach dem Stand der Technik
nicht erkannt werden konnte. Dies macht deutlich, dass nur eine gewissenhafte Dokumentation und
Archivierung sämtlicher produktrelevanter Unterlagen eine ungerechtfertigte Schadensersatzhaftung
ausschließen kann. Das größer gewordene Haftungsrisiko zwingt jetzt letztlich alle Unternehmen dazu,
nicht nur ihre bisherige Dokumentations- und Archivierungstechnik neu zu überdenken, sondern auch
ihre bisher verfolgte Qualitätssicherungspolitik zu ändern bzw. zu verschärfen (Samel, 1993).
Als Mittel zur Risikominderung bezüglich der Produkthaftung gewinnen dokumentierte Qualitätssicherungssysteme immer mehr an Bedeutung. Sie stellen die Aufbau- und Ablauforganisation eines Unternehmens für den übergreifenden Funktionsbereich der Qualitätssicherung dar. Die Bedeutung einer
dokumentierten Qualitätssicherung zeigt sich auch darin, dass Vertragsabschlüsse zwischen einzelnen
Unternehmen und Zulieferern vielfach nur noch nach vorheriger Zertifizierung der jeweiligen QSSysteme durch autorisierte Prüfer und Vorlage der unternehmensspezifischen QS-Handbücher
erfolgen.
Internationale Grundlage von QS-Systemen stellen die Normen ISO 9000, 9001 und 9004 dar, die
gleichzeitig als europäische EN-Normen bzw. DIN-Normen Gültigkeit haben (Pfeifer, 2001). Sie
definieren unterschiedliche Modelle, an denen sich Vertragspartner bei der Ausgestaltung von QSSystemen orientieren können:
DIN EN ISO 9000: Qualitätsmanagementsysteme – Grundlagen und Begriffe
Diese Norm dient der Unterstützung bei der Einführung und dem Arbeiten mit Qualitätsmanagementsystemen. Sie beschreibt die Grundlagen der QM-Systeme und definiert Begriffe des
Qualitätsmanagements (DIN EN ISO 9000, 2005).
DIN EN ISO 9001: Qualitätsmanagementsysteme – Anforderungen
Diese Norm legt die Anforderungen an die Gestaltung von QM-Systemen fest und beinhaltet die
wesentlichen Inhalte für die normkonforme Darlegung von QM-Systemen. Diese bildet die Grundlage
für die Zertifizierung (DIN EN ISO 9001, 2008).
ISO 9004: Qualitätsmanagementsyteme – Leitfaden zur Leistungsverbesserung
20
20
2 Bedeutung des Produktdatenmanagements
Diese Norm enthält basierend auf den Grundlagen von DIN EN ISO 9001 einen
Qualitätsmanagementansatz zur nachhaltig erfolgreichen Leitung und Lenkung einer Organisation
(DIN EN ISO 9004).
Aufgrund der Vielfalt der Unternehmen kann es kein 'normiertes' QS-System geben. Die genannten
Normen bieten daher auch keine speziellen Lösungen für bestimmte QS-Systeme an, sondern
definieren lediglich die Anforderungen an das aufzubauende System; sie legen Bereiche fest, für die
ein Vorhandensein von Arbeitsregeln und deren Überwachung sicherzustellen ist. Die Norm ISO 9001
als das umfassendste QS-Modell enthält Vorgaben und Empfehlungen zu folgenden Punkten:
•
Verantwortung der Unternehmensleitung,
•
Allgemeines zum Qualitätssicherungssystem,
•
Vertragsüberprüfung,
•
Lenkung der Produktentwicklung,
•
Lenkung der Dokumente,
•
Beschaffung, Einkauf,
•
Produkte, die dem Lieferanten bereitgestellt werden,
•
Identifikation und Rückverfolgbarkeit von Produkten,
•
Lenkung der Prozesse in Produktion und Montage,
•
Prüfung von Produkten,
•
Anforderungen an Prüfmittel,
•
Kennzeichnung des Prüfstatus,
•
Lenkung fehlerhafter Produkte,
•
Korrekturmaßnahmen bei auftretenden Fehlern,
•
Handhabung, Lagerung, Verpackung, Versand,
•
Qualitätsaufzeichnungen,
•
interne Qualitätsaudits,
•
Schulung von Mitarbeitern,
•
Kundendienst und
•
Statistische Methoden.
Die Bedeutung des Produktdatenmanagements in Verbindung mit qualitätssichernden Maßnahmen ergibt sich im Besonderen aus Abschnitt 4.2 "Dokumentationsanforderungen". In diesem Abschnitt
werden Forderungen spezifiziert, die die Vorgehensweisen bei der Genehmigung und Herausgabe
sowie bei der Änderung bzw. Modifikation von Dokumenten betreffen.
ISO 9001, Absatz 4.2.3 Lenkung von Dokumenten:
"… Ein dokumentiertes Verfahren zur Festlegung der erforderlichen Lenkungsmaßnahmen muss eingeführt
werden, um
a) Dokumente bezüglich ihrer Angemessenheit vor ihrer Herausgabe zu genehmigen,…
21
Bedeutung des Produktdatenmanagements 2
c) sicherzustellen, dass Änderungen und der aktuelle Überarbeitungsstatus von Dokumenten
gekennzeichnet werden,…
g) die unbeabsichtigte Verwendung veralteter Dokumente zu verhindern und diese in geeigneter Weise
zu kennzeichnen, falls sie aus irgendeinem Grund aufbewahrt werden."
Die Schaffung einer Dokumentationsumgebung, mit der diese Anforderungen sowie die nationalen und
internationalen Bestimmungen bezüglich der Produkthaftung erfüllt werden können, stellt eine weitere
wichtige Aufgabe eines Produktdatenmanagementsystems dar.
2.4
Ziele des Produktdatenmanagements
Das Produktdatenmanagement verfolgt drei Ziele:
•
Erhöhung der Produktqualität,
•
Reduzierung der Produktentstehungskosten (bzw. Einhaltung des Kostenrahmens für die
Produktentstehung) und
•
Verringerung der Produktentstehungszeit.
Zur Durchsetzung dieser Ziele trägt das Produktdatenmanagement mit Verbesserungen in folgenden
Teilbereichen bei:
•
Innerbetriebliche Integration,
•
Verwaltung von Produktdaten,
•
Zugriff auf Produktdaten,
•
Sicherung von Produktdaten und
•
Innerbetriebliche Organisation.
Um die genannten Ziele zu erreichen, müssen entsprechende Maßnahmen innerhalb dieser
Teilbereiche ergriffen werden (Scheer, Boczanski, Muth, Schmitz, & Segelbacher, 2006).
2.4.1
Innerbetriebliche Integration
Das übergeordnete Ziel des Produktdatenmangements ist die Integration von DV-technischen Teilbzw. Insellösungen (vgl. Kap.2.1.4). In diesem Zusammenhang muss zwischen drei verschiedenen
Integrationsebenen unterschieden werden:
•
Integration innerhalb von Entwicklung und Konstruktion,
•
Integration innerhalb des betrieblichen Ablaufs und
•
Integration zwischen Hersteller und Zulieferer.
Die Integration innerhalb der Funktionsbereiche Entwicklung und Konstruktion bezieht sich auf die
unterschiedlichen Tätigkeiten während der konstruktiven Phase der Produktentwicklung (Konzeption,
Modellierung, Zeichnungserstellung, Berechnung, Simulation, Dokumentation etc.), die heute
üblicherweise rechnerunterstützt durchgeführt werden. Aufgrund von Datenaustauschproblemen und
Medienbrüchen (d. h. digitale Daten werden in Form von Papierdokumenten ausgegeben und zur
weiteren Verarbeitung wieder eingegeben) zwischen eingesetzten Systemen können diese Tätigkeiten
nicht integriert durchgeführt werden. Die Folge sind erhebliche Effizienzverluste.
22
22
2 Bedeutung des Produktdatenmanagements
Die zweite Integrationsstufe umfasst die Integration derjenigen CAx-Systeme, die entlang der
Prozesskette eingesetzt werden. Hierbei besteht das Ziel darin, die in Entwicklung und Konstruktion
generierten und erfassten Geometrie-, Technologie- oder auch organisatorischen Daten für weitere planende oder herstellende Produktionsphasen systemtechnisch bereitzustellen. Erforderlich hierfür ist
die informationstechnische Verknüpfung aller an der Produktentwicklung beteiligten
Unternehmensfunktionen wie Angebotsbearbeitung, Entwicklung, Konstruktion, Fertigungsplanung,
Montage und auch der Qualitätssicherung. Die damit verbundene Kopplung von CAx-Systemen durch
ein Produktdatenmanagementsystem kann unterschiedliche Integrationsgrade aufweisen, wobei der
erreichbare Grad im Wesentlichen von den verfügbaren Kommunikationsmechanismen auf
Betriebssystemebene und von der Architektur der jeweiligen CAx-Systeme bestimmt wird. Den
einfachsten Fall stellt eine rein administrative Verwaltung von Metadaten2 ohne direkte
Systemverbindungen dar; der höchste Kopplungsgrad erlaubt eine weitgehend automatische und
synchronisierte Übertragung von Daten und Dateien zwischen den CAx-Systemen und dem
eingesetzten Produktdatenmanagementsystem. Konkretes Ziel des Produktdatenmanagements
innerhalb dieser Integrationsstufe ist ein vereinfachter Datenaustausch im Unternehmen. Dadurch wird
eine vollständige Automatisierung des Informationsflusses vom Konzept bis zum fertigen Produkt
angestrebt.
Die dritte Form der Integration stellt diejenige zwischen Hersteller und Zulieferer dar. Hier muss durch
das Informationssystem im Wesentlichen ein verlustfreier Datenaustausch über standardisierte Schnittstellen wie IGES oder STEP garantiert werden. Bei dieser Form der Integration sind aber nicht nur
technologische Aspekte zu berücksichtigen, sondern es sind vielmehr eine Reihe weitgehender Regeln
der Datenverfügbarkeit, der Datensicherheit, der Datenverantwortung, der Speicherung oder der
Dokumentationsform vertraglich zu fixieren.
Alle genannten Formen der Integration können durch die Nutzung eines Produktdatenmanagementsystems zur Datenhaltung und -verteilung wirkungsvoll unterstützt werden. Darüber hinaus wird eine
vollständige Integration durch die Einführung eines für alle beteiligten Systeme einheitlichen
Produktmodells, was eine gemeinsame Nutzung aller Produktdaten ermöglicht, angestrebt.
2.4.2
Verwaltung von Produktdaten
Eine der Grundfunktionen von Produktdatenmanagementsystemen ist das Speichern und Verwalten
von Produkt- und Entwicklungsinformationen. Hierbei kann es sich sowohl um produktspezifische
Informationen handeln (Daten des Produktmodells) als auch um firmenspezifisches Wissen oder
allgemein verfügbare Daten (Entwicklungsinformationen).
Unter die Gruppe der produktspezifischen Informationen fallen Informationen wie:
2
•
3D-CAD-Modelle,
•
2D-Zeichungsdaten,
•
Stücklisten,
Metadaten: Informationen, die den prinzipiellen Aufbau eines Dokumentes und das Schema für die
strukturierte digitale Abbildung seines Inhaltes beschreiben (Art des Dokumentes, Aufbewahrungsort
etc.)
23
Bedeutung des Produktdatenmanagements 2
•
FEM-Modelle,
•
NC-Daten,
•
Analysen,
•
Berechnungsergebnisse,
•
Arbeitspläne,
•
Fertigungshinweise,
•
Technische Dokumente,
•
Varianteninformationen,
•
Angebotstexte und
•
Referenzen auf konventionell erstellte Dokumente.
Firmenwissen umfasst unter anderem folgende Informationen:
•
Wiederholteile,
•
Gestaltungsvorschriften,
•
Maschinen- und Werkzeugdaten,
•
Termin- und Kapazitätsdaten,
•
Kosteninformationen und
•
organisatorische Daten.
Allgemein verfügbare Informationen sind:
•
Norm- und Katalogteile,
•
technologische Daten oder
•
physikalische Daten.
Die Bedeutung der Verwaltungsfunktion resultiert insbesondere aus der stark gestiegenen
Informationsvielfalt, welche unter anderem eine Folge des verstärkten Einsatzes von CAx-Systemen ist.
Viele der produktbezogenen Daten weisen zudem komplexe Beziehungen untereinander auf (z. B.
zwischen Geometriemodellen und Stamm- und Strukturdaten), wobei diese Beziehungen dynamischen
Änderungen unterliegen können. Eine Datenhaltung in übersichtlicher Form, bei der auch
Beziehungen zwischen Objekten berücksichtigt werden, ist daher ein wichtiges Einsatzziel von
technischen Informationssystemen. Dieser Aspekt ist besonders dann von Bedeutung, wenn zusätzlich
eine entwicklungsbegleitende Verwaltung von Varianten- und Entwicklungszuständen gefordert ist.
Zwei weitere Ziele des Produktdatenmanagements im Bereich der Verwaltung von Produkt- und
Entwicklungsinformationen stellen die Vermeidung redundanter Datenhaltung, also der mehrfachen
Speicherung gleicher Daten, sowie die Sicherstellung der Datenkonsistenz dar. Die
Konsistenzsicherung bezieht sich in diesem Zusammenhang zum einen auf die abgeglichene
Datenhaltung der im Unternehmen verteilten Produktdaten und zum anderen auf die Konsistenz aller,
das gleiche Produkt repräsentierenden Darstellungsformen (Geometriemodelle, Zeichnung, Stücklisten
etc.). Das Problem der Konsistenzsicherung tritt insbesondere dann auf, wenn innerhalb desselben
Unternehmens mehrere logisch getrennte Datenbanken zur Datenhaltung verwendet werden.
24
24
2 Bedeutung des Produktdatenmanagements
Alle bisher genannten, durch den Einsatz von Produktdatenmanagementsystemen im Bereich der
Datenverwaltung angestrebten Ziele sollen zusammengenommen die Aktualität der gespeicherten
Informationen sowie deren Eindeutigkeit sicherstellen. Dies ist Grundvoraussetzung für eine effiziente
Weiter- und Wiederverwendung einmal gespeicherter Daten.
2.4.3
Zugriff auf Produktdaten
Neben einer optimierten Verwaltung von Produktdaten kommt den Zugriffsmöglichkeiten auf die
gespeicherten Informationen eine besondere Bedeutung zu. Dies gilt im Besonderen im Hinblick auf
das Ziel einer Reduktion der Variantenvielfalt durch die verstärkte Wiederverwendung standardisierter
Einzelteile und Baugruppen sowie von Norm- und Kaufteilen. Hier sind geeignete
Kommunikationstechniken zur Interaktion mit dem Benutzer mit dem Ziel einer vereinfachten Weiterund Wiederverwendung von gespeicherten Daten notwendig.
Produktdatenmanagementsysteme unterstützen dieses Ziel unter anderem durch leistungsfähige
Anfragesysteme, die es ermöglichen, archivierte Daten zielgerichtet (z. B. nach konstruktiven Kriterien)
zu durchsuchen und entsprechende Geometriemodelle oder Zeichnungen selbst dann noch schnell
wieder zu finden, wenn nur wenige Anhaltspunkte existieren. Klassifizierungen, Sachmerkmalleisten
nach (DIN 4000-1, 1992) sowie effiziente Suchalgorithmen bilden hierfür die Grundlage. Auf diese
Weise wird es den an der Produktentwicklung beteiligten Personen ermöglicht, sich schnell zu
informieren und auf bestehende Lösungen zurückzugreifen.
Ein wichtiges Ziel hinsichtlich des Zugriffs auf Produktdaten besteht in der Sicherstellung der uneingeschränkten Verfügbarkeit aller Informationen, die für die Produktentwicklung von Bedeutung sind, für
entsprechend
autorisiertes
Personal.
Eine
besondere
Bedeutung
von
Produktdatenmanagementsystemen liegt in ihrer Eigenschaft als zentrale Zugriffssysteme auf sämtliche
Produktdaten. Sie kanalisieren die Anfragen auf die zum Produktmodell gehörenden und in vielen
(auch geographisch verteilten) CAx-Systemen abgelegten Informationen und lassen so für den
Benutzer den Eindruck einer einzigen Datenbasis entstehen.
Eine weitere Motivation, die mit dem Einsatz von Produktdatenmanagementsystemen verbunden ist,
ist eine Erleichterung des Zugriffs auf gespeicherte Informationen durch die Bereitstellung einer
geeigneten Benutzeroberfläche. Wichtig ist hierbei die Integration dieser Oberfläche in die
entsprechenden Anwendungen (z. B. CAD-Systeme), so dass der Anwender bei der Suche nach
gespeicherten Informationen nicht gezwungen ist, eine separate Anwendung zu starten oder gar den
Arbeitsplatz zu wechseln. Es muss vielmehr möglich sein, durch Auswahl eines entsprechenden
Menüpunkts des jeweiligen Anwendungsprogramms das Datenverwaltungssystem zu aktivieren,
Informationen zu suchen und in das aufrufende Programm zu übernehmen.
2.4.4
Schutz von Produktdaten
Produktdatenmanagementsysteme bieten einen umfassenden und dabei erleichterten Zugriff auf
Produkt- und Entwicklungsinformationen für viele Anwender. Gleichzeitig dienen sie aber auch dem
Schutz der gespeicherten Informationen.
Der Schutz kritischer Informationen vor Verlust oder Missbrauch wird bei Produktdatenmanagementsystemen durch Zugriffskontrollmechanismen und eine umfassende Privilegienverwaltung
realisiert. Das Zugriffsrecht wird hierbei in Abhängigkeit vom Benutzertyp (Ersteller, Freigabepersonal
etc.), dem Status der Information oder des Dokuments (in Arbeit, in Prüfung, freigegeben, in
25
Bedeutung des Produktdatenmanagements 2
Änderung) sowie der Art des Zugriffs (kein Zugriff, lesen, schreiben, löschen) geregelt. Ebenfalls unter
den Bereich der Informationssicherung fällt die Archivierung von Daten durch das
Produktdatenmanagementsystem selbst bzw. die sinnvolle Unterstützung einer Langzeitarchivierung
im Sinne der Produkthaftungsgesetze. Eine Möglichkeit der Langzeitarchivierung besteht in der
Datenablage in standardisierten Datenformaten wie z. B. STEP. Produktdatenmanagementsysteme
unterstützen diese Vorgehensweise, indem sie beispielsweise ein STEP-konformes internes
Datenmodell benutzen.
Ein weiteres Ziel bezüglich der Sicherung von Informationen stellt die Dokumentation und
Speicherung von Unternehmens-Know-how durch Produktdatenmanagementsysteme dar. Dieses
Know-how kann alle Arten von Problemlösungen (Konstruktionen, Berechnungen etc.) umfassen, die
im Unternehmen erarbeitet wurden und für andere Mitarbeiter oder eine spätere Wiederverwendung
verfügbar bleiben sollen.
2.4.5
Verbesserung der innerbetrieblichen Organisation
Organisatorische Verbesserungen im Unternehmen stellen zum einen die Grundlage für einen
erfolgreichen Einsatz von Produktdatenmanagementsystemen dar, zum anderen sind sie aber auch
dessen Ergebnis. Wichtigstes Ziel ist in diesem Zusammenhang eine optimale Steuerung betrieblicher
Abläufe durch das Produktdatenmanagement. Eine geringere Fehleranfälligkeit sowie eine
beschleunigte Durchführung von Abläufen sollen im Rahmen der Produktentstehung erreicht werden.
Diese Ziele beziehen sich im Besonderen auf die Vorgänge des Prüf-, Freigabe- und Änderungswesens,
die in den meisten Unternehmen mit einem beträchtlichen Aufwand verbunden sind.
Produktdatenmanagementsysteme können hierzu Verbesserungen beitragen, indem sie es ermöglichen,
diese Abläufe DV-technisch festzulegen und Entstehungs- bzw. Änderungsgeschichte von Bauteilen und
Dokumenten detailliert zu protokollieren. Hierdurch und durch die umfassende Dokumentation, die
mit dem Einsatz von Produktdatenmanagementsystemen verbunden ist, kann darüber hinaus eine
erhöhte Transparenz von Unternehmensfunktionen und Entwicklungsvorgängen erreicht werden.
Eine weitgehend automatisierte Informations- und Unterlagenverteilung zur Sicherstellung eines
schnellen und ungehinderten Informationsflusses stellt schließlich eine weitere Motivation für die
Nutzung von Technischen Informationssystemen dar. Dieser Aspekt beinhaltet im Besonderen die
automatische Benachrichtigung solcher Stellen im Unternehmen, die von Zustandsänderungen (z. B.
Freigaben) während der Produktentwicklung unmittelbar betroffen sind.
26
26
2 Bedeutung des Produktdatenmanagements
2.5
Literatur
Borghoff, U., & Schlichter, J. (1998). Rechnergestützte Gruppenarbeit. Berlin: Springer.
DIN 4000-1. (1992). Sachmerkmal-Leisten; Begriffe und Grundsätze.
DIN EN ISO 9000. (2005). Qualitätsmanagementsysteme - Grundlagen und Begriffe (ISO 9000:2005).
DIN EN ISO 9001. (2008). Qualitätsmanagementsysteme - Anforderungen (ISO 9001:2008).
DIN EN ISO 9004. (kein Datum). Leiten und Lenken für den nachhaltigen Erfolg einer Organisation Ein Qualitätsmanagementansatz (ISO 9004:2008).
Eigner, M., Hiller, C., Schindewolf, S., & Schmich. (1991). Engineering Database: Strategische
Komponente in CIM-Konzepten. München: Carl Hanser Verlag.
Eversheim, W. (1989). Simultaneous Engineering - eine organisatorische Chance. In VDI-Berichte Nr.
758 "Simultaneous Engineering". Düsseldorf: VDI-Verlag.
Hertel, G., & Konradt, U. (2007). Telekooperation und virtuelle Teamarbeit. Oldenbourg
Wissenschaftsverlag GmbH.
Krause, F.-L., Franke, H.-J., & Gausemeier, J. (2007). Innovationspotentiale in der Produktentwicklung.
München, Wien: Carl Hanser.
Pfeifer, T. (2001). Qualitätsmanagement - Strategien, Methoden, Techniken. München: Hanser Verlag.
Ruland, Berkel, & Hübel. (1990). Datenhaltung in Entwicklung und Konstruktion. In VDI-Berichte
Nr.861.3 "Datenverarbeitung in der Konstruktion". Düsseldorf: VDI-Verlag.
Samel, U. (1993). Produkthaftungsgesetz und Cad-Archivierung. CAD-CAM Report.
Scheer, A.-W., Boczanski, M., Muth, M., Schmitz, W.-G., & Segelbacher, U. (2006). Prozessorientiertes
Product Lifecycle Management. Berlin Heidelberg New York: Springer.
Schmidt, R. (1993). Concurrent Design - Verkürzung von Entwicklungszeiten. Konstruktion, S. 145151.
Society of Concurrent Product Development. (kein Datum). Abgerufen am 12. 03 2004 von
http://www.scpdnet.org
Teufel, S., Sauter, C., Mühlherr, T., & Bauknecht, K. (1995). Computerunterstützte Gruppenarbeit.
Bonn: Addison-Weseley.
Weule, & Cuntze. (1992). Qualitätssicherung - Skriptum zur Vorlesung. Karlsruhe.
Wilson, P. (1991). Computer supported cooperative work: an introduction. Oxford: Kluwer Academic
Pub.
Kurbel, Becker, Gronau, Sinz, Suhl (2008) Enzeklopädie der Wirtschaftsinformatik,
http://www.enzyklopaedie-der-wirtschaftsinformatik.de, 2008 [Zugriff: 30.03.2011]
27
Methoden des Produktdatenmanagements 3
3
Methoden des Produktdatenmanagements
Mehrfachfreigaben, Mehrfachidentifikation von Bauteilen und Unterlagen, redundante Datenhaltung,
hoher bürokratischer und administrativer Aufwand, aufwendige und zeitintensive Suchvorgänge nach
Norm- und Wiederholteilen und Vieles mehr sind die Schlagworte, die im Zusammenhang mit der
Beschreibung von verbesserungsbedürftigen Organisationsformen im Unternehmen genannt werden.
Dementsprechend sind wesentliche Forderungen für eine Verbesserung der Organisation im
Unternehmen:
•
geringere Fehleranfälligkeit,
•
schnellere Durchführung,
•
erhöhte Transparenz,
•
bessere Informationsbereitstellung und
•
schnellere Informationsverteilung bei der Durchführung von technischen Abläufen.
Das Gesamtsystem Auftragsabwicklung ist nur dann funktionsfähig, wenn die ausführenden Bereiche
(Fertigung und Montage) von den vorbereitenden und planenden Bereichen (Konstruktion und
Arbeitsplanung) sowie dem steuernden Bereich (Arbeitssteuerung) mit ausreichenden Informationen
versorgt werden. Die Aufgabe der planenden Bereiche ist es, die bei der Auftragsabwicklung
anfallenden Tätigkeiten in der Fertigung und Montage unter Berücksichtigung der vorhandenen
Fertigungsmittel inhaltlich und zeitlich festzulegen. Der Informationsaustausch zwischen den Abteilungen geschieht über die so genannten Fertigungsunterlagen, d. h. konventionell über Stücklisten,
Zeichnungen, Arbeitspläne und Prüfvorschriften auf Papierbasis oder über DV-Schnittstellen zwischen
den verschiedenen Systemen.
Die Methoden zur Organisation und Optimierung dieser Vorgänge sind Gegenstand dieses Kapitels.
3.1
Einführung und Begriffsklärung
Die technische Auftragsabwicklung umfasst alle Unternehmensbereiche, die ausgehend von der
Erteilung des Konstruktionsauftrags bis zur Fertigmontage an der Herstellung eines Erzeugnisses
beteiligt sind.
Die in Abbildung 3-1 noch im herkömmlichen Sinne, d. h. ohne Berücksichtigung der zeitlichen
Überschneidungen der einzelnen Phasen der Produktentwicklung durch Simultaneous Engineering,
dargestellte technische Auftragsabwicklung kann in vier Blöcke unterteilt werden: Konstruktion,
Arbeitsvorbereitung, Fertigung und Montage. Insbesondere im Hinblick auf eine durchgängige,
redundanzfreie Nutzung der Daten im Sinne der rechnerintegrierten Produktion ist es notwendig, die
technische Auftragsabwicklung abteilungsübergreifend zu organisieren.
28
28
3 Methoden des Produktdatenmanagements
Abbildung 3-1: Einordnung der technischen Auftragsabwicklung [Eve97]
Diese Organisation der technischen Auftragsabwicklung wird als technische Ablauforganisation
bezeichnet. Teilaspekte der technischen Ablauforganisation sind:
•
Produktstrukturierung,
•
Varianten- und Konfigurationsmanagement,
•
Klassifikation und Benennung,
•
Nummerungssystematik sowie
•
Freigabe- und Änderungswesen.
Den Wesenskern der technischen Ablauforganisation stellt das Ordnen der in der technischen Prozesskette entstehenden Informationen dar. Das Schaffen oder Entstehen von Ordnung wird im
Allgemeinen verstanden als das Bilden oder Entstehen von erkennbaren Strukturen und Regeln, an
denen man sich orientieren kann, und in die neue Sachverhalte sinnvoll eingefügt werden können.
Im Hinblick auf die Unterstützung durch DV bei der Verwaltung der Informationen und hier insbesondere im Hinblick auf die Einführung eines Produktdatenmanagementsystems müssen die Ablauf- und
Organisationsstrukturen, die abgebildet werden sollen, genau untersucht, geprüft und gegebenenfalls
an DV-spezifische Belange im Sinne einer Systematisierung angepasst werden. Erst durch diese
methodische Durchdringung kann der Entwicklungsprozess effektiv rechnergestützt teilautomatisiert
werden [Wien-08].
Wesentliche Systeme und Vorgehensweisen zur Organisation und Ordnung von Daten, die im Rahmen
des Produktenstehungsprozesses anfallen, werden in diesem Kapitel näher erläutert und ihre Relevanz
bezüglich eines Produktdatenmanagementsystems dargestellt. Die in der Produktentwicklung
entstehenden Produktdaten stellen nur einen Teil der gesamten in einem Unternehmen anfallenden
Daten dar. Im Folgenden soll eine Abgrenzung der mit einem Produktdatenmanagementsystem zu
verwaltenden Produktdaten getroffen werden.
Abbildung 3-2 zeigt unternehmensspezifische Daten, die für die Auftragsabwicklung notwendig sind.
Die bezüglich der technischen Ablauforganisation, d. h. der technischen Prozesskette maßgeblichen
29
Methoden des Produktdatenmanagements 3
Daten sind in Abbildung 3-2 grau unterlegt. Die Gesamtheit der Daten wird als Grunddaten
bezeichnet. Dabei Stamm- und Strukturdaten unterschieden:
•
Stammdaten, die selbständig ohne Beziehung zu anderen Daten aussagefähig sind.
Beispiele dafür sind die technologischen Artikelstammdaten, wie Funktion, Form, Werkstoff
usw.
•
Strukturdaten, die Beziehungen zwischen den Ausprägungen von Stammdaten herstellen,
z. B. die Zugehörigkeit eines Einzelteils zu einer Baugruppe oder einem Erzeugnis.
Strukturdaten-Zuordnungsdaten
Stammdaten
• Artikeldaten
• Stücklistendaten
•
•
•
•
•
•
•
•
•
•
•
•
•
•
Kundendaten
Lieferantendaten
Lagerortdaten
Personaldaten
Arbeitsplatzgruppendaten
Betriebskalenderdaten
Kostenstellenrechnung
PDM-relevant
Arbeitsplandaten
Kundenstrukturdaten
Lieferantenstrukturdaten
Kundenkonditionsdaten
Lieferantenkonditionendaten
Strukturspezifische Texte
Zuordnungsspezifische Texte
Abbildung 3-2: Grunddatenverwaltung [EiSt09]
Die für die technische Ablauforganisation wesentliche Gruppe von Daten sind die Artikelstammdaten
(Abbildung 3-3). Die bezüglich der Verwaltung mit einem Produktdatenmanagementsystem relevanten
Datenklassen sind wiederum grau unterlegt.
Identifikationsdaten
• Sachnummer
• Zeichnungsnummer
• Sonstige Unterlagennummer
Ordnungsdaten
• Technische
Klassifikation
• ABC-Klassifikation
• Normierte Bennennung
• Teileart
• Statusdaten
• Funktion
• Norm
• Abmessung
• Werkstoff
• Gewicht
• Physikalische
Eigenschaften
Absatzdaten
Beschaffungsdaten
• Verkaufspreis
• Rabatte
• Bonuskonditionen
• Mindestverkaufsmenge
• Verpackungsmengen
• Einstandspreise
• Wiederbeschaffungsfrist
• Bestellmengengrenzen
Bestandsdaten
• Akkumulierte
Bestände
• Akkumulierte
reservierte Bestände
• Mindestbestand
Konstruktionsdaten
Dispositionsdaten
• Beschaffungsart
• Dispositionsart
• Dispositionsstufe
• Einsatzteileart
Produktionsdaten
• Vorlauffristen
• Durchlauffristen
• Verfahrensvarianten
• Teilefamilienkennung
Bedarfsdaten
• Bedarfsart
• Akkumulierter Bedarf
• Akkumulierter gedeckter
Bedarf
Kalkulationsdaten
• Materialkosten
• Lohnkosten
• Maschinenkosten
• Auftragwiederholkosten
• Lagerkostensatz
PDM-relevant
Abbildung 3-3: Artikelstammdaten [EiSt09]
In diesem Zusammenhang soll noch eine weitere Unterscheidung getroffen werden. Bezüglich der in
einem Produktdatenmanagementsystem zu verwaltenden Objekte kann unterschieden werden in
Artikel und Unterlagen:
•
Artikel stellen alle materiellen Gegenstände dar, die im Rahmen der technischen
Auftragsabwicklung auftreten, so z. B. selbst gefertigte und zugekaufte Einzelteile und
30
30
3 Methoden des Produktdatenmanagements
Baugruppen, das gesamte Erzeugnis, aber auch Betriebsmittel und Hilfsstoffe wie
Maschinen, Werkzeuge und Schmierstoffe.
•
3.2
Unterlagen sind Dokumente, durch die die Artikel beschrieben werden. Maßgebliche
Beispiele sind die technischen Zeichnungen und 3D-Modelle, Stücklisten, Arbeitspläne.
Aber auch Dokumente wie die Anforderungsliste eines Konstruktionsauftrags, Prüfpläne
und Prüfprotokolle eines Bauteils stellen Unterlagen dar, die in einem
Produktdatenmanagementsystem verwaltet werden.
Produktstrukturierung
Unter Produktstrukturierung wird der Prozess der Festlegung der Produktstruktur verstanden. Die
Produktstruktur bildet den Aufbau eines Produktes in Form einer hierarchischen Struktur ab. Der
Begriff „Produkt“ entspricht der Definition des Erzeugnisses in (DIN 199-1, 2002), sodass diese
Begriffe synonym verwendet werden. Man spricht daher auch von der Erzeugnisstruktur oder
Erzeugnisgliederung. Von der Produktstruktur werden Stücklisten abgeleitet, die die
Strukturinformationen auftragsneutral abbilden und damit die Grundlage der weiteren Prozesse im
Produktlebenszyklus bilden.
3.2.1
Produktstruktur
Die Produkte eines Industrieunternehmens entstehen in einem arbeitsteiligen Herstellungsprozess. Dabei werden aus Rohmaterialien und Halbzeugen Eigenfertigungsteile hergestellt, die eventuell unter
Einbeziehung von Zukaufteilen zu Baugruppen und schließlich zum fertigen Produkt montiert werden.
Um in diesem Prozess die Übersichtlichkeit und Eindeutigkeit zu bewahren, ist eine Gliederung des
Erzeugnisses in seine Haupt- und Unterbaugruppen bis hin zu den Einzelteilen erforderlich. Abbildung
3-4 listet die globalen Ziele der Strukturierung der Produktpalette auf.
Ordnung
Ordnung
Reduzierung
Reduzierung
Vereinfachung
Vereinfachung
der
der Produktdaten
Produktdaten durch
durch
der
der Produktdaten
Produktdaten durch
durch
der
der Informationsverarbeitung
Informationsverarbeitung
durch
durch
• Strukturierung der Teile
und Gruppen eines Erzeugnisses
• Vereinfachung der Wiederverwendung vorhandener Unterlagen
• Vermeidung von Umstrukturierungen
• Schaffen der Basis für
einen eindeutigen Zeichnungs- und Stücklistenaufbau
• Schaffen der Voraussetzungen zur Standardisierung und Normung
• Systematisieren der Unterlagen für die DV-unterstützende Verarbeitung
Abbildung 3-4: Zielsetzung der Produktstrukturierung (Eversheim, 1996)
Die globalen Ziele
•
Ordnung der Information,
•
Reduzierung der Informationsmenge und
•
Vereinfachung der Informationsverarbeitung
31
Methoden des Produktdatenmanagements 3
wirken sich auf alle Bereiche des Unternehmens aus. In den einzelnen Unternehmensbereichen werden
mit einer Produktstrukturierung unter anderem die folgenden konkreten Ziele verfolgt:
•
Erleichtern der Angebotskalkulation aufgrund einer einheitlichen Baugruppenabgrenzung,
•
Förderung der Wiederverwendung von Baugruppen in der Konstruktion,
•
Beschleunigung der Materialdisposition für Rohmaterial und Zukaufteile,
•
Verbesserung der Fertigungs- und Montagesteuerung.
3.2.1.1 Methoden der Produktstrukturierung
Produktstrukturen werden in Bäumen abgebildet, die je nach der Gewichtung der globalen und der
bereichsspezifischen Ziele unterschiedlich aufgebaut sind und einen unterschiedlichen
Detaillierungsgrad aufweisen. In Abbildung 3-5 sind exemplarisch eine Dispositions- und eine
Montagesicht eines Erzeugnisses „E1“ dargestellt. Zu erkennen ist, dass die Montagesicht lediglich drei
Strukturstufen umfasst während die Dispositionssicht zusätzlich die Stufe der Materialien und
Halbzeuge für die Produktionsplanung beinhaltet.
Abbildung 3-5: Darstellungsformen einer Produktstruktur (DIN 199-5, 1981)
3.2.1.2 Aufbau einer Produktstruktur
Neben einem unterschiedlichen Detaillierungsgrad muss die Produktstruktur auch nach weiteren
Gesichtspunkten bereichs-/verwendungsspezifisch gegliedert werden.
Konstrukteure sehen eine Produktstruktur unter funktionalen Gesichtspunkten. Dies entstammt der
Arbeitsweise beim Entwerfen, wobei zuerst funktionale Gruppen entstehen. So wird man vom
Konstruktionsablauf her versuchen, möglichst Gruppen zu schaffen, die eine geschlossene Funktion
erfüllen. Für die Konstruktion und speziell auch für den Einsatz von Systemen zur Datenverarbeitung
in der Konstruktion ist eine funktionale Produktstruktur daher von Vorteil. Sie bietet insbesondere die
Möglichkeit, die funktionalen Gruppen für unterschiedliche Aufgabenstellungen wieder zu verwenden.
32
32
3 Methoden des Produktdatenmanagements
Demgegenüber benötigt der Vertrieb verkaufsfähige Verfahrensfunktionen bzw. -produkte. Diese
werden klassifiziert nach Muss-, Mussvarianten- und optionalen Funktionen. Die Montageabteilung
wiederum benötigt zur Planung Informationen bezüglich einzeln montierbarer und prüfbarer
Baugruppen und Baueinheiten.
In der industriellen Praxis haben sich dementsprechend folgende Gruppen als zweckmäßig
herausgebildet (Wiendahl, 2008):
•
Gruppen mit geschlossener Funktion: Gruppen mit geschlossener Funktion erstrecken
sich im Allgemeinen über mehrere, nach anderen Gesichtspunkten definierten Gruppen und
sind dann nicht vormontierbar. Beispiele für solche Gruppen sind das Brems- oder
Schmiersystem eines Fahrzeugs. Gruppen mit geschlossener Funktion werden insbesondere
in der Projektierung, in der Konstruktion und in der Kalkulation angewandt.
•
Vormontagegruppen: Die Vormontagegruppe geht komplett gefügt, geschweißt oder
montiert in die nächst höhere Einheit ein. Alle Verbindungselemente vorgefügter Gruppen
zu anderen Gruppen sind der übergeordneten Gruppe zuzuordnen. Vormontagegruppen
werden in mehreren Aufgabenbereichen benötigt. Zum Beispiel benutzt die Projektierung
Vormontagegruppen beim Zusammenstellen von Angeboten; die Ersatzteilorganisation
führt sie im Kundendienst. Zu den Vormontagegruppen gehören auch Beistell- und
Zukaufgruppen.
•
Fertigungsgruppe mit Zwischenlagerung: Als Zwischenlagerung wird jeder Zustand
bezeichnet, der identifiziert werden muss. Es ist dazu nicht notwendig, die Gruppe
tatsächlich in ein Lager einzulagern. Beispiel für solche Gruppen sind gemeinsam
bearbeitete Teile, die getrennt weiterbearbeitet werden wie z. B. das Ober- und Unterteil
eines Getriebegehäuses oder aber Teilegruppen, die die gleiche Zwischenstufe, aber unterschiedliche Endstufen haben.
•
Ersatzteil-, Verkaufsgruppen und Gruppen loser Teile: Dies sind im Allgemeinen nicht
montierbare bevorratete Teile, die zu einem Zeitpunkt zusammen mit auftragsgebundenen
Teilen zur Baugruppe gefügt werden. Ein Beispiel für diese Gruppenart ist ein Satz
Dichtungen eines Motors. Dichtungen können einzeln gelagert sein, einzeln oder als Satz
verkauft oder bei Wartungen verwendet werden können.
Beim Aufbau einer Produktstruktur sollte es das Ziel sein, unternehmensweit eine einheitliche für alle
Bereiche verbindliche Gliederung zu erstellen.
Für den Aufbau einer einheitlichen Gliederung, insbesondere im Hinblick auf den Einsatz eines
Produktdatenmanagementsystems, ist eine abteilungsübergreifende Festlegung der Kriterien, nach
denen die Gliederungsgruppen zu bilden und gegeneinander abzugrenzen sind, Voraussetzung. Die
Festlegung der Kriterien und die Einteilung der Gliederungsgruppen erfolgt zweckmäßigerweise in
einem Team aus Mitarbeitern der betroffenen Abteilungen.
Im Rahmen der Einführung eines Produktdatenmanagementsystems ist ein maßgebliches Kriterium für
den Aufbau einer Produktstruktur die Möglichkeit der durchgängigen Nutzung aller im Produktentwicklungsprozess entstehenden Daten in allen Abteilungen des Unternehmens. Insbesondere sollen die
in der Konstruktion erzeugten Stücklisten ohne wiederholte Eingabe möglichst automatisch in
Fertigungs- und Montagestücklisten überführt werden. Daraus resultiert die Forderung nach einer
fertigungs- und montagegerechten Produktstruktur.
33
Methoden des Produktdatenmanagements 3
3.2.2
Stücklistenwesen
Informationstechnisch gesehen sind Stücklisten spezielle Darstellungsformen hierarchischer
Strukturen. Dabei sind sie keine graphische Abbildung der Produktstruktur, sondern sie zeigen die
Struktur in Form von Listen. Durchläuft man eine Produktstruktur "von oben nach unten", das heißt
vom Erzeugnis bis zu den Einzelteilen und ihrem Ausgangsmaterial abwärts, entsteht die Stückliste.
Wird umgekehrt gefragt, in welchen Erzeugnissen ein bestimmtes Teil oder eine bestimmte Baugruppe
enthalten ist, entsteht ein Verwendungsnachweis. Somit lassen sich Stücklisten als analytische
Betrachtung und Verwendungsnachweise als synthetische Betrachtungsweise einer Produktstruktur
interpretieren. In Abbildung 3-6 werden daraus unterschiedliche Erscheinungsformen von Stücklisten
und Verwendungsnachweisen abgeleitet.
Strukturdarstellung
Strukturdarstellung
ininListen
Listen
Analytische
AnalytischeBetrachtung
Betrachtung
Woraus
Worausbesteht
bestehtein
einErzeugnis?
Erzeugnis?
Stücklisten
Stücklisteni.e.S.
i.e.S.
Synthetische
SynthetischeBetrachtung
Betrachtung
Worin
Worinist
istein
einTeil
Teilenthalten?
enthalten?
Variantenstücklisten
Variantenstücklisten
Verwendungsnachweise
Verwendungsnachweise
...
MengenMengenstückliste
stückliste
StrukturStrukturstückliste
stückliste
BaukastenBaukastenstückliste
stückliste
MengenverwenMengenverwendungsnachweis
dungsnachweis
StrukturverwenStrukturverwendungsnachweis
dungsnachweis
BaukastenverwenBaukastenverwendungsnachweis
dungsnachweis
Mischform
MischformBaukastenBaukastenStrukturstückliste
Strukturstückliste
Abbildung 3-6: Ableitung der Stücklistenarten (Wiendahl, 2008)
Die einzelnen Stücklisten- und Verwendungsnachweisarten werden im Folgenden näher erläutert.
3.2.2.1 Stücklistenarten
Basis für die Ableitung von Stücklisten bildet die Konstruktionsstückliste (in Abbildung 3-6 als
"Stückliste im engeren Sinn" aufgeführt). Man unterscheidet die Grundformen
•
Mengenstückliste,
•
Strukturstückliste und
•
Baukastenstückliste.
Weitere Arten von Stücklisten, wie insbesondere die Variantenstückliste, werden in Kapitel 3.3
behandelt. Die in Abbildung 3-7 dargestellte Produktstruktur soll als Basis für die Ableitung der
einzelnen Stücklisten dienen. Die Anzahl, mit der die Teile bzw. Baugruppen in die nächst höhere
Baugruppe bzw. das Produkt eingehen, ist in Klammern an dem jeweiligen Ast aufgeführt. Weiterhin
sind zur Verdeutlichung der Ableitung der Baukastenstücklisten die einzelnen Baugruppen
eingegrenzt.
34
34
3 Methoden des Produktdatenmanagements
Abbildung 3-7: Produktstruktur als Basis von Stücklisten
Die in Abbildung 3-8 schematisch dargestellte Mengenübersichtsstückliste führt alle Bestandteile eines
Erzeugnisses E1 im Sinne einer unstrukturierten Aufzählung auf. Es werden sämtliche Elemente des
Erzeugnisses E1 mit ihren Mengen, also sowohl die Baugruppen B1, B2 und B3, als auch die
Einzelteile T, aufgeführt. Die Mengenübersichtsstückliste lässt nicht erkennen, wie viele
Gliederungsebenen bestehen, und welche Teile in welcher Baugruppe enthalten sind. Sie findet
vorzugsweise für relativ einfache Erzeugnisse mit einer oder zwei Gliederungsstufen Anwendung.
Erzeugnis E1
Sach-Nr.
Menge
Einheit.
B1
1
St.
B2
2
St.
B3
1
St.
T1
2
St.
T2
3
St.
T3
6
St.
T4
1
St.
T5
4
St.
T6
8
St.
Abbildung 3-8: Mengenübersichtsstückliste
Die in Abbildung 3-9 dargestellte Strukturstückliste zeigt gegenüber der Mengenübersichtsstückliste
durch das explizite Aufführen der Gliederungsstufe die hierarchische Stellung jedes Elements des
Erzeugnisses in der Produktstruktur. Man erkennt z. B., dass die Baugruppe B1 (1. Stufe) aus der
Baugruppe B3 (2.Stufe) und den Teilen T3 und T2 (3. Stufe) besteht. Der Vergleich mit der
Produktstruktur in Abbildung 3-7 zeigt, dass die Struktur systematisch, beginnend mit dem ersten
Element der ersten Stufe, senkrecht solange durchlaufen wird, bis die niedrigste Stufe in diesem Ast
erreicht ist. Von da an arbeitet sich die Strukturstückliste systematisch weiter zum nächsten noch nicht
erfassten Element. Der Nachteil der Strukturstückliste liegt in der wiederholten Erfassung und
Aufführung ganzer Baugruppen mit ihren sämtlichen Elementen, wenn diese mehrfach auftreten.
35
Methoden des Produktdatenmanagements 3
Erzeugnis E1
Sach-Nr.
Menge
. 1
Stufe
B1
1
Einheit.
St.
. . 2
B3
1
St.
. . . 3
T1
2
St.
. . . 3
T3
3
St.
. . . 3
T4
1
St.
. . 2
T3
1
St.
. . 2
T2
3
St.
. 1
B2
2
St.
. . 2
T3
1
St.
. . 2
T5
2
St.
. . 2
T6
4
St.
Abbildung 3-9: Strukturstückliste
Diesen Nachteil vermeidet die Baukastenstückliste (Abbildung 3-10). Sie zeigt nur die direkt
untergeordneten Elemente mit ihren Mengen. Das bedeutet, dass die untergeordneten Baugruppen
einer Baukastenstückliste für ein Endprodukt wieder in mehrere Stücklisten zerfallen können, wenn
das Endprodukt in mehrere Gruppen strukturiert ist.
Erzeugnis E1
Sach-Nr.
Menge
B1
1
Einheit.
St.
B2
2
St.
Baugruppe B2
Baugruppe B1
Sach-Nr.
Menge
B3
1
T3
1
T2
3
Sach-Nr.
Menge
St.
T3
1
St.
St.
T5
2
St.
St.
T6
4
St.
Einheit.
Einheit.
Baugruppe B3
Sach-Nr.
Menge
T1
2
Einheit.
St.
T3
3
St.
T4
1
St.
Abbildung 3-10: Baukastenstückliste
3.2.2.2 Verwendungsnachweise
„Der Verwendungsnachweis für eine Sachnummer ist ein Verzeichnis, in dem alle nach bestimmten
Gesichtspunkten zusammengefassten Gegenstände aufgeführt sind, in denen diese Sachnummer
enthalten ist oder enthalten sein kann." (DIN 199-5, 1981). Die Formulierung „enthalten sein kann“
schließt dabei auch Erzeugnisse und Baugruppen ein, in denen die untersuchte Sachnummer optional
vorhanden sein kann (vgl. Varianten Kap.3.4). Der Verwendungsnachweis dient in den verschiedenen
Unternehmensbereichen dazu, die Verwendung eines bestimmten Teils oder einer Baugruppe in
unterschiedlichen Baugruppen oder Erzeugnissen zu erkennen. So ist es für die Konstruktionsabteilung
wichtig, im Fall von Änderungen schnell einen lückenlosen Nachweis zu haben, um alle von der
36
36
3 Methoden des Produktdatenmanagements
Änderung betroffenen Erzeugnisse zu identifizieren. Insbesondere bei Änderungen in Folge von
Mängeln sichern Verwendungsnachweise die lückenlose Dokumentation (vgl. Produkthaftung
Kap.2.3). Eine weitere wichtige Anwendung liegt im Beschaffungsbereich, wenn z. B. bei einer
Lieferverzögerung zu entscheiden ist, welche Produkte bzw. Aufträge mit welchen Mengen betroffen
sind, um daraus Prioritäten für eine Verteilung der noch vorhandenen Artikel abzuleiten. Analog zu
den Stücklistengrundformen werden bei den Verwendungsnachweisen drei verschiedene Formen
unterschieden:
Mengenübersichtsverwendungsnachweis,
Strukturverwendungsnachweis und
Baukastenverwendungsnachweis.
Die einzelnen Arten von Verwendungsnachweisen werden am Beispiel des Einzelteils T3 anhand der in
Abbildung 3-11 dargestellten Produktstrukturen der Erzeugnisse E1 und E2 vorgestellt. Das Erzeugnis
E1 entspricht mit seiner Struktur dabei dem Erzeugnis E1, an dem die Ableitung der Stücklisten
beispielhaft vorgestellt wurde. Dabei sind die jeweiligen Pfade des Einzelteils T3 im Stammbaum durch
stärkere Linien gekennzeichnet.
Stammbaum E1
Stammbaum E2
E1
E1
E2
E2
(2)
(1)
B1
B1
(1)
(2)
T1
T1
(3)
T3
T3
B2
B2
(1)
B3
B3
T3
T3
(1)
T4
T4
(1)
(3)
T2
T2
(1)
T3
T3
(2)
T5
T5
(1)
(4)
T6
T6
(2)
T1
T1
(3)
T3
T3
B4
B4
T2
T2
(1)
B3
B3
(2)
(1)
B1
B1
T3
T3
(3)
T2
T2
(1)
T3
T3
(2)
T8
T8
(4)
T9
T9
(1)
T4
T4
Legende:
Erzeugnis
Baugruppe
Einzelteil
( )
Mengenangabe
Abbildung 3-11: Stammbäume verschiedener Erzeugnisvarianten
Wie bei der Mengenübersichtsstückliste (Abbildung 3-8) werden im Mengenübersichtsverwendungsnachweis unstrukturiert alle Elemente aller (im Beispiel der beiden) Erzeugnisse
aufgeführt, in denen das Einzelteil T3 vorkommt, sowie die Anzahl des Auftretens des Einzelteils im
jeweiligen Element. In dem des in Abbildung 3-12 aufgeführten Beispiels beinhaltet die Baugruppe B3
das Einzelteil T3 dreimal. Die Baugruppe B1 beinhaltet das Einzelteil T3 viermal - dreimal über die
Unterbaugruppe B3 und einmal selbst als Einzelteil.
37
Methoden des Produktdatenmanagements 3
Mengenübersichtsverwendungsnachweis
Baukastenverwendungsnachweis
Einzelteil T3
Einzelteil T3
kommt vor in
Sach-Nr.
Menge
B1
4
kommt vor in
Sach-Nr.
Menge
B2
1
B1
1
B3
3
B2
1
B4
1
B3
3
E1
6
B4
1
E2
6
Abbildung 3-12: Mengenübersichts- und Baukastenverwendungsnachweis
Im Baukastenverwendungsnachweis werden demgegenüber nur die im Stammbaum in der nächst
höheren Ebene befindlichen Gruppen angegeben, die das Einzelteil enthalten. In dem in Abbildung
3-12 aufgeführten Beispiel kommt das Einzelteil T3 nur einmal in der Baugruppe B1 vor. Die über die
Unterbaugruppe B3 enthaltenen drei Einzelteile T3 werden nicht mit aufgeführt.
Der in Abbildung 3-13 dargestellte Strukturverwendungsnachweis führt gegenüber dem Mengenübersichtsverwendungsnachweis die Zahl der Gliederungsstufen des verwendeten Teils bis zur
angesprochenen Sachnummer. Dabei können die jeweiligen Baugruppen, die das Teil enthalten, auch
mehrfach angesprochen werden. Bezüglich des Beispiels in Abbildung 3-13 ist zu erkennen, dass auch
die Baugruppe B1 zweimal aufgenommen worden ist: Sie enthält das Einzelteil T3 einmal direkt, d. h.
in der ersten Stufe, und außerdem noch über die Baugruppe B3 dreimal in der zweiten Stufe.
Strukturverwendungsnachweis
Einzelteil T3
Stufen
(*)
kommt vor in
Sach-Nr.
Menge
X
B1
1
X
B2
1
X
B3
3
X
B4
1
X
B1
3
X
E1
3
E1
3
E2
3
E2
3
1
2
3
4
5
X
X
X
(* )
angegeben ist die Anzahl der Stufen
bis zur angesprochenen Sachnummer
Abbildung 3-13: Strukturverwendungsnachweis
3.3
Konfigurations- und Variantenmanagement
Entsprechend den heutigen Marktanforderungen werden viele Produkte nicht nur in einer Variante
angeboten, sondern es wird dem Kunden die Möglichkeit gegeben, das Produkt aus einer großen
Anzahl an Auswahlmöglichkeiten speziell für die eigenen Anforderungen zu konfigurieren.
Sehr gut deutlich wird diese Variantenvielfalt am Beispiel PKW. Der Kunde kann aus einer Vielzahl von
Motor- und Ausstattungsvarianten, Farben und Polsterstoffen auswählen. In Abbildung 3-14 ist als
38
38
3 Methoden des Produktdatenmanagements
Beispiel die Liste der Sonderausstattungen des Opel Corsa dargestellt. Erkennbar wird dabei auch, dass
nicht alle Modelle mit jeder Sonderausstattung geliefert werden.
Abbildung 3-14: Sonderausstattungen des Opel Corsa (www_1)
Noch nicht berücksichtigt sind in dieser Aufzählung Varianten, von denen der Kunde nichts merkt, z.B.
für den Kunden nicht merkbar sind unterschiedliche Teile von verschiedenen Zulieferern. Damit kann
zwischen zwei Arten von Varianten unterschieden werden [EiSt09]:
•
Strukturvarianten: Die Strukturvarianten entstehen dadurch, dass in einer Stückliste
verschiedene Positionen variieren können. Zum Beispiel kann im Baukasten "Antrieb"
entweder ein Motor von Lieferant A, B oder C vorkommen. Um den Sachverhalt eindeutig
zu beschreiben, müssten drei Stücklisten existieren, die sich nur in der Position des
"Motors" unterscheiden.
•
Teilevarianten: Eine Teilevariante bezieht sich auf ein Teil, das in verschiedenen
Ausprägungen erscheinen kann, z. B. ein Armband, das sich nur in der Farbe unterscheidet,
ansonsten vollkommen gleich ist. Das Teil wird eindeutig über die Vergabe je einer
Sachnummer für jede Ausprägung identifiziert. Eine andere Alternative wäre, das
unterscheidende Merkmal, z.B. die Farbe, der Sachnummer hinzuzufügen ( Ergänzung
der Sachnummer um Sachmerkmale).
3.3.1 Der kombinatorische Aspekt von Produktvarianten
Ein einzelnes Produkt kann sich aus mehreren Einzelteilen zusammensetzen. Durch den Austausch nur
eines Einzelteils oder einer Gruppe von Einzelteilen (Baugruppe) entsteht jeweils eine neue
Produktvariante. Da nun gerade bei modernen Produkten eine Vielzahl von Teilen bzw. Baugruppen
39
Methoden des Produktdatenmanagements 3
ausgetauscht werden können, ergibt sich eine große Anzahl von Variationsmöglichkeiten. In den
siebziger Jahren wurde für den VW-Käfer bereits eine Zahl von 10 Billionen möglichen Varianten
ermittelt. Im Vergleich zu den heutigen Ausstattungsmöglichkeiten eines Mittelklassewagens hatte der
Käfer, relativ gesehen, jedoch nur wenige Ausstattungen, so dass die Anzahl möglicher Varianten
gleichsam ins Unvorstellbare wächst. Aufgrund dieser Variantenvielfalt sowohl auf Produkt- als auch
auf Teile- und Baugruppenebene sollen im Folgenden einige Überlegungen hinsichtlich der
kombinatorischen Aspekte angeschlossen werden.
Um die Anzahl der möglichen Varianten eines einstufig strukturierten Produktes zu berechnen, kann
man die folgende Formel anwenden:
n
V hi
i 1
mit
V = Anzahl der Produktvarianten,
n = Anzahl der Komponenten (Merkmale),
i = Index
und
hi = Häufigkeit der Komponente „i“ (Anzahl möglicher
Ausprägungen des Merkmals „i“)
Komponenten können hierbei sowohl Einzelteile als auch Baugruppen sein. Allerdings muss jede Komponente zusätzlich klassifiziert sein in:
Festkomponente (F): Teile oder Baugruppen, die immer in der Struktur vorkommen.
Muss-Variante (V) bzw. one-of-n-Variante: Alternative Teile oder Baugruppen, von denen immer genau eine Alternative gewählt werden muss.
Kann-Variante (O): Optionale Teile oder Baugruppen, die in der Struktur aufgeführt werden
können.
Mengen-Variante (M) bzw. [1...m]-Variante: In Abhängigkeit von bestimmten Parametern kann
sich die Menge eines Teils oder einer Baugruppe in der Struktur ändern.
Wird nun (Formel 1) angewandt, um die Anzahl der Varianten eines einstufigen Erzeugnisses
(Abbildung 3-15) zu ermitteln, so lassen sich die Häufigkeiten für die einzelnen Komponentenklassen
wie folgt festlegen:
Festkomponenten: hf = 1
Muss-Varianten: hv = 2 für one-of-2-Varianten
Kann-Varianten: ho = 2
Mengen-Varianten: hm = 5 für [1...5] Varianten
2
40
40
3 Methoden des Produktdatenmanagements
E
5
V (hi )
i1
O
V hf hv hm hf ho
V 1 251 2
B1
FF
B
VV
one of 2
one of 2
B2
MM
[1….5]
[1….5]
T1
FF
T2
OO
V 20
B3
B4
Abbildung 3-15: Schematische einstufige Variantenstruktur
Bei der Betrachtung mehrstufig aufgebauter Strukturbäume können die Häufigkeiten der
Komponenten nicht explizit angegeben werden. In diesem Fall muss der komplexe Strukturbaum
rekursiv in einstufige Strukturen zerlegt werden, um auf diese Weise die Häufigkeiten der einzelnen
Komponenten bestimmen zu können. Für die Bestimmung der Häufigkeiten der einstufigen
Teilstrukturbäume können die folgenden Regeln aufgestellt werden:
Für Teilbäume, die als Festkomponenten in die Gesamtstruktur eingebettet sind, gilt:
n
h (hi )
i 1
(3-1)
Für Teilbäume, die als optionale Komponenten in der Gesamtstruktur auftreten, beträgt die Häufigkeit:
n
h 1 (hi )
i 1
(3-2)
Für Teilbäume, die als Mengenvarianten in die Gesamtstruktur eingebunden sind, beträgt die
Häufigkeit:
n
h m (hi )
i 1
(3-3)
Für Teilbäume, die als Muss-Varianten der Gesamtstruktur angehören, beträgt die Häufigkeit:
n
h hi
i 1
(3-4)
41
Methoden des Produktdatenmanagements 3
E
B1
FF
B2
T3
FF
T1
MM
B3
FF
[1….5]
[1….5]
FF
T2
OO
B1
VV
B4
FF
B2
T3
FF
MM
B6
T1
MM
B3
[1….3]
[1….3]
one of 2
one of 2
B5
V
E
[1….5]
[1….5]
T2
FF
OO
VV
B4
one of 2
one of 2
B5
B6
5
(h )
V
i
i 1
5
(h )
i
i 1
V h f hB 2 hm h f ho
V h f hB 2 hm h f ho
V 1 2 5 1 2
V 20
V 1 6 5 1 2
V 60
2
2
hB 2 (h j ) h f hv
hB 2 m
hB2 1 2 2
h B 2 3 1 2 6
j 1
(h ) m h
j
f
hv
j 1
Abbildung 3-16: Schematische mehrstufige Variantenstruktur (1)
E
E
B1
FF
B2
T3
FF
OO
B4
MM
T1
[1….5]
[1….5]
FF
T2
VV
OO
B1
FF
B2
T3
FF
5
V
i
i 1
MM
B3
T1
[1….5]
[1….5]
B6
5
(h )
i
i 1
V h f hB 2 hm h f ho
V 1 3 5 1 2
V 30
V 1 3 5 1 2
V 30
2
T2
one of 2
one of 2
V h f hB 2 hm h f ho
hB 2 1
FF
VV
B4
B5
B6
(h )
VV
one of 2
one of 2
one of 2
one of 2
B5
V
B3
(h j ) 1 (h f hv )
j 1
h B 2 1 (1 2) 3
hB 2
2
(h ) h
i
f
hv
i 1
h B2 1 2 3
Abbildung 3-17: Schematische mehrstufige Variantenstruktur (2)
OO
42
42
3 Methoden des Produktdatenmanagements
3.3.2
Variantenstücklisten
In den obigen Ausführungen wird die enorme Komplexität der Variantenstrukturen moderner
Erzeugnisse deutlich. Diese Komplexität ist mit konventioneller Technik, d. h. mit der Abbildung der
Strukturen in Mengenübersichts-, Struktur- und Baukastenstücklisten kaum noch beherrschbar.
Aus diesem Grund sind zur strukturellen Darstellung und zur Verwaltung der unterschiedlichen
Varianten verschiedene Hilfsmittel entwickelt worden:
Gleichteilestücklisten,
Plus-Minus-Stücklisten und
Variantenstücklisten mit Variantenleisten.
Die Definition für eine Variantenstückliste lautet nach (DIN 199-1, 2002):
"Die Variantenstückliste ist eine Zusammenfassung mehrerer Stücklisten auf einem Vordruck, um
verschiedene Gegenstände mit einem in der Regel hohen Anteil identischer Bestandteile gemeinsam
aufführen zu können."
Der Begriff Variantenstückliste wird dabei einerseits als Oberbegriff für die strukturelle Darstellung von
Produktvarianten generell eingesetzt und bezeichnet andererseits auch eine konkrete Art der
Variantenverwaltung. Er soll hier im Weiteren nur für die später erläuterte Art der
Variantenverwaltung verwendet werden.
Verschiedene Möglichkeiten zur strukturellen Darstellung von Produktvarianten sollen im Folgenden
anhand der in Abbildung 3-18 dargestellten Produktstrukturen der Erzeugnisse E1, E2 und E3
vorgestellt werden. Die Struktur des Erzeugnisses E1 entspricht der bei der Ableitung der Stücklisten
und Verwendungsnachweise zugrunde gelegten Struktur. Die Variante E2 unterscheidet sich von der
Variante E1 durch die Verwendung der Baugruppe B4 anstelle der Baugruppe B2 und durch das zusätzliche Einzelteil T2 in der ersten Stufe der Struktur. Die Variante E3 beinhaltet wieder die
Baugruppe B2 und zusätzlich die Einzelteile T2, T10 und T11.
43
Methoden des Produktdatenmanagements 3
Stammbaum E1
Stammbaum E2
E1
E1
E2
E2
(2)
(1)
B1
B1
(1)
(2)
T1
T1
(3)
T3
T3
(3)
(1)
B3
B3
(1)
B2
B2
T3
T3
(1)
T2
T2
T3
T3
(2)
T6
T6
(1)
(2)
T4
T4
T1
T1
(3)
(1)
B3
B3
B4
B4
T2
T2
(1)
(4)
T5
T5
(2)
(1)
B1
B1
T3
T3
(1)
T2
T2
T3
T3
(2)
T8
T8
(4)
T9
T9
(1)
(3)
T3
T3
T4
T4
Stammbaum E3
E3
E3
(1)
(1)
B1
B1
(1)
T2
T2
(1)
B3
B3
T3
T3
(3)
T2
T2
(1)
T3
T3
(2)
(1)
(1)
B2
B2
T10
T10
T11
T11
(2)
T5
T5
Legende:
Erzeugnis
Baugruppe
(4)
T6
T6
Einzelteil
( )
(2)
T1
T1
(3)
T3
T3
Mengenangabe
(1)
T4
T4
Abbildung 3-18: Stammbäume verschiedener Erzeugnisvarianten
Für die Verwaltung der Varianten gibt es zwei grundsätzliche Möglichkeiten:
die Verwaltung der Varianten über jeweils eigene Sachnummern (siehe Kapitel 3.6) und
die Abbildung der gesamten Variantenstruktur auf einen fiktiven Stammdatensatz.
Die Verwaltung von Varianten über jeweils eigene Sachnummern kann auf drei Arten erfolgen:
1) Jede Variante wird im herkömmlichen Sinn als eigenständige Struktur mit den
entsprechenden Stamm- und Strukturdatensätzen geführt. Die Strukturdarstellung erfolgt
über
die
herkömmlichen
Methoden
(Mengenübersichts-,
Strukturund
Baukastenstücklisten). In Abbildung 3-19 sind die Mengenübersichts- und Strukturstückliste
für die Variante E3 dargestellt. Aus oben aufgeführten Gründen stellt diese Möglichkeit eine
unbefriedigende Lösung dar.
44
44
3 Methoden des Produktdatenmanagements
Mengenübersichtsstückliste
Strukturstückliste
Erzeugnis E3
Erzeugnis E3
Sach-Nr.
Menge
. 1
B1
1
St.
. . 2
B3
1
St.
St.
. . . 3
T1
2
St.
2
St.
. . . 3
T3
3
St.
T2
4
St.
. . . 3
T4
1
St.
T3
6
St.
. . 2
T3
1
St.
T4
1
St.
. . 2
T2
3
St.
T5
4
St.
. 1
B2
2
St.
T6
8
St.
. . 2
T3
1
St.
T10
1
St.
. . 2
T5
2
St.
T11
1
St.
. . 2
T6
4
St.
.1
T2
1
St.
.1
T10
1
St.
.1
T11
1
St.
Sach-Nr.
Menge
Einheit.
B1
1
St.
B3
1
St.
B2
2
T1
Stufe
Einheit.
Abbildung 3-19: Beispiele einer Mengenübersichts-/Strukturstückliste
2) Um das mehrfache Aufführen von Baugruppen und Einzelteilen zu reduzieren, können
Gleichteilestücklisten (Abbildung 3-20) eingesetzt werden. Dabei wird für Teile und
Baugruppen, die in alle Varianten eingehen, eine fiktive Gleichteilegruppe mit einem
dazugehörigen Stammdatensatz gebildet. Jede Variante besteht dann aus der
Gleichteilegruppe und zusätzlichen Baugruppen und/oder Einzelteilen. Bezüglich der im
Beispiel verwendeten Erzeugnisse E2 und E3 erkennt man, dass die Baugruppe B1 mit ihrer
Unterbaugruppe B3 und den Einzelteilen T2 und T3 sowie dem Einzelteil T2 in jeder
Variante des Erzeugnistyps E vorkommt. Sie wird als Gleichteilegruppe GT1 definiert. Die in
Abbildung 3-20 dargestellte Gleichteilestückliste entspricht der Baukastenstückliste für die
Gleichteilegruppe GT1, d. h. es werden nur die Baugruppen und Einzelteile aufgeführt, die
in der obersten Stufe der Struktur stehen. Entsprechend beinhaltet die Baukastenstückliste
der Variante E2 die Gleichteilegruppe GT1 und die Baugruppe B4. In der
Baukastenstückliste der Variante E3 werden die Gleichteilegruppe, die Baugruppe B2 und
die Einzelteile T10 und T11 aufgeführt. Erkennbar wird in diesem Zusammenhang das
Problem, eine Variante zu führen, die nicht exakt die Gleichteilegruppe beinhaltet. Die
Variante E1 beinhaltet zwar die Baugruppe B1, nicht aber das Einzelteil T2.
45
Methoden des Produktdatenmanagements 3
Gleichteilestückliste
Baukastenstücklisten
Gleichteilestückliste GT1
Erzeugnistyp E
Erzeugnis E2
Sach-Nr.
Menge
B1
1
T2
1
Sach-Nr.
Menge
St.
GT1
1
St.
St.
B4
2
St.
Einheit.
Einheit.
Erzeugnis E3
Sach-Nr.
Menge
Einheit.
GT1
1
St.
B2
2
St.
T10
1
St.
T11
1
St.
Abbildung 3-20: Beispiel einer Gleichteile-/Baukastenstücklisten
3) Diesen Nachteil vermeidet die dritte Art, die Verwaltung der Varianten mit Hilfe von PlusMinus-Stücklisten. Für den Erzeugnistyp E werden in einer Matrix alle in Frage
kommenden Baugruppen und Einzelteile aufgeführt. Die Zugehörigkeit einer Gruppe oder
eines Teils zur jeweiligen Variante wird in der Plus-Minus-Stückliste mit einem Plus oder
einem Minus und der Anzahl, mit der das Bauteil oder die Gruppe in die jeweilige Variante
eingehen, gekennzeichnet. In Abbildung 3-21 ist die Plus-Minus-Stückliste für die Varianten
des Erzeugnistyps E dargestellt. Die Gleichteile entsprechen den in der Gleichteilegruppe
GT1 geführten Teilen. Das dort geschilderte Problem der Verwaltung der Variante E1 wird
in der Plus-Minus-Stückliste gelöst, indem durch das Aufführen von (-1) in Spalte E1, Zeile
T2 kenntlich gemacht wird, dass die Variante E1 das Gleichteil T2 nicht enthält.
Erzeugnistyp E
Gleichteile
B1
E1
E3
1
2
B2
B4
T2
E2
2
2
1
-1
T10
1
T11
1
Abbildung 3-21: Beispiel einer Plus-Minus-Stückliste
Gegenüber der Verwaltung der Varianten über jeweils eigene Sachnummern ist die Verwaltung über
einen fiktiven Stammdatensatz gekennzeichnet durch [EiSt09]:
die Abbildung mehrerer Variantenausprägungen unter einer Sachnummer, deren Eindeutigkeit
durch Kombination mit der Auftragsnummer,
mehrstufige Varianten,
optionale Festlegung von Auswahlkriterien ( z.B. Sachmerkmale),
46
46
3 Methoden des Produktdatenmanagements
optionale Festlegung von Auswahllogiken ( z.B. Entscheidungstabellen) und
die Stücklisten konkreter Variantenausprägungen werden i. d. R. manuell, halbautomatisch
oder vollautomatisch abgeleitet ( generative Lösungen)
Bei der Festlegung der Variantenstruktur erfolgt eine Unterscheidung in:
Kopfelement (K), das den fiktiven Stammsatz für die Mengen aller Varianten eines
Produktbaukastens darstellt,
Festkomponenten (F), d. h. Teile und Baugruppen, die immer in der Struktur vorkommen,
Muss-Varianten (V), d. h. alternative Teile und Baugruppen, von denen immer eine Alternative
gewählt werden muss,
Options-Varianten (O), d. h. so genannte Optionsteile oder Optionsbaugruppen, die in der
Struktur aufgeführt werden können und
Mengenvarianten, d. h. in Abhängigkeit von bestimmten Parametern kann sich auch die Menge
eines Teils oder einer Baugruppe in der Struktur ändern.
Bei dieser Form der Verwaltung von Varianten werden alle variablen Strukturen unter einer fiktiven
Sachnummer in einem als Kopfelement bezeichneten Element abgelegt. Die verschiedenen Baugruppen
oder Teile, die als Alternativpositionen dienen, werden in einer Variantenleiste aufgeführt. Neben der
Sachnummer der jeweiligen Baugruppe bzw. des Bauteils können in der Variantenleiste beliebige
weitere Attribute aufgeführt werden, die zur Unterstützung einer Auswahlentscheidung dienen
können. Stücklistenpositionen, die auf eine Variantenleiste verweisen, werden Variantenplatzhalter
genannt.
Variantenstückliste
Varianten-Struktur
Variantenstückliste
Erzeugnistyp E
Teil
Kenner
Menge
B1
F
B
V
T2
O
1
T10
O
1
T11
O
1
E
Kopfelement
K
1
B1
FF
B2
B
VV
T2
B4
O
O
O
T10 O
O
T11 O
VV
Variantenleiste B
Sach-Nr.
Menge
B2
2
B4
2
Antrib. 1
Antrib. 1
K
Kopfelement einer
Variantenstruktur
VV
Mussvariante
FF
Festkomponente
O
O
Optionales Teil
Variantenplatzhalter
Abbildung 3-22: Variantenstückliste mit Variantenleiste
In Abbildung 3-22 ist das bisher verwendete Beispiel in Form einer Variantenstückliste dargestellt. Die
Baugruppe B1 stellt eine Festkomponente dar, die Bestandteil in allen Varianten ist. Für die
Mussvarianten B2 und B4 ist in der Variantenstückliste der Variantenplatzhalter B aufgeführt. Er weist
auf die Variantenleiste B, in der die Baugruppen aufgeführt sind. Die Einzelteile T2, T10 und T11
stellen Kann-Varianten dar. Besonders deutlich wird an der Darstellung in Abbildung 3-22 der geringe
Umfang zur vollständigen Verwaltung aller drei Varianten des Erzeugnistyps E gegenüber der
47
Methoden des Produktdatenmanagements 3
herkömmlichen Variantenverwaltung, aber auch gegenüber einer Verwaltung mit Gleichteile- oder
Plus-Minus-Stücklisten.
Soll nun eine bestimmte Variante des Erzeugnistyps E hergestellt werden, wird für diesen speziellen
Auftrag temporär eine entsprechende Stückliste generiert. Dabei wird die Sachnummer, die die
Variante eindeutig identifizieren soll, um eine auftragsspezifische Nummer oder um einen Index
erweitert. Möglichkeiten dafür sind:
die Variantennummer,
die Auftragsnummer oder
ein Sachmerkmal bzw. eine Kombination von Sachmerkmalen (siehe Kapitel 3.5.3).
In Abbildung 3-23 ist, wiederum am Beispiel des Erzeugnistyps E, die Ableitung einer
auftragsspezifischen Stückliste für die Variantenausprägung 3 dargestellt. Hier wird der in diesem
Beispiel als Sachnummer des Kopfelements geführte Buchstabe "E" um die Variantennummer "3" zur
auftragspezifischen Sachnummer "E3" ergänzt und identifiziert damit eindeutig die angesprochene
Variante.
Variantenausprägung E3
Struktur
Variante E3
E3
Teil
K
Menge
B1
1
B4
2
T2
1
B1
B1
B4
B4
T2
O
O
Abbildung 3-23: Erzeugung einer Variantenausprägung
3.4
Methoden der Benennung
Bei neu entwickelten Bauteilen, Baugruppen und Erzeugnissen entsteht das Problem einer sinnvollen
Bezeichnung oder Benennung der neuen Einheiten. Während komplette Erzeugnisse bzw. Produkte
oftmals unter Gesichtspunkten des Marketings benannt werden, sollte die Benennung von Bauteilen
unter technischen und organisatorischen Gesichtspunkten systematisch erfolgen.
Folgender Zusammenhang soll zum Verständnis von Methoden zur Benennung vermittelt werden: Zwischen Gegenständen und Benennungen gibt es keinen unmittelbaren Bezug.
Dieser Bezug wird vielmehr über Begriffe vermittelt. Verdeutlicht wird dies in folgenden Definitionen
nach (DIN 2330, 1993) und (DIN 2331, 1980):
Begriff:
Denkeinheit, die aus einer Menge von Gegenständen unter
Ermittlung
der
diesen
Gegenständen
gemeinsamen
Eigenschaften mittels Abstraktion gebildet wird.
Benennung:
Aus einem Wort oder mehreren Wörtern bestehende Bezeichnung. Anmerkung: Begriffe werden sprachlich durch Benennungen und Definitionen repräsentiert.
48
48
3 Methoden des Produktdatenmanagements
Definition:
Begriffsbestimmung mit sprachlichen Mitteln.
Einwortbenennung:
Eine aus einem Wort bestehende Benennung.
Mehrwortbenennung:
Eine Benennung, die aus mindestens zwei durch Leerstellen getrennten Wörtern besteht.
Begriffssystem:
Ein Begriffssystem ist eine Menge von Begriffen, zwischen denen
Beziehungen bestehen oder hergestellt worden sind und die ein
zusammenhängendes Ganzes darstellen.
In Abbildung 3-24 sind die Zusammenhänge zwischen Gegenstand, Begriff, Definition und Benennung
dargestellt. Gedankliche Zusammenfassungen von Gegenständen werden nach (DIN 2330, 1993)
Begriffe genannt. Begriffe können allgemein sein, also eine große Gruppe von Gegenständen
gedanklich zusammenfassen (z. B. der Begriff "Lager"), sie können aber auch konkret sein (z. B.
Netzschalter 220 ... 240 V) und dadurch sehr wenig Teile gedanklich zusammenfassen. Dabei können
die allgemeinen und konkreten Begriffe miteinander in Beziehung stehen (z. B. Oberbegriff,
Unterbegriff). Auf diese Weise entsteht ein "Begriffssystem". Ein Begriffssystem ist die Grundlage zum
Erstellen eines Thesaurus (siehe Kapitel 3.5.5).
Die abstrakte, gedankliche Zusammenfassung von Gegenständen, d. h. also die Begriffe, wird
sprachlich repräsentiert durch eine Definition des Begriffs und seiner Benennung. Beim Definieren
wird ein Begriff mit Hilfe des Bezugs zu anderen Begriffen festgelegt und beschrieben und damit
gegenüber anderen Begriffen abgegrenzt. Die Definition bildet die Grundlage für die Zuordnung einer
Benennung zu einem Begriff. Beim Benennen wird einem Begriff mit Hilfe eines oder mehrerer Wörter
eine Bezeichnung zugeordnet. Im praktischen Sprachgebrauch werden Begriffe i. a. durch ihre
Benennung ausgetauscht, also durch sie "repräsentiert".
Folgende Aspekte stellen Möglichkeiten für die Zuordnung von Begriffen zu Erzeugnissen dar:
Funktionaler Aspekt:
z. B. Axiallager/Radiallager
Technologischer Aspekt:
z. B. Wälzlager/Gleitlager
Physikalischer Aspekt:
z. B. Hydrostatisches Lager/Aerostatisches Lager
Gestaltaspekt:
z. B. Kugellager/Zylinderrollenlager/Nadellager;
einreihig/zweireihig
49
Methoden des Produktdatenmanagements 3
Repräsentationsebene
Definition
Benennung
Begriffsebene
Begriff
Gegenstandsebene
Gegenstand
1
Gegenstand
2
Gegenstand
3
Abbildung 3-24: Zusammenhänge zwischen Benennung/Definition/Begriff/Gegenstand (DIN
2330, 1993)
Die auf diese Art den Teilen und Erzeugnissen zugeordnete Begriffe werden durch die Zuordnung von
Benennungen bezeichnet. Dabei sollen Benennungen für Begriffe möglichst unter Verwendung vorhandenen Wortmaterials gebildet werden durch (DIN 2330, 1993):
Kombination vorhandenen Wortmaterials:
Bilden von Einwortbenennungen (z. B. Zylinderrollenlager),
Bilden von Mehrwortbenennungen (z. B. einreihiges Rillenkugellager),
Bilden von Kurzformen (Mofa = Fahrrad mit Hilfsmotor),
Übernahme einer Benennung eines Begriffs in einer Sprache als Benennung in einer anderen
Sprache (z. B. Airbag) und
Übernahme einer Benennung eines Begriffs in einem Fachgebiet für einen Begriff aus einem
anderen Fachgebiet in derselben Sprache (z. B. Maus => Übernahme der Benennung des Tiers
für das ähnlich aussehende Eingabegerät für Computer).
Insbesondere dem Bilden von Benennungen durch Kombination vorhandenen Wortmaterials kommt in
der Praxis große Bedeutung zu. Ein- oder Mehrwortbenennungen gelten als besonders treffend, wenn
alle oder wenigstens einige Merkmale des benannten Begriffs in der Benennung erkennbar sind, so
dass aus der Kombination der verwendeten bedeutungstragenden Bestandteile der benannte Begriff
entsprechend seiner Definition deutlich wird.
3.5
Klassifizierungssysteme
Aufgabe eines Klassifizierungssystems ist es, Sachen und Sachverhalte nach bestimmten Gesichtspunkten zu ordnen und damit das Zusammenführen von gleichen und/oder ähnlichen Sachen zu
ermöglichen. Ein Klassifizierungssystem beschreibt dabei die Gegenstände produktneutral auf der Basis
von Eigenschaftswerten. Die Aufgabe dieser Struktur besteht darin, die Gegenstände ohne den Kontext
eines bestimmten Auftrags (verwendungsneutral) im Sinne von Musterlösungen bereitzustellen.
Klassifizierung bietet damit eine notwendige Voraussetzung zur Wiederverwendung oder im weitesten
Sinn zur Nutzung von Wiederholteileffekten. Die Klassifizierung wird dabei solange verfeinert, bis
jeweils nur noch überschaubare Gruppen von Sachen unter bestimmten Oberbegriffen
zusammengefasst sind.
50
50
3 Methoden des Produktdatenmanagements
auf
Nummernbasis
Klassifizierungssysteme
Sachmerkmalleiste
Clusteranalyse
Thesaurus
(alphanum. Retrieval)
Fourieranalyse
Abbildung 3-25: Prinzipien der Werkstückklassifizierung
In Abbildung 3-25 sind die verschiedenen Prinzipien zur Klassifizierung von Werkstücken aufgeführt.
Sie werden im Folgenden besprochen.
3.5.1
Aufbau von Klassifizierungssystemen
Zur Auswertung eines Erzeugnis- oder Teilespektrums sind je nach Aufgabenstellung unterschiedliche
Merkmale zu klassifizieren. Auch hier stehen für den Bereich der Entwicklung und Konstruktion
konstruktive Merkmale wie Funktion, Formelemente, Abmessungen und Werkstoff im Vordergrund,
während
für
die
Fertigung
eher
die
zur
Herstellung
erforderlichen
Verfahren,
Zerspanungseigenschaften, Maß- und Formtoleranzen, Oberflächengüten usw. bekannt sein müssen.
In Abbildung 3-26 sind die Aufgabenkomplexe und allgemeine Grundsätze zum Aufbau von
Klassifizierungssystemen aufgeführt, auf die im Folgenden näher eingegangen wird.
Allgemeiner Systemaufbau
In die Entscheidung über das in die Klassifizierung einzubeziehende Sachspektrum müssen sowohl
wirtschaftliche als auch organisatorische Überlegungen einfließen. Um eine wirtschaftliche Lösung zu
erhalten, müssen Aufwand und Nutzen für jeden Sachbereich getrennt untersucht werden. Von der
organisatorischen Seite her sollte angestrebt werden, zumindest in quasi geschlossenen
Organisationskreisen (z. B. Betriebsmittelbereich) alle Sachgruppen (z. B. Maschinen, Vorrichtungen,
Werkzeuge, Messmittel) in einer einheitlichen Klassifizierung zu erfassen. Das Problem der zu
treffenden Gliederungsstruktur entspricht dem bei der Produktstrukturierung angesprochenen
Problemkreis der sinnvollen Abgrenzung von Gruppen. Nicht zuletzt gehört zum Aufgabenkomplex
"allgemeiner Systemaufbau" die Festlegung der maximalen Stellenzahl. Im Hinblick auf
Übersichtlichkeit, Handhabung, Fehlermöglichkeit usw. ist generell eine möglichst kurze
Klassifizierungsnummer anzustreben. Auf der anderen Seite muss aber auch eine ausreichende
Differenzierung des Sachspektrums gewährleistet sein, die mit einer höheren Stellenzahl immer größer
wird.
51
Methoden des Produktdatenmanagements 3
Aufgabenkomplexe
Allgemeine Grundsätze
Allgemeiner
Systemaufbau
- geeignetes Sachspektrum festlegen
- zweckmäßigste Gliederungsstruktur
anstreben
- wirtschaftliche Stellenzahl festlegen
Merkmalauswahl
-Schlüsselaussage an Problemstellung anpassen
-Informationsumfang sinnvoll beschränken
-langfristig gültige Merkmale wählen
Merkmalanordnung
-zweckmäßige Gruppenbildung
gewährleisten
-gute Auswertbarkeit gewährleisten
Merkmalabgrenzung
-unkomplizierte Abgrenzung
ermöglichen
-Toleranzbreite
gewährleisten
-Merkmale eindeutig definieren
Abbildung 3-26: Grundlagen der Klassifikation [Eve97]
Merkmalauswahl
Wesentliche Bedeutung kommt der Auswahl von Merkmalen zu, mit denen das Sachspektrum
beschrieben werden soll. Die Merkmale müssen entsprechend der Problemstellung gewählt werden,
d. h. wenn eine Klassifizierung nach funktionalen Gesichtspunkten erfolgt, müssen Merkmale gewählt
werden, die die Funktionalität der jeweiligen Gruppe beschreiben. Die sinnvolle Beschränkung des
Informationsumfangs bedeutet, die Klassifizierung nicht zu fein zu wählen, so dass - überspitzt - nur
noch ein Bauteil in einer Klasse ist. Sie geht einher mit der Forderung nach einer wirtschaftlichen
Stellenanzahl. Die gewählten Merkmale müssen langfristig gültig sein, da ein einmal eingeführtes
Klassifizierungssystem nur mit hohem Aufwand wieder geändert werden kann.
Merkmalanordnung und Merkmalabgrenzung
Die Anordnung und Abgrenzung der Merkmale sollte so erfolgen, dass zweckmäßige Gruppen
entstehen bzw. die durch die Produktstrukturierung gebildeten Gruppen durch die Merkmale sinnvoll
beschrieben werden. Dabei müssen die Merkmale innerhalb einer Gruppe hinreichend homogen sein,
um eine Abgrenzung gegenüber anderen Gruppen zu gewährleisten, andererseits aber auch innerhalb
der Gruppe die einzelnen Elemente ausreichend differenzieren.
3.5.2
Klassifizierungssysteme auf Nummernbasis
Eine Möglichkeit zur Klassifizierung von Objekten stellen Klassifizierungschlüssel, d. h. Klassifizierungssysteme auf Nummernbasis, dar. Beim Aufbau eines Klassifizierungsschlüssels müssen einige Forderungen beachtet werden, wie z. B.:
Ausschließlichkeit der Gruppenzuordnung in einer Klassifizierungsnummer,
52
52
3 Methoden des Produktdatenmanagements
Anpassungsfähigkeit des Systems, das bedeutet eine ausreichende Ausbaufähigkeit des
zugrunde gelegten Begriffssystems,
Systematik und Übersichtlichkeit, Verwendung sinnvoller, sprechender (memotechnischer)
Schlüssel und
konstante Stellenzahl und Gliederung.
Die Klassifikation muss so erfolgen, dass eine Zuordnung von Objekten zu den Gruppen eindeutig
möglich ist. Diese Zuordnung wird durch eine sehr feine Klassenbildung erschwert. Die Feinheit der
Gliederung muss sich an den Erfordernissen der Gruppenzugehörigkeit und an der Produktstruktur
ausrichten. Eindeutigkeit bedeutet in diesem Zusammenhang auch, dass jeder Außenstehende nach
einer Einarbeitungszeit zu derselben Zuordnung kommt wie der Sachbearbeiter.
In Abbildung 3-27 wird das Klassifizieren auf Nummernbasis am Beispiel eines Systems zur
Klassifizierung von Maschinenbau-Einzelteilen nach OPITZ verdeutlicht. Das System baut auf einer
Formbeschreibung der Teile auf, ist produktunabhängig, jedoch nur für Bauteile des Maschinenbaus
geeignet und beschränkt sich auf mechanisch bearbeitete Teile. Das System setzt sich aus zwei Teilen
zusammen: Dem Formenschlüssel und dem Ergänzungsschlüssel. Diese Trennung wurde gewählt, um
die Formbeschreibung auf jeden Fall überbetrieblich und damit allgemein verwendbar zu gestalten.
Der Formenschlüssel ist fünfstellig aufgebaut. Bei seiner Erstellung wurde auf einen systematischen
Aufbau geachtet, durch den die Übersicht und Merkbarkeit und damit die Handhabung bedeutend
erleichtert werden. In der ersten Stelle wird mit der Teileklasse die Grobform der Werkstücke
charakterisiert, in der zweiten bei Rotationsteilen der Klassen Null bis Zwei die Außenform mit ihren
Formelementen, bei allen anderen die Hauptform der Teile. Die dritte Stelle beschreibt die Innenform
mit ihren Formelementen bzw. die Form und Lage der Hauptbohrungen, die vierte Stelle die
Flächenbearbeitung und die fünfte die Hilfsbohrungen, die Verzahnung und die Umformbearbeitung.
Die Merkmalsausprägungen sind in Abbildung 3-27 nur für die erste Stelle aufgeführt. Auf eine
Darstellung der Merkmalsausprägungen der Stellen Zwei bis Fünf wurde zugunsten der
Übersichtlichkeit verzichtet.
FORMENSCHLÜSSEL
1. Stelle
Teile-Klasse
L/D < 0,5
1
0,5 < L/D < 3
4
m. Abweichung
L/D < 2
m. Abweichung
L/D > 2
6
A/B < 3
A/C > 4
9
Nichtrotationsteile
spezifisch
8
Außenform
Formelemente
außen
Innenform
Formelemente
innen
4. Stelle
Flächenbearbeitung
Flächenbearbeitung
5. Stelle
1. 2. 3. 4.
Hilfsbohrungen
St. St. St. St.
Verzahnung,Umformung
Hilfsbohrungen
Verzahnung
L/D > 3
5
7
3. Stelle
Rotationsflächenbearbeitung
A/B > 3
A/B < 3
A/C < 4
Hauptform
Rot.Bearbeitung
Formelemente
innen + außen
Flächenbearbeitung
Hilfsbohrungen
Umformung
Verzahnung
Hauptbohrung
Flächenbearbeitung
Hilfsbohrungen
Umformung
Verzahnung
Werkstoff
Ausgangsform
Genauigkeit
3
2. Stelle
Hauptform
Abmessungen
2
Rotationsteile
0
ERGÄNZUNGSSCHLÜSSEL
Hauptform
Hauptform
Hauptform
spezifisch
Abbildung 3-27: Aufbau des OPITZ - Klassifizierungssystems (Wiendahl, 2008)
53
Methoden des Produktdatenmanagements 3
Im Ergänzungsschlüssel können weitere evtl. betriebsspezifische Merkmale beschrieben werden. Die im
Beispiel gewählten Merkmale sind: Die Abmessungen des Bauteils, der Werkstoff, die Form des
Rohteils und die Genauigkeit des Bauteils.
90
30
90
80
40
15
M 24
15
15
144
180
1 2 1 3 2
FORMENSCHLÜSSEL:
TEILEKLASSE:
Rotationsteil 0,5 < L/D < 3
AUSSENFORM, FORMELEMENTE AUSSEN:
einseitig steigend Gewinde
INNENFORM, FORMELEMENTE INNEN:
glatt oder einseitig steigend
FLÄCHENBEARBEITUNG:
Nut und/oder Schlitz außen
HILFSBOHRUNG UND VERZAHNUNG:
ohne Verzahnung Hilfsbohrung
axial mit Teilung
Abbildung 3-28: Klassifizierung eines Drehteils nach dem OPITZ-System (Wiendahl, 2008)
An dem in Abbildung 3-28 dargestellten Drehteil soll das Klassifizierungssystem nach OPITZ
beispielhaft angewendet werden:
Das betrachtete Teil ist ein Rotationsteil mit dem Verhältnis von Länge zu Durchmesser im Bereich
zwischen 0,5 und 3 und wird damit in die Teileklasse 1 eingeordnet. Bezüglich der in der zweiten
Stelle beschriebenen Außenform bzw. den Formelementen hat das Drehteil die Merkmalsausprägung
"einseitig steigende Außenform mit dem Formelement Gewinde". Diese Merkmalsausprägung wird
durch die Ziffer Zwei klassifiziert. Die Einordnung des Drehteils bezüglich der weiteren Merkmale
erfolgt entsprechend.
3.5.3
Gruppentechnik/Sachmerkmalleisten
Die Sachmerkmalleiste (SML) ist ein Verschlüsselungsprinzip zur direkten Umsetzung von
charakteristischen Merkmalen bzw. Daten in eine von Suchalgorithmen verarbeitbare Form. Das
System der Sachmerkmalleisten basiert darauf, dass Teile in Gruppen größtmöglicher Ähnlichkeit
zusammengefasst und die Eigenschaften der so geordneten Teile im Allgemeinen unverschlüsselt als
(Sach-)Merkmale tabellarisch erfasst werden.
Folgende Anwendungsbegriffe sind in (DIN 4000-1, 1992) definiert:
Merkmal:
Ein Merkmal ist eine bestimmte Eigenschaft, die zum Beschreiben und
Unterscheiden von Gegenständen einer Gegenstandsgruppe dient.
54
54
3 Methoden des Produktdatenmanagements
Sachmerkmal:
Ein Sachmerkmal ist ein Merkmal, das Gegenstände unabhängig vom
Umfeld (z. B. Herkunft, Verwendung) beschreibt. Eine Änderung der
Ausprägung dieses Merkmals ergibt einen anderen Gegenstand.
Merkmalkennung:
Eine Merkmalkennung ist eine Anzahl von Zeichen, die einem Merkmal
eindeutig zugeordnet ist.
Merkmalausprägung:
Eine Merkmalausprägung ist
a) ein Zahlenwert mit Einheit oder
b) eine attributive Angabe.
Sachmerkmalleiste:
Eine Sachmerkmalleiste ist die Zusammenstellung und Anordnung von
Sach- und Relationsmerkmalen einer Gegenstandsgruppe.
Merkmalverzeichnis:
Ein Merkmalverzeichnis ist eine geordnete Auflistung von Merkmalausprägungen einer Gegenstandsgruppe, geordnet entsprechend der
zugehörigen Sachmerkmalleiste.
Gegenstandsgruppe:
Eine Gegenstandsgruppe ist eine bestimmte Gruppe artverwandter
Gegenstände.
Der Aufbau einer Sachmerkmalleiste ist in Abbildung 3-29 dargestellt, wobei die einzelnen Felder
folgende Bedeutung haben:
(1)
Feld für die Benennung der Sachmerkmalleiste,
(2)
Feld für die Benennung der Gegenstandsgruppe,
(3)
Feld für die Nummer des Teils einer Sachmerkmalleiste,
(4)
Feld für die Merkmalkennung,
(5)
Feld für die zugeordneten Merkmalbenennungen und
(6)
Feld für die zugehörigen Einheiten,
(7)
Felder für die Datensätze.
Zur Veranschaulichung werden oftmals zusätzlich charakteristische Merkmale in einer Skizze definiert
und dem Benutzer veranschaulicht (vgl. Abbildung 3-30). Dabei sind Zylinderschrauben und
Flachkopfschrauben mit Schlitz beispielhaft in einer Sachmerkmalleiste aufgeführt, wobei aus
Platzgründen nicht alle Merkmale aufgeführt sind. Die Merkmalkennungen A, B und C mit ihren
Merkmalbenennungen Gewinde (A), Länge (B) und Schaftlänge (C) sind in den Bildern zur
Sachmerkmalleiste kenntlich gemacht.
Deutlich wird in diesem Beispiel auch, dass sich die Gegenstände einer Sachmerkmalleiste nicht nur
hinsichtlich ihrer Größe unterscheiden können, sondern auch bezüglich anderer Merkmale, wie hier
der Kopfform oder der Schaftart.
55
Methoden des Produktdatenmanagements 3
3
1 von n
1
Sachmerkmal-Leiste DIN 4000 - ... - ...
2
für ...............
Merkmalkennung
4
Merkmalbenennung
5
6
Einheit
7
1
Feld für die Bezeichnung der Sachmerkmal-Leiste
2
Feld für die Benennung der Gegenstandsgruppe
3
Feld für die Nummer des Teils einer Sachmerkmal-Leiste
4
Feld für die Merkmalkennung
5
Feld für die zugeordneten Merkmalbenennungen
6
Feld für die zugehörigen Einheiten
7
Feld für die Datensätze
Abbildung 3-29: Aufbau einer Sachmerkmalleiste (DIN 4000-1, 1992)
Durch die in Abbildung 3-30 dargestellte Sachmerkmalleiste am Beispiel der Zylinderschrauben soll
nicht der Eindruck entstehen, dass nur Normteile sinnvoll über Sachmerkmalleisten verwaltet werden
können. Durch die freie Wählbarkeit der Sachmerkmale können alle Arten von Sachen mit diesem
System verwaltet werden, also insbesondere auch nicht genormte unternehmensspezifische
Wiederholteile in der Konstruktion wie Flansche, Rippen, Grundplatten u. ä.
Insgesamt stellen die Sachmerkmalleisten ein modernes dynamisches Instrument der
Wiederholteilsuche dar. Durch sukzessive Festlegung von Merkmalen kann die Menge der in Frage
kommenden Objekte gezielt eingegrenzt werden, und auch ein Rückwärtsschreiten bei zu eng
gefassten Merkmalen stellt nur ein geringes datentechnisches Problem dar.
56
56
3 Methoden des Produktdatenmanagements
Sachmerkmal-Leiste DIN 4000 - 2 - 2
Zylinder- und Flachkopfschrauben mit Schlitz
A
E
Sach-Nr.
D
C
B
F
Kurzbezeichnung
A
Sachmerkmal-Leiste DIN 4000- 2 - 2 - B 1
B
C
D
Bild- Gewinde Länge Schaftlänge
Nr.
--
--
--
--
mm
mm
656.316.851
M4x10 DIN 933
3
M4
10
-
656.316.852
M4x15 DIN 933
3
M4
15
-
...
...
...
...
...
...
656.373.004
M8x50 DIN 84
2
M8
50
30
E
D
A
A
C
F
B
F
Sachmerkmal-Leiste DIN 4000- 2 - 2 - B 2
B
Sachmerkmal-Leiste DIN 4000- 2 - 2 - B 3
Kennbuchstabe für Bild
Bildkennung
Abbildung 3-30: Beispiel Sachmerkmalleiste
3.5.4
Verfahren der Clusteranalyse
Das Verfahren der Clusteranalyse besteht darin, eine Werkstückmenge in eine optimale Anzahl von
Gruppen ähnlicher Werkstücke einzuteilen. Ziel dieses Verfahrens ist es, die Gruppen derart zu
gestalten, dass alle Werkstücke innerhalb einer Gruppe möglichst ähnlich sind, die Gruppen
untereinander jedoch so unähnlich wie möglich. Zu diesem Zweck werden Merkmale gewählt, durch
die alle Objekte der betrachteten Menge zu beschreiben sind. Jedes Objekt muss bei der
Verschlüsselung durch alle Merkmale beschrieben werden.
Anschaulich funktioniert das Verfahren der Clusteranalyse dergestalt, dass die Merkmalsausprägungen
auf den Achsen eines mehrdimensionalen Raums aufgetragen werden. Die in diesem Raum
entstehenden Punkte versteht man als Objektabbildungen. Die Ähnlichkeit der Objekte kann als
Abstand der Punkte, d. h. der Objektabbildungen in dem aus den Merkmalen aufgespannten ndimensionalen Raum definiert werden. Wesentlich ist dabei, dass alle Merkmale eines Objekts
gleichzeitig zur Distanz- oder Ähnlichkeitsbestimmung betrachtet werden.
In Abbildung 3-31 wird das Verfahren der Clusteranalyse am Beispiel der Klassifizierung eines Teils
anhand von zwei Merkmalen schematisch dargestellt. Die zehn Drehteile werden jeweils durch ihre
Länge L und ihren Durchmesser D beschrieben, d. h. die Merkmale "Durchmesser " und "Länge" bilden
die Achsen des hier zweidimensionalen Merkmalraums. Die Ausprägungen der Merkmale, d. h. die
Zahlenwerte der einzelnen Bauteile für Länge und Durchmesser stellen die Skalierung der Achsen dar.
Die Clusteranalyse der zehn Drehteile bringt dabei drei Teilegruppen in einem bestimmten Verhältnis
von Länge zu Durchmesser hervor.
57
Methoden des Produktdatenmanagements 3
Graphische Darstellung
Werkstückdaten
L
D
[mm] [mm]
1
2
10
20
3
20
10
4
40
10
5
45
20
6
50
10
7
20
35
8
10
40
9
10
20
10
45
50
50
6
40
4
5
10
20
Länge L
Nr.
30
20
3
10
1
2
9
7
8
10
0
0
10
40
20 30
Durchmesser D
50 mm
Gruppen der Clusteranalyse:
(1, 2, 3)
(4, 5, 6)
(7, 8, 9, 10)
Abbildung 3-31: Beispiel Clusteranalyse (Wiendahl, 2008)
3.5.5
Thesauri
Voraussetzung für die Anwendung der Clusteranalyse ist, wie bei Sachmerkmalleisten, eine
Vorgruppierung des gesamten Produktspektrums in Klassen von Objekten, die über die gleichen
Merkmale so signifikant wie möglich beschrieben werden können.
Dafür sind die weiter vorne vorgestellten Klassifizierungsschlüssel zwar prinzipiell geeignet, stellen jedoch ein aufwendiges, unflexibles Werkzeug dar. Eine andere Möglichkeit, eine Grobgruppierung von
Objekten vorzunehmen bzw. Gruppen mit den gesuchten Merkmalen auszuwählen, stellt das Prinzip
des Thesaurus (vgl. Abbildung 3-32) dar.
Der Thesaurus ist eine Zusammenstellung von Begriffen und ihren Bezeichnungen, die im Dokumentationsgebiet zum Speichern und Wiederauffinden dienen. Er ist ein Begriffssystem, in dem eine Schlagwortliste mit der Darstellung hierarchischer und anderer Beziehungen zwischen Begriffen wie Synonymen u. ä. gekoppelt wird. Ein Thesaurus deckt meist ein Fachgebiet bzw. einen selbständigen Teil
eines solchen systematisch und möglichst umfassend ab. Auf diese Weise kann eine terminologische
Kontrolle ausgeübt werden.
Wie bei der expliziten Verschlüsselung eines Klassifizierungssystems, soll auch der Thesaurus bei den
Retrievalfunktionen eines Informationssystems die Eingrenzung des gesuchten Objekts über die
gewählten charakteristischen Merkmale ermöglichen.
58
58
3 Methoden des Produktdatenmanagements
A, B, C ...
... X, Y, Z
F
Fahrzeug
...
Aerostat
Luftfahrzeug
...
Luftfahrzeug schwerer
als Luft
Militärluftfahrzeug
Luftschiff
Flugzeug
Hubschrauber
Abbildung 3-32: Beispiel eines Thesaurus (DIN 1463-2, 1993)
Eine generelle Schwierigkeit beim Einsatz von Thesauri besteht darin, die Ausdrucksvielfalt der
Autoren zu erfassen. Beim speziellen Einsatz eines Thesaurus zum Aufbau eines
Wiederholteilsuchsystems reduziert sich dieses Problem in hohem Maße.
Bezeichnungen und Angaben in technischen Zeichnungen bzw. in der rechnerinternen Darstellung sind
weitgehend genormt, so dass eine Objektbeschreibung ausschließlich mit Begriffen aus einem
bestehenden Thesaurus durchgeführt werden kann. Dies garantiert bei der Suche eine vollständige
Erfassung aller bzgl. einer Anfrage relevanten Objekte. Das Prinzip des Thesaurus bietet insbesondere
den Vorteil der direkten “Lesbarkeit” der Merkmale, d. h. eine komplizierte Übersetzung in numerische
Schlüssel entfällt.
3.5.6
Klassifizierung impliziter Geometrieinformationen mit Konzepten des
Information Retrieval
Liegt eine Geometrie-Repräsentationsform ohne parametrische Beschreibung der Kurven bzw. Flächen
vor, wie beispielsweise in Bildern, technischen Handskizzen oder 3D Punktewolken, ist oft die
inhaltliche Erschließung von impliziten geometrischen Informationen durch Klassifikation von
Interesse. Verfahren dazu stellt die analytische Mathematik bereit, die in Verbindung mit Konzepten
des Information Retrieval3 die Klassifikation ermöglicht.
Im Allgemeinen basieren Modelle des Information Retrieval wie z. B. nach (Kuhlen, 1995), auf einer
Zweiteilung in Informationsaufbereitung, im Sinne von Inhaltserschließung, Modellierung oder
Wissensrepräsentation und in das eigentliche Retrieval, in Form von Suche, Navigation oder
Klassifizierung. Diese zwei Bereiche unterscheiden sich dann bei den einzelnen Modellen in den
Methoden und Verfahren, die dabei verwendet werden.
An dieser Stelle soll zur Veranschaulichung das in Abbildung 3-33 dargestellte vereinfachte Modell und
nachfolgenden Erläuterungen ausreichen. Aus der Geometrie werden in einem ersten Schritt mit
3
Information Retrieval (IR) (Informationswiedergewinnung, gelegentlich Informationsbeschaffung) ist
ein Fachgebiet, das sich mit computergestützten inhaltsorientierten Suche beschäftigt
59
Methoden des Produktdatenmanagements 3
Methoden der Signalanalyse Merkmale ermittelt, die anschließend, in einem zweiten Schritt, über
Klassifikationsverfahren, klassifiziert werden.
Abbildung 3-33: Klassifikation impliziter geometrischer Informationen
Extraktion der Merkmale
Zur Extraktion der Merkmale (Abbildung 3-33: erster Schritt) stehen mehrere Verfahren bereit, die
zum Teil, speziell für 3D Geometrien, noch Gegenstand der Forschung sind. Gemeinhin wird die
Gewinnung von charakterisierenden Merkmalen in der Informatik als Merkmalsextraktion bezeichnet.
Ein einfaches Merkmal ist beispielsweise der mittlere Grauwert eines Pixels und seiner Nachbarn. Fasst
man alle Merkmale zu einem Vektor zusammen, dann spricht man von einem Merkmalsvektor.
Exemplarisch sind hier zur Merkmalsextraktion die Waveletdekompositon und die Fourieranalyse
genannt. Beide verfolgen einen holistischen4 Ansatz, bei dem die komplette Geometrie mit deren
Konturen betrachtet wird.
Bei der Ermittlung der Merkmale ist eine wichtige Voraussetzung die Invarianz gegenüber einer
bestimmten oder mehreren Abbildungen5 zu gewährleisten. Ist die Vorgabe einer affinen Abbildung im
Zusammenhang mit einzuordnenden Geometrien gegeben, so müssen die Transformationen
Translation, Rotation, Skalierung, Spiegelung und Scherung untersucht werden (auf eine formale
Beschreibung wird hier verzichtet). Oft setzt dies eine Vorverarbeitung der Ausgangsrepräsentation
und die Definition bestimmter Randbedingungen heraus, wie z. B. die Vorgabe der Startkoordinate für
die zu untersuchende Geometrie oder Kontur.
Bei der Fourieranalyse (die schon seit längerem in verschiedenen Disziplinen im Einsatz ist) wird das
Signal6 durch die Basisfunktion der Fourierreihe, d. h. von Sinus- und Kosinusfunktionen approximiert.
Die Fouriertransformation
4
Holistisch bedeutet ganzheitliche Betrachtung und ist eine Bezeichnung aus dem Holismus; in dem
Phänomene immer aus einem ganzheitlichen Prinzip abgeleitet werden
5
Sind die Merkmale invariant gegenüber einer Abbildung, so bedeutet dies, dass eine Einordnung
zwischen beliebigen Konturen nicht durch die Abbildung auf eine der Konturen beeinflusst wird.
6
Im beschrieben Fall stellt das Signal z. B. die Punkte einer Geometrie dar
60
60
3 Methoden des Produktdatenmanagements
F ( )
f (t ) e jt dt
(3-5)
wird allgemein als das Integral des Signals f(t) über der Zeit t, multipliziert mit dem komplexen
Potential beschrieben. Als Ergebnis erhält man die Fourierkoeffizienten F(ω). Abbildung 3-34 soll den
Zusammenhang (3–5) anhand der Transformation eines eindimensionalen Signals graphisch
verdeutlichen. Das Eingangssignal f(t) wird durch eine Überlagerung und Addition von
Sinusfunktionen unterschiedlicher Frequenzen beschrieben.
Abbildung 3-34: Fouriertransformation eines Eindimensionalen Signals
In der Rechnerimplementierung werden für diskrete Signale, wie sie in Bildern, technischen
Handskizzen oder 3D Punktewolken vorkommen, die diskrete Form der Fourieranalyse verwendet. Die
diskrete Fourierreihe besitzt über die diskrete Fouriertransformation (DFT) ihre Bildungsvorschrift. Die
Koeffizienten (Fourierdeskriptorten) der DFS werden mit den Methoden der DFT gewonnen und haben
folgende Darstellung (auf die Herleitung, vgl. (Schrüpfer, 1990) od. (Enden, 1990), wird hier
verzichtet):
1 N 1
X ( n) x ( k ) e
N n 0
k n
j 2
N
mit k Z , x(k ) C
(3-6)
X(n) bezeichnet jeweils die n-te Sprektrallinie, mit 0<=n<=N-1. Das erhaltene Spektrum ist also
diskret, d. h. ein Linienspektrum und zugleich, nach den Gesetzen der Fouriertransformation, ist das
Spektrum periodisch. Das Einganssignal x(k) mit
{x(k )} {( x0 j y0 ), ( x1 j y1 ),..., ( x N 1 j y N 1 )}
(3-7)
sowie X(n) können komplexwertig sein. Eine Komplexe Betrachtung der DFT erlaubt es, nur eine DFT
für die beiden Koordinatenrichtungen zu betrachten (ein Teil der Koordinatenrichtung stellt den
Imaginärteil der Folge dar).
Wird als Beispiel die Abbildung einer einfachen, ebenen, geschlossenen Kontur gefordert, kann diese
auf eine komplexwertige Ortsfunktion mit dem zugehörigen normierten Fourieramplitudenspektrum
transformiert werden (Abbildung 3-35).
61
Methoden des Produktdatenmanagements 3
Fourier-Amplitudenspektrum
x (l) *)
Ortsfunktion ~
Im
1
0,8
l = 41
0,6
0,4
0,2
0
16,5
l=9
14
für | k | < 25
l
Aufpunkt:
x(l=0) = x(l=L)
l
k
Re
-25
-5
0 5
25
Im
l
Re
9
14 16
l=0
41
52
l=L
l
~
~
~
*) x ( l ) = Re ( x ) + j Im ( x ) = komplexwertige Ortsfunktion der Kontur
Abbildung 3-35: Fourieranalyse, nach Geiger
Ähnlich der Fouriertransformation ist die Wavelettransformation definiert. Die continuous wavelet
transform (CWT) wird als das Integral des Eingangssignals f(t) über der Zeit t, multipliziert mit den
skalierten und verschobenen Wavelet Funktionen ψ beschrieben.
C ( scale, position)
f (t ) (scale, position, t )dt
(3-8)
Als Ergebnis erhält man die Waveletkoeffizienten C, die eine Funktion der Skalierung und Position der
Wavelets sind. Im Unterschied zur Fouriertransformation werden also nicht die örtlich unbegrenzten
Sinus- und Kosinusfunktionen zur Analyse verwendet. Als Basisfunktionen dienen die endlichen
Funktionen mit Elementen der Wavelet- Funktionenfamilie. Abbildung 3-36 verdeutlicht den
Zusammenhang (3–8) am Beispiel der Wavelettransformation eines eindimensionalen Signals mit dem
Daubechies Wavelet (Daubechies, 1992):
Abbildung 3-36: Wavelettransformation eines Eindimensionalen Signals
Die diskrete Form der Wavelet-Transformation (DWT) wird mit einem Basiswavelet (mother wavelet)
durch Skalierung mittels eines Faktors m und eines Verschiebungsfaktors n abgeleitet (in folgender
Gleichung wurde zur Beschreibung der Waveletfunktionen die diskreten Parameter für orthonomale
Wavelet-Basen der schnellen WT berücksichtigt).
62
62
3 Methoden des Produktdatenmanagements
m ,n ( x) 2
m
2
( 2 m x n)
(3-9)
Die Realisierung der Wavelettransformation für die praktische Signalcodierung erfolgt in Form einer
Teilband-Codierung, bei der das Signal in mehreren Transformationen nacheinander verschiedene
Hoch- und Tiefpassfilter durchläuft. Diesen Filterungsvorgang bezeichnet man schnelle
Wavelettransformation (FWT).
Klassifikation in Information Retrival (IR) - Modellen
Wie bereits angedeutet, findet die eigentliche Klassifikation in der Aufbereitung der Merkmale durch
die Anwendung von IR-Modellen statt (Abbildung 3-33: zweiter Schritt). Zwei der wichtigsten sind das
Vektorraummodell und das Dokumenten-Clustering.
Das Vektorraummodell (VRM) ist eine der bekanntesten Methoden aus der IR-Forschung. Im VRM
werden Dokumente, bzw. in diesem Fall die mit obigen Methoden ermittelten Merkmale, als Punkte in
einem Vektorraum aufgefasst, der durch die Terme der Merkmale aufgespannt wird. Beim Retrieval
wird dann nach solchen Dokumenten gesucht, deren Vektoren ähnlich nach einem zu klassifizierenden
Fragevektor sind.
Der zugrunde liegende Vektorraum wird als orthonormal angenommen, d. h.
alle Term-Vektoren sind orthogonal (und damit auch linear unabhängig), und
alle Term-Vektoren sind normiert.
Diese Vorgaben sind durch die Verfahren der Merkmalsextraktion zu erfüllen (vgl. oben: diskrete Form
der Wavelet-Transformation).
Ausgangspunkt für das Dokumenten-Clustering ist die so genannte „Cluster-Hypothese“: Man kann
zeigen, dass die Ähnlichkeit der relevanten Dokumente untereinander und der irrelevanten Dokumente
untereinander größer ist als die zwischen anderen (zufälligen) Teilmengen der Dokumentenkollektion.
Diese Hypothese wurde auch experimentell in (Rijsbergen & Sparck Jones, 1973) nachgewiesen.
Beim Dokumenten-Clustering wird versucht, den Aufbau der Kollektion zu berechnen. Dabei geht man
prinzipiell wie folgt vor:
1. Festlegung eines Ähnlichkeitsmaßes (z. B. Skalarprodukt) .
2. Berechnung der Ähnlichkeitsmatrix für alle möglichen Dokumentenpaare.
3. Berechnung der Cluster.
Zur Berechnung der Cluster aus der Ähnlichkeitsmatrix gibt es eine ganze Reihe von ClusterAlgorithmen auf die hier allerdings nicht näher eingegangen wird.
3.6
Nummerungssysteme
Die in den vorangegangenen Kapiteln dargestellten verschiedenen Ordnungssysteme finden sich im betrieblichen Alltag im Allgemeinen in abgekürzter, verschlüsselter Form als Nummern wieder. Solche
Kurzbezeichnungen wurden schon lange vor dem Einsatz von DV-Systemen zur eindeutigen Beschreibung von Objekten in der betrieblichen Praxis eingesetzt. Derartige Bezeichnungen treten als eine
Folge von Ziffern, Buchstaben und Sonderzeichen auf. Bildet man sie nach einer bestimmten
Systematik, so liegt ein Nummernsystem vor. Synonym werden auch die Begriffe
Nummerungsschlüssel, Schlüssel, Code und Codesystem verwendet.
63
Methoden des Produktdatenmanagements 3
Dabei wird unter Verschlüsselung oder Codierung im Allgemeinen die Reduktion aller von einem
Objekt verfügbaren Informationen auf die charakteristischen Merkmale und Daten bzw. deren
Speicherung und Verarbeitbarkeit auf Rechnern verstanden. Die Benummerung von Objekten oder
Sachverhalten hat sich mit dem Einzug der elektronischen Datenverarbeitung in zunehmendem Maße
als notwendig erwiesen, weil eine rein verbale Beschreibung für die Datenverarbeitung sinnvoll nicht
erfassbar ist. Insbesondere in Industriebetrieben machen der Komplexitätsgrad der Fertigung und die
Vielgestaltigkeit der Objekte eine verbale Beschreibung der Teile schlechthin unmöglich. Folgende
Begriffe bezüglich der Nummerung sind in (DIN 6763, 1985) festgelegt:
Identifizieren:
Identifizieren ist das eindeutige und unverwechselbare Erkennen
eines Gegenstands anhand von Merkmalen (Identifizierungsmerkmalen) mit der für den jeweiligen Zweck festgelegten Genauigkeit.
Das eindeutige und unverwechselbare Bezeichnen eines
Nummerungsobjekts ist das Benummern mit einer Identnummer.
Identnummer:
Die Identnummer ist eine Nummer, die einem Nummerungsobjekt
so zugeordnet ist, dass zu einem Nummerungsobjekt nur eine
Identnummer und zu einer Identnummer nur ein Nummerungsobjekt gehört.
Klassifikationsnummer:
Eine Klassifikationsnummer ist eine Nummer, die ausschließlich aus
Klassenkennungen besteht.
Nummer:
Eine Nummer ist eine nach bestimmten Regeln gebildete Folge von
Zeichen, die zum Bestimmen von Gegenständen dient.
Nummernsystem:
Ein Nummernsystem ist die Gesamtheit der für einen Bereich
festgelegten Gesetzmäßigkeiten für das Bilden von Nummern.
Nummerungsobjekt:
Ein Nummerungsobjekt ist ein Gegenstand oder eine Gruppe von
Gegenständen, der eine Nummer zugeordnet werden soll oder zugeordnet worden ist.
Sachnummer:
Die Sachnummer ist die Identnummer für eine Sache.
Verschlüsseln:
Verschlüsseln ist das bestimmten Regeln entsprechende Umsetzen
von Informationen in Zeichenfolgen derart, dass die Wiedergewinnung dieser Informationen nur bei Kenntnis dieser Regeln
möglich ist.
Zählnummer:
Die Zählnummer ist eine durch lückenloses Zählen gebildete
Nummer.
Die Nummerung oder Verschlüsselung kann verschiedenen Aufgaben dienen.
64
64
3 Methoden des Produktdatenmanagements
Identifikation
Identifizierend ist eine Nummer, die innerhalb ihres Bereichs einmalig und somit auch absolut
eindeutig ist. Die Identifizierung legt somit ein Element eindeutig und unverwechselbar fest. Ein
Element kann in diesem Zusammenhang sowohl ein Artikel als auch eine Unterlage sein, also z. B. ein
Bauteil, eine Zeichnung, ein Arbeitsplan, ein CAD-Modell o.ä.
Abbildung 3-37: Arten von Nummern (Bernhard & Bernhard, 1990)
Klassifikation
Eine Nummer zur Klassifizierung kennzeichnet Eigenschaften bzw. Merkmale einer Sache oder eines
Sachverhalts in verschlüsselter Form. Klassifizierung bedeutet also die Bildung von Gruppen/Klassen
gleicher oder ähnlicher Elemente (Unterlagen, Teile, Baugruppen etc.). Die Klassifizierung von
Objekten auf Nummernbasis ist bereits in Kapitel 3.5.2 ausführlich behandelt worden. Das in
Abbildung 3-37 als Beispiel für eine Klassifizierungsnummer dargestellte Drehteil entspricht dem
Beispiel in Abbildung 3-28.
Information
Unter der Informationsfunktion einer Nummer versteht man eine Aussage aufgrund unverschlüsselter
Merkmale. Informationsnummern geben ohne Verwendung eines Schlüsselverzeichnisses unmittelbar
Auskunft über Eigenschaften des verschlüsselten Elements. Beispiele für Informationsnummern sind
die DIN-Bezeichnungen für Werkstoffe (z.B. X3CrNiMo17) und Papierformate (z. B. DIN A4).
Kontrolle
Eine Nummer hat eine Kontrollfunktion, wenn durch diese Nummer die Erkennung einer richtigen Person, Sache oder eines Sachverhalts gewährleistet werden soll. Eine zusätzliche Kontrollnummer zu
einer Ident- oder Klassifizierungsnummer ist nur dort sinnvoll, wo wegen einer möglichen
Verwechslungsgefahr auf die Auswahl der richtigen Nummer besonders große Bedeutung gelegt wird.
In dem in Abbildung 3-49 aufgeführten Beispiel dient die Kontrollnummer 1 zur Überprüfung der
65
Methoden des Produktdatenmanagements 3
Richtigkeit der vorangegangenen Zahl anhand der mit wechselnden Vorzeichen berechneten
Quersumme dieser Zahl.
Gliederung von Nummerungssystemen
Es bestehen zwei grundsätzliche Möglichkeiten für die Gliederung von Nummernsystemen (vgl.
Abbildung 3-38):
die unverzweigte Gliederung und
die verzweigte Gliederung.
Die unverzweigte Gliederung basiert auf dem Prinzip der unabhängigen Strukturierung. Jeder
Nummernteil innerhalb der Nummer hat eine generell festgelegte Bedeutung und ist nicht von einem
anderen Nummernteil abhängig. Daraus resultiert eine gute Merkfähigkeit von Nummern, die auf der
unverzweigten Gliederung basieren. Jeder einzelne Nummernteil lässt sich selbständig auswerten.
Im Gegensatz zur unverzweigten Gliederung basiert die verzweigte Gliederung auf dem Prinzip der
hierarchischen Strukturierung. Dabei ist ein Nummernteil immer von dem links von ihm stehenden
Nummernteil funktional abhängig. Ein Nummernteil (Hierarchiestufe) kann dabei aus einer oder
mehreren Stellen bestehen. Damit kann ein Nummernbegriff nicht selbständig, sondern nur mit den
ihm übergeordneten Oberbegriffen ausgewertet werden. Vorteile der verzweigten Gliederung sind die
kompakte Darstellungsform und eine geringere Stellenzahl als bei Nummern mit einem unabhängigen
Aufbau.
Ein wesentlicher Unterschied zwischen der verzweigten und der unverzweigten Gliederung besteht in
der Speicherfähigkeit der Nummern. Durch den Aufbau bedingt steigt die Speicherfähigkeit von
Nummern mit verzweigter Gliederung mit jeder zusätzlichen Stelle wesentlich stärker als bei
Nummern mit unverzweigter Gliederung (Abbildung 3-39).
Verzweigte Gliederung
Unverzweigte Gliederung
Pos. 0
Pos. 0
Pos. 0
Pos. 0
Pos. 0
Pos. 0
Pos. 0
Pos. 9
Pos. 9
Pos. 9
Pos. 9
Pos. 0
Pos. 0
Pos. 9
Pos. 9
Pos. 0
1. Stelle
2. Stelle
3. Stelle
Pos. 9
Pos. 9
1. Stelle
2. Stelle
3. Stelle
Abbildung 3-38: Gliederung von Nummernsystemen (VDI Richtlinie 2215, 1980)
66
66
3 Methoden des Produktdatenmanagements
1000
verzweigtes
System
Anzahl der Merkmale
400
300
gemischtes
System
200
100
unverzweigtes
System
20
1
2
3
4
5
6
7
8
Anzahl der Ziffernstellen
9
10
Abbildung 3-39: Speicherfähigkeit verschiedenartiger Nummernsysteme (VDI Richtlinie 2215,
1980)
In der Praxis werden häufig gemischte Systeme angewendet, weil sie zwei Vorteile vereinigen: Sie
haben bei mittlerer Merkfähigkeit noch eine ausreichende Speicherfähigkeit.
3.6.1
Sachnummern
Die Sachnummer ist nach (DIN 6763, 1985) der Oberbegriff, der z. B. die Erzeugnisnummer,
Teilenummer, Materialnummer und Unterlagennummer einschließt. Sachnummern müssen einen
Gegenstand identifizieren, sie können ihn darüber hinaus auch klassifizieren. Ein Sachnummernsystem
ist ein nach einheitlichen Gesichtspunkten aufgestelltes, aus verschiedenen Klassifizierungs- und
Identnummern bestehendes Nummernsystem. Das Einsatzgebiet eines Sachnummernsystems
umspannt den ganzen Bereich eines Unternehmens. Sachnummern werden in der Konstruktion als
Zeichnungs- oder Teilenummer vergeben. Sie kehren in der Fertigung in Stücklisten und Arbeitsplänen
wieder, werden bei der Materialwirtschaft und Qualitätssicherung bei der Kalkulation und im Vertrieb
benötigt.
Dementsprechend vielfältig sind die Aufgaben, die ein Sachnummernsystem erfüllen soll, und die
daraus resultierenden Anforderungen (Abbildung 3-40). Sachnummern müssen ein Teil eindeutig
identifizieren, müssen einfach zu verwalten und zu speichern sein, und müssen verschiedene Arten von
Unterlagen (CAD-Modell, Zeichnung, Arbeitsplan, ...) eindeutig adressieren, wobei die Unterlagenart
anhand der Sachnummern möglichst einfach erkennbar sein soll. Weiterhin sollen Sachnummern die
benummerten Teile und Unterlagen klassifizieren. Der Aspekt der Klassifizierung ist in Kapitel 3.4
behandelt worden. Neben der Identifikation und Klassifikation soll eine Sachnummer zusätzlich
Parallelinformationen bereitstellen. Anhand der Sachnummer soll möglichst die Verwendung eines
Teils in übergeordneten Baugruppen abgeleitet werden können und die Art der Unterlage, die von der
Sachnummer bezeichnet wird, soll erkennbar sein. Daraus ergeben sich teilweise widersprüchliche
67
Methoden des Produktdatenmanagements 3
Anforderungen an ein Sachnummernsystem: Ein Sachnummernsystem muss systematisch aufgebaut
und dargestellt sein und die dahinter stehende Systematik erkennen lassen. Dadurch wird auch die
Einprägsamkeit erhöht. Mit zunehmendem Umfang sinken die Merkbarkeit und die Handhabbarkeit
des Systems, wogegen sich insbesondere bezüglich der Klassifizierung die Aussagefähigkeit erhöht.
Wichtige Anforderungen sind noch die Erweiterungsfähigkeit und eine geringe Anfälligkeit gegen
Fehler.
Die Zusammenfassung von Nummern oder Nummernteilen im Interesse einer bestimmten Anwendung
bezeichnet man als Nummernsystem. Ein Nummernsystem kann damit aus einer oder mehreren
zusammengehörenden Nummern bestehen. Die Darstellung des formalen Aufbaus der Nummern in
einem Nummernsystem wird als Nummernschema bezeichnet. Bezüglich der Sachnummern
unterscheidet man im Wesentlichen zwischen zwei Systemformen: dem Verbundnummernsystem
und dem System mit Parallelverschlüsselung. Diese werden im Folgenden erläutert.
Abbildung 3-40: Aufgaben von Sachnummern
3.6.2
Sachnummernsysteme
Beim Verbundnummernsystem handelt es sich um ein System, dessen Nummern aus starr
verbundenen, klassifizierenden und zählenden Nummernteilen bestehen, wobei die zählenden von den
klassifizierenden Nummernteilen abhängen. Abbildung 3-41 zeigt im oberen Bildteil das
Nummernschema eines typischen Verbundnummernsystems. Im unteren Teil des Bilds ist ein Einzelteil
nach diesem Schema benummert.
Aus dem Beispiel der Verbundnummer des in Abbildung 3-41 verschlüsselten Bolzens wird deutlich:
68
68
3 Methoden des Produktdatenmanagements
1. Die gesamte zehnstellige Sachnummer identifiziert das Teil.
2. Aus der Nummer ist die hierarchische Einordnung des Bolzens in ein bestimmtes Produkt ersichtlich. Es wird jedoch keine Aussage über das Teil selbst gemacht (z. B. Form, Abmessung
oder Werkstoff).
3. Das identische Teil erhielte bei Verwendung in einem anderen Erzeugnis oder auch nur einer
anderen Baugruppe eine völlig andere Sachnummer. Gleiche oder ähnliche Teile in anderen
Baugruppen oder Produkten sind daher nicht mit der Nummer zusammen zu finden.
Die Vor- und Nachteile von Verbundnummern sind in Abbildung 3-42 dargestellt. Wie in Kapitel 3.7
dargestellt, kann die Sachnummer noch um eine Kennzeichnung der Version bzw. des
Änderungszustands ergänzt werden.
Nummernschema :
SACHNUMMER
Symbole
B
Buchstabe
Z
Ziffer
verzweigt
Beispiel:
Identifizierung
Klassifizierung
Zähl- Nr.
B
Z
Z
Z
Z
Z
Z
Z
Z
Z
H
1
6
2
8
0
3
0
2
8
PRODUKT: Kran 16
HAUPTGRUPPE : Oberwagen
BAUGRUPPE : Drehantrieb
EINZELTEIL : Bolzen
Abbildung 3-41: Sachnummer als Verbundnummernsystem (Wiendahl, 2008)
Verbundnummern
Vorteile:
Nachteile:
„halbsprechende“ Nummer
Nummernsystem neigt zum „Platzen“
Klassifizierung erkennbar
Flexibilität eingeschränkt
dezentrale Nummernvergabe möglich
Erweiterbarkeit eingeschränkt
relativ geringe Stellenzahl
Änderung bei Klassifikation beeinflusst
die Identifikation
ohne EDV-System aussagefähig
Abbildung 3-42: Vor-/Nachteile von Verbundnummern (Eigner, Hiller, Schindewolf, & Schmich,
1991)
69
Methoden des Produktdatenmanagements 3
Im Nummernsystem mit Parallelverschlüsselung wird im Gegensatz zum Verbundnummernsystem
strikt zwischen Identifizierung und Klassifizierung getrennt. Der Identifizierungsnummer werden eine
oder mehrere von dieser unabhängige Klassifizierungsnummern aus
eigenständigen
Nummernsystemen
zugeordnet.
Ein
nach
der
Parallelverschlüsselung
ausgeführtes
Sachnummernsystem eignet sich eher für DV-spezifische Anwendungen. Manuell ist ein solches
Nummernsystem schwer handhabbar, da die identifizierende Nummer keine Klassifikation enthält. In
Abbildung 3-43 ist ein nach der Parallelverschlüsselung ausgeführtes Sachnummernsystem dargestellt.
Man erkennt die beiden eigenständigen Nummernteile zur Identifikation und Klassifikation. Die
Identifizierung erfolgt hier mit Hilfe einer sechsstelligen Zählnummer und einem davon unabhängigen
zweistelligen so genannten Vergabebereich, der eine dezentrale Belegung von Nummernblöcken in
verschiedenen Abteilungen des Unternehmens oder verschiedenen Gesellschaften eines Konzerns
ermöglicht. Da die Zählnummer vor dem Vergabebereich steht, kann sie in jedem
Unternehmensbereich uneingeschränkt wachsen.
SACHNUMMER
Identifizierung
Vergabebereich Kennzahl
Zähl.-Nr.
Z
Z
Z
Z
Klassifizierung
Z
Z
Z
Z
Feinklassifizierung
Z
Z
Z
Z ... ...
0
Anlagen und
Geräte
0
frei
1
spezifische
Baugruppen
1
frei
2
allgemeine
Baugruppen
2
frei
3
Bauteile
3
MaschinenbauEinzelteile
4
Einzelteile
4
GenauformEinzelteile
5
Rohteile
Halbzeuge
5
StahlbauEinzelteile
6
Stoffe
Energie
6
GenaublechEinzelteile
7
Dokumentation
7
SchweißEinzelteile
8
Betriebsmittel
8
FügeEinzelteile
9
frei
9
frei
Z
Nummernschema:
Symbole
Z Ziffer
verzweigt
parallel
Abbildung 3-43: Aufbau eines Sachnummernsystems mit Parallelverschlüsselung, nach WZLDEMAG zitiert in (Wiendahl, 2008)
Auch die Sachnummer mit Parallelverschlüsselung wird sinnvollerweise um eine Kennzeichnung der
Version bzw. des Änderungszustands ergänzt (siehe Kapitel 3.7).
In Abbildung 3-44 sind die Vor- und Nachteile eines nach der Parallelverschlüsselung ausgeführten
Sachnummernsystem dargestellt.
Da Identifizierung und Klassifizierung voneinander unabhängig sind, können sie jeweils einzeln
geändert und erweitert werden. Insbesondere ist ein "Platzen" des Systems nicht mehr dadurch
möglich, dass die Zählnummer größer als die geplante Stellenzahl wird. Nachteilig für die
70
70
3 Methoden des Produktdatenmanagements
Handhabung wirkt sich die gegenüber dem Verbundnummernsystem größere Stellenanzahl aus. Trotz
des höheren Einführungsaufwands stellt die Parallelverschlüsselung die DV-gerechtere Lösung dar.
Sachnummern mit Parallelverschlüsselung
Vorteile:
Nachteile:
Identifizierungsnummer kurz
hoher Einführungsaufwand
Identifizierungsnummer eindeutig
größere Stellenzahl bei gleicher Aussagefähigkeit wie Verbundnummer
einheitliche Nummerung
erweiterbar
datenverarbeitungsgerecht
Änderung einer Klassifikation ohne Rückwirkung auf Identifikation
aussagefähig durch nebenstehende
Klassifikation
identifizierende Nummer kann
selbständig verwendet werden
Abbildung 3-44: Vor-/Nachteile von Sachnummern mit Parallelverschlüsselung (Eigner, Hiller,
Schindewolf, & Schmich, 1991)
3.7
Freigabe- und Änderungswesen
Im Rahmen der Produktentwicklung durchläuft ein Produkt verschiedene Phasen. Das Freigabewesen
beschreibt die in der Produktentwicklung notwendigen organisatorischen Maßnahmen, die im
Zusammenhang mit dem Übergang des Produkts von einer Phase in die nächste entstehen.
Auch bei der sorgfältigsten Entwicklung lassen sich in Produktionsunternehmen technische
Änderungen aus verschiedenen internen und externen Gründen nicht vermeiden. Dies können neben
Weiterentwicklungen auch Richtigstellungen oder neue anerkannte Regeln der Technik sein. Die
Festlegung von Maßnahmen im Zuge von Änderungen sowie die Festlegung des Ablaufs von
Änderungen sind Gegenstände des betrieblichen Änderungswesens. Nach (DIN 199-4, 1981) umfasst
das Änderungswesen „… die innerbetriebliche Organisation und die zugehörenden Organisationsmittel
zur Änderung von Gegenständen, z. B. von Unterlagen und Teilen.“
Anhand des in Abbildung 3-45 dargestellten stark vereinfachten Phasenmodells von Freigaben,
Änderungen und Verboten soll das Freigabe- und Änderungswesen grob erläutert werden und sich in
diesem Zusammenhang ergebende Probleme angerissen werden.
Die Produktkonstruktion beginnt mit dem Entwerfen, d. h. der Festlegung der Funktions- und
Wirkstrukturen des Produkts. Nach einer erfolgreichen Prüfung des Entwurfs erfolgt die Freigabe zum
Detaillieren. Hierbei entsteht die geometrische Gestalt des Produkts. Am Ende dieser Phase steht die
Konstruktionsfreigabe des Produkts. Vor der eigentlichen Serienfertigung erfolgt die Erprobung und
Optimierung der Fertigung in einer hier Industrialisierung genannten Phase. Am Ende dieser Phase
stehen die Serienfreigabe und der Anlauf der Serienproduktion mit dem Änderungsindex n. Im Lauf
71
Methoden des Produktdatenmanagements 3
der Serienproduktion entsteht die Notwendigkeit zur Änderung des Produkts. Die Dokumentation der
Notwendigkeit der Änderung erfolgt in dem Änderungsantrag "Ändern". Die Änderung der
Produktunterlagen wird durchgeführt und nach erfolgter Prüfung freigegeben. Die Serienproduktion
des geänderten Teils mit dem Index n+1 läuft an. Gleichzeitig muss sichergestellt werden, dass die
Benutzung von Unterlagen, die das Produkt noch im Änderungszustand n beschreiben, verboten wird.
Dies erfordert unter anderem eine Mitteilung an die betroffenen Stellen. Mit dem Ersetzen des
Produkts durch ein nachfolgendes Produkt, in Abbildung 3-45 durch den Änderungsantrag "Ersetzen"
gekennzeichnet, wird die Kette von Freigaben bei der Produktentwicklung erneut durchlaufen und das
alte Produkt (Index n+1) nach Serienfreigabe des neuen Produkts (Index m) gesperrt.
Entwurf
Detaillierung
1
Entwurf
1
2
Detaillierung
2
Industrialisierung
Änderungsantrag
„Ersetzen“
Änderungsantrag
„Ändern“
Serienproduktion
Index n
3
Serienproduktion
Index n+1
4
Industrialisierung
3
4
Serienproduktion
Index m
5
Änderungsdurchführung
Legende:
1
Freigabe zum Detaillieren
5
Änderungsfreigabe
2
Konstruktionsfreigabe
4
Verbot
3
Serienfreigabe
Abbildung 3-45: Phasenmodell von Freigaben, Änderungen und Verboten
Diese sehr vereinfacht dargestellten Beziehungen von Freigaben, Änderungen und Verboten
veranschaulichen die hohe Komplexität des Gebiets. Insbesondere, wenn man sich vor Augen hält, dass
die obige Darstellung nur an einem einzigen Produkt in einer einzigen Hierarchiestufe erfolgt ist, wird
deutlich, wie sehr die Verschachtelung von Freigabe, Änderungen und Verboten bei einer mehrstufigen
Produktstruktur und der Zugehörigkeit eines Bauteils zu mehreren Produkten eines definierten Ablaufs
bedarf.
3.7.1
Freigaben
Freigabe bezeichnet eine bestimmten Anweisungen entsprechende Genehmigung nach abgeschlossener
Prüfung (DIN 6789-5, 1995). Für die Voraussetzungen, nach denen Freigaben erteilt werden gelten
firmenspezifische Vorgaben. Je nach Lebensphase, Vorgang oder Komplexität des Ablaufs werden
unterschiedliche Freigabearten unterschieden. In Tabelle 3-1 sind einige Beispiele aufgeführt. Da auch
die Bezeichnungen für die Freigabearten oft firmenspezifisch gehandhabt werden, handelt es sich hier
nur um Empfehlungen.
72
72
3 Methoden des Produktdatenmanagements
Der Freigabeablauf umfasst die erforderlichen Schritte, die innerhalb eines Unternehmens durchlaufen
werden müssen, bis eine Unterlage, Projekt oder Artikel einen bestimmten Status erreicht hat. Für den
Einsatz eines Produktdatenmanagementsystems müssen die bestehenden Freigabeabläufe einmal
untersucht und präzisiert sowie weiterhin für eine Abbildung der ablauforganisatorischen Verwaltung
im Produktdatenmanagementsystem noch weiter strukturiert werden. Hilfsmittel dazu sind folgende
Strukturierungselemente [EiSt09]:
Status: Ein Status bezeichnet den momentanen Zustand einer Unterlage oder eines Artikels.
Damit wird ein Freigabeablauf vor der eigentlichen Freigabe noch weiter gegliedert und
präzisiert. Mögliche Status sind beispielsweise: "in Arbeit", "in Prüfung", "zurückgewiesen" und
"freigegeben".
Reifegrade: Ein Reifegrad kennzeichnet die Phasen des Produktanlaufs bzw. -durchlaufs eines
Artikels oder einer Unterlage. Entsprechend der Organisation des betrieblichen Ablaufs können
z. B. folgenden Phasen Reifegrade zugeordnet werden: Entwurf, Detaillierung, Prototyp, Fertigungsunterlagen, Null-Serie, Serie.
Prüfabläufe: Prüfabläufe definieren den Übergang zwischen möglichen Kombinationen aus
Status und Reifegrad. Dabei umfasst ein Prüfablauf alle erforderlichen Schritte, die durchlaufen
werden müssen, damit eine Unterlage, ein Artikel oder ein Projekt einen anderen Status
erreicht. So wird beispielsweise in einem Prüfablauf festgelegt, dass ein Dokument im
Reifegrad Detaillierung zuerst den Status "in Prüfung" durchlaufen muss, bevor es den Status
"freigegeben" erhalten kann.
Die Status und Reifegrade eines Freigabeablaufs können mit dem festgelegten Prüfablauf in einer
Matrix dargestellt werden (vgl. Abbildung 3-45). Diese Matrix wird auch Fortschrittskenner genannt
(siehe Kapitel 4.3).
Gegenstand
Prüfen
(Review)
geänderter
Gegenstand
Befund
Ändern
zur Freigabe
geeignet?
Nein
Ja
Freigegeben
Freigabe
(Release)
Abbildung 3-46: Freigabeablauf (DIN 6789-5, 1995)
73
Methoden des Produktdatenmanagements 3
Bezeichnung
Definition (DIN 6789-5,
1995)
Bemerkung [EiSt09]
Generalfreigabe
Die Generalfreigabe ist die
Freigabe zur produktbezogenen uneingeschränkten
Nutzung.
Äquivalent auch „Freigabe“
Konstruktionsfreigabe
Die Konstruktionsfreigabe ist
die Freigabe für gestaltende
Tätigkeiten zur Realisierung
bestimmter Funktionen und/oder Formen nach vorgegebenen Bedingungen.
Mit der Konstruktionsfreigabe übergibt
die Entwicklung/ Konstruktion die
erzeugnisspezifischen Dokumente der
Fertigungsplanung. Um Risiken bei der
Freigabe eines neuen Erzeugnisses zu
minimieren, sollten folgende Kriterien
erfüllt sein:
Entwicklung und Erprobung im Wesentlichen abgeschlossen,
Funktion und Qualität gesichert
Stückzahlen, Entwurfs-, Werkzeug-,
Vorrichtungs- und Anlagenkosten sind
hinreichend genau bekannt, um den
Ertrag zu bestimmen.
Serienfreigabe
Die Serienfreigabe ist die
Freigabe zur wiederholten
Fertigung von typgleichen
Gegenständen
Dokumentenfreigabe
Die Dokumentenfreigabe ist
die Freigabe zur Nutzung
eines Dokumentes.
Die Serienfreigabe erfolgt nach
Überprüfung der Nullserie insbesondere
hinsichtlich Kosten- und Qualitätsgesichtspunkten.
Tabelle 3-1: Beispiele für Freigabearten (DIN 6789-5, 1995) und [EiSt09]
74
74
3 Methoden des Produktdatenmanagements
Serie
Nullserie
Fertigungsunterlagen
Industrialisierung
Prototyp
Entwurf
Status
Detaillierung
Entwicklung
Reifegrad
freigegeben
freigegeben
reserviert
6
in Prüfung
7
3
zurückgewiesen
1
4
5
2
in Arbeit
inaktiv
Abbildung 3-47: Unterlagendurchlauf verschiedener Status/Reifegrade [EiSt09]
Das in Abbildung 3-47 skizzierte Beispiel zeigt den Durchlauf einer Unterlage anhand der aus Status
und Reifegrad gebildeten Matrix. Dabei wird folgender Vorgang beschrieben:
1. Nachdem ein 3D-Modell im Reifegrad "Entwurf" den Status "freigegeben" erhalten hat, "holt"
sich ein Konstrukteur die Unterlage zur Detaillierung. Während der Bearbeitung erhält die
Unterlage den Status "in Arbeit".
2. Nach Beendigung der Konstruktion schickt der Konstrukteur das 3D-Modell zur Prüfung; Status
"in Prüfung".
3. Die Prüfstelle akzeptiert die Konstruktion nicht. Die Unterlage erhält den Status "zurückgewiesen".
4. Der Konstrukteur holt sich das Modell zum Ändern, der Status wechselt dabei auf "in Arbeit".
5. Nach Abschluss der Änderungen wird die Unterlage wieder zur Prüfung geschickt. Erneuter
Status "in Prüfung".
6. Die Prüfstelle akzeptiert die Konstruktion und gibt sie frei. Die Unterlage erhält den Status
"freigegeben".
7. Erst nach erfolgter Detaillierung kann mit der Erstellung eines Prototyps begonnen werden.
3.7.2
Änderungen
Trotz größter Sorgfalt und Planung lassen sich Änderungen in Erzeugnissen und ihren Teilen nicht vermeiden. Wegen der großen Auswirkungen, die eine Änderung im Herstellprozess, aber auch im
Gebrauch des Erzeugnisses nach sich ziehen kann, bedarf es einer konkreten Regelung der
Zuständigkeit, der Verantwortlichkeit und des Ablaufs von Änderungen. Diese Regeln werden formal
durch das Änderungswesen oder den Änderungsdienst festgelegt und gesteuert.
75
Methoden des Produktdatenmanagements 3
Die Notwendigkeit einer Änderung eines Produkts, eines Teils oder einer Unterlage ergibt sich nach
(DIN 6789-3, 1990) aus folgenden Gründen:
funktionelle Verbesserung,
Fertigungsrationalisierung,
Kundenwunsch, Marktbedürfnis,
Behebung von Fehlern in technischen Dokumenten,
Behebung von Ausschussursachen und
gesetzliche Bestimmungen.
Die Änderungsarten sind nach in (DIN 6789-3, 1990) definiert (siehe Tabelle 3-2).
Nach (DIN 199-4, 1981) umfasst das Änderungswesen "die innerbetriebliche Organisation und die
dazugehörigen Organisationsmittel zur Änderung von Gegenständen, z. B. von Unterlagen oder
Teilen". Es schließt weiterhin in der Regel die Folgeänderungen von spezifischen Fertigungs-, Messund Prüfmitteln ein. Abbildung 3-48 zeigt den prinzipiellen Ablauf einer Änderung nach (DIN 199-4,
1981).
Änderungswünsche, die von unterschiedlichen Seiten her auftreten können, werden in einem
Änderungsantrag konkretisiert und dokumentiert. Die Änderungsanträge werden zunächst in der
jeweiligen Abteilung diskutiert und bezüglich ihrer Dringlichkeit eingeordnet. Da eine Änderung im
Regelfall Auswirkungen auf alle Abteilungen hat, muss die endgültige Entscheidung bezüglich der
Durchführung der Änderung sowie über die Übernahme der anfallenden Kosten und den
Änderungstermin in einer gemeinsamen Sitzung aller beteiligten Abteilungen getroffen werden. Nach
erfolgtem Änderungsbeschluss müssen alle Abteilungen und dort jeder betroffene Sachbearbeiter von
der Änderung in Kenntnis gesetzt werden. Dies geschieht über die Änderungsmitteilung. Dann erfolgt
die Durchführung der Änderung, d. h. die Änderung der Zeichnungen, Stücklisten,
Fertigungsunterlagen unter der Überwachung des jeweiligen Verantwortlichen. Zum festgelegten
Termin tritt die Änderung in Kraft. Spätestens bei der Durchführung der Änderung ist damit der
Änderungsablauf grundsätzlich mit einem Freigabeablauf vergleichbar. Die geänderten Teile und
Baugruppen durchlaufen ähnliche Prozeduren wie bei einer Neufreigabe. Auch bezüglich des
Änderungsablaufs können die bei der Behandlung des Freigabewesens besprochenen
Strukturierungshilfen Status, Reifegrade und Prüfabläufe verwendet werden.
76
76
3 Methoden des Produktdatenmanagements
Änderungsvorlauf
Änderungsantrag
schreiben
Änderungsbeschreibung
Änderungsantrag
Antrag
prüfen
Änderungsvorgang
Ablehnung
Änderung
durchführen
nein
Ablehnung
begründen
Abgelehnter
Änderungsantrag
Änderungsdurchführung
Ja
ÄnderungsAuftrag
schreiben
Änderungsbeschreibung
Änderungsauftrag
Zeichnung,
Stücklisten
ändern
Änderungsbeschreibung
Stückliste
Zeichnung
Änderungsdienst:
Verteilen von geänderten
Zeichnungen, Stücklisten
usw.
Abbildung 3-48: Änderungsablauf (DIN 199-4, 1981)
77
Methoden des Produktdatenmanagements 3
Änderung:
Eine Änderung ist die vereinbarte Festlegung eines neuen anstelle des
bisherigen Zustandes
Austauschbarkeit:
Die Austauschbarkeit eines Gegenstands ist seine Eignung, einen anderen
Gegenstand zu ersetzen.
Vollaustauschbarkeit
Die Vollaustauschbarkeit ist die Eignung eines Gegenstandes, einen
bisherigen Gegenstand zu ersetzen, oder durch diesen ersetzt zu werden.
Vorwärtsaustauschbarkeit
Die Vorwärtsaustauschbarkeit ist die Eignung eines Gegenstandes, einen
bisherigen Gegenstand zu ersetzen, ohne jedoch durch diesen in jedem
Fall ersetzt werden zu können.
Eingeschränkte
Austauschbarkeit:
Die eingeschränkte Austauschbarkeit ist die nur bedingte Eignung eines
neuen Gegenstands, einen bisherigen zu ersetzen oder durch einen bisherigen Gegenstand ersetzt werden zu können.
Nichtaustauschbarkeit:
Nichtaustauschbarkeit ist gegeben, wenn ein neuer Gegenstand einen
bisherigen nicht ersetzen kann.
Tabelle 3-2: Änderungsarten (DIN 6789-3, 1990)
Verteiler:
Konstruktion
Vertrieb
Fertigung
sonstige
Antragsteller
Kunde
ÄnderungsÄnderungsantrag
Änderungsantrag
antrag
ÄnderungsÄnderungsantrag
Änderungsantrag
antrag
ÄnderungsÄnderungsantrag
Änderungsantrag
antrag
Vorklärung,
Vorschlag der
Dringlichkeitsstufe
Fertigungsplanung
Arbeitsvorbereit.
Betriebsmittelplanung
Vorklärung,
Stellungnahme,
Vorschlag
Änderungsmitteil.
Konstruktion
Beschlussfassung:
1) Änderungsstufe
2) Kostenträger
3) Einsatztermin
Stellungsnahme
Vorschlag der
Dringlichkeitsstufe
Vertrieb
Konstruktion
Normenstelle
Materialdisposition
Arbeitsvorbereitung
Lager
Archiv
ÄnderungsÄnderungsantrag
Änderungsantrag
mitteilung
Erstellen der
Änderungsmitteilung
Überwachung
der
Durchführung
Vertrieb
Abbildung 3-49: Beispielhafter Ablauf einer Änderung (Wiendahl, 2008)
In Abbildung 3-49 ist ein möglicher Ablauf einer Änderung dargestellt. Nicht aufgeführt ist die
Dokumentation der durchgeführten Änderung, d.h. die Kennzeichnung der Änderung in den
Unterlagen, sowie eine Verwaltung der gültigen Version der Unterlagen, die auch den Einzug noch im
78
78
3 Methoden des Produktdatenmanagements
Umlauf befindlicher Unterlagen einer älteren Version beinhaltet. Die Dokumentation der Änderungen
ist nicht zuletzt aufgrund des gestiegenen Produkthaftungsrisikos sowie des in der Norm ISO 9001
festgelegten Qualitätssicherungsmodells (siehe Kapitel 2.3) erforderlich. Die Kenntlichmachung einer
Änderung geschieht in einem Dokument in der Regel durch das Anhängen oder Einbeziehen eines
Änderungsindex in die Teile- oder Sachnummer, der meist in Form einer Zählnummer geführt wird
(siehe Kapitel 3.6).
Dabei werden zwei Arten von Änderungsindizes unterschieden [EiSt09]:
passiver Änderungsindex: Der Änderungsindex ist nicht Bestandteil der das Teil eindeutig
identifizierenden Sachnummer. Damit wird bei einer Erhöhung des Änderungsindex kein
neuer Stammdatensatz angelegt. Befindet sich das geänderte Teil in einer Beziehung, z. B.
einer Stückliste, wird automatisch der neue Änderungsstand übernommen, da ja unter der
alten Identifikation das geänderte Teil angesprochen wird.
aktiver Änderungsindex: In diesem Fall ist der Änderungsindex Teil der Identifikation des
Stammdatensatzes. Das heißt, dass bei der Erhöhung des Änderungsindex dadurch, dass
die Stammdaten des Teils durch eine neue Identifizierung angesprochen werden und sie
damit quasi dupliziert werden, ein neuer Stammdatensatz entsteht. Die Auswirkungen auf
die Beziehungen des Teils, d. h. seine Einordnung in die Erzeugnisstruktur, hängen von der
definierten Referenzierung ab.
Generell stellt sich bei der Durchführung von Änderungen an einem Teil die Frage, wie diese Änderungen gegenüber dem Ausgangszustand innerhalb der Beziehungen (Strukturdaten) des Teils, also seine
Einordnung in die Erzeugnisstruktur, behandelt werden sollen. Die Art der Auswirkungen einer Änderung auf die strukturellen Beziehungen eines Teils müssen zusammen mit den Beziehungen definiert
werden. Dabei lassen sich folgende Fälle unterscheiden [EiSt09]:
Statische Referenzierung: Die Beziehung weist auf ein bestimmtes Element. Bei einer
Änderung, d. h. einem Versionswechsel bleibt die alte Version in die Beziehungen
eingetragen. Eine Übernahme der neuen Version muss manuell erfolgen. Beispiel: Nach
Änderung eines in der Stückliste verwendeten Artikels wird weiterhin die
Identifikationsnummer des alten Artikels in der Stückliste geführt und damit bleibt der alte
Artikel in der Struktur.
Dynamische Referenzierung: Bei einem Versionswechsel wird automatisch die aktuellste
Version unabhängig vom jeweiligen Freigabestatus in einer Beziehung angezeigt.
Zeitgesteuerte Referenzierung: Die Übernahme einer neuen Version in eine Beziehung
erfolgt zeitgesteuert. Zum Beispiel kann durch Angabe eines Gültigkeitszeitraums der
Zeitpunkt definiert werden, an dem die alte Version eines Teils ihre Gültigkeit verliert und
durch eine neue ersetzt wird.
Ereignisgesteuerte Referenzierung: Die Übernahme einer neuen Version in die
Beziehungen ist an das Eintreten eines bestimmten Ereignisses geknüpft. Zum Beispiel kann
die alte Version so lange Gültigkeit haben, bis der noch vorhandene Bestand an Teilen
dieser Version aufgebraucht ist.
Wie oben dargestellt, bewirkt der Einsatz eines passiven Änderungsindex im natürlichen Fall eine
dynamische Referenzierung. Eine eventuell erwünschte zeit- oder ereignisgesteuerte Referenzierung
muss "künstlich" erzeugt werden, indem die Freigabe der Änderung bis zum gewünschten Zeitpunkt
bzw. dem Ereignis zurückgehalten wird.
Der aktive Änderungsindex dagegen bewirkt von sich aus eine statische Referenzierung. Bei seinem
Einsatz kann aber ohne einen "künstlichen" Umweg jede andere Art der Referenzierung definiert
werden.
79
Methoden des Produktdatenmanagements 3
3.8
Literatur
Online: Abgerufen am 19. 03 2008 von http://www.opel.de/res/download/pdf/0A_price.pdf
Bernhard, R., & Bernhard, W. (1990). Nummerungssysteme. Ehningen bei Böblingen: expert Verlag.
Daubechies, I. (1992). Ten lectures on wavelets. SIAM.
DIN 1463-2. (1993). Erstellung und Weiterentwicklung von Thesauri; Mehrsprachige Thesauri.
DIN 199-1. (2002). echnische Produktdokumentation - CAD-Modelle, Zeichnungen und Stücklisten Teil 1: Begriffe.
DIN 199-4. (1981). Begriffe im Zeichnungs- und Stücklistenwesen; Änderungen.
DIN 199-5. (1981). Begriffe im Zeichnungs- und Stücklistenwesen - Stücklisten-Verarbeitung,
Stücklistenauflösung.
DIN 2330. (1993). Begriffe und Benennungen; Allgemeine Grundsätze.
DIN 2331. (1980). Begriffssysteme und ihre Darstellung.
DIN 4000-1. (1992). Sachmerkmal-Leisten; Begriffe und Grundsätze.
DIN 6763. (1985). Nummerung; Grundbegriffe.
DIN 6789-1. (1990). Dokumentationssystematik - Aufbau Technischer Produktdokumentationen.
DIN 6789-3. (1990). Dokumentationssystematik - Änderungen von Dokumenten und Gegenständen,
Allgemeine Anforderungen.
DIN 6789-5. (1995). Dokumentationssystematik - Freigabe in der Technischen Produktdokumentation.
Eigner, M., & Stelzer, R. (2008). Produktdatenmanagement-Systeme (2. Aufl. Ausg.). Berlin: Springer.
Enden, A. v. (1990). Digitale Signalverarbeitung. Braunschweig Wiesbaden: Vieweg.
Eversheim, W. (1989). Simultaneous Engineering - eine organisatorische Chance. In VDI-Berichte Nr.
758 "Simultaneous Engineering". Düsseldorf: VDI-Verlag.
Eversheim, W. (1996). Organisation in der Produktionstechnik (Bd. Band 1). Düsseldorf: VDI Verlag.
Kuhlen, R. (1995). Informationsmarkt: Chancen und Risiken der Kooerzialisierung von Wissen. Konstanz:
Universitätsverlag, Schriften zur Informationswirtschaft Nr.15.
Rijsbergen, C. v., & Sparck Jones, K. (1973). A Test vor for the Separation of Relevant and Nonrelevant Documents in Exoerimental Retrieval Collections. Journal of Documentation 29.
Schrüpfer, E. (1990). Signalverarbeitung: Numerische Verarbeitung digitaler Signale. München Wien:
Hanser.
VDI Richtlinie 2215. (1980). Datenverarbeitung: Organisatorische Voraussetzungen und allgemeine
Hilfmittel. Düsseldorf: VDI Verlag.
Wiendahl, H.-P. (2008). Betriebsorganisation für Ingenieure. München Wien: Carl Hanser.
80
80
4 Funktionen eines Produktdatenmanagementsystems
4
Funktionen eines Produktdatenmanagementsystems
In den vorangegangenen Kapiteln wurde dargelegt, welche Ziele mit dem Einsatz von
Produktdatenmanagementsystemen (PDM-Systemen) verfolgt werden und welche Technologien bzw.
welche organisatorischen Voraussetzungen für ihren Einsatz erforderlich sind. In diesem Kapitel soll
nun gezeigt werden, wie Produktdatenmanagementsysteme im Allgemeinen arbeiten und wie die mit
dem Produktdatenmanagement verknüpften Ziele realisiert werden. Die Nutzungspotentiale von PDMSystemen werden in [Weh00] ausführlich dargestellt. Die wesentlichen Funktionen solcher Systeme,
die in diesem Zusammenhang behandelt werden, sind
4.1
die Elementverwaltung,
die Privilegienverwaltung,
die Ablaufverwaltung und
die Dateiverwaltung.
Elementverwaltung
Die Basisfunktionen von Produktdatenmanagement-Systemen sind die
Speicherung und Verwaltung von Informationen, die einzelne Elemente beschreiben
(Stammdaten), sowie
der Aufbau und die Verwaltung von Beziehungen (Strukturen) zwischen den Stammdaten.
Prinzipiell sind PDM-Systeme in der Lage, beliebige Arten von Informationseinheiten abzubilden. Aus
Gründen der einfacheren Verarbeitung werden diese üblicherweise in Gruppen zusammengefasst, die
durch gleiche Attribute beschrieben werden können (z. B. Projekt, Artikel/ Teil, Unterlage). Wie
derartige Elemente, deren Stammdaten sowie die Beziehungen zwischen den einzelnen Elementen
dieser Produktdatenmanagementsysteme verwaltet werden, wird in diesem Abschnitt beschrieben.
Stammsatzverwaltung
Elemente, die durch ein PDM-System, erfasst sind, werden üblicherweise mit ihren wichtigsten
beschreibenden Merkmalen (Attribute) gespeichert und verwaltet. Die einem Element zugewiesenen
Attribute werden in diesem Fall als Stammdaten bzw. Strukturdaten bezeichnet (siehe Kapitel 3.1),
die Gesamtheit aller Daten als Stammsatz (vgl. [VDMA88]).
Übliche Darstellungsformen für Stammsätze sind:
Tabellarische Darstellung mehrerer Stammsätze in Form einer Liste und die
Darstellung eines einzigen Stammsatzes in Form eines sog. Formulars (siehe Abbildung 4-1).
81
Funktionen eines Produktdatenmanagementsystems 4
Abbildung 4-1: Darstellung von Stammsätzen
Die in einem Stammsatz enthaltenen Attribute können in zwei Gruppen unterteilt werden:
Standardattribute mit
identifizierenden Attributen und
Verwaltungsattributen sowie
anwenderspezifische Attribute (Abbildung 4-2).
Als Attributtyp stellen PDM-Systeme verschiedene Standardtypen zur Verfügung, mit denen die
gebräuchlichsten Merkmale abgebildet werden können. Diese sind z. B.
Zeichenketten beliebiger Länge,
reelle oder ganze Zahlen,
logische Typen oder Spezialtypen sowie
der Datumstyp.
Im Folgenden werden die Eigenschaften der verschiedenen Arten von Attributen genannt und anhand
einiger Beispiele beschrieben.
Identifizierende Attribute
Identifizierende Attribute werden vom PDM-System benötigt, um einzelne Elemente differenzieren und
somit ordnungsgemäß verwalten zu können. Sie sind Bestandteil jedes Stammsatzes und müssen in
jedem Fall mit Werten belegt werden. In der Regel existieren vier identifizierende Merkmale:
Elementnummer: Die Elementnummer oder ID kann vom Anwender frei gewählt werden,
muss aber eindeutig sein. Sie bildet in Verbindung mit der Versions- und der Revisionsnummer
den identifizierenden Schlüssel des jeweiligen Stammsatzes.
Versionsnummer: Die Versionsnummer dient der Kennzeichnung von Elementversionen und
gibt den Änderungszustand infolge sog. Hauptänderungen wieder.
82
82
4 Funktionen eines Produktdatenmanagementsystems
Revisionsnummer: Mit Hilfe der Revisionsnummer können kleinere Nebenänderungen
(Bagatelländerungen) dokumentiert werden, die nicht zu einer neuen Version führen.
Elementbezeichnung: Mittels der Elementbezeichnung können beschreibende Informationen
in alphanumerischer Form (Name) dem Stammsatz hinzugefügt werden. Diese Informationen
dienen in erster Linie der Überschaubarkeit des Datenvolumens durch den Anwender.
Attribute des Stammsatzes
Standardattribute
... werden vom System für die Elementverwaltung benötigt.
... sind fester Bestandteil jedes Stammsatzes.
... werden bei Elementanlage vom Benutzer gesetzt, danach vom
System überwacht und ggf. an Zustandsänderungen angepasst.
Identifizierende
Attribute
Verwaltungsattribute
dienen der Differenzierung
gespeicherter Elemente
dienen der Verwaltung
gespeicherter Elemente
Beispiele:
- Sachnummer
- Elementnummer
- Versionsnummer
- Revisionsnummer
- Elementbezeichnung
Beispiele:
- Strukturkennziffern
- Prüfablauf
- Fortschrittskenner
- Gültigkeitszeitraum
Anwenderspezifische
Attribute
Beschreibung der für den
Benutzer wichtigen Elementeigenschaften
nicht von vornherein Bestandteil des Stammsatzes
Einrichtung durch den Benutzer (Customizing)
Beispiele:
- Werkstoff
- Maße
- Gewicht
- Lieferant
- Kosten
- Termine
Abbildung 4-2: Attribute des Stammsatzes (Stammdaten)
Bei der Neuanlage eines Elements werden die identifizierenden Attribute vom Anwender gesetzt.
Änderungen können je nach Status des Elements vom Benutzer selbst durchgeführt werden bzw.
werden automatisch vom Managementsystem vorgenommen (z. B. Erhöhung der Versionsnummer bei
Versionsänderungen).
Verwaltungsattribute
Als Verwaltungsattribute werden solche Merkmale bezeichnet, die neben den identifizierenden
Merkmalen vom PDM-System für die Verwaltung der einzelnen Elemente benötigt werden. Wie die
identifizierenden Merkmale sind sie fester Bestandteil der Stammsätze des jeweiligen
Produktdatenmanagementsystems.
Allgemein gebräuchliche Verwaltungsattribute für Informationseinheiten im Zusammenhang mit
Industrieaufträgen (Projekt, Artikel, Unterlage) sind:
Strukturkennziffern: Sie dienen der Kennzeichnung, wenn einzelne Elemente in
hierarchischen Strukturen verwendet werden. Demzufolge gibt es eine Kennziffer, die angibt,
wie viele Elemente einem Element direkt untergeordnet sind und eine weitere Ziffer für die
Anzahl der unmittelbar übergeordneten Elemente.
Prüfablauf: Dieser beschreibt alle möglichen Zustandsänderungen (Status, Reifegrad) eines
Elements in Verbindung mit den Ablaufschritten, die hierfür in einem Unternehmen
erforderlich sind (vgl. Kapitel 3.5, 4.3)
Status: Der Status beschreibt den Zustand eines Stammsatzes innerhalb einer Lebensphase
(auch Reifegrad). Beispiele für den Status sind ‚inaktiv’, ‚in Arbeit’, etc.
83
Funktionen eines Produktdatenmanagementsystems 4
Reifegrad: Der Reifegrad, auch Lebensphase genannt gibt an, in welcher Phase des
Produktlebenszyklus sich das Objekt (z.B. Dokument oder Teil) befindet. Beispiel für den
Reifegrad sind ‚Entwurf’, ‚Detaillierung’, etc.
Fortschrittskenner: Dieser stellt eine systeminterne Kennzeichnung für den aktuellen Zustand
(Kombination aus Status und Reifegrad) des Stammsatzes bezüglich des zugewiesenen
Prüfablaufs dar [EiSt09] (vgl. Beispiel in Bild 4-3)
Gültigkeitszeitraum: Der Gültigkeitszeitraum eines Elements setzt sich zusammen aus dem
"Gültig ab"-Datum und dem "Gültig bis"-Datum und kennzeichnet denjenigen Zeitraum,
innerhalb dessen das Element zur Produktion freigegeben ist.
Verwaltungsattribute werden teilweise vom Anwender belegt, teilweise werden sie aber auch vom Informationssystem vorgegeben bzw. automatisch geändert (z. B. Strukturkennziffern nach
Strukturierung oder Fortschrittskenner bei Zustandsänderungen).
Anwenderspezifische Attribute
Anwenderspezifische Attribute sind solche Merkmale, die Eigenschaften eines Elements beschreiben,
die für den Anwender von besonderer Bedeutung sind, und die er außer in zugeordneten Unterlagen
im Artikelstammsatz speichern möchte. Diese Attribute sind in der Regel nicht von vornherein
Bestandteil der Stammsätze, sondern werden nach Bedarf durch den Benutzer eingerichtet. Einige
Beispiele für anwenderspezifische Attribute werden im Rahmen der Erläuterung der Elementklassen
"Artikel" und "Unterlage" beschrieben.
Design
(100)
Entwurf
(200)
Muster
(300)
Detaillierung
(400)
Fertigungsunterlagen
(500)
Nullserie
(600)
Serie
(700)
Freigegeben (60)
160
260
360
460
560
660
760
Freigegeben
reserviert (50)
150
250
350
450
550
650
750
in Prüfung (40)
140
240
340
440
540
640
740
zurückgewiesen
(30)
130
230
330
430
530
630
730
in Arbeit (20)
120
220
320
420
520
620
720
inaktiv (10)
110
210
310
410
510
610
710
Abbildung 4-3: Status-Reifegrad-Matrix mit Fortschrittskenner
Funktionen zur Manipulation der Stammsätze
Die Zusammensetzung der im PDM-System gespeicherten Liste von Stammsätzen kann durch folgende
Basisfunktionen manipuliert werden:
Einfügen von Stammsätzen,
Löschen von Stammsätzen,
Ändern von Stammsätzen und
Kopieren von Stammsätzen.
84
84
4 Funktionen eines Produktdatenmanagementsystems
Im Zusammenhang mit diesen Funktionen werden von Produktdatenmanagementsystemen
Mechanismen bereitgestellt, die dafür sorgen, dass innerhalb des Informationsvolumens keine
Inkonsistenzen infolge der Manipulation auftreten. Im Folgenden sind einige dieser
Schutzmechanismen aufgeführt:
Es wird nicht zugelassen, dass neue bzw. kopierte Elemente mit einer bereits existierenden Elementnummer versehen werden.
Es wird gewarnt, wenn Elemente gelöscht werden sollen, die in Strukturen verwendet werden
oder auf die anderweitig referenziert wird.
Änderungen am Stammsatz (z. B. Elementnummer) werden automatisch überall dort übernommen, wo auf das entsprechende Element referenziert wird (z. B. Stückliste).
Änderungen am Stammsatz oder Löschvorgänge werden nur dann zugelassen, wenn dies mit
den Rechten des Benutzers in Verbindung mit dem aktuellen Zustand im Prüfablauf vereinbar
ist.
Funktionen zur Darstellung der Stammsätze
Neben den Manipulationsfunktionen stellen Produktdatenmanagementsysteme Funktionen bereit, die
die Darstellung der gespeicherten Datensätze betreffen. Hierbei handelt es sich im Wesentlichen um
Suchfunktionen und
Versionssichten.
Da das in einem PDM-System gespeicherte Informationsvolumen nahezu jede beliebige Größe
annehmen kann (z. B. mehrere Tausend Datensätze), kommt effizienten Such- und
Selektionsfunktionen eine besondere Bedeutung zu. Sie erlauben es, die Menge der dem Benutzer zur
Verfügung stehenden Daten anhand von vorzugebenden Suchkriterien einzuschränken. Hierbei kann
jedes Attribut des Stammsatzes zur Suchanfrage herangezogen werden, wobei attributsübergreifende
Suchbedingungen in der Regel mit einem logischen "und" verknüpft werden.
Für die Suche nach bestimmten Datensätzen stellen PDM-Systeme
Vergleichsoperatoren,
logische Operatoren und
Ersatzzeichen
bereit, die die Suche erleichtern bzw. Mehrfachselektionen ermöglichen (Abbildung 4-4).
85
Funktionen eines Produktdatenmanagementsystems 4
Artikelstamm
A
Gehäuse
Antriebswelle
Zahnrad
Ankerwelle
Schraube
Stift
Kollektor
Lager
B
C
D
20
25
35
40
60
65
75
95
180
150
145
135
120
115
110
90
1
1
2
1
2
1
1
1
Operator
EingabeBeispiel
Resultat
Größer (>)
B > 60
Stift
Kollektor
Kleiner (<)
C < 130
Gleich (=)
A = „Ankerwelle“
Ungleich (<>)
D <> 1
UND (&)
B > 30 & B < 70
ODER (|)
B > 70 | C < 120
Ersatzzeichen (%) A = %welle%
Lager
65
75
95
115 1
110 1
90 1
Schraube
Stift
Kollektor
Lager
60
65
75
95
120 2
115 1
110 1
90 1
Ankerwelle
40
135 1
Zahnrad
Schraube
35
60
145 2
120 2
Zahnrad
35
Ankerwelle 40
Schraube 60
Stift
65
Kollektor
Lager
Stift
Antriebswelle
Ankerwelle
145
135
120
115
2
1
2
1
75
95
65
110 1
90 1
115 1
25
40
150 1
135 1
Abbildung 4-4: Such- und Selektionsfunktionen [EHSS91].
Die Verwendung von Vergleichsoperatoren stellt eine andere Form der Suche nach einem oder
mehreren Artikeln dar. Vergleichsoperatoren sind "größer", "kleiner", "gleich" oder "ungleich". Sie sind
jedoch nur auf Attribute der Typen Ganze Zahl und Reelle Zahl anwendbar. Mit Hilfe der
Vergleichsoperatoren ist es beispielsweise möglich, nur solche Elemente anzuzeigen, die einen
bestimmten Reifegrad erreicht haben (z. B. ">=200") oder die eine vorgegebene Grenze der
Herstellkosten nicht überschreiten.
Logische Operatoren dienen der Verknüpfung von Suchkriterien innerhalb einer Attributsspalte mittels
"und" bzw. "oder". Ersatzzeichen, sog. Wildcards, können benutzt werden, um einen Datensatz zu
finden, dessen Attribute nicht genau bekannt sind, oder um mehrere Stammsätze zu selektieren, die
gewisse Gemeinsamkeiten aufweisen. Wildcards existieren normalerweise als Platzhalter für genau ein
Zeichen sowie auch als Platzhalter für eine beliebige Anzahl unbekannter Zeichen. So genügt als
Suchkriterium beispielsweise die Angabe der bekannten Stellen der Artikelnummer, während die nicht
bekannten oder nicht festzulegenden Stellen mit Wildcards angegeben werden (z. B. "1-234-%").
Beispiel für die Suche nach einem Stammsatz, von dem die Beschreibung („Zitronenpresse“) bekannt
ist (Abbildung 4-5):
Neben den Such- und Selektionsfunktionen stellen die so genannten "Benutzersichten" eine weitere
Form der eingeschränkten Darstellung von Stammsätzen dar. Hierbei handelt es sich um eine globale
Selektionsfunktion, wobei Gültigkeitszeitraum und Aktualität der Elementversion die
Selektionskriterien darstellen. Grundsätzlich werden drei Sichten unterschieden:
die globale Sicht,
die Produktionssicht und
die Entwicklungssicht.
86
86
4 Funktionen eines Produktdatenmanagementsystems
Abbildung 4-5: Suche nach einem Produkt
Die "globale Sicht" auf den Datenbestand ist mit keinerlei Selektion verbunden und kann als
Standardeinstellung des PDM-Systems verstanden werden. In dieser Einstellung steht dem Benutzer
der gesamte Datenbestand zur Verfügung, unabhängig davon, ob Elemente freigegeben sind oder in
einer aktuellen Version vorliegen.
Die "Produktionssicht" dient der Anzeige von Daten, die zu einem bestimmten Zeitpunkt freigegeben
sind bzw. waren, also derjenigen Daten, die für die Produktion relevant sind. Der Zustand
"freigegeben" kann sich in diesem Zusammenhang auf das aktuelle Datum beziehen oder aber auf ein
beliebiges (in der Vergangenheit liegendes) vom Anwender anzugebendes Datum.
Die Benutzersicht "Entwicklung" reduziert die Verfügbarkeit der Daten auf diejenigen Datensätze, die
für die Unternehmensfunktion Entwicklung von Bedeutung sind. Sie dient somit der Darstellung der
aktuellsten Produkt- und Entwicklungsdaten bezogen auf die Generierung von Produktversionen, d. h.
es werden nur diejenigen Elemente (Artikel, Unterlagen) angezeigt, die den jeweils aktuellsten
Zustand besitzen. Der Freigabezustand spielt in diesem Fall keine Rolle. Existieren von einem Element
beispielsweise mehrere Versionen, so wird nur die neueste Version angezeigt, auch wenn diese im
Gegensatz zur alten Version noch nicht freigegeben ist.
87
Funktionen eines Produktdatenmanagementsystems 4
Produktionssicht
Entwicklungssicht
Globale Sicht
001-0
001-0
001-0
002-0
002-1
002-0
002-1
003-0
003-0
003-0
004-0
Dem Benutzer werden alle Elemente angezeigt, unabhängig
davon, ob sie freigegeben sind,
oder in einer aktuellen Version
vorliegen.
004-0
004-0
Dem Benutzer werden nur
die neuesten (aktuellsten)
Elemente angezeigt.
Dem Benutzer werden
nur die zur Produktion
freigegebenen Elemente
angezeigt.
: Element freigegeben
: Element in Arbeit
Abbildung 4-6: Benutzersichten auf den Datenbestand [Kras-02]
Strukturierung des Datenvolumens
PDM-Systeme erlauben neben der Speicherung und Verwaltung von Stammdaten den Aufbau von
Strukturen und Beziehungen zwischen einzelnen Stammsätzen. Hierbei kann es sich um zwei
verschiedene Arten von Beziehungen handeln:
einfache Zuordnungen und
hierarchische Strukturen.
Von Zuordnungen spricht man, wenn Beziehungen zwischen unterschiedlichen Elementklassen aufgebaut werden. So können beispielsweise Artikeln7 Unterlagen zugeordnet werden und Projekten
einzelne Artikel. Der Vorgang der Zuordnung und die Darstellung bestehender Zuordnungen erfolgt
über Listen, die an den jeweiligen Elementen angehängt sind.
Hierarchische Strukturen werden stets innerhalb derselben Elementklasse angelegt. Sinnvoll sind
Hierarchien z. B. innerhalb der Elementklasse "Projekt", wo über- und untergeordnete Projekte
definiert werden können, bei Unterlagen für die Strukturierung von Montagezeichnungen oder in der
Klasse "Artikel", wo derartige Strukturen als Stücklisten bezeichnet werden.
7
In einigen PDM-Systemen wird anstatt ‚Artikel’ der Begriff ‚Teile’ verwendet.
88
88
4 Funktionen eines Produktdatenmanagementsystems
Elementklasse 1
Zuordnungen:
Elementklasse 2
Beziehungen zwischen Elementen
unterschiedlicher Elementeklassen
(z.B. Projekt-Artikel-Unterlage).
Hierarchien:
Hierarchische Strukturen innerhalb
einer Elementeklasse durch Festlegung über- und untergeordneter
Elemente
Elementklasse 3
Abbildung 4-7: Strukturierungsmöglichkeiten
Die Strukturierung selbst erfolgt über Listen, die an ein Element angehängt werden und in die alle Elemente der nächst tieferen Hierarchiestufe mit der benötigten Anzahl eingetragen werden. Für die
Darstellung von hierarchischen Strukturen gibt es verschiedene Möglichkeiten (Kapitel 3.2.2):
Anzeige der einem Element direkt untergeordneten Elemente in Listenform (Baukastenstückliste)
Anzeige der einem Element direkt übergeordneten Elemente in Listenform (Verwendungsnachweis)
Anzeige der einem Element über alle Hierarchiestufen untergeordneten Elemente
(Mengenübersicht)
Anzeige der einem Element untergeordneten Elemente über alle Hierarchiestufen hinweg in semigraphischer Form (Strukturauflösung). Hierbei lässt sich auch die Änderungshistorie der
Baugruppe anzeigen (vgl. Abbildung 4-8).
89
Funktionen eines Produktdatenmanagementsystems 4
Abbildung 4-8: Strukturstückliste und Änderungshistrorie
In den folgenden Abschnitten werden einige der in PDM-Systemen üblicherweise verwalteten Elementklassen näher beschrieben. Hierbei handelt es sich um
4.1.1
Artikel/ Teile,
Unterlagen/ Dokumente und
Projekte.
Artikelverwaltung
Artikel (oder Teile) bilden die am häufigsten verwendeten Informationseinheiten, die in PDMSystemen gespeichert und verwaltet werden. Unter dem Begriff "Artikel" können in diesem
Zusammenhang sowohl Produkte, Baugruppen und Einzelteile als auch Norm- und Zukaufteile
verstanden werden, unabhängig von Strukturen, Beziehungen oder Abhängigkeiten, die zwischen
diesen Elementen bestehen. Welche Arten von Elementen letztlich unter dem Oberbegriff "Artikel"
zusammengefasst werden, ist unternehmensspezifisch festzulegen und wird nicht durch das PDMSystem vorgegeben. Abbildung 4-9 zeigt ein Beispiel für einen Stammsatz mit identifizierenden (z. B.
Teilenummer, Version), anwenderspezifischen (z. B. Masseinheit, Bemerkung) und verwaltenden (z. B.
Gültigkeit, Phase) Attributen.
90
90
4 Funktionen eines Produktdatenmanagementsystems
Abbildung 4-9: Attribute eines Artikelstamms
Stammsätze, die Artikel repräsentieren, werden häufig durch anwenderspezifische Attribute ergänzt,
um diejenigen Merkmale speichern zu können, die für den Benutzer im Rahmen der Artikelverwaltung
von Bedeutung sind. Hierbei kann es sich z. B. um technologische Daten, dispositive Daten,
Beschaffungs- oder Produktionsdaten handeln (vgl. Kapitel 2.4.2). Beispiele für anwenderspezifische
Attribute des Artikelstammsatzes sind z.B.:
-
Werkstoff
-
Einheit
-
Herstellverfahren
-
Maße
-
Kosten
-
Fertigungsort
-
Gewicht
-
Zieltermin
-
Lieferant
Prinzipiell ist es möglich, alle Merkmale von Artikeln als Attribute im Stammsatz zu erfassen. Aus
Gründen der Überschaubarkeit und des Speicherbedarfs ist es jedoch sinnvoll, den Stammsatz auf die
verwaltungstechnisch notwendigen Daten zu beschränken und alle weiteren Merkmale durch
Referenzen auf entsprechende Dokumente verfügbar zu machen. Eine weitere Möglichkeit der
Speicherung charakteristischer Merkmale stellt die Sachmerkmalleiste dar, die in den nachfolgenden
Abschnitten detailliert beschrieben wird.
91
Funktionen eines Produktdatenmanagementsystems 4
Artikelmerkmale
A
B
C
D
E
001
002
003
004
005
006
007
008
009
Einrichtung anwenderspezifischer Attribute im
Stammsatz
Speicherung in externen Unterlagen, auf
die referenziert wird
Sachmerkmalleisten
in Verbindung mit
Gegenstandsgruppen
Abbildung 4-10: Verwaltung charakteristischer Merkmale
Neben den im vorangegangenen Abschnitt genannten Strukturierungs- und Zuordnungsfunktionen
sind im Rahmen der Artikelverwaltung zwei weitere Funktionalitäten von Bedeutung:
Gruppenbildung (Kapitel 3.4)
Variantenbildung (Kapitel 3.3)
Welche Funktionen PDM-Systeme im Zusammenhang mit diesen Techniken anbieten, wird im Folgenden erläutert.
Gruppenbildung
Produktdatenmanagementsysteme erlauben die Bildung von Gegenstandsgruppen, innerhalb derer
Artikel mit ähnlichen Merkmalen noch einmal gesondert zusammengefasst werden können. Ziel der
Gruppenbildung ist das
erleichterte Auffinden gleicher oder ähnlicher Teile, um
unnötige Neukonstruktionen zu vermeiden und die
Wiederverwendung bestehender Lösungen mit oder ohne Anpassungen zu verstärken.
Prinzipiell ist es sinnvoll, Gegenstandsgruppen für alle Artikel anzulegen, die in ähnlicher Form mehrfach gespeichert werden. Je mehr ähnliche Artikel im Informationssystem erfasst sind, desto wichtiger
wird die Verwaltung dieser Artikel über Gegenstandsgruppen. Besonders deutlich wird dies, wenn im
PDM-System neben firmeneigenen Artikeln auch Norm- und Kaufteile erfasst werden sollen. Denkbare
Gegenstandsgruppen sind in diesem Fall z. B.
Eigenproduktion,
Schrauben,
elektronische Schaltungen,
Sicherungselemente etc.
92
92
4 Funktionen eines Produktdatenmanagementsystems
Um auch innerhalb der Gegenstandsgruppen eine verbesserte Überschaubarkeit zu gewähren, können
diese Gruppen wie alle Informationseinheiten hierarchisch strukturiert werden, indem Ober- und
Untergruppen definiert werden.
Die in einer Gegenstandsgruppe der untersten Hierarchiestufe (bezüglich der Strukturierung)
zusammengefassten Artikel werden dem Benutzer in der Regel in Form von Sachmerkmalleisten nach
DIN 4000 (Kapitel 3.5.3) präsentiert, in der die erfassten Artikel mit ihren charakteristischen
Merkmalen tabellarisch dargestellt werden.
Die Suche nach wieder verwendbaren Lösungen wird durch die Verwendung von Gegenstandsgruppen
und Sachmerkmalleisten insofern vereinfacht, dass nun nicht mehr die gesamte Artikelliste in Verbindung mit allen Unterlagen nach eventuell wieder zu verwendenden Teilen durchsucht werden muss.
Bei der Verwendung von Gegenstandsgruppen genügt es viel mehr,
die Liste der Gegenstandsgruppen aufzurufen,
eine geeignete Gruppe auszuwählen,
die entsprechende Sachmerkmalleiste zu laden und anhand der Sachmerkmale
denjenigen Artikel (ins CAD-System) zu übernehmen, der den Anforderungen entspricht oder
am nächsten kommt.
Variantenbildung
Viele Produkte werden heute nicht nur in einer Standardausführung, sondern in unterschiedlichen
Varianten angeboten. Sollen derartige Produkte in PDM-Systemen abgebildet werden, so müssen
neben denjenigen Teilen, die für alle Varianten identisch sind, auch alle diejenigen Einzelteile und
Baugruppen erfasst werden, die alternativ oder optional zur Verfügung stehen. Alternative oder
optionale Artikel werden im Datenbestand von PDM-Systemen zunächst auf die gleiche Weise wie alle
anderen Artikel verwaltet, d. h. als Artikelstammsatz mit entsprechenden Attributen. Unterschiede zur
regulären Artikelverwaltung ergeben sich erst bei der Strukturierung des Produkts in Form von
Stücklisten.
Bei der Bildung von Variantenstücklisten werden variierende Positionen im PDM-System durch die
Verwendung eines speziellen Artikeltyps, des sog. Variantenplatzhalters, realisiert. In diesem Fall wird
die entsprechende Position im Rahmen der Strukturbildung durch einen Platzhalter ersetzt, der
ebenfalls als Artikel im Datenbestand angelegt wird. Zu jedem Variantenplatzhalter gehört eine sog.
Variantenleiste, die alle diejenigen Artikel beinhaltet, die für diesen Platzhalter eingesetzt werden
können. Wie bei der Sachmerkmalleiste handelt es sich bei der Variantenleiste um eine tabellarische
Darstellung der entsprechenden Artikel mit denjenigen charakteristischen Merkmalen, die für die
Auswahl als Variante relevant sind.
Durch die Verwendung von Varianten in Strukturen sind PDM-Systeme in der Lage, auftragsneutrale
Stücklisten mit variierenden und optionalen Positionen zu verwalten. Welche Konfiguration letztlich in
der Stückliste abgebildet wird, ist abhängig vom Kundenwunsch und damit von einem spezifischen
Auftrag, in dem die Anforderungen spezifiziert werden. Die Ableitung der auftragsspezifischen
Stückliste, d. h. das Belegen von Variantenplatzhaltern mit konkreten Bauteilen, kann auf zwei Arten
erfolgen (vgl. Abbildung 4-11):
manuell oder
93
Funktionen eines Produktdatenmanagementsystems 4
halbautomatisch unter Nutzung von Entscheidungstabellen.
Es sind aber auch Mischformen möglich, wenn z. B. mehrere Variantenplatzhalter existieren, die
entweder manuell belegt werden oder denen eine Entscheidungstabelle zugeordnet ist. Beim
manuellen Ableiten der Variantenstückliste wird dem Anwender für jeden Variantenplatzhalter die
entsprechende Variantenleiste mit allen zur Verfügung stehenden Varianten angeboten. Aus dieser
kann bzw. muss eine Variante ausgewählt werden.
Bei der halbautomatischen Ableitung werden sog. Entscheidungstabellen genutzt, mit deren Hilfe die
Auftragsdaten des Kunden im Dialog mit dem Benutzer in technische Parameter umgesetzt werden,
anhand derer die Variantenauswahl vom System automatisch vorgenommen werden kann.
Auftrag mit
Kundendaten
Auftragsneutrale
Variantenstückliste
Auftragsspezifische
Stückliste
T1
Ableitung
T1
T2
T3
T4
T3a
T3b
T3c
T5
T2
Manuelle Ableitung
Halbautomatische Ableitung
direkte Auswahl der
Variantenpositionen
über Auswahlfenster
Bestimmung der Variantenpositionen mittels Entscheidungstabellen aus den Kundendaten
T3b
T4
T5
Abbildung 4-11: Ableitung der auftragsspezifischen Stückliste
4.1.2
Unterlagenverwaltung
In einigen Systemen werden Unterlagen auch als Dokumente geführt. Die Unterlagenverwaltung stellt
denjenigen Teil des Produktdatenmanagements dar, der der Verwaltung aller technischen Unterlagen
dient, die im Verlauf des Produktentwicklungsprozesses anfallen.
Mit dem Begriff "Unterlage" werden Träger von Informationen über ein bestimmtes Produkt
bezeichnet. Hierbei kann es sich sowohl um die Produktrepräsentation als auch um die
Produktpräsentation handeln. Diese Informationen können entweder auf Papier oder digital in Form
einer Datei abgebildet sein.
Aufgrund der Vielfältigkeit technischer Unterlagen wird die Informationseinheit "Unterlage" in PDMSystemen noch einmal in Untergruppen mit unterschiedlichen anwenderspezifischen Merkmalen
unterteilt. Beispiele für solche Unterlagengruppen sind
3D-Modell,
2D-Zeichnung,
NC-Programm oder
94
94
4 Funktionen eines Produktdatenmanagementsystems
Arbeitsplan.
Unabhängig von dieser inhaltlichen Klassifizierung werden Unterlagen zusätzlich danach
unterschieden, ob sie als Datei vorliegen oder als konventionell erstellte Unterlage, d. h. auf Papier.
Basierend auf diesen Unterscheidungsmöglichkeiten kann die Liste von Unterlagentypen in Form der
folgenden Tabelle dargestellt werden.
Typ der Unterlage
3D-Modell
Art der
Speicherung
2D-Zeichnung
Arbeitsplan
NC-Programm
...
Angabe von Pfad
und Dateiname
Datei im Speicherbereich des PDMsystems
Abbildung 4-12: Unterlagenverwaltung
Die identifizierenden und Standardattribute von Unterlagen gleichen im Prinzip denen aller Elementeklassen. Ergänzt werden sie in der Regel durch folgende Attribute:
Blattnummer: Angaben zur Blattnummer der Unterlage,
Unterlagentyp: Kennzeichnung des Typs der Unterlagen,
Reservierung: Falls die Unterlage zur Bearbeitung von einem Mitarbeiter reserviert wird, wird
hier der Name oder eine andere Identifikationsform des Reservierenden eingetragen;
Reservierungsdatum: Datum, an dem eine Reservierung vorgenommen wurde.
Die anwenderspezifischen Attribute des Unterlagenstammsatzes können sich je nach Unterlagentyp unterscheiden. Allgemein gebräuchliche und typübergreifende anwenderspezifische Attribute sind:
Ersteller der Unterlage und
erzeugendes System.
Wie alle Informationseinheiten, so können auch Unterlagen innerhalb ihrer Klasse hierarchisch strukturiert werden bzw. es können Zuordnungen zu anderen Klassen (Artikel, Projekte) hergestellt werden.
Abbildung 4-1 (siehe Seite 81) zeigt einen Unterlagen-/Dokumentenstammsatz mit einer
Dokumentenstruktur von CAD-Dateien und Unterordnern für Dokumentklassen.
Eine Funktion, die die Unterlagenverwaltung von denen anderer Informationseinheiten unterscheidet,
ist die Möglichkeit, auf Dateien zu referenzieren, und damit verbunden die Möglichkeit der
Übernahme dieser Dateien in die angekoppelten CA-Systeme. Dieser Sachverhalt wird eingehend in
Kapitel 4.4 "Dateiverwaltung" beschrieben.
95
Funktionen eines Produktdatenmanagementsystems 4
4.1.3
Projektverwaltung
Als "Projekt" werden Auftragsschemata zur Abwicklung eines Auftrags bezeichnet, die auf einen bestimmten Prozess bezogen sind. Merkmale eines Projekts sind die Arbeitsschritte, der Zeitrahmen, Meilensteine sowie Verantwortlichkeiten und Kompetenzen.
Projekte und deren Abläufe werden üblicherweise in speziellen Projektmanagementsystemen
verwaltet. In PDM-Systemen dient die Informationseinheit "Projekt" dazu, eine ablauforientierte
Strukturierung aller im Projekt anfallenden Daten in einzelne Teilaufgaben vorzunehmen.
Projekte werden im Informationssystem wie alle anderen Informationseinheiten mit einem Stammsatz,
bestehend aus identifizierenden, Standard- und anwenderspezifischen Merkmalen angelegt. Auch für
diese Elemente gelten die genannten allgemeinen Strukturierungsmöglichkeiten, so dass die
Gesamtplanung der Produktentwicklung in kleine, überschaubare Einheiten (Teilprojekte) aufgeteilt
werden kann.
Die Verbindung zwischen Teilprojekten und zugehörigen
Artikeln bzw.
Unterlagen
erfolgt durch einfache Zuordnungen. So kann jedem (Teil-)Projekt eine beliebige Anzahl von Artikeln
und Unterlagen zugeordnet werden, die ihrerseits hierarchisch strukturiert und miteinander verknüpft
sein können (vgl. Abbildung 4-13).
Elementklasse
„Projekt“
Hauptprojekt
Motorentwicklung
Teilprojekt A
Teilprojekt B
Elementklasse
„Unterlage“
Netzplan
Elementklasse
„Artikel“
Elektromotor
Anker
Gehäuse
...
Ankerwelle
3D-Modell
Fertigungszeichnungen
NC-Programme
Rundstahl
Abbildung 4-13: Mehrdimensionale Strukturen zwischen Projekten, Artikeln und Unterlagen
[EHSS91].
4.2
Privilegienverwaltung
PDM-Systeme erlauben verschiedenen Anwendern den gemeinsamen Zugriff auf gespeicherte Informationen. Aus diesem Grund müssen neben Artikeln, Unterlagen oder Projekten auch Benutzer sowie
deren Zugriffsrechte auf Objekte und Funktionen des Informationssystems verwaltet werden. Diesem
Zweck dient die sog. Privilegienverwaltung. Aufgaben der Privilegienverwaltung sind:
96
96
4 Funktionen eines Produktdatenmanagementsystems
Verwaltung von Systembenutzern,
Bildung von Benutzergruppen und Rechtevergabe,
Kontrolle des Zugriffs auf Informationseinheiten und
Kontrolle des Zugriffs auf Funktionen des Informationssystems.
Verwaltung von Systembenutzern
Personen, die mit dem PDM-System arbeiten, müssen als Benutzer registriert und mit Zugriffsrechten
versehen werden, um den Datenbestand zu schützen. Benutzer werden daher in ähnlicher Art wie alle
anderen Informationseinheiten verwaltet, d. h. mittels eines Stammsatzes (vgl. Abbildung 4-14). Ein
Benutzerstammsatz besteht im Wesentlichen aus identifizierenden Attributen, wie dem
Benutzernamen, einer Benutzernummer und ggf. einem Passwort. Benutzer können, nachdem sie im
PDM-System registriert wurden, einer oder mehreren Benutzergruppen zugeteilt werden
(Konstruktion, Arbeitsvorbereitung etc.). Die Zuordnung zu bestimmten Gruppen wirkt sich zum einen
auf die Zugriffsrechte auf Objekte anderer Gruppenmitglieder aus (OGW-Zugriffscode), zum anderen
werden Mitglieder einer Gruppe über Änderungen an Objekten ihrer Gruppe automatisch vom System
informiert.
Zusätzlich zur Steuerung der Zugriffsrechte durch eine Gruppenzuordnung, kann auch über die
Zuteilung von Rollen das individuelle Zugriffsrecht eines Nutzers beeinflusst werden. Eine Rolle ist
z. B. ‚Administrator’ oder ‚Projektleiter’.
97
Funktionen eines Produktdatenmanagementsystems 4
Abbildung 4-14: Verwaltung von Systembenutzern und Gruppenzuordnung
Kontrolle des Zugriffs auf Objekte
Sämtliche Informationseinheiten, die im Managementsystem erfasst sind, besitzen einen Zugriffscode,
der die Zugriffsmöglichkeiten auf diese Objekte regelt. Folgende Zugriffsmöglichkeiten werden in
PDM-Systemen verwendet:
Keinerlei Zugriff
(" "),
98
98
4 Funktionen eines Produktdatenmanagementsystems
Lesemöglichkeit
("r"),
Änderungsmöglichkeit
("w") und
Löschmöglichkeit
("d"),
Dabei schließen höhere Rechte-Codes alle vorhergehenden Rechte mit ein, d. h. wenn ein Benutzer das
Recht hat, einen Datensatz zu löschen, so hat er gleichzeitig Lese- und Änderungsrechte. Heutzutage
werden die Rechte allerdings aus Gründen der Anwenderfreundlichkeit meist in einer grafischen
Bedieneroberfläche zugeteilt. Prinzipiell verbergen sich dahinter aber immer die oben genannten
Zugriffsrechte.
Bei der Vergabe von Zugriffsrechten wird darüber hinaus festgelegt, für wen diese Rechte Gültigkeit
haben. In diesem Zusammenhang werden grundsätzlich drei Benutzertypen unterschieden:
Eigentümer, der das Objekt angelegt hat
(Owner),
Mitglieder der Arbeitsgruppe des Eigentümers
(Group) und
Benutzer, die nicht zu dieser Gruppe gehören
(World).
Jedem dieser Benutzertypen kann eines der oben genannten Zugriffsrechte zugewiesen werden, so
dass schließlich für jedes Objekt systemintern ein dreistelliger Code (OGW-Zugriffscode) existiert, der
die Zugriffsmöglichkeiten für alle Benutzer des PDM-Systems festlegt. Unter dem Benutzertyp ‚World’
befinden sich nur die für das System berechtigte Nutzer. Zusätzlich kann die Berechtigung noch in
Abhängigkeit von einer bestimmtem Rolle erfolgen Abbildung 4-15.
99
Funktionen eines Produktdatenmanagementsystems 4
Abbildung 4-15: Zugriffskontrolle auf Elemente
100
100
4 Funktionen eines Produktdatenmanagementsystems
Bei der Neuanlage eines Objekts können die Zugriffsrechte vom Eigentümer (Erzeuger) festgelegt werden. Ändert sich der Zustand eines Objekts, z. B. durch Freigabe, so wird der Zugriffscode vom System
entsprechend den Vorgaben des Prüfablaufs automatisch geändert (z. B. Rechteentzug für den Eigentümer).
Die Rechte, die Benutzer in Bezug auf Objekte anderer Gruppenmitglieder haben, werden prinzipiell
für jedes Element durch dessen objektbezogenen Zugriffscode festgelegt. Darüber hinaus bieten PDMSysteme im Rahmen der Zuweisung zu einer bestimmten Gruppe die Möglichkeit, diese Rechte je nach
Status des Benutzers von vornherein durch ein allgemeines Gruppenrecht zu beschränken. Die
Beschränkung erfolgt durch das Setzen von Maximalrechten (" ", "r", "w", "d"), die angeben, welche
Zugriffsrechte der Benutzer auf Objekte anderer Gruppenmitglieder maximal haben kann.
Handelt es sich bei einem Benutzer beispielsweise um einen Praktikanten, der für eine bestimmte Zeit
einer Gruppe zugeordnet wurde, so ist es sinnvoll, dessen Zugriffsrechte auf Objekte anderer
Sachbearbeiter der Gruppe zusätzlich zur ohnehin bestehenden Zugriffsbeschränkung durch den OGWCode mittels allgemeinem Gruppenrecht auf Leserecht zu begrenzen.
Abbildung 4-16 zeigt graphisch, welche Zugriffsmöglichkeiten auf Systeminformationen sich einem
Benutzer in Abhängigkeit von
Benutzertyp,
allgemeinem Gruppenrecht und
objektbezogenem Zugriffsrecht bieten.
Zugriffswunsch
Eigentümer
Super-User
Gruppe
_
d
r
Welt
Maximales Zugriffsrecht innerhalb der
Gruppe
d
w
Benutzertyp
_ r w d
_ , r, w, d
_ r, w, d
_ r w, d
_ r w d
_ r w d
Zugriffscode des
Elements bezüglich
des Benutzertyps
_
_ r w d
_ r
w d
_ r
w d
_
_
Art des gewährten
Zugriffs
r w d
r w d
r w d
Abbildung 4-16: Zugriff auf Informationseinheiten
Kontrolle des Zugriffs auf Funktionen
Neben einem beschränkten Zugriff auf Informationseinheiten bieten PDM-Systeme die Möglichkeit,
den Zugriff auf Funktionen des Systems zu beschränken.
Dies ist insbesondere dort sinnvoll, wo die (unsachgemäße) Ausführung von Funktionen eine
Gefährdung des Datenbestands oder des gesamten Systems darstellt (z. B. Manipulationen am
101
Funktionen eines Produktdatenmanagementsystems 4
Datenschema wie Anlegen oder Löschen von Entitäten oder Tabellen, das Einrichten oder Löschen von
Benutzern oder das Ändern von Prüfabläufen).
Zu diesem Zweck können die Benutzer in Abhängigkeit von Können oder Befugnis durch Zuordnung
sog. Benutzerprofile klassifiziert werden. Die Funktionen des PDM-Systems können ihrerseits auf bestimmte Benutzerprofile beschränkt werden, so dass ihre Ausführung nur noch den entsprechend
autorisierten Anwendern möglich ist.
4.3
Ablaufverwaltung
Produkte durchlaufen im Rahmen der Produktentwicklung verschiedene Zustände und Reifegrade
(siehe Kapitel 3.4) und können darüber hinaus in wechselnden Versionen vorliegen.
Produktdatenmanagementsysteme unterstützen die damit verbundenen Zustandsänderungen durch
integrierte Funktionen des Freigabe- und Änderungswesens sowie der Versionierung. Ausführlich wird
auf die Ablaufverwaltung in Kapitel 6 eingegangen
Prüfablauf
Die organisatorischen Vorgaben für das Freigabe- und Änderungswesen liefert der den zu
verwaltenden Elementen zugeordnete Prüfablauf, der die möglichen Zustände eines Produkts sowie
dessen Zustandsänderungen im Laufe der Produktentwicklung beschreibt.
Um einen entsprechenden Prüfablauf festlegen zu können, müssen zunächst die in einem
Unternehmen auftretenden Produktzustände im Informationssystem definiert werden. Im Anschluss an
die Definition der Ablaufzustände werden die benötigten Prüfabläufe für Artikel, Unterlagen, Projekte
etc. festgelegt, indem ihnen eine Bezeichnung und entsprechende Ablaufschritte zugewiesen werden.
Zustandsänderung
Elemente, denen ein Prüfablauf zugewiesen wurde, wie z. B. Artikel, Unterlagen oder Projekte, können
im Laufe der Produktentwicklung in nachfolgende Zustände überführt werden, wenn alle
Vorleistungen hierfür erfüllt worden sind; zum Beispiel kann ein Artikel vom Status "Prüfung" in den
Status "freigegeben" überführt werden, wenn der damit verbundene Prüfvorgang (nicht Teil des PDMSystems!) erfolgreich abgeschlossen wurde. Wer autorisiert ist, den Zustandswechsel durchzuführen
(z. B. der Konstruktionsleiter), wird im Prüfablauf festgelegt. Auf diese Weise wird sichergestellt, dass
Freigaben etc. nicht von unbefugten Personen durchgeführt werden können.
Der Zustandswechsel selbst kann im PDM-System durch Selektion des gewünschten Elements und Ausführen der Überführungsfunktion durchgeführt werden. In den entsprechenden Listen bzw.
Formularen schlagen sich Zustandsänderungen durch
veränderte Status und Lebensphasen (Fortschrittskenner),
ggf. geänderte Benutzerrechte und
ggf. angepasste Gültigkeitszeiträume nieder.
Versionierung
Erneute Serien-Freigaben, nachdem an einem Artikel Änderungen durchgeführt wurden, werden in der
Regel in Form neuer Versionen dokumentiert. Innerhalb von PDM-Systemen besteht daher die Möglichkeit, von Artikeln, Unterlagen oder Projekten neue Versionen anzulegen, nachdem eine Änderung
vorgenommen wurde.
102
102
4 Funktionen eines Produktdatenmanagementsystems
Neue Versionen können nur dann angelegt werden, wenn sich das entsprechende Element im Zustand
"in Änderung" befindet (vgl. Abbildung 4-17). Folglich muss das Element vor einer Versionsänderung
in diesen Zustand überführt werden. Die Kopie des Elements auf eine neue Version kann dann mit
bzw. ohne die Übernahme bestehender Strukturen erfolgen.
Teil A
Version 0
FK 240
„In Änderung“
Teil A
Version 0
Teil A
Version 0
FK 230
„Freigegeben“
FK 240
„In Änderung“
Teil A
Version 0
FK 260
„Inaktiv“
Änderung mit
neuer Version
Teil A
Version 1
Teil A
Version 1
Teil A
Version 1
FK 110
„In Arbeit“
FK 120
„In Prüfung“
FK 230
„Freigegeben“
Abbildung 4-17: Änderung/Versionierung
Im Rahmen des Versionierungsvorgangs wird vom PDM-System ein neues Element mit identischer Elementnummer und nächst höherer Versionsnummer angelegt, das ursprüngliche Element bleibt mit
allen damit verbundenen Informationen bestehen. Die Freigabe des neuen Elements erfolgt dann
gemäß dem zugeordneten Prüfablauf, während die alte Version üblicherweise in den Status inaktiv
überführt wird. Eine Freigabe beider Versionen wird vom PDM-System verhindert.
Mitteilungswesen und Dokumentation
Eine wichtige Aufgabe von PDM-Systemen ist die Sicherstellung eines verzögerungsfreien Ablaufs, insbesondere nach Zustandsänderungen, sowie die Protokollierung bzw. Dokumentation von Vorgängen
im Allgemeinen und Änderungen im Speziellen. Diesen Anforderungen werden PDM-Systeme mittels
folgender Funktionalitäten gerecht (vgl. Abbildung 4-18):
Sammlung und Verteilung von Ablaufnachrichten,
Dokumentation von Änderungen in sog. Historien.
In der Ablaufnachrichtenverwaltung werden alle Status-/Reifegradänderungen, die im Rahmen des
Freigabe-/Änderungswesens angestoßen werden, vom Informationssystem automatisch protokolliert.
Die vom Informationssystem für den jeweiligen Benutzer aufgestellte Liste von Ablaufnachrichten gibt
alle Zustandsänderungen wieder, die diejenigen Elemente der Datenbasis betreffen, die zur Gruppe des
Benutzers gehören. Diese Form der Dokumentation dient somit in erster Linie der Information anderer
Benutzer, die zur selben Gruppe, wie der die Änderung durchführende Bearbeiter bzw. die zu einer
anderen Gruppe gehören, in die ein geändertes Element nach einer Änderung wechselt.
Weiterhin verfügen PDM-Systeme über interne Mail-Systeme, die es erlauben projektbezogene
Nachrichten an die Projektteilnehmer zu versenden.
103
Funktionen eines Produktdatenmanagementsystems 4
Ablaufnachrichten für Gruppe 2
Artikel 1
Gruppe 2
Änderung 1
Artikel 2
Gruppe 2
Änderung 1
Artikel 2
Gruppe 2
Änderung 2
Artikel 4
Gruppe 1
Änderung 1
Artikel 3
Gruppe 2
Änderung 2
Artikel 1
Gruppe 2
Änderung 2
Artikel 3
Gruppe 3
Änderung 4
Artikel 3
Gruppe 2
Änderung 1
Artikel 5
Gruppe 1
Änderung 1
Artikel 3
Gruppe 4
Änderung 5
Artikel 3
Gruppe 3
Änderung 3
Historie von Artikel 3
Menge aller Zustandsänderungen
Abbildung 4-18: Mitteilungswesen/Dokumentation
Auf diese Weise wird die Arbeit innerhalb der Gruppen transparenter und die Kommunikation
zwischen verschiedenen Gruppen, die am selben Produkt arbeiten, verbessert.
Mittels Historien werden Informationen über die Entstehung, Status-/Reifegradänderungen sowie Versionsänderungen eines Stammsatzes dokumentiert. Sie enthalten in tabellarischer Form:
den Typ der Änderung,
das Datum der Änderung,
den Namen des Ändernden,
den Status und Reifegrad nach der Änderung
und bei Versionsänderungen zusätzlich
die Elementnummer der vorhergehenden bzw. nachfolgenden Version.
Historien sind immer an ein bestimmtes Element gebunden und beinhalten im Gegensatz zu
Ablaufnachrichten nur solche Vorgänge, die den jeweiligen Stammsatz betreffen. Einträge in Historien
werden vom System selbständig vorgenommen und können vom Anwender durch Kommentare
ergänzt werden.
Diese Form der Dokumentation ist besonders im Hinblick auf Produkthaftung und Qualitätssicherung
von Bedeutung.
4.4
Dateiverwaltung
Integrierte Dateiverwaltungsfunktionen ermöglichen es, dass PDM-Systeme als Bindeglied zwischen
datenerzeugenden Applikationen wie z. B. CAD-Systemen und dem Speichermedium fungieren. Der
Zugriff auf Dateien (Öffnen bzw. Speichern) erfolgt in diesem Fall nicht mehr über die CADsystemeigenen Verwaltungsfunktionen, sondern über das angekoppelte PDM-System (vgl. Abbildung
4-19). Auf diese Weise können neben den umfangreichen Such- und Selektionsfunktionen beim
104
104
4 Funktionen eines Produktdatenmanagementsystems
Auffinden auch alle Strukturierungs- und Zuordnungsfunktionen der Speicherung und Verwaltung von
CAD-Dateien genutzt werden.
Zentrales Verbindungselement der Kopplung von CAD-Systemen mit PDM-Systemen ist der Elementtyp
"Unterlage", der zum einen Referenzen auf konventionell erzeugte Dokumente (z. B. Zeichnungen auf
Papier) anbietet, zum anderen aber auch die Zuordnung zu digital vorliegenden Daten ermöglicht
(siehe Kapitel 4.1.2). Anders als andere Informationseinheiten werden Elemente vom Typ "Unterlage",
die Dateien repräsentieren, nicht manuell vom Benutzer angelegt, sondern automatisch vom System,
wenn der Benutzer Daten vom CAD-System aus im PDM-System ablegen möchte.
Um die Integrität der vom PDM-System verwalteten Datenbasis zu gewährleisten, muss sowohl der direkte Zugriff auf die verwalteten Daten über die jeweilige Applikation verhindert werden als auch der
Zugriff über Standard-Betriebssystemfunktionen. Aus diesem Grund arbeiten PDM-Systeme mit sog.
elektronischen Aktenschränken (Electronic Vaults8). Ein solcher elektronischer Aktenschrank besteht
aus speziell geschützten Arbeitsbereichen, welche auf dem jeweiligen Speichermedium für das PDMSystem reserviert sind. Auf Betriebssystemebene und für andere Applikationen erscheint dieser
Arbeitsbereich als "Black-Box", deren Inhalt nicht eingesehen und auf den auch nicht zugegriffen
werden kann. Der Zugriff auf diese Bereiche ist nur über die Dateiverwaltungsfunktionen des PDMSystems möglich.
Abbildung 4-19: Dateiverwaltung ohne bzw. mit PDM-System
8
vault : Gewölbe, Tresor.
105
Funktionen eines Produktdatenmanagementsystems 4
Elektronic Vault
Betriebssystemfunktionen der
Dateiverwaltung
Dateiverwaltungsfunktionen
V3
V2
V1
Versionskontrolle
Reservieren/
Sperren
Transaktionsbearbeitung
Schnittstelle zum Anwendungssystem
Abbildung 4-20: Funktionen des "Elektronischen Aktenschranks" [EHSS91].
Abbildung 4-20 zeigt die wichtigsten Funktionsblöcke des Electronic Vaults, die für den
Dateiverwaltungsmechanismus von Bedeutung sind und über die Dateiverwaltungsfunktionen des
Betriebssystems hinausgehen:
Versionskontrolle: Historienverwaltung und Archivierung verschiedener Versionen von Unterlagen bei Änderungen;
Sperren von Dateien: Unterlagen werden bei Bearbeitung oder Änderung reserviert und für andere Benutzer gesperrt;
Transaktionsbearbeitung: Mehrere Dateien einer Unterlage werden in einer Operation
verwaltet, z. B. das Kopieren von zusammengehörigen Zeichnungen.
106
106
4 Funktionen eines Produktdatenmanagementsystems
Abbildung 4-21: Anwendungsschnittstelle des "Elektronischen Aktenschranks"[EHSS91].
Neben diesen speziellen Electronic-Vault-Funktionen gelten beim Zugriff auf Dateien die im OGW-Zugriffscode festgelegten Zugriffsrechte.
Für das Ablegen und Aufrufen von Dateien aus den geschützten Bereichen werden dem Benutzer vom
PDM-System folgende Funktionen bereitgestellt:
4.5
Check-In-Funktion: Als Check-In-Funktion wird die Übergabe neuer oder geänderter Dateien an
den geschützten Sperrbereich des PDM-Systems bezeichnet. Mit dieser Funktion werden die im
Arbeitsbereich des Anwenders befindlichen Dateien in den Electronic Vault des PDM-Systems
übertragen. Handelt es sich bei der abzulegenden Datei um Daten, die zur Änderung reserviert
und kopiert wurden, so wird beim Zurückschreiben der aus der Reservierung resultierende
Sperrvermerk zurückgesetzt und eine neue Version der Datei angelegt. Ältere Dateiversionen
werden weiterhin im PDM-System verwaltet.
Check-Out-Funktion: Die sog. Check-Out-Funktion dient dem Aufrufen von Dateien aus dem
geschützten Speicherbereich. Mit dieser Funktion werden alle einer bestimmten Unterlage
zugeordneten Dateien in den Arbeitsbereich des Benutzers kopiert. Werden die Dateien zur
weiteren Bearbeitung geholt, so werden sie vom System zur Vermeidung von Inkonsistenzen
für andere Anwender gesperrt (Reservierung). Dies ist nicht der Fall, wenn die Dateien nur zu
Informationszwecken (Viewing) aufgerufen werden.
Customizing und Datenaustausch
Die in den PDM-Systemen hinterlegten Datenstrukturen und vorgegebenen Benutzeroberflächen sind
keineswegs statisch, sondern müssen und werden je nach Anwender individuell angepasst. Dieser
Vorgang der benutzer- und anwendungsspezifischen Anpassung des PDM-Systems an das
Unternehmen wird ‚Customizing’ genannt [Kra02]. Für die Einführung der PDM-Systeme existieren
Richtlinien als Empfehlungen, wie z. B. die VDI-Richtlinie 2219 [VDI2219].
107
Funktionen eines Produktdatenmanagementsystems 4
Der oftmals sehr hohe Anteil von spezifischen Anpassungen von PDM-Systemen an ein Unternehmen
erschwert den Datenaustausch und die Kopplung unterschiedlicher PDM-Systeme und
Implementierungen (auch bei gleichen Herstellern der Systeme).
Zum Austausch der allen PDM-Systemen gemeinen Daten und Informationen wurde im Umfeld von
STEP in einer Arbeitsgruppe das so genannte PDM-Schema [PDM02] als gemeinsame Untermenge
existierenden STEP Standards extrahiert und für die betroffenen Standards harmonisiert.
108
108
4 Funktionen eines Produktdatenmanagementsystems
4.6
Literatur
[EHSS91]. Eigner, M, et al. Engineering Database: Strategische Komponente in CIM-Konzepten.
München : Carl Hanser Verlag, 1991.
[VDI2219]. Verein Deutscher Ingenieure Informationsverarbeitung in der Produktent-wicklung Einführung und Wirtschaftlichkeit von EDM/PDM-Systemen. VDI Richtlinie 2219, VDI, 2002.
[VDMA88]. Verband Deutscher Maschinen- und Anlagenbauer Datenaustausch zwischen CAD- und
PPS-Systemen. Frankfurt, 1988.
[EiSt09]. Eigner, M. und Stelzer, R. Produktdatenmanagement-Systeme. 2. Aufl. Berlin : Springer,
2009.
[Kra02]. Krastel, M. Integration multidisziplinärer Simulations- und Berechnungsmodelle in PDMSystemen. Aachen : Shaker, 2002.
[PDM02]. PDM Implementors Forum: PDM-IF usage guide.
http://www.pdm-if.org/pdm_schema/pdmug_release4_3.zip. 17.03.2004
[SaIm02]. Saaksvuori, A. und Immonen, A. Product Lifecycle Management. Springer, Berlin; Auflage:
1, 2003.
[Schi02]. Schichtel, M. Produktdatenmodellierung in der Praxis. Carl Hanser Verlag München Wien,
2002
[Scho99]. Schöttner, J. Produktdatenmanagement in der Fertigungsindustrie. München : Hanser, 1999.
[Weh00]. Wehlitz, P. Nutzungsorientierte Einführung eines Produktdatenmanagement-Systems, Herbert
Utz Verlag, 2000
109
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
5
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Aufgrund ihrer Komplexität ist es bei der Realisierung von Produktdaten-managementsystemen
sinnvoll, auf Basistechnologien zurückzugreifen, die neben einer hohen Sicherheit,
Benutzerfreundlichkeit und Portabilität eine effizientere Entwicklung sowie ein gutes Laufzeitverhalten
ermöglichen. Wesentliche Grundlage im Bereich der Produktdatenmanagementsysteme stellen hierbei
graphische Benutzungsoberflächen sowie Datenbanksysteme zur Speicherung und Verwaltung der
relevanten Produktdaten dar. Gegenstand dieses Kapitels ist es daher, die Datenbanktechnologie als
Grundlage für Produktdatenmanagementsysteme vorzustellen.
5.1
Einführung in Datenbanksysteme
Datenbanksysteme stellen heute eine weitgehend ausgereifte und akzeptierte Technologie zur
Verwaltung größerer Datenbestände dar. Sie ermöglichen die anwendungsübergreifende Nutzung von
Daten ("data sharing"). Die Verwaltung der Daten und der Zugriff auf sie erfolgt völlig unabhängig von
den darauf arbeitenden Anwendungsprogrammen. Ein eigenständiges Softwaresystem, das
Datenbankmanagementsystem, ist für die Verwaltung der gespeicherten Daten zuständig.
5.1.1
Definitionen
Eine Datenbank (DB; engl. database) stellt nach [STS99] eine strukturierte Sammlung von Daten dar,
welche Fakten über spezielle Anwendungen der modellierten Miniwelt repräsentiert, die dauerhaft
(persistent) und weitgehend redundanzfrei gespeichert wird. Die zusammengehörig erstellte
Datenmenge ist hierbei als Ganzes zu speichern und zu verwalten.
Das Datenbankmanagementsystem (DBMS) ist die Software, die für die Verwaltung der
gespeicherten Daten zuständig ist und die vom Benutzer bzw. von den Anwendungsprogrammen
verlangten Zugriffe auf die Datenbank ausführt. Diese stellt eine Sammlung von Funktionalitäten
bereit zur Erzeugung, zur Änderung und zum Löschen von Datenbanken. Die Kombination einer oder
mehrerer Datenbanken mit einem Datenbankmanagementsystem bildet das Datenbanksystem
(DBS).
Abbildung 5-1: Grobarchitektur von Datenbanksystemen
110
110
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
5.1.2
Aufgaben eines Datenbanksystems
Ein Datenbanksystem ist als Komponente in einem Produktdatenmanagementsystem für die
Speicherung und Verwaltung der Produktdaten zuständig. Aufgrund dieser zentralen Stellung werden
vielfältige Anforderungen an Datenbanksysteme gestellt, die sowohl organisatorischer als auch
informations- und systemtechnischer Art sind und ihren Ursprung entsprechend in unterschiedlichen
Bereichen wie Management, Anwender (Ingenieure) und Systembetreuer haben. Wesentliche
Anforderungen sind in Abbildung 5-2 dargestellt.
Um diese an sie gestellten Anforderungen erfüllen zu können, zeichnen sich Datenbanksysteme durch
eine Reihe von Charakteristika aus, die über den "klassischen" administrativ-betriebswirtschaftlichen
Bereich hinaus zunehmend den Ingenieurbereich bei der Verwaltung größerer Datenbestände
unterschiedlichster Anwendungen unterstützen. Die Gesamtaufgabe eines Datenbanksystems besteht
nach [LoSc87] darin, Daten entgegenzunehmen, zu speichern, zu verwalten und auf Anforderung hin
bereitzustellen.
organisatorische
Anforderungen
Datenintegration
informationstechnische
Anforderungen
Verfügbarkeit der Informationen
Portabilität
Vernetzbarkeit
Datenintegrität/Datenkonsistenz
systemtechnische
Anforderungen
online-Backup
Wiederherstellungsverfahren/Recovery
Transaktionssicherheit
Trennung von SW und
Daten
Lockingmechanismen
bei konkurrierendem
Mehrbenutzerbetrieb
Datensicherheit/Datenschutz
redundanzfreie speicheroptimierte Datenhaltung
Datentransparenz
Datenunabhängigkeit
Datenunabhängigkeit
Benutzerfreundlichkeit
Entwicklungswerkzeuge
Releasefähigkeit
Performance
Verteilbarkeit in heterogenen Netzwerken
Flexibilität
Abbildung 5-2: Anforderungen an Datenbanksysteme
Darüber hinaus muss der Datenbankbenutzer bei der Nutzung dieser Möglichkeiten angemessen
unterstützt werden. Aus dieser Gesamtaufgabenstellung resultieren die im Folgenden beschriebenen
Teilaufgaben bzw. Charakteristika eines Datenbanksystems:
Datendefinition: Ähnlich wie bei der Variablendeklaration in höheren Programmiersprachen
müssen der logische Aufbau einer Datenbank und die Konsistenzbedingungen, die die zu
speichernden Daten zu erfüllen haben, vor ihrer Nutzung, d. h. vor dem erstmaligen Einfügen
von Daten, festgelegt werden. Dieser logische Aufbau beschreibt nicht die physikalische
Struktur
der
Datenbank.
Die
Datendefinitionssprache
(DDL)
eines
Datenbankmanagementsystems bietet hierzu die erforderlichen Konstrukte an. Das während
der Datendefinition festgelegte Informationsgerüst wird auch als Datenbankschema bezeichnet.
Wird die Datenbank zur Integration verschiedener Anwendungen benutzt, so dass diese auf den
gleichen Datenbeständen arbeiten, hat jede dieser Anwendungen in der Regel eine eigene Sicht
(engl. view) auf den sie interessierenden Ausschnitt aus der Gesamtdatenbank. In dieser Sicht
wird z. B. festgelegt, welche Teile der Datenbank eine Anwendung sehen darf. Die Definition
solcher Sichten muss durch die DDL ermöglicht werden.
111
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Datenmanipulation: In das durch die Datendefinition festgelegte Datenbankschema können
mit Hilfe der Datenmanipulationsoperatoren, welche mittels Datenmanipulationssprache
(DML) zur Verfügung gestellt werden, Daten eingefügt, verändert oder gelöscht werden. Das
Datenbanksystem selbst muss darüber hinaus Operatoren zum Zugriff auf die gespeicherten
Daten zur Verfügung stellen. Im Einzelnen enthält die DML Operatoren zum
o Einfügen neuer Daten (INSERT-Operator),
o Löschen vorhandener Daten (DELETE-Operator),
o Ändern vorhandener Daten (UPDATE-Operator) und
o Auffinden vorhandener Daten nach unterschiedlichen Kriterien (RETRIEVE-Operator).
o Durch Einfügen von konkreten Daten entsteht aus dem in der Definition festgelegten
Datenbankschema eine Schemaausprägung.
Abbildung 5-3 verdeutlicht die Begriffe Datenbank (DB), Datenbankmanagementsystem
(DBMS), Datendefinitionssprache (DDL) und Datenmanipulationssprache (DML).
Abbildung 5-3: Zusammenhang der Komponenten eines Datenbanksystems
Vielfachverwendbarkeit:
Ein
breites
Spektrum
an
anwendungsbezogenen
Informationselementen soll in der Datenbank abgebildet bzw. gespeichert werden können.
Datenunabhängigkeit: Datenunabhängigkeit ist die Eigenschaft eines DBS, Benutzer bzw.
Anwendungsprogramme, die auf ihm arbeiten, vor irgendwelchen nachteiligen Auswirkungen
bei Änderungen in der Systemumgebung zu schützen. Die Benutzung eines DBS ist unabhängig
von Art und Anzahl der verwendeten Speichermedien oder von der Lokalisierung der
gespeicherten Daten. Darüber hinaus sind die Datenstrukturen nicht in den auf ihnen
arbeitenden Anwendungsprogrammen verborgen, so dass z. B. Änderungen in der
Datenorganisation oder in der Art der verwendeten Speichermedien ohne Einfluss auf die
Anwendungsprogramme möglich sind.
Konsistenzsicherung: Die in der Datenbank gespeicherten Informationen sollen den
interessierenden Sachverhalt möglichst vollständig und widerspruchsfrei repräsentieren. Dies
ist durch die Datenstrukturierung allein nicht zu gewährleisten. Datenbanksysteme gestatten
daher die Formulierung sogenannter Konsistenzbedingungen, deren Einhaltung während des
Betriebs automatisch überwacht wird. Eine solche Konsistenzbedingung könnte z. B. festlegen,
dass zu jedem in der Datenbank gespeicherten Dokument genau ein Ersteller mitgespeichert
sein muss.
Datenschutz und Datensicherung (Recovery): Große Datenbanken sind meist von
unersetzlichem Wert für ihre Besitzer. Die darin gespeicherten Daten müssen daher z. B. vor
unbefugtem Lesen und Schreiben geschützt werden. Datenbanksysteme enthalten dazu
Mechanismen, die bei Fehlern in Verwendung, Hardware, Software und Bedienung die
Unverletzlichkeit und den konsistenten Zustand der Datenbestände gewährleisten.
112
112
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Datenkonsistenz und Datensicherung werden mit Hilfe der Transaktionsverwaltung sichergestellt. Eine Transaktion ist dabei eine Folge von Operationen, die die Datenbank in ununterbrechbarer Weise von einem konsistenten Zustand in den nächsten überführt.
Eine Transaktion ist gekennzeichnet durch folgende Eigenschaften:
o
5.1.3
Atomizität: Eine Transaktion wird entweder komplett durchgeführt oder hinterlässt
keine Wirkung in der Datenbank ("Alles oder Nichts").
o Konsistenz: Am Ende einer Transaktion sind alle Konsistenzbedingungen erfüllt,
während sie im Verlauf der Transaktion verletzt sein können.
o Isolierter Ablauf: Alle von einer Transaktion benutzten Datenbankobjekte müssen von
einem unkontrollierten Zugriff anderer Transaktionen isoliert werden.
o Dauerhaftigkeit: Die Wirkung korrekt abgeschlossener Transaktionen bleibt auch bei
evtl. Systemzusammenbrüchen erhalten.
Mehrbenutzerbetrieb: Bei großen Datenbeständen ist es in der Regel erforderlich, dass sie von
mehreren Benutzern gleichzeitig bearbeitet werden können. Datenbanksysteme stellen sicher,
dass bei konkurrierendem Mehrbenutzerbetrieb die Integrität der Datenbank nicht
beeinträchtigt wird.
Geeignete Benutzungsschnittstellen und Benutzerfreundlichkeit: Zur Bedienung und zur
Kommunikation mit dem Datenbanksystem sind Schnittstellen erforderlich, die den einzelnen
Benutzer/-gruppen bzw. deren Kenntnissen und Arbeitsweisen angepasst sein müssen. Es
werden dabei im Wesentlichen drei Benutzergruppen unterschieden. Ein Benutzertyp ist der
sogenannte Datenbankadministrator, der u. a. das Datenbankschema und dessen Abbildung auf
eine physische Speicherstruktur festlegt. Eine weitere Benutzergruppe sind die Programmierer
von Anwendungsprogrammen, die auf die Datenbank zugreifen. Darüber hinaus gibt es die
Gruppe der Endbenutzer, die Daten aus der Datenbank direkt verwenden oder in die
Datenbank eingeben.
Architektur von Datenbanksystemen
Aufgrund der Vielfalt der gestellten Anforderungen besteht ein DBMS aus zahlreichen
Einzelkomponenten, die bestimmte Teilaufgaben übernehmen. Im Folgenden sind einige dieser
Komponenten beispielhaft aufgeführt:
Der I/O-Prozessor nimmt Befehle bzw. Anfragen des Benutzers oder eines Anwendungsprogramms entgegen und gibt sie an die zuständigen Komponenten des DBMS weiter. Nach der
Abarbeitung gibt er die Ergebnisse bzw. Meldungen über u. U. aufgetretene Fehler an den
Benutzer zurück.
Hauptaufgabe des Code-Generators ist es, den Benutzerauftrag in elementare Operationen (Lesen/Schreiben von Seiten im Plattenspeicher) zu übersetzen.
Der Transaktionsmanager sorgt für die Abwicklung einer Sequenz von Lese-/Schreib-Kommandos als Transaktion. Jede Operation wird dabei in einem Logbuch festgehalten, so dass bei
einem Fehler z. B. durch Systemabsturz wieder auf den Zustand vor Beginn der Transaktion
zurückgesetzt werden kann. Bei Auftreten eines Fehlers wird hierzu der Recovery Manager
aufgerufen.
Aufgabe des Recovery Managers ist das Rücksetzen auf den konsistenten Zustand vor
Transaktionsbeginn.
Der Data Manager führt unter Kontrolle des Transaktionsmanagers den Zugriff auf die Daten
aus.
Unabhängig von der Vielzahl seiner Einzelkomponenten arbeitet ein DBMS nach einem 3-Ebenen-Modell, das von der ANSI/X3/SPARC Study Group on Database Management Systems (ANSI: American
113
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
National Standards Institute) mit dem Ziel der Sicherstellung der Datenunabhängigkeit vorgeschlagen
wurde. Der Benutzer und seine Anwendung sollen vor nachteiligen Auswirkungen durch Änderungen
in der Systemumgebung geschützt werden, das bedeutet, dass z. B. neue Speichertechnologien oder
veränderte Zugriffspfade keinen Einfluss auf die Benutzerschnittstelle haben. Vorteil dabei ist, dass bei
einer Änderung im System keine Änderung der auf die Datenbank zugreifenden
Anwendungsprogramme erforderlich wird.
Die in Abbildung 5-4 dargestellte ANSI/SPARC-Architekur stellt durch Einführung einer
Zwischenschicht zwischen Anwender- und Realisierungsebene die geforderte Datenunabhängigkeit
sicher.
reale Welt
Benutzersicht
auf die
Informationen
externes
Modell
externes
Modell
externes
Modell
logische
Gesamtsicht
konzeptionelles Modell
physische
Speicherform
internes Modell
physisches
Dateisystem
Abbildung 5-4: Ebenen-Modell nach ANSI/SPARC für die Architektur von DBS
Es entsteht eine 3-Ebenen-Architektur mit den nachfolgend erläuterten Ebenen:
Externe Ebene: Die externen Modelle beschreiben nach [ScSt83] die Daten so, wie die
einzelnen Benutzer/-gruppen bzw. die einzelnen Anwendungsprogramme sie zu sehen
wünschen. Sie definieren die sogenannten benutzerspezifischen Sichten auf die gespeicherten
Daten, d. h. sie legen die Daten fest, die für den jeweiligen Benutzer von Bedeutung sind und
die er auch sehen darf.
Konzeptionelle Ebene: Das konzeptionelle Modell beschreibt die logische Gesamtsicht auf die
in der Datenbank verwalteten Daten. Es gibt das Modell der Daten wieder, wie es nach Analyse
und Modellierung der in der Datenbank abzubildenden Sachverhalte entstanden ist. Zur
Erstellung des konzeptionellen Modells ist die Kenntnis aller Anwendungen, die die zu
verwaltenden Daten benötigen, erforderlich. Zur Entwicklung des konzeptionellen Schemas
müssen daher Personen einbezogen werden, die einen Überblick und ein (globales) Verständnis
aller auf die Datenbank zugreifenden Anwendungen haben sowie die Bedeutung der von diesen
benötigten Daten kennen.
Interne Ebene: Das interne Modell legt fest, wie die im konzeptionellen Modell beschriebenen
Daten physikalisch im Speicher abgelegt werden und welche Zugriffsmöglichkeiten auf sie
bestehen sollen. Das interne Modell bestimmt wesentlich das Laufzeitverhalten des gesamten
114
114
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Systems. Zur Definition des internen Modells benötigt der zuständige Datenbankadministrator
z. B. Angaben über die Häufigkeit und evtl. anwendungsbedingte Zeitbeschränkungen beim
Zugriff auf die beschriebenen Daten. Ebenso müssen auch die Eigenschaften der verfügbaren
Hardware berücksichtigt werden.
5.2
Datenmodellierung und Datenbankentwurf
In einer Datenbank werden alle von den Benutzern bzw. von den Anwendungsprogrammen benötigten
Daten in einer einheitlichen Form unter der Kontrolle des Datenbankmanagementsystems
zusammengefasst. Dieses Konzept der Datenintegration bietet zahlreiche Vorteile wie z. B. die
Möglichkeit einer gemeinsamen Nutzung und damit einer redundanzfreien Speicherung der Daten.
Voraussetzung zur Datenintegration in einem Datenbanksystem ist jedoch eine einheitliche,
formalisierte und inhaltlich möglichst vollständige Beschreibung aller zu speichernder Daten, da die
Datenbank die relevanten Sachverhalte so vollständig und genau wie möglich abbilden soll.
Da eine direkte Implementierung der relevanten Sachverhalte in ein Datenbankschema aufgrund der
Komplexität der meisten Anwendungsbereiche in der Regel nicht möglich ist, wird der Datenbankentwurf in verschiedenen Modellierungsschritten (nicht zu verwechseln mit Modellierungsverfahren am
CAD-System) durchgeführt. Während dieser Modellierungsschritte kommen Datenmodelle und
entsprechende Methoden unterschiedlicher Ausdrucksfähigkeit zum Einsatz.
Mit einem Datenmodell, das aus einer Menge zusammengehöriger Beschreibungskonzepte gebildet
wird, kann der interessierende Ausschnitt der realen Welt (Miniwelt) strukturiert und formal
beschrieben werden. Ein Datenmodell legt hierzu die lexikalischen und syntaktischen Regeln fest. Dazu
sind folgende Elemente notwendig:
Elementare Grundeinheiten (z. B. Objektklassen, Beziehungsklassen) und ihre
Strukturierungsmöglichkeiten zur Repräsentation der realen Objekte und ihrer Beziehungen
untereinander;
Ein wesentlicher Aspekt der Datenmodellierung liegt in der Gruppierung gleichartiger Objekte
(bzw. Beziehungen) in Klassen, die jeweils die gemeinsamen Merkmale ihrer Mitglieder beschreiben.
Operationen, die auf den Grundeinheiten arbeiten;
Konsistenzbedingungen zur Festlegung geltender Randbedingungen.
Zur Beschreibung bzw. Repräsentation des modellierten Sachverhalts (Schemas) kann das
Datenmodell sprachliche oder graphische Konzepte enthalten. Durch die formale Beschreibung wird
die Abbildung auf die Implementierung erleichtert.
5.2.1
Vorgehensweise beim Datenbankentwurf
Im Verlauf des Datenbankentwurfs muss der abzubildende Sachverhalt zunächst eingegrenzt und dann
schrittweise von einer unstrukturierten, meist verbalen Form in eine zunehmend formalisierte,
rechner- bzw. implementierungsnahe Form überführt werden.
Dabei ist insbesondere auf die Erkennung und Vermeidung von Redundanz z. B. durch überflüssige Informationselemente Wert zu legen, um zu einem möglichst eindeutigen Schema zu kommen. Dies
kann nur durch enge Zusammenarbeit mit Anwendungsexperten für den abzubildenden Sachverhalt
geschehen.
115
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Im Folgenden werden die Entwurfsschritte beim Datenbankentwurf erläutert, die im Überblick in
Abbildung 5-5 dargestellt sind.
Abbildung 5-5: Vorgehensweise beim Datenbankentwurf
5.2.1.1 Informationsbedarfsanalyse
Innerhalb der Informationsanalyse ist zunächst festzulegen, welche Informationen für den geplanten
Anwendungsbereich von Interesse sind, d. h. der interessierende Sachverhalt der Anwendung (die
sogenannte Miniwelt) wird abgegrenzt. Dies geschieht meist durch Interviews mit den beteiligten
Anwendern. Das Ergebnis der Informationsbedarfsanalyse liegt in der Regel in nicht-formaler Form vor
und beschreibt den Inhalt der zu entwerfenden Datenbank. Es müssen dabei alle relevanten
individuellen Sichten der auf die Daten zugreifenden Benutzer/-gruppen und Anwendungsprogramme
erfasst werden.
5.2.1.2 Konzeptioneller Entwurf
Beim konzeptionellen Entwurf wird die während der Informationsbedarfsanalyse erfasste logische Gesamtstruktur der abzubildenden Informationen in formalisierter Form dargestellt. Das auf dieser Ebene
entworfene konzeptionelle Schema beschreibt die Gesamtsicht der abzubildenden Daten unabhängig
von irgendwelchen Implementierungsgesichtspunkten, d. h. programmiersprachen-, datenbanksystemund rechnerunabhängig.
Konzeptionelle Datenmodelle, die die Konzepte zur Beschreibung konzeptioneller Schemata zur Verfügung stellen, müssen eine möglichst naturgetreue und für den Anwender leicht verständliche
Abbildung eines Ausschnitts der realen Welt ermöglichen. Sie ermöglichen die Abbildung der
Informationen mit ihrer inhaltlichen Bedeutung und ihren Beziehungen zueinander aus der Sicht der
verschiedenen Benutzer.
116
116
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
5.2.1.3 Logischer Entwurf
Das konzeptionelle Schema als Ergebnis des konzeptionellen Entwurfs enthält die Ergebnisse der Informationsbedarfsanalyse in formalisierter, aber völlig implementierungsunabhängiger Form. Im nächsten
Schritt, dem logischen Entwurf, muss es in ein rechnerinterpretierbares Schema, das sogenannte
logische Schema, abgebildet werden. Hierzu werden die Beschreibungsmöglichkeiten genutzt, die das
logische Datenmodell bietet. Das logische Datenmodell weist im Gegensatz zum konzeptionellen
Datenmodell eine größere Rechnernähe aus, was sich oft durch einen eingeschränkten Vorrat an
Beschreibungskonzepten ausgewirkt hat. Durch die Auswahl eines DBMS legt dessen
Datendefinitionssprache das logische Datenmodell, das auf dieser Ebene zur Beschreibung der
Miniwelt eingesetzt werden muss, fest.
Leistungsgesichtspunkte werden beim logischen Entwurf nur insoweit berücksichtigt, als sie sich auf
Strukturen der logischen Ebene beziehen. Erst wenn das logische Modell feststeht, können
Leistungsgesichtspunkte bezüglich der Ausnutzung der vorhandenen Hardware oder weitere
Implementierungsdetails in die Entwurfsentscheidungen einbezogen werden.
5.2.1.4 Physischer Entwurf
Beim physischen Entwurf wird festgelegt, wie die durch den logischen Entwurf beschriebenen Daten in
eine möglichst effiziente physische Speicherstruktur abgebildet werden, und welche
Zugriffsmöglichkeiten auf diese Daten vorhanden sind. Der Datenbankadministrator benötigt hierzu
statistische Informationen z. B. über die Häufigkeit von Anwendungen oder von Zugriffen auf einzelne
Datensätze. Ergebnis dieses Entwurfsschritts ist das physische oder interne Modell. Es enthält alle
Informationen über den Aufbau der abgespeicherten Daten, deren Speicherungsorganisation, die
Zugriffspfade etc. Das interne Modell bestimmt damit wesentlich das Leistungsverhalten
(Performance) eines Datenbanksystems.
5.2.2
Methoden zur konzeptionellen Datenbankmodellierung
Während der Informationsbedarfsanalyse werden die für den Problembereich (Miniwelt) relevanten
Objekt- und Beziehungsklassen, Attribute, Operationen und Ereignisse in nicht formaler, z. B.
natürlichsprachlicher Form, erfasst. Oft erfolgt die Sammlung der Informationsanforderungen mit Hilfe
von Interviewtechniken. Das Ergebnis wird dann z. B. auf Datenblättern oder Formularen
dokumentiert. Im Rahmen der Vorlesung soll hierauf nicht näher eingegangen werden, sondern direkt
der nächste Schritt, die konzeptionelle Modellierung diskutiert werden. In diesem Entwurfsschritt
sollen die in der Informationsanalyse erfassten Sachverhalte implementierungsunabhängig, aber
formal und für den Anwender leicht verständlich beschrieben werden. Diese Beschreibung erfolgt mit
den Mitteln eines auf konzeptioneller Ebene eingesetzten (konzeptionellen) Datenmodells.
Es existiert eine Vielzahl von Ansätzen zur Beschreibung von Informationsmodellen für die konzeptionelle Ebene. Zugehörige Beschreibungshilfsmittel können eine graphische oder eine textuell formale
Repräsentation besitzen. Graphisch orientierte Sprachen verschaffen einen besseren Überblick über das
gesamte Modell als die sehr präzisen und mächtigen textuellen Modellierungssprachen. Diese hingegen
sind im Hinblick auf eine syntaktische und semantische Korrektheit leichter mit Hilfe des Rechners
überprüfbar.
117
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Im Folgenden werden das Entity-Relationship-Modell, NIAM sowie EXPRESS bzw. EXPRESS-G als
Alternativen für die konzeptionelle Datenmodellierung vorgestellt. Diese Vorstellung erfolgt anhand
eines Beispiels, das im Folgenden beschrieben wird:
Die Informationsbedarfsanalyse in einem Unternehmen ergibt, dass in der zu entwerfenden Datenbank
die produzierten Baugruppen und Einzelteile gespeichert werden sollen. Dabei soll auch abgebildet
werden, aus welchen (Unter-)Baugruppen und Einzelteilen sich eine Baugruppe zusammensetzt. Für
die Einzelteile sollen darüber hinaus die ihnen zugeordneten Fertigungspläne verwaltet werden. Es
ergibt sich grob die im Abbildung 5-6 dargestellte Miniwelt.
Man erkennt, dass die betrachteten Objekte der realen Welt, die sogenannten Objektinstanzen, bereits
zu Klassen (Objektklassen oder Objekttypen) gleichartiger Objekte zusammengefasst sind (analog gilt
dies auch für die Beziehungen zwischen den Objekten). Diese Klassenbildung ist eine unabdingbare
Voraussetzung zur Datenmodellierung. Die Elemente einer Klasse lassen sich durch die gleichen
Merkmale beschreiben, unterschiedlich sind nur die Werte, die diese Merkmale für die einzelnen
Elemente annehmen.
Abbildung 5-6: Beispiel-Miniwelt
Nachdem die Beispielminiwelt mit den zu beschreibenden Objekt- und Beziehungsklassen grob abgegrenzt ist, wird z. B. anhand einer konkreten Baugruppe (Abbildung 5-7) überlegt, welche Informationen in der zu entwerfenden Datenbank abgebildet werden müssen.
118
118
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Abbildung 5-7: Beispielbaugruppe
2
BG
Verbindungs stange
L-BG
Grundplatte
2
2
BG
Mutter - Bolzen
L-Winkel
Mutter
Einzelteil
Baugruppe
2
Kantenbewertungen,
Anzahl der Komponenten
in der übergeordneten
Baugruppe
Mutter
Bolzen
Abbildung 5-8: Struktur der Beispielbaugruppe
Verbindungs stange
119
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Aus den Überlegungen anhand der konkreten Baugruppe(n) geht hervor, dass in der zu entwerfenden
Datenbank folgende Sachverhalte über Baugruppen gespeichert werden sollen:
Elemente der Objektklassen "Baugruppe" und "Einzelteil" werden jeweils durch ihre Sachnummer und ihren Namen beschrieben, ein Einzelteil zusätzlich durch sein Gewicht. Die Sachnummer ist dabei jeweils innerhalb der Baugruppen bzw. innerhalb der Einzelteile eindeutig.
Zusammensetzung der Baugruppen aus (Unter-)Baugruppen und Einzelteilen mit Angabe der
jeweiligen Menge. Aus Abbildung 5-8 wird klar, dass dabei gilt:
Eine übergeordnete Baugruppe kann aus mehreren (N) Baugruppen bestehen, wobei
eine Baugruppe in mehreren (M) übergeordneten Baugruppen vorkommen kann.
Analoges gilt für Baugruppe-Einzelteil-Beziehung.
Aus Abbildung 5-9 wird klar, dass für die Zuordnung von Fertigungsplänen zu Einzelteilen gilt:
Einem Einzelteil können mehrere Fertigungspläne zugeordnet sein, wobei umgekehrt ein Fertigungsplan genau einem Einzelteil zugeordnet sein muss.
Ein Fertigungsplan wird beschrieben durch eine (über alle existierenden Fertigungspläne
eindeutige) Nummer, durch ein Erstellungsdatum sowie durch den Fertigungsort (diese
Attribute seien hier beispielhaft zur Beschreibung eines Fertigungsplans ausgewählt).
Die in der Datenbank abzubildende Beispielminiwelt wird im Folgenden alternativ mit Hilfe der zuvor
genannten konzeptionellen Modelle dargestellt.
Abbildung 5-9: Mengendiagramm der Einzelteil-Fertigungsplan-Zuordnung
5.2.2.1 Entity-Relationship-Modell
Das Entity-Relationship-Modell (ERM) geht auf Chen zurück [Chen76]. Es unterscheidet zwischen Entities, Attributen und Relationships. Entities sind reale oder abstrakte Dinge (Objekte), die für einen
betrachteten Ausschnitt der realen Welt von Interesse sind. Werden Entities in Klassen
zusammengefasst, so werden sie als Entitytypen bezeichnet, deren einzelne Ausprägungen die Entities
sind. In der Beispielminiwelt kommen die Entitytypen Baugruppe, Einzelteil und Fertigungsplan vor.
Entities (Ausprägungen) des Entitytyps Baugruppe sind beispielsweise die Mutter-Bolzen-Baugruppe
120
120
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
oder die L-Baugruppe des Entitytyps Einzelteil, beispielsweise Mutter, Bolzen oder Grundplatte.
Attribute beschreiben Eigenschaften von Entities wie z. B. Name, Sachnummer oder das
Erstellungsdatum. Jedes Attribut kann Werte aus einem bestimmten Wertebereich annehmen. Damit
lassen sich für konkrete Entities, z. B. für den Bolzen, Aussagen der Form: "Attribut Sachnummer hat
den Wert 1-94-0004" oder "Attribut Gewicht hat den Wert 0.02" machen. Hierbei wird wieder das
wesentliche Merkmal der Klassenbildung deutlich: Jedem Entitytyp wird eine Kombination von
Attributen mit bestimmten Wertebereichen, jedem Entity dieses Entitytyps eine Kombination von
Attributwerten zugeordnet.
Ein Relationshiptyp (Beziehungstyp) ist eine logische Verknüpfung zwischen zwei oder mehreren
Entitytypen. Im Rahmen des ERM können 1:1-, 1:N-, M:1- sowie N:M-Beziehungen zwischen
Entitytypen dargestellt werden (Abbildung 5-10). 1:1, 1:N, M:1 und N:M werden hierbei als
Kardinalität der Beziehung (genauer: des Beziehungstyps) bezeichnet. Bei einer 1:1-Beziehung wird
jedem Element der ersten Menge genau ein Element der zweiten Menge zugeordnet und umgekehrt.
Bei einer 1:N-Beziehung werden jedem Element der ersten Menge N Elemente der zweiten Menge
zugeordnet, jedem Element der zweiten Menge aber genau ein Element der ersten Menge. Die N:1Beziehung drückt den gleichen Sachverhalt in umgekehrter Reihenfolge aus. Beispiel für
Beziehungstypen ist die Zuordnung von Fertigungsplänen zu Einzelteilen (1:N-Beziehung), die besagt,
dass jedem Einzelteil (genauer: jedem Entity des Entitytyps Einzelteil) N Fertigungspläne (genauer: N
Entities des Entitytyps Fertigungsplan) zugeordnet sind und dass umgekehrt jeder Fertigungsplan zu
genau einem Einzelteil gehört. Beispiel für eine konkrete Ausprägung dieses Beziehungstyps ist die
Zugehörigkeit des Fertigungsplans mit der FP-Nummer 3-94-0001 zum Einzelteil mit der Sachnummer
1-94-0002. Die Kardinalität des Beziehungstyps wird an den Kanten des ER-Diagramms eingetragen.
Abbildung 5-10: Mengenbeziehungen -ihre Notation im Entity-Relationship-Modell
Abbildung 5-11 zeigt das ER-Modell zur Beschreibung der Beispielminiwelt.
121
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
übergeordnet
BG-BGM
Beziehung
Baugruppe
N
untergeordnet
N
BG-ETBeziehung
Menge
Sachnummer
Name
Menge
M
Einzelteil
Sachnummer
Name Gewicht
1
Legende:
ET-FPBeziehung
Entity-Typ
Beziehung
N
Attribut
Fertigungsplan
FP-Nummer
Erstellungsdatum
Fertigungsort
Abbildung 5-11: Entity-Relationship-Modell der Beispielminiwelt
5.2.2.2 NIAM (Nijssen Information Analysis Method)
NIAM wurde Mitte der siebziger Jahre von Prof. G. M. Nijssen zur konzeptionellen Datenmodellierung
entworfen. Die NIAM-Methodik unterstützt im gleichen Maße wie ERM die graphische Modellierung
von Objekt- und Beziehungsklassen. NIAM unterstützt jedoch komplexere Strukturierungsmethoden
und Konsistenzbedingungen.
NIAM unterscheidet zwei verschiedene Objekttypen, nämlich LOTs und NOLOTs. LOTs (Lexical Object
Types) entsprechen Attributen im ERM. NOLOTs (Non Lexical Object Types) entsprechen den
Entitytypen im ERM. Beziehungstypen werden in NIAM FACTs genannt.
Wie im ERM können in NIAM ebenfalls die Kardinalitäten der Beziehungstypen abgebildet werden. Es
gelten die in Bild 5.12 dargestellten NIAM-Notationen. Abbildung 5-12 stellt das NIAM-Modell für die
Beispielminiwelt dar.
Die beschriebenen Eigenschaften von NIAM sind denen des ERM sehr ähnlich. Darüber hinaus bietet
NIAM jedoch weitere, für eine realitätsnahe Datenmodellierung sehr vorteilhafte Konzepte. Dazu zählt
die Generalisierung und Spezialisierung von Objekttypen.
Die Generalisierungs- und Spezialisierungsbeziehung von Objekttypen (Vererbung) erlaubt eine
sehr präzise Klassifikation von Objekten der realen Welt über sogenannte Vererbungshierarchien.
Betrachtet man in unserem Beispiel Baugruppe und Einzelteil, so sieht man, dass beiden die Merkmale
"Sachnummer" und "Name" gemeinsam sind. Unter diesem Gesichtspunkt kann man Baugruppe und
Einzelteil zu einem Supertyp "Artikel" generalisieren, der diese gemeinsamen Merkmale seiner
Subtypen beschreibt (Abbildung 5-14). Die speziellen Eigenschaften wie z. B. Gewicht verbleiben bei
den Subtypen. Durch die Generalisierungsbeziehung erhält bzw. erbt ein Subtyp die bei seinem
Supertyp definierten Merkmale.
122
122
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Mengen - Diagramme
Beziehungstyp
Menge A
NIAM Notation
Menge B
1 : 1 - Beziehung
A
B
1 : N - Beziehung
A
B
N : 1 - Beziehung
A
B
N : M -Beziehung
A
B
Abbildung 5-12: Mengenbeziehung - ihre Notation in NIAM
NIAM erlaubt darüber hinaus die Beschreibung komplexer Zwangsbedingungen und Ableitungsregeln
für Attribute, worauf an dieser Stelle jedoch nicht weiter eingegangen werden soll.
Sachnummer
Baugruppe
Name
Sachnummer
Einzelteil
Name
Gewicht
Legende:
NOLOT
(Objekttyp)
FPNummer
LOT
(Attribut)
M:N-Beziehung
Fertigungsplan
Erst.datum
1:N-Beziehung
1:1-Beziehung
Fert.ort
Abbildung 5-13: Modell der Beispielminiwelt in NIAM
123
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Sachnummer
Artikel
Name
Baugruppe
Einzelteil
Legende:
FPNummer
NOLOT
(Objekttyp)
LOT
(Attribut)
Gewicht
Fertigungsplan
Erst.datum
M:N-Beziehung
1:N-Beziehung
Fert.ort
1:1-Beziehung
Supertyp
Vererbung (Generalisierung/Spezialisierung)
Subtypen
Abbildung 5-14: Modell der Beispielminiwelt in NIAM mit Vererbung
5.2.2.3 EXPRESS
EXPRESS [EXPR94] ist eine Datenmodellierungssprache, die im Rahmen der ISO-10303-Entwicklung
(Product Data Representation and Exchange, auch als STEP - Standard for the Exchange of Product
Model Data bekannt) genormt wird. Zielsetzung der Entwicklung dieser Modellierungssprache ist es,
eine Methode zur konzeptionellen Modellierung zur Verfügung zu stellen, die die rechnerunterstützte
Weiterverarbeitung der mit EXPRESS formal spezifizierten Modelle erlaubt (z. B. Parser, Compiler zur
Generierung des physikalischen Schemas). Für die Formulierung der Modelle stehen folgende
Sprachelemente zur Verfügung:
Ein SCHEMA bildet in EXPRESS ein Modul, das eine Gruppe semantisch zusammengehöriger
Informationseinheiten umschließt und den Gültigkeitsbereich der in ihm spezifizierten
Konstrukte (Deklaration von Konstanten, Definition von benutzerdefinierten Typen, Definition
von Entities, Definition von Funktionen und Prozeduren) begrenzt.
Ein ENTITY in EXPRESS wird zur Modellierung von Objekt- und Beziehungstypen verwendet.
Im Vergleich zu ERM oder NIAM existieren hierfür keine getrennten Abbildungskonzepte. Die
Beschreibung von Vererbung zwischen Entities wird in EXPRESS unterstützt.
Attribute bezeichnen die Merkmale der Entities. Auch Beziehungen werden als Attribute von
Entities abgebildet. Die Kardinalitäten der Beziehungstypen werden durch die Typen der Attribute (optionale Attribute, inverse Attribute) und durch Zwangsbedingungen auf die Attribute
abgebildet.
Zur Vermeidung von impliziten Redundanzen ist durch das DERIVE-Konstrukt die Evaluierung
von Attributwerten (z. B. durch Funktionen und Prozeduren) möglich.
In EXPRESS müssen für die Attribute von Entities deren Typen angegeben werden
(vergleichbar mit einer Variablendeklaration in einer Programmiersprache). Zu den
vordefinierten Datentypen gehören INTEGER, REAL, NUMBER, STRING, BOOLEAN und
LOGICAL. Als vordefinierte Aggregationstypen sind ARRAY, BAG, SET und LIST verfügbar. Mit
Hilfe des TYPE-Konstrukts können neben den vordefinierten einfachen Typen von EXPRESS
zusätzlich benutzerdefinierte Datentypen vereinbart werden.
124
124
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Mit Hilfe sogenannter RULEs werden Zwangsbedingungen für die Menge der Ausprägungen
der Entities formuliert. Dabei wird zwischen globalen Regeln, die Zwangsbedingungen für
mehrere Entities innerhalb eines Schemas spezifizieren, und lokalen Regeln, die
Zwangsbedingungen innerhalb eines einzelnen Entities aufstellen, unterschieden.
Durch FUNCTIONs und PROCEDUREs ist die Formulierung prozeduraler Algorithmen zur
Berechnung von Attributwerten oder zur Auswertung von RULEs möglich.
Die Schnittstellenkonstrukte USE und REFERENCE erlauben die Einbindung von außerhalb des
aktuellen SCHEMAs definierten Entities. Dadurch wird der Aufbau von komplexeren Datenmodellen aus einzelnen Modulen möglich.
Neben der Möglichkeit der textuellen Repräsentation von konzeptionellen Schemata ist auch eine graphische Notation, EXPRESS-G, entwickelt worden, die eine Untermenge von EXPRESS darstellt
(Abbildung 5-15).
Abbildung 5-15: EXPRESS-G Symbole
Die Bilder in Abbildung 5-16 und Abbildung 5-17 zeigen die Modelle zur Beschreibung der
Beispielminiwelt in EXPRESS bzw. EXPRESS-G jeweils unter Verwendung der Vererbungsbeziehung.
125
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Sachnummer
Baugruppe_Schema
STRING
Artikel
Name
1
Einzelteil
Baugruppe
uebergeordnet
STRING
BG
untergeordnet
ET
BG_ET_Beziehung
Gewicht
Menge
BG_BG_Beziehung
REAL
INTEGER
FP-Nummer
STRING
ET_Zuordnung
Erstellungsdatum
Menge
INTEGER
STRING
Fertigungsort
Fertigungsplan
STRING
Abbildung 5-16: Modell der Beispielminiwelt in EXPRESS-G mit Vererbung
SCHEMA Baugruppe_Schema;
ENTITY Baugruppe;
SUBTYPE OF (Artikel);
END_ENTITY;
ENTITY Einzelteil;
SUBTYPE OF (Artikel);
Gewicht
:
REAL;
END_ENTITY;
ENTITY Artikel
Sachnummer
Name
END_ENTITY;
:
:
STRING;
STRING;
ENTITY BG_BG_Beziehung;
uebergeordnet
:
Baugruppe;
untergeordnet
:
Baugruppe;
Menge
:
INTEGER;
END_ENTITY;
ENTITY BG_ET_Beziehung;
BG
:
Baugruppe;
ET
:
Einzelteil;
Menge
:
INTEGER;
END_ENTITY;
ENTITY Fertigungsplan;
FP_Nummer
:
STRING;
Erstellungsdatum :
STRING;
Fertigungsort
:
STRING;
ET_Zuordnung :
Einzelteil;
END_ENTITY;
END_SCHEMA;
Abbildung 5-17: Modell der Beispielminiwelt in EXPRESS mit Vererbung
5.2.2.4 Die Modellierungsmethode UML
Die Unified Modeling Language (UML) hat sich als Quasi-Standard zur Informationsmodellierung in
objektorientierten Softwaresystemen durchgesetzt. Sie ist in erster Linie die Beschreibung einer
einheitlichen Notation und die Definition eines Metamodells. UML bietet ein Satz von graphischen
Notationen, die in der Regel in verschiedenen Diagrammtypen zur Anwendung kommen. Speziell im
126
126
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Datenbankumfeld spielen Klassendiagramme eine wichtige Rolle zum Entwurf komplexer
objektorientierter (vgl. Kapitel 5.2.3.4) Datenbankschemas.
Der für den objektorientierten Entwurf wichtigste Begriff ist der des Objekts. Objekte sind in sich
abgeschlossene Komponenten mit einer definierten Grenze gegenüber ihrer Umwelt und ihrer eigenen
Identität. Dies wird auch als gekapselter, im Allgemeinen nicht direkt sichtbarer Zustand bezeichnet.
Objekte haben strukturelle Eigenschaften, sie können insbesondere aus Teilobjekten zusammengesetzt
sein [GeDV10].
Klassendiagramme beschreiben die Typen von Objekten in einem System und die verschiedenen
Arten von Beziehungen zwischen diesen. Eine Klasse beschreibt die Struktur und das Verhalten von
Objekten, die sie erzeugt. Objekte werden aus vorhandenen Klassen instanziiert (produziert) und sind
die in einer Anwendung agierenden Einheiten. Die Definition einer Klasse setzt sich aus Attributen und
Operationen zusammen. Die UML-Notation für die Abbildung einer Klasse im Klassendiagramm ist in
Abbildung 5-18 zu sehen.
Klasse
-Attribut:Typ
+Methode:Typ
Abbildung 5-18: Eine Klasse in UML mit Attributen (Zustand) und Methoden (Verhalten)
Zwischen Klassen und Objekten können Beziehungen definiert werden. Zu diesen zählen folgende
Beziehungstypen:
Generalisierung
Assoziation
Aggregation
Komposition
Die Generalisierung ist ein Konzept, bzw. ein Umsetzungsmechanismus, in dem die Relation zwischen
einer Ober- und einer Unterklasse hergestellt wird. Bei einer Generalisierung werden die Eigenschaften
der Oberklasse bei der Instanziierung der Unterklasse vererbt.
OberKlasse
-Attribut:Typ
+Methode:Typ
UnterKlasse
-Attribut:Typ
+Methode:Typ
Abbildung 5-19: Darstellung der Vererbungsbeziehung zwischen Klassen in UML-Notation
Die Assoziation stellt eine bidirektionale Beziehung zwischen Objekten dar. Dies bedeutet, dass beide
Objekte in einer solchen Beziehung voneinander wissen. Assoziationen ermöglichen die
Kommunikation der Objekte miteinander durch Methodenaufrufe. Spezielle Varianten von
Assoziationen stellen die Aggregation und die Komposition dar.
127
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Eine Aggregation ist eine Assoziation, deren beteiligte Klassen eine Ganzes-Teile-Hierarchie
darstellen. Unter der Aggregation versteht man die Zusammensetzung eines Objektes aus einer Menge
von Einzelteilen. Die Aggregation ist – anders wie bei der Assoziation – eine unidirektionale
Beziehung.
Eine Komposition ist eine strenge Form der Aggregation, bei der Teile vom Ganzen existenzabhängig
sind. Es gelten die meisten Aussagen über die Aggregation auch für die Komposition. Allerdings kann
die Kardinalität (Anzahl der Elemente) auf der Seite des Aggregats nur 1 sein. Jedes Teil ist nur Teil
genau eines Kompositionsobjektes, sonst würde die Existenzabhängigkeit widersprüchlich.
Kla sse 2
Kla sse 2
-Attribut:Typ
Kla sse 1
-Attribut:Typ
1..*
Kla sse 1
1..*
+Methode:Typ
-Attribut:Typ
1..*
-Attribut:Typ
Kla sse 1
1..*
+Methode:Typ
-Attribut:Typ
+Methode:Typ
Kla sse 2
Kla sse 3
+Methode:Typ
+Methode:Typ
-Attribut:Typ
1..*
Kla sse 3
+Methode:Typ
1..*
Kla sse 3
-Attribut:Typ
-Attribut:Typ
-Attribut:Typ
+Methode:Typ
+Methode:Typ
+Methode:Typ
Abbildung 5-20: (v. l nach r.) Assoziation, Aggregation und Komposition in UML-Notation
Artikel
-name: String
-sachnummer: St ring
+ löschen:void
Bau g ru p p e
-unterBaugruppen: Baugruppe[ ]
-einzelt eile: Einzelteil[ ]
+ Baugruppe: void
+ berechneG ewicht :double
0..*
0..*
Ein zel teil
F erti gu n g spl an
-gewicht: double
-nummer:String
-erstDatum:St ring
-f ertigungsort:St ring
+ Einzelteil
+ verwNachweis: List
Abbildung 5-21: Darstellung eines komplexen Schemas im Klassendiagram nach UML (Das
Artikel-Beispiel)
5.2.3
Klassische Datenbankmodelle
In Kapitel 5.2.2 wurden Modelle bzw. Modellierungssprachen besprochen, die auf der Ebene des
konzeptionellen Datenbankentwurfs zur implementierungsunabhängigen Beschreibung des in der
Datenbank abzubildenden Sachverhalts eingesetzt werden. Diese konzeptionellen Modelle müssen nun
im logischen Entwurfsschritt in das Datenmodell der ausgewählten Datenbank (Datenbankmodell)
überführt werden. Aufgrund der Verbreitung kommerzieller Datenbanksysteme und der in ihnen
implementierten Datendefinitionssprachen unterscheidet man vier wesentliche Datenbankmodelle
(bzw. Typen von Datenbanksystemen), die im industriellen Umfeld zum Einsatz kommen:
das hierarchische Datenmodell,
das Netzwerkdatenmodell,
das relationale Datenmodell sowie in jüngerer Zeit
objektorientierte Datenmodelle.
128
128
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Entsprechend bezeichnet man Datenbanksysteme nach dem ihnen zugrundeliegenden Datenmodell als
hierarchische Datenbanken, Netzwerkdatenbanken, relationale Datenbanken oder objektorientierte
Datenbanken. Während das hierarchische sowie auch das Netzwerkdatenmodell im Bereich
technischer Anwendungen von geringerer Bedeutung sind, sind nach [EHSS91].
relationale
Datenbanksysteme im Bereich der Produktdatenmanagementsysteme momentan Stand der Technik.
Objektorientierte Datenbanksysteme gewinnen mit der Verfügbarkeit leistungsfähiger Systeme im
ingenieurwissenschaftlichen Bereich jedoch zunehmend an Bedeutung. Im Folgenden sollen die
Konzepte der genannten Datenmodelle kurz erläutert werden.
5.2.3.1 Das hierarchische Datenmodell
Im hierarchischen Datenmodell stehen Entitytypen und hierarchische Beziehungen (von Vater zu
Sohn) zur Abbildung des gewünschten Sachverhalts zur Verfügung. Es existieren nur hierarchische
Beziehungen zwischen Entities (Baumstruktur), dabei gilt:
Jeder Entitytyp (mit Ausnahme des Wurzeltyps) hat genau einen Vorgänger (Vater).
Der Wurzeltyp hat keinen Vorgänger, bei ihm beginnt die Hierarchie.
Jedem Wurzeltyp einer Hierarchie ist ein Primärschlüssel zugeordnet.
Jeder Entitytyp gehört zu genau einer Hierarchie.
N:M-Beziehungen müssen damit in zwei 1:N-Beziehungen aufgelöst werden, was zu entsprechender
Redundanz bei den Enitites in der Datenbank führt. Für die Datenmanipulation sind in hierarchischen
Datenbanken Befehle vorhanden, um
auf ein Wurzelentity direkt zuzugreifen,
vom Vaterentity auf den jeweils ersten Sohn eines Nachfolgers und dann
sequentiell auf das nächste Entity der Hierarchieebene zuzugreifen.
Ein in einer hierarchischen Datenbank gespeichertes Entity ist damit nur über sein zugehöriges
Wurzelentity der Hierarchie bzw. über einen von diesem aus gerichteten Pfad erreichbar. Die Konzepte
des hierarchischen Datenmodells im Überblick zeigt Abbildung 5-22.
129
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Informationen werden in einer hierarchischen Baumstruktur dargestellt.
1 Wurzelobjekt (Vater)
Jedes Objekt kann nur einem Baum angehören.
N : M-Beziehungen müssen in zwei Hierarchien dargestellt werden.
Baugruppe
N
BG-ETBeziehung
M
Baugruppe
Einzelteil
1:N
1:N
Einzelteil
Baugruppe
Einzelteil
Abbildung 5-22: Konzepte des hierarchischen Datenmodells
5.2.3.2 Das Netzwerkdatenmodell
Beim Netzwerkdatenmodell stehen für die Modellbildung Entitytypen (als Recordtypen bezeichnet)
und Beziehungstypen (als Set-Typen bezeichnet) der Kardinalität 1:N zur Verfügung. Ein Set-Typ von
Entitytyp E1 nach E2 (1:N) wird als von E1 nach E2 gerichtet angesehen und als Pfeil dargestellt. E1
wird als "Ownertyp", E2 als "Membertyp" des Set-Typs bezeichnet.
Der Zugriff auf ein Entity (Record) erfolgt entweder direkt über einen systemweit eindeutigen
Identifikator (Schlüssel) des Entities oder aber ausgehend von einem Einstiegspunkt durch
"Navigieren" durch die Datenbank, d. h. für jeden Record muss durch den Benutzer ein Zugriffspfad
angegeben werden.
Bei Netzwerkdatenmodellen wurde nach dem Vorschlag der CODASYL (COnference on DAta System
Languages) Data Base Task Group ein zusätzlicher Linktyp zur Abbildung von N:M-Beziehungstypen
eingeführt. Auf diese Art lassen sich auch hierarchische Datenmodelle in Netzwerkmodelle überführen.
Aus heutiger Sicht ist eine Unterscheidung zwischen hierarchischen und netzwerkartigen
Datenmodellen
unbedeutend
(hierarchisches
Datenmodell
kann
als
Spezialfall
des
Netzwerkdatenmodells betrachtet werden).
Die Konzepte des Netzwerkdatenmodells im Überblick zeigt Abbildung 5-23.
130
130
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
5.2.3.3 Das relationale Datenmodell
Das relationale Datenmodell wurde erstmals von Codd formuliert [Codd70]. Es basiert auf dem mathematischen Begriff der Relation. Mathematisch gesehen gilt:
Seien D1, ..., Dn beliebige Wertemengen (Domänen), dann heißt jede Teilmenge R des kartesischen
Produkts: R
D1 x D2 x D3 x ... x Dn (n-stellige) Relation über D1, ..., Dn.
Abbildung 5-23: Konzepte des Netzwerkdatenmodells
Eine Relation entspricht damit einer Menge von n-Tupeln, wobei man unter einem n-Tupel ein
Element des kartesischen Produkts versteht. Als bildhafte Darstellungsform eignet sich eine Tabelle.
Für jede Domäne Di (engl.: Domain) wird darin eine Spalte angelegt. Gefüllt wird diese Tabelle mit
den n-Tupeln der Relation. Ein n-Tupel entspricht dabei einer Zeile der Tabelle.
Auf den Bereich der Datenmodellierung übertragen, beschreibt ein n-Tupel ein Objekt (z. B. Einzelteil
"Grundplatte", Fertigungsplan mit Nr. "3-94-0001") oder eine Beziehung zwischen Objekten (z. B.
Fertigungsplan mit Nr. "3-94-0001" ist dem Einzelteil "Grundplatte" zugeordnet). Sowohl Objekt- als
auch Beziehungstypen werden im relationalen Modell als Relationen abgebildet. Für jede Relation ist
eine (minimale) Attributkombination (Primärschlüssel) anzugeben, deren Attributwerte ein
Datenobjekt (Tupel) der Relation eindeutig identifizieren. Dieser Schlüssel wird in der Regel
unterstrichen dargestellt.
Die Konzepte des relationalen Datenmodells verdeutlicht Abbildung 5-24 am Beispiel der Relation
"Fertigungsplan", die durch den Fremdschlüssel "ET-Sachnummer" auch gleichzeitig die Beziehung des
Objekttyps "Fertigungsplan" zum Objekttyp "Einzelteil" abbildet. Eine Darstellung der aus dem
131
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
konzeptionellen Modell für die Beispielminiwelt resultierenden Relationen mit Angabe der
Attributwerte für einzelne ausgewählte Entities bzw. Tupeln zeigt Abbildung 5-25.
Wertebereich
(Domain)
STRING
Merkmalsausprägung
(Attributwert)
Primärschlüssel
(Primary Key)
FP-Nummer Erstellungs
-datum
Merkmale
(Attribute)
Relation
R
Domain1 x Domain 2 x
.. x Domain n
Fremdschlüssel
(Foreign Key)
Fertigungsort
ET- Sachnummer
3-94-0001
01.02.1994
Frankfurt
1-94-0002
3-94-0002
02.02.1994
Darmstadt
1-94-0002
Element
(Tupel)
Abbildung 5-24: Konzepte des Relationenmodells
Relation Baugruppe
Sachnummer
Relation BG-BG-Beziehung
Name
Übergeordnete BG Untergeordnete BG Menge
2-94-0001
Beispiel-BG
2-94-0001
2-94-0002
2
2-94-0002
...
L-BG
...
2-94-0001
...
2-94-0004
...
1
...
Relation Einzelteil
Sachnummer
1-94-0001
1-94-0002
...
Relation BG-ET-Beziehung
Name
Gewicht [kg]
Baugruppe
Einzelteil
Menge
Grundplatte
3.2
2-94-0001
1 -94-0001
1
L-Winkel
...
0.8
...
2-94-0002
...
1 -94-0002
...
1
...
Relation Fertigungsplan
FP-Nummer
Erstelldatum
Fertigungsort
3 -94-0001
01.02.1994
Frankfurt
1 -94-0002
3 -94-0002
...
02.02.1994
...
Darmstadt
...
1 -94-0002
...
ET-Sachnr.
Abbildung 5-25: Tabellendarstellung der Beispielminiwelt mit konkreten Objekten
Operationen im relationalen Datenmodell können relationen- oder mengenorientiert sein. Beispiele für
relationenorientierte Operationen sind:
Selektion: Auswahl einer Anzahl von Tupeln (Zeilen) aus einer Tabelle,
Projektion: Auswahl einer Anzahl von Domänen (Spalten) aus einer Tabelle,
Join: Verbinden zweier Tabellen zu einer neuen Tabelle.
132
132
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Basis für die mengenorientierten Operationen ist die Mengenalgebra, in der auf Mengen von Datenelementen die Operationen Durchschnitt, Vereinigung und Differenz angewandt werden können.
5.2.3.4 Objektorientierte Datenmodelle
Die Idee der objektorientierten Datenmodellierung verbreitet sich etwa seit Beginn der 80er Jahre und
hat mittlerweile sowohl im Programmiersprachen- als auch im Datenbankbereich zunehmend
Bedeutung erlangt. Obwohl bisher noch kein standardisiertes objektorientiertes Datenmodell
vereinbart werden konnte, sind den verschiedenen Ansätzen doch bestimmte Konzepte gemeinsam
[Ditt-89].
Den unterschiedlichen Ansätzen liegt ein weitgehend einheitlicher Objektbegriff zugrunde. Ein Objekt
dient aus modellierungstechnischer Sicht zur Beschreibung eines (abstrakten oder konkret
vorhandenen) Gegenstands der realen (Mini-)Welt. Objektorientierte Datenmodelle sollen in der Lage
sein, Struktur und Verhalten von Umweltobjekten möglichst realitätsgetreu (1:1) auf Objekte des
Datenmodells abzubilden. Eine realitätsnahe Sichtweise fördert eine natürlichere und damit leichter
verständliche Repräsentation der gegebenen Miniwelt und erleichtert neben dem Entwurfsprozess
auch die Datenmanipulation, weil z. B. komplex zusammengesetzte Objekte und ihre Komponenten in
Bezug auf Zugriff, Speicherung etc. vom Benutzer als Einheit behandelt werden können.
Im Folgenden werden die als grundlegend erachteten Konzepte objektorientierter Datenmodelle, die in
Abbildung 5-26 im Überblick dargestellt sind, erläutert.
Repräsentation komplexer Objekte (Objektbeziehungen)
Kennzeichen vieler Anwendungsbereiche (z. B. CAD-Bereich) ist das Vorkommen komplexer
Objekte, die in beliebiger Weise aus anderen Objekten zusammengesetzt (Assoziation vgl.
5.2.2.4) sein können. Die entsprechenden Modellobjekte können damit außer den
gewöhnlichen Attributen Bestandteile haben, die ihrerseits (u. U. komplexe) Objekte sind. Die
Struktur solch eines komplexen Objekts, z. B. der vorgestellten Beispielbaugruppe, entspricht
damit einer Hierarchie von Objekten.
Oft existieren zu einem Objekt mehrere unterschiedliche Repräsentationsformen, die erst in
ihrer Gesamtheit vollständig die Anforderungen der geplanten Anwendung(en) beschreiben.
Beispiel hierfür ist ein Fertigungsprodukt, zu dessen Beschreibung Konstruktionszeichnungen,
Stückliste sowie Arbeitsplan erforderlich sind.
Die Abbildung solch komplex aufgebauter Umweltobjekte auf Modellobjekte erfordert
insbesondere in den zuvor genannten "klassischen" Datenmodellen eine sehr umfangreiche
Datenstruktur, weil dort eine Zerlegung in eine Menge von Objekten unterschiedlichen Typs (z.
B. Tupel unterschiedlicher Relationen, die über Fremdschlüssel verknüpft sind) notwendig ist.
Dies bedingt einen hohen Entwurfsaufwand sowie ein oftmals ungenügendes
Leistungsverhalten bei der Verwaltung im DBS.
Ein wichtiges Kriterium zur Klassifizierung und Beurteilung objektorientierter Datenmodelle ist
deshalb die Tatsache, ob es ein Konzept zur "natürlichen" Modellierung komplexer Objekte
gibt, also einfache Darstellungsmethoden sowie Operatoren (z. B. zum Auffinden, Lesen,
Löschen), die in der Lage sind, mit dem komplexen Objekt als Einheit umzugehen.
Objektidentität
Im relationalen Datenmodell erfolgt die Identifizierung eines Elements durch die aktuellen
Werte seines Primär-Schlüssels bzw. seiner identifizierenden Attribute, d. h. die Identität eines
Elements ändert sich mit dem Ändern dieser Attribute. Eine Unterscheidung zwischen zwei
Objekten mit gleichen Attributwerten ist dort unmöglich.
133
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
In einem objektorientierten Modell besitzt jedes Objekt eine durch das System vergebene
eindeutige Kennzeichnung (Objektidentität, Surrogat), die es während seiner gesamten
Lebensdauer unabhängig von seinen Attributwerten identifiziert.
Datenkapselung
Durch die Datenkapselung (vergleichbar mit dem Prinzip des abstrakten Datentyps ADT in Programmiersprachen) bleibt die interne Repräsentation der (Daten-) Strukturen und Operationen
eines Objekts dem Benutzer verborgen. Die Schnittstelle eines Objekttyps spezifiziert diejenigen
Operationen (Methoden), die ein Objekt dieses Typs nach außen hin anbietet. Der Zugriff auf
die Struktur bzw. der Aufruf "privater" Funktionen kann nur durch Aufruf einer nach außen hin
sichtbaren Methode erfolgen.
Da die Implementierung von Datenstrukturen und Operationen dem Benutzer verborgen bleibt
("information hiding"), kann sie bei Beibehaltung der Schnittstellenspezifikation beliebig verändert werden.
Typen und Klassen
Eine Klasse (Typ) beschreibt die gemeinsamen Eigenschaften (Attribute) und Verhaltensweisen
(Methoden) einer Menge von Objekten (vgl. 5.2.2.4). Eine Klassendefinition beinhaltet dem
Prinzip
der
Datenkapselung
entsprechend
einen
Schnittstellenund
einen
Implementierungsteil. Ein Objekt einer Klasse (Instanz) wird erzeugt durch Aufruf der
Konstruktormethode dieser Klasse.
Vererbung
Die Vererbung stellt eine Generalisierungs- oder Spezialisierungsbeziehung wie im Kapitel
5.2.2.4 bereits beschrieben. Objekttypen (Klasse), die gleiche Eigenschaften und gleiches
Verhalten aufweisen, können unter einem Supertyp zusammengefasst werden, der genau diese
Gemeinsamkeiten beschreibt. Ergebnis ist eine Typ-Hierarchie, in der jeweils die Subtypen
Attribute und Methoden von ihren Supertypen erben.
Benutzerdefinierte Typen
Zum Aufbau bzw. zur Repräsentation komplexer Umweltobjekte sind oftmals die einfachen
vom Datenmodell vorgesehenen, vordefinierten Datentypen nicht ausreichend. Es sollte dann
für den Benutzer die Möglichkeit geben, den vom Datenmodell bereitgestellten Typenvorrat um
eigene Typen zu erweitern. Dies geschieht durch die Implementierung eigener Klassen, dessen
Objekte in einem komplexen System in Beziehung gesetzt werden.
Dem Prinzip der Datenkapselung entsprechend umfasst die Definition eines benutzerdefinierten
Datentyps außer seiner internen Datenstruktur auch die Spezifikation und Implementierung
von Operationen auf dieser.
Klassifikation objektorientierter Datenmodelle
Objektorientierte Datenmodelle lassen sich nun danach klassifizieren, welche der vorgenannten
Konzepte sie unterstützen. Nach [Ditt89] lassen sich drei Klassen objektorientierter Datenmodelle
unterscheiden:
Strukturell objektorientierte Datenmodelle unterstützen im Wesentlichen den Aufbau
komplexer Objekte unter Berücksichtigung des Vererbungskonzepts. Die zugehörigen
Operationen zur Handhabung der komplexen Objekte wie Lesen, Auffinden, Löschen oder
Kopieren des Gesamtobjekts sind generisch, d. h. auf alle vorschriftsmäßig aufgebauten
Objekttypen anwendbar. Der Benutzer selbst hat allerdings keine Möglichkeit zur Definition
eigener Operationen.
134
134
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
• Strukturierte (komplexe) Objekte
Abstraktionsprinzip "Aggregation"
• Objektidentitäten (Surrogate)
Objekte sind unabhängig von ihren Attributwerten adressierbar.
• Typisierung von Objekten (Klassenbildung)
Beschreibung der gemeinsamen Eigenschaften (Attribute) und
Verhaltensweisen (Methoden) einer Menge von Objekten
• Datenkapselung, "information hiding"
Zugriff auf Struktur eines Objekts über nach außen hin
"sichtbare" Methoden (Operationen)
Senden von Nachrichten zum Aufruf von Methoden
Struktur
Nachricht bzw.
Methodenaufruf
Methode
komplexes Objekt
• Vererbung
Abstraktionsprinzip "Generalisierung" bzw. "Spezialisierung":
- Definition gemeinsamer Eigenschaften bei der Superklasse
- Definition der Unterschiede bei den Subklassen
• Benutzerdefinierte Typen
Erweiterung des Typenvorrats durch den Benutzer
Abbildung 5-26: Konzepte objektorientierter Datenmodelle
5.2.4
Verhaltensmäßig objektorientierte Datenmodelle erlauben dem Benutzer, eigene
Datentypen mit anwendungsspezifischen Operatoren zu definieren. Dadurch wird es möglich,
das Verhalten eines Objekts in der Datenbank abzubilden. Die Datenbankobjekte haben in
verhaltensmäßig objektorientierten Datenmodellen flache Strukturen, die Abbildung
komplexer Objekte wird nicht unterstützt.
Voll objektorientierte Datenmodelle vereinigen die Konzepte der strukturellen und
verhaltensmäßigen Objektorientierung und sind damit in der Lage, Struktur und Verhalten
komplexer Objekte zu modellieren.
Relationale vs. objektorientierte Datenbanken
In diesem Abschnitt sollen anhand eines einfachen Beispiels Unterschiede und Gemeinsamkeiten bei
der Entwicklung relationaler bzw. objektorientierten Datenbanken aufgezeigt werden. Die
konzeptionelle Vorgehensweise ist bei beiden Datenbanktypen gleich. Nach einer
Informationsbedarfsanalyse folgt die Erstellung von konzeptionellen und logischen Modellen und
abschließend die Implementierung im physikalischen Modell.
5.2.4.1 Informationsanalyse
Im Beispiel soll eine Datenbank erzeugt werden, die einfache Artikeldaten (z. B. für eine Lagerverwaltung) abbildet und verwaltet. In der Datenbank soll zwischen Baugruppen und Einzelteilen
unterschieden werden. Sowohl Einzelteile als auch Baugruppen sind durch ihren Namen und ihre
Seriennummer gekennzeichnet. Baugruppen haben beliebig viele Bestandteile, die Unterbaugruppen
oder Einzelteile (also Artikel) sein können. Einzelteile haben als zusätzliche Eigenschaft ein Gewicht.
135
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Diese Darstellung für Artikeldaten ist extrem vereinfacht und eignet sich nicht für die praktische
Anwendung. Sie reicht aber aus, um einen Vergleich zwischen relationalen und objektorientierten
Datenbanken vornehmen zu können.
5.2.4.2 Konzeptionelles Modell
Das konzeptionelle Modell formalisiert die zuvor informell beschriebenen Artikeldaten mittels einer
formalen Sprache. Für dieses Beispiel, wird die Sprache EXPRESS-G gewählt, da sie in der Praxis
häufig eingesetzt wird, um sowohl relationale, als auch objektorientierte Datenbanken zu entwickeln.
Abbildung 5-27 zeigt das konzeptionelle Modell für die Artikeldaten.
Preis
REAL
Artikel
besteht_aus
List [2:?]
Baugruppe
Name.
Einzelteil
STRING
Gewicht
REAL
F CP 00001-1
Abbildung 5-27: EXPRESS-G Darstellung des Artikel Beispiels
Da Baugruppen und Einzelteile jeweils die Attribute Preis und Name gemeinsam haben, wird eine
Oberklasse mit diesen Attributen angelegt. Die Attribute Preis und Gewicht werden als
Fließkommazahl und der Name als Zeichenkette dargestellt. Die Relation besagt, dass Bestandteile von
Baugruppen jede Art von Artikel sein können, also (Unter)-Baugruppen oder Einzelteile.
5.2.4.3 Logische Modelle
Aus dem konzeptionellen Modell leitet man die logischen Modelle für eine relationale und objektorientierte Datenbank ab. Das logische Modell für die relationale Datenbank besteht aus drei Tabellen (Baugruppe, Einzelteil, Beziehung) und wird in der Sprache SQL (Structured Query Language) definiert
(Abbildung 5-28).
Die Relationen (Tabellen) Baugruppe und Einzelteil entsprechen den gleichnamigen Entities aus dem
EXPRESS-G-Modell. Die Relation Beziehung entspricht keinem Entity im konzeptionellen Modell. Sie
muss eingeführt werden, um die 1:N-Listenbeziehung zwischen Baugruppen und Artikeln darzustellen.
Das objektorientierte logische Modell ist nahezu eine 1:1-Abbildung des konzeptionellen Modells und
wird in C++ beschrieben (Abbildung 5-29). Das Entity Artikel wird hier als Oberklasse dargestellt. Es
vererbt - wie in EXPRESS-G - seine Attribute an die abgeleiteten Klassen Baugruppe und Einzelteil. Im
Gegensatz zum relationalen Ansatz muss hier keine neue Klasse für eine besteht_aus-Beziehung
angegeben werden, da objektorienierte Datenbanken die Listen-Relation bereitstellen.
136
136
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
5.2.4.4 Implementierung
Die in Abbildung 5-28 dargestellten SQL-Anweisungen können vom SQL-Interpreter der relationalen
Datenbank verarbeitet werden. Die Datenbank erzeugt daraus ein physikalisches Modell, auf das
mittels der datenmanipulierenden Anweisungen von SQL zugegriffen werden kann.
Baugruppe
Name
Preis
SQL Anweisungen:
Rad
200.-
...
...
Einzelteil
Name
Preis
Gewicht
ET1
Felge
95.-
5
...
...
...
Baugruppe
Einzelteil
Unterbaugruppe
Rad
Felge
---
BG1
...
...
Beziehung
BZ1
CR EATE DATABASE Filename Artikel;
CR EATE TABLE Baugruppe
(
Name CHAR (20),
Preis R EAL,
);
CR EATE TABLE Einzelteil
(
Name CHAR (20),
Preis R EAL,
Gew ic ht REAL,
);
CR EATE TABLE Bez iehung
(
Baugruppe CHAR (20) REF
Baugruppe (Name),
Einz elteil CHAR (20) REF
Einzelteil (Name),
Unterbaugruppe C HAR (20) R EF
Baugruppe (Name),
);
F C P 00002-1
Abbildung 5-28: Relationales logisches Modell der Artikeldatenbank
Die C++-Anweisungen in Abbildung 5-29 können mit einem entsprechenden Compiler in eine
physikalische Datenbank übersetzt werden. Die Datenbank kann über eine OQL-Schnittstelle
manipuliert werden. Des Weiteren besteht die Möglichkeit von externen Applikationen aus auf die
Methoden der Klassen in der Datenbank zuzugreifen.
Die Vorteile von objektorientierten Datenbanken liegen in der (nahezu) 1:1-Abbildung der realen Verhältnisse im Datenbankschema. Die Klassen entsprechen dabei in der Regel realen Vorbildern. Das hat
zur Folge, dass Daten die intuitiv zusammengehören auch zusammen in der Datenbank, also in einem
Objekt gespeichert werden können. Dadurch lassen sich insbesondere komplexe Modelle besser
verifizieren und weiterentwickeln. Einen weiteren Vorteil stellt die Möglichkeit dar, die Objekte mit
Methoden zu versehen. Diese Methoden werden mit den Klassen kompiliert und in der Datenbank
gespeichert. Sie können beispielsweise Suchalgorithmen enthalten, die spezielle Aspekte der
Datenbankstruktur berücksichtigen und somit sehr effizient arbeiten. Diese Eigenschaft
objektorientierter Datenbanken wird beispielsweise in Proteindatenbanken angewendet, wo sehr
aufwendige Suchverfahren auf komplexen Objekten (hier Proteinen) arbeiten.
Die Kompilation des Datenbankschemas bei objektorientierten Datenbanken hat jedoch den Nachteil,
dass bei bestimmten Änderungen des Modells jedes Objekt aus der Datenbank ausgelagert, das
komplette Schema rekompiliert und die ausgelagerten Objekte auf das neue Modell abgebildet werden
müssen. Dieser Nachteil wirkt sich besonders in der Entwicklungsphase der Datenbank aus, da die
Gefahr besteht, dass Fehler im Modell erst dann bemerkt werden, wenn bereits Objekte in der
Datenbank erzeugt worden sind. In relationalen Datenbanken können Änderungen am Modell
effektiver vollzogen werden. In der Praxis haben relationale Datenbank momentan weitere Vorteile, da
137
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
die verfügbaren Produkte ausgereifter und besser bedienbar sind als vergleichbare objektorientierte
Datenbanken. Dieses Problem sollte aber durch die Weiterentwicklung der objektorientierten
Datenbanken in absehbarer Zeit behoben sein.
C++ - Anweisungen
BG001 :
Name „Rad“;
Preis 200;
besteht_aus ET001,ET002;
class Artikel {
String Name;
float Preis;
// Methoden
...
ET002 :
}
Name „Reifen“;
Preis 105;
Gewicht 15;
class Baugruppe : public Artikel {
List (Artikel) besteht_aus;
// Methoden
...
ET001 :
}
Name „Felge“;
Preis 95;
Gewicht 5;
class Einzelteil : public Artikel {
float gewicht;
// Methoden
...
F C P 00003-1
}
Abbildung 5-29:Objektorientiertes logisches Modell der Artikeldatenbank
5.3
Datenbanksprachen
Im Rahmen des bisherigen Kapitels wurde vorgestellt, welche Entwurfsschritte beim
Datenbankentwurf durchgeführt werden, welche Modelle zur Abbildung des gewünschten
Sachverhalts auf konzeptioneller Ebene eingesetzt werden können, und welche Datenmodelle
kommerzielle Datenbankmanagementsysteme dazu (auf der Ebene des logischen Entwurfs) anbieten.
Im Folgenden wird eine Datenbanksprache, die ein solches Datenmodell realisiert, vorgestellt.
Aufgrund
des
verbreiteten
Einsatzes
relationaler
Systeme
als
Basistechnologie
in
Produktdatenmanagementsystemen wurde hierzu die Datenbanksprache SQL (Structured Query
Language) ausgewählt, die für relationale Datenbanksysteme entwickelt wurde.
5.3.1
Die Datenbanksprache SQL
Die DDL in SQL beinhaltet als Konstruktor für die Datenstruktur, also zum Anlegen von Relationen
bzw. Tabellen, den Befehl CREATE TABLE. Zunächst werden die Attribute (Spalten) der Relation mit
den zugehörigen Attributtypen aufgezählt, wobei durch NOT NULL angegeben werden kann, dass für
das so gekennzeichnete Attribut beim Einfügen eines Tupels in die Relation immer ein Datenwert
eingetragen werden muss.
Nach Aufzählung der Attribute wird in der PRIMARY KEY-Klausel der Primärschlüssel, d. h. die Attributkombination zur eindeutigen Identifikation eines Tupels innerhalb der Relation, angegeben (da für
den Primärschlüssel immer ein Wert eingetragen sein muss, wird für dessen Attribute immer NOT
NULL angegeben). In UNIQUE-Klauseln können weitere identifizierende Attributkombinationen
spezifiziert werden.
138
138
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Enthält die Relation auch Fremdschlüssel, d. h. Attribute, die Primärschlüssel anderer Relationen sind,
können diese in FOREIGN KEY-Klauseln unter Angabe der jeweils referenzierten Relation angegeben
werden. Die Werte in den Fremdschlüsselattributen können entweder Nullwerte sein oder müssen als
Primärschlüsselwerte in den referenzierten Relationen vorhanden sein (Referentielle Integrität).
Relationen, die Fremdschlüssel enthalten, bilden Beziehungstypen zwischen Entitytypen ab. In der
SQL-Definition der Beispielminiwelt, die in Abbildung 5-30 dargestellt ist, kommen Relationen mit
Fremdschlüsseln zur Abbildung der Baugruppe-Baugruppe-Beziehung, der Baugruppe-EinzelteilBeziehung oder der Einzelteil-Fertigungsplanzuordnung vor.
CREATE DATABASE Filename 'Baugruppe';
CREATE TABLE Baugruppe
(
Sachnummer CHAR(9) PRIMARY KEY,
Name VARCHAR(20) NOT NULL
);
CREATE TABLE BG_BG_Beziehung
(
uebergeordnet CHAR(9) REFERENCES Baugruppe (Sachnummer),
untergeordnet CHAR(9) REFERENCES Baugruppe (Sachnummer),
Menge INTEGER,
PRIMARY KEY (uebergeordnet, untergeordnet)
);
CREATE TABLE Einzelteil
(
Sachnummer CHAR(9) PRIMARY KEY,
Name VARCHAR(20) NOT NULL,
Gewicht REAL
);
CREATE TABLE BG_ET_Beziehung
(
Baugr CHAR(9) REFERENCES Baugruppe (Sachnummer),
Einzelt CHAR(9) REFERENCES Einzelteil (Sachnummer),
Menge INTEGER,
PRIMARY KEY (Baugr, Einzelt)
);
CREATE TABLE Fertigungsplan
(
FP_Nummer CHAR(9) PRIMARY KEY,
Erstelldatum DATE ANSI,
Fertigungsort VARCHAR(20),
ET-Sachnr CHAR(9) REFERENCES Einzelteil (Sachnummer)
);
COMMIT;
Abbildung 5-30: Datendefinition für die Beispielminiwelt in SQL
Die DDL von SQL enthält außerdem Operationen DROP TABLE zum Löschen von Tabellen sowie
ALTER TABLE zum Ändern von Attributtypen oder Hinzufügen neuer Attribute (Spalten) in eine Relation. Darüber hinaus bietet sie Operationen zur Definition externer Sichten auf die verwalteten Daten
an.
Die DML von SQL enthält Befehle zum Einfügen, Löschen und zum Verändern von Tupeln sowie umfangreiche Operationen zum Abfragen des Datenbankinhalts. Das Einfügen von Tupeln für das
definierte Schema des Baugruppenbeispiels zeigt Abbildung 5-31.
139
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Insert Into Baugruppe Values ('2-94-0001','Beispiel-BG');
Insert Into Baugruppe Values ('2-94-0002','L-BG');
Insert Into Baugruppe Values ('2-94-0003','BG Mutter-Bolzen');
Insert Into Baugruppe Values ('2-94-0004','BG
Verbindungsstange');
Insert Into Einzelteil Values ('1-94-0001','Grundplatte',3.2);
Insert Into Einzelteil Values ('1-94-0002','L-Winkel',0.8);
Insert Into Einzelteil Values ('1-94-0003','Mutter',0.005);
Insert Into Einzelteil Values ('1-94-0004','Bolzen',0.02);
Insert Into Einzelteil Values ('1-94-0005','Verbindungsstange',0.2);
Insert Into BG_BG_Beziehung Values ('2-94-0001','2-94-0002',2);
Insert Into BG_BG_Beziehung Values ('2-94-0001','2-94-0004',1);
Insert Into BG_BG_Beziehung Values ('2-94-0002','2-94-0003',3);
Insert Into BG_ET_Beziehung Values ('2-94-0001','1-94-0001',1);
Insert Into BG_ET_Beziehung Values ('2-94-0002','1-94-0002',1);
Insert Into BG_ET_Beziehung Values ('2-94-0003','1-94-0003',1);
Insert Into BG_ET_Beziehung Values ('2-94-0003','1-94-0004',1);
Insert Into BG_ET_Beziehung Values ('2-94-0004','1-94-0003',2);
Insert Into BG_ET_Beziehung Values ('2-94-0004','1-94-0005',1);
Insert Into Fertigungsplan Values (
'3-94-0001', Date '1994-2-1','Frankfurt','1-94-0002');
Insert Into Fertigungsplan Values (
'3-94-0002', Date '1994-2-2','Darmstadt','1-94-0002');
Insert Into Fertigungsplan Values (
'3-94-0003', Date '1994-5-16','Frankfurt','1-94-0001');
Insert Into Fertigungsplan Values (
'3-94-0004', Date '1994-3-3','Mannheim','1-94-0003');
Abbildung 5-31: Erzeugen von Datensätzen für die Beispielbaugruppe in SQL
Beispiele für Abfragen des Datenbankinhalts zeigen die nachfolgende Abbildung 5-32 und Abbildung
5-33. Die Abfragen enthalten dabei Operationen zur Selektion, Projektion und Join. SQL enthält
außerdem Operationen zur Vereinigung, Schnitt- oder Differenzbildung zweier Relationen.
Finde alle Baugruppen und gib sie vollständig aus:
Select * From Baugruppe;
SACHNUMMER
2-94-0001
2-94-0002
2-94-0003
2-94-0004
NAME
Beispiel-BG
L-BG
BG Mutter-Bolzen
BG Verbindungsstange
Finde alle Einzelteile und gib sie vollständig aus:
Select * From Einzelteil;
SACHNUMMER
1-94-0001
1-94-0002
1-94-0003
1-94-0004
1-94-0005
NAME
Grundplatte
L-Winkel
Mutter
Bolzen
Verbindungsstange
GEWICHT
3.2000000E+00
8.0000001E-01
4.9999999E-03
2.0000000E-02
2.0000000E-01
Finde alle Baugruppe-Baugruppe-Beziehungen und gib sie
vollständig aus:
Select * From BG_BG_Beziehung;
UEBERGEORDNET UNTERGEORDNET MENGE
2-94-0001
2-94-0002
2
2-94-0001
2-94-0004
1
2-94-0002
2-94-0003
3
Abbildung 5-32: Anfragen an das Datenbanksystem für das Baugruppen-Bsp. in SQL (1)
140
140
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Finde alle Baugruppe-Einzelteil-Beziehungen und gib sie vollständig aus:
Select * From BG_ET_Beziehung;
BAUGR
2-94-0001
2-94-0002
2-94-0003
2-94-0003
2-94-0004
2-94-0004
EINZELT
1-94-0001
1-94-0002
1-94-0003
1-94-0004
1-94-0003
1-94-0005
MENGE
1
1
1
1
2
1
Finde alle Fertigungspläne und gib sie vollständig aus:
Select * From Fertigungsplan;
FP_NUMMER
3-94-0001
3-94-0002
3-94-0003
3-94-0004
3-94-0005
3-94-0006
3-94-0007
ERSTELLDATUM
1994-02-01
1994-02-02
1994-05-16
1994-03-03
1993-12-31
1993-06-24
1993-11-09
FERTIGUNGSORT
Frankfurt
Darmstadt
Frankfurt
Mannheim
Karlsruhe
Mannheim
Darmstadt
ET_SACHNR
1-94-0002
1-94-0002
1-94-0001
1-94-0003
1-94-0001
1-94-0004
1-94-0003
Finde alle Fertigungspläne, die dem Einzelteil mit Sachnummer
'1-94-0003' zugeordnet sind, und gib jeweils Nummer des
Fertigungsplans und den Fertigungsort aus:
Select FP_Nummer, Fertigungsort From Fertigungsplan
Where ET_Sachnr = '1-94-0003';
FP_NUMMER
3-94-0004
3-94-0007
FERTIGUNGSORT
Mannheim
Darmstadt
Abbildung 5-33: Anfragen an das Datenbanksystem für das Baugruppen-Bsp. in SQL (2)
5.3.2
Datenbankneutrale Schnittstellen
Die Vielzahl der am Markt verfügbaren DBMS, die zudem auf unterschiedlichen Datenmodellen basieren, hat auch zu einer Vielfalt an Datenbanksprachen geführt. Dadurch entstehen mehrere Nachteile.
Zunächst muss ein Benutzer, will oder muss er mit verschiedenen DBMS arbeiten, unterschiedliche
Datenbanksprachen beherrschen. Auf einem DBS aufsetzende Anwendungsprogramme können nicht
ohne weiteres auf ein anderes DBS portiert werden (selbst, wenn dieses das gleiche Datenmodell
unterstützt), sondern müssen für dessen Datenbanksprache umgeschrieben werden. Um diese
Nachteile zu beheben, wurden verschiedene Bemühungen zur Standardisierung unternommen, die sich
zunächst auf Sprachen mit Unterstützung bestimmter Datenmodelle konzentrierten:
Für Netzwerkdatenbanken entwickelte die CODASYL-DBTG eine Spezifikation für DML und
DDL.
Im Bereich relationaler DBMS wurde durch den amerikanischen Normungsausschuss ANSI die
Sprache SQL als Standard festgelegt, der zur Berücksichtigung neuerer Techniken ständig
weiterentwickelt wird. Dieser Standard ist mit ein Grund für die mittlerweile große Verbreitung
relationaler DBMS. Es hat sich jedoch gezeigt, dass die meisten Anbieter relationaler DBMS
eigene SQL-Dialekte unterstützen, so dass trotz des Standards ein - wenn auch zumeist
geringer – Unterschied in der angebotenen Datenbanksprache besteht und deshalb keine
vollkommene Unabhängigkeit der Anwendungsprogramme von dem darunter liegenden DBS
gewährleistet ist.
Auch für objektorientierte DBMS wurde bereits ein Standard entwickelt. Der Object Database
Standard (ODMG) ist ein Herstellerstandard, d. h. er wurde nicht durch eine öffentliche Normungseinrichtung, sondern durch die Mitglieder der Object Database Management Group mit
Vertretern aller namhaften Anbieter objektorientierter DBMS erarbeitet. [Catt00] enthält die
141
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
Object Definition Language zur Datendefinition sowie die Object Query Language (OQL) zur
Datenmanipulation.
Neben den datenmodellspezifischen Standards für Datenbanksprachen soll im Rahmen der ISO-10303Entwicklung neben den konzeptionellen Datenmodellierungssprachen EXPRESS und EXPRESS-G auch
die datenbankneutrale Zugriffsschnittstelle SDAI (Standard Data Access Interface, ISO 10303-22) genormt werden. Diese umfasst momentan Datenmanipulationsoperationen auf Daten, deren Schema in
EXPRESS bzw. EXPRESS-G modelliert wurden. SDAI ist damit unabhängig von einem bestimmten Datenbankmodell und kann daher für den Zugriff z. B. auf Datenbestände relationaler wie
objektorientierter Systeme verwendet werden.
5.4
Verteilung von Daten
Ein wichtiges Kriterium für den Einsatz von Datenbanksystemen in Produktdatenmanagementsystemen
stellt die Möglichkeit zur Verteilung von Daten dar. Innerhalb einer durchgängigen Prozesskette
werden die in den Datenbanken gespeicherten Datenbeständen zumeist von mehreren Anwendungen,
die in der Regel auch auf unterschiedlichen Rechnern installiert sind, genutzt. Dabei können
unterschiedliche Formen der Verteilung auftreten.
Eine Möglichkeit besteht darin, dass die Datenbestände von einem DBMS zentral verwaltet werden
und die Anwendungen verteilt sind und über das Netz auf die Daten zugreifen (Abbildung 5-34).
Client
Anwendung A
Client
Anwendung B
Client
Anwendung C
Server
DBMS
Zentrale DB
Abbildung 5-34: Möglichkeiten der Verteilung (1): Verteilte Anwendungen
Hierbei bildet das DBMS, durch das die Daten in diesem Fall "durchgeschleust" werden müssen, den
Flaschenhals. Für einen schnelleren Zugriff kann es daher sinnvoll sein, die Daten von mehreren, auf
unterschiedliche Rechner verteilten, untereinander jedoch vernetzten DBMS verwalten zu lassen
(Abbildung 5-35). Dies ist in vielen Fällen schon dadurch erforderlich, dass die Datenbestände in
unterschiedlichen, oft auch geographisch getrennten Unternehmensbereichen erzeugt und gespeichert
werden. Um auf ein Datum zugreifen zu können, ist jedoch die Kenntnis erforderlich, auf welchem
Rechner (bzw. in welchem DBS) es gespeichert ist.
142
142
5 Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems
Rechner A
Anwendung A
Lokale DB
DBMS A
Rechner D
Rechner B
Anwendung D
Anwendung B
DBMS B
DBMS D
Rechner C
Anwendung C
Lokale DB
DBMS C
Lokale DB
Lokale DB
Abbildung 5-35: Möglichkeiten der Verteilung (2): Vernetzte Datenbanksysteme
Um auch diesen Nachteil zu umgehen, kann ein sogenanntes verteiltes (distributed) DBMS (DDBMS)
eingesetzt werden. Hierbei werden Datenbanken auf unterschiedliche Rechner verteilt und von den
dort installierten DDBMS-Komponenten verwaltet (Abbildung 5-36). Dabei verhält sich das System
nach außen hin für den Benutzer wie ein DBMS mit einer zentral verwalteten Datenbank, d. h. er kann
auf das gewünschte Datum zugreifen, ohne zu wissen, auf welchem Rechner sich dieses befindet.
Darüber hinaus kann er verteilte Abfragen starten, die über mehrere Rechnerknoten hinweg die
gewünschten Daten zusammentragen.
Rechner A
Anwendung A
DDBMS
Rechner B
Rechner D
Anwendung B
Anwendung D
DDBMS
DDBMS
Rechner C
Anwendung C
DDBMS - Distributed Data Base
Management System
DDBMS
Abbildung 5-36: Möglichkeiten der Verteilung (3): Verteiltes Datenbanksystem
Alle vorgestellten Techniken der Verteilung arbeiten nach dem Client-Server-Prinzip. Die
Anwendungen, die Daten im DBS speichern oder abfragen wollen, haben dabei die Rolle des "Kunden"
(Client), dem das DBS als Server seine Dienste über eine festgelegte Schnittstelle anbietet.
143
Datenbanktechnologie als Basis für die Realisierung eines PDM-Systems 5
5.5
Literatur
[Chen76]. Chen, P. "The Entity-Relationship Model - Towards a Unified View of Data". In: ACM
Transactions on Database Systems, Vol. 1, No. 1, März 1976.
[Codd70]. Codd, E. F. "A Relational Model for Large Shared Data Banks". In: Communications of the
ACM, Vol 13, No. 6, 1970.
[Ditt89]. Dittrich, K. R. "Object-oriented Database Systems: the Notion and the Issues". In: Proc. 1986
International Workshop on Object-Oriented Database Systems, Pacific Grove 1986.
[EHSS91]. Eigner, M. et al. Engineering Database: Strategische Komponente in CIM-Konzepten.
München : Carl Hanser Verlag, 1991.
[EXPR94]. N.N. "The EXPRESS Language Reference Manual". ISO CD TC184/SC4/WG5/N55, 21.01.94.
[GeDV10]. Anderl, R. Grundlagen der elektronischen Datenverarbeitung, 2010.
[LoSc87]. Lockemann, P. C.; Schmitt, J. W. (Hrsg.) "Datenbankhandbuch". Springer Verlag, 1987.
[Catt00]. Cattell, R.G.G. (ed.) The Object Database Standard: ODMG 3.0. Morgan Kaufmann
Publishers, 2000.
[Rumb91]. Rumbaugh, J. et al. "Object-Oriented Modeling and Design". Prentice Hall, 1991.
[ScSt83]. Schlageter, G.; Stucky, W. "Datenbanksysteme: Konzepte und Modelle". Teubner Verlag,
Stuttgart, 1983.
[STS99]. Saake G.; Türker C.; Schmid I. „Objektdatenbanken. Konzepte, Sprachen, Architek-turen“.
Redline, 1999.
144
144
6 Ablaufmanagement (Workflowmanagement)
6
Ablaufmanagement (Workflowmanagement)
In den letzten Jahren sind die Abläufe in Unternehmen zunehmend komplexer geworden, so dass
insbesondere die Informations- und Dokumentenströme auf konventionellem Wege kaum noch bzw.
nur unter erheblichem zeitlichen und personellen Aufwand bewältigt werden können.
Zur Verbesserung dieser Situation können zur Ablaufsteuerung Ablaufmanagement-Systeme eingesetzt
werden. Diese Systeme unterstützen die Vorgangsbearbeitung in Geschäftsprozessen mit Hilfe der
Informationsverarbeitung. Sie stoßen einzelne Vorgänge halbautomatisch, bzw. automatisch an, stellen
die für die Ausführung der Aufgabenausführung benötigten Informationen digital zur Verfügung und
steuern den Arbeitsablauf [ScSe06].
Ablaufmanagement-Systeme existieren als eigene Systeme oder eingebettet in z.B.
Produktdatenmanagementsysteme. Ziel ist die Bearbeitung von Geschäftsprozessen und insbesondere
im Engineering die Steuerung des Entwicklungsablaufs. Die Ablauforganisation bestimmt die
erforderlichen Prozesse des Unternehmens [Lind05].
6.1
Ablaufbeschreibung (Workflow)
Für den verwendeten Begriff Ablauf wird auch der Begriff Arbeitsablauf oder der Begriff Vorgang und
synonym die englische Bezeichnung „workflow“ verwendet.
Ein Arbeitsablauf (Workflow) ist nach der Definition der Workflow Management Coalition [Fisc05] wie
folgt definiert:
Definition Arbeitsablauf ("Workflow"):
The automation of a business process, in whole or part, during which documents, informations or tasks are
passed from one participant to another for action according to a set of procedural rules [Fisc05].
Das folgende Abbildung 6-1 zeigt ein Beispiel für einen Workflow, wie er im PDM- System Smarteam
[Smar10] als Vorschlag definiert ist.
Der dargestellte Vorgang besitzt verschiedene Merkmale, die für Geschäftsvorgänge typisch sind
[Heil94]:
1. Ein Arbeitsablauf wird immer durch einen Auslöser initiiert. Dies kann ein bestimmtes Ereignis
sein, wie z. B. ein Kunden- oder Änderungsauftrag, oder auch das Erreichen eines bestimmten
Zeitpunkts.
2. Ein Arbeitsablauf besteht immer aus mehreren (sequentiellen) Vorgangsschritten.
3. Die einzelnen Vorgangsschritte können auf mehreren Ebenen weiter zerlegt werden.
4. Ein Arbeitsablauf kann (in Abhängigkeit von Bedingungen) ganz oder in Teilen alternativ
ausgeführte Schritte enthalten.
5. Neben
sequentiellen
Schritten
Vorgangsschritte enthalten.
kann
ein
Arbeitsablauf
auch
parallel
ausgeführte
145
Ablaufmanagement (Workflowmanagement) 6
6. Arbeitsabläufe werden immer durch einen eindeutigen Abschluss beendet. Neben einem
Abschluss mit entsprechenden Ergebnissen ist auch ein Abschluss durch Abbruch möglich.
Abbildung 6-1: Workflow am Beispiel des Freigabe-Prozesses
In der Praxis existieren viele verschiedene Arten von Geschäftsvorgängen, die durch unterschiedlich
ausgeprägte Attribute gekennzeichnet sind. Im Folgenden werden die wichtigsten, einen workflowkennzeichnenden Attribute kurz beschrieben [Heil94]:
Der Strukturierungsgrad (Komplexität) eines Vorgangs wird durch Anzahl und Verschiedenheit der Vorgangsschritte sowie durch die zwischen diesen bestehenden Abhängigkeiten bestimmt. Der Strukuturierungsgrad ist z. B. hoch, wenn parallele oder alternative Schrittfolgen
gegenüber sequentiellen Schritten dominieren.
Der Detaillierungsgrad beschreibt die Zerlegung von Vorgängen in Teilschritte. Beinhalten die
Vorgangsschritte des Workflows noch umfangreiche Teilaufgaben, dann wird der
Detaillierungsgrad als niedrig bezeichnet.
Der Arbeitsteilungsgrad gibt an, ob an einem Vorgang viele oder wenige Bearbeiter
mitwirken.
Die Prozessverflechtung kennzeichnet die Menge von Schnittstellen, die zwischen
unterschiedlichen Vorgängen existieren (gemeinsame Daten, Ressourcen, Bearbeiter).
Die Dynamik eines Workflows kennzeichnet den umfeldbedingten Änderungsanfall eines Vorgangstyps.
Die Anzahl der Vorgänge je Zeiteinheit bildet ein weiteres Attribut, durch welches
beschrieben wird, wie häufig ein bestimmter Workflow durchlaufen wird.
Abbildung 6-2 zeigt an zwei Beispielen, wie bei unterschiedlichen Typen von Vorgängen die genannten
Attribute unterschiedlich ausgeprägt sein können:
146
146
6 Ablaufmanagement (Workflowmanagement)
Ausprägung
niedrig
mittel
hoch
Kennzeichen
Vorgangstyp 1:
Strukturierungsgrad
typischer Routinevorgang auf operativer
Ebene, z. B. Bearbeitung eines Kundenauftrags im Versandhandel
Detaillierungsgrad
Arbeitsteilungsgrad
Vorgangstyp 2:
Prozessverflechtung
Dynamik
komplexe Aufgabe für wenige Bearbeiter,
z. B. Abwicklung eines Forschungsauftrags.
Vorgänge je Zeiteinheit
Abbildung 6-2: Kennzeichen verschiedener Geschäftsvorgänge [Heil94]
6.2
Anforderungen an die Ablaufbearbeitung im Engineering-Bereich
Die Situation im Engineering-Bereich, d. h. bei der Abarbeitung von Aufgaben in Entwicklung,
Konstruktion, Änderungswesen oder Arbeitsplanung, ist durch eine Reihe effektivitäts- und produktivitätshemmender Probleme gekennzeichnet:
Lange Durchlaufzeiten durch unverhältnismäßig hohe Zeitanteile für Neben- und Hilfstätigkeiten, wie
o Recherchen, Rückfragen, Kommunikation,
o Sortiertätigkeiten, Dokumentations- und Ablagetätigkeiten,
sowie durch lange Transport-, Warte- und Liegezeiten der Dokumente.
Mehrfacharbeit, die im Wesentlichen auf eine unzureichende Informationsverfügbarkeit
zurückzuführen ist. Der Grund hierfür ist in der Regel das Fehlen leistungsfähiger Ablage- und
Recherchesysteme
(Dokumentenmanagementsysteme),
die
eine
vereinfachte
Wiederverwendung bereits vorhandener Lösungen ermöglichen würden.
Erschwerte Sachbearbeitung durch ständig steigende Anzahl von Dokumenten. Im Bereich der
technischen Dokumentation kommen regelmäßig neue Dokumente dazu, wobei es sich zum
einen um unternehmensintern erzeugte Unterlagen wie z. B. Zeichnungen, Spezifikationen und
Stücklisten handelt und zum anderen um eine erhebliche Menge an Dokumenten von
Partnerunternehmen,
Zulieferern,
Verwaltungsbehörden
oder
auch
von
Standardisierungsgremien.
In vielen Unternehmen ist mittlerweile ein erheblicher zeitlicher und personeller Aufwand für
Koordinationstätigkeiten notwendig, um den Schwierigkeiten durch die stark ausgeprägte Arbeitsteilung zu begegnen. Geschäftsvorgänge werden heute in eine Vielzahl von Einzelschritten
zerlegt und von verschiedenen Abteilungen bearbeitet, die durch eine ausgeprägte funktionale
Abgrenzung gekennzeichnet sind (Taylorismus).
Ein weiteres Problem stellt die mangelnde Transparenz der Vorgangsbearbeitung bei den heute
üblichen Organisationsformen dar. Vorgänge können nur unter erheblichem Aufwand verfolgt
und nachvollzogen werden, ausgegebene Dokumente sind nur schwer wiederzufinden und eine
Auskunftsfähigkeit der an der Vorgangsbearbeitung beteiligten Bearbeiter ist nur in sehr begrenztem Umfang gegeben.
Folgen der genannten Probleme sind ein Anstieg der Kosten im Bürobereich bei gleichzeitigem
Rückgang von Effektivität und Qualität der Vorgangsbearbeitung.
6.3
Verbesserungsmöglichkeiten im Engineering-Bereich
Verbesserungen im Engineering-Bereich können durch zwei Arten von Maßnahmen erreicht werden:
147
Ablaufmanagement (Workflowmanagement) 6
Organisatorische Maßnahmen und
technische Maßnahmen.
Die Verbesserungen auf organisatorischer Ebene umfassen im Wesentlichen die folgenden Punkte:
Übergang von der ausgeprägten Arbeitsteilung zu verstärkter Teamarbeit,
Flexibilisierung der starren Organisationsformen,
Stärkung der Eigenverantwortlichkeit der Bearbeiter statt streng hierarchischer Strukturen,
Ersetzen der funktionalen und abteilungsorientierten Organisation der Vorgangsbearbeitung
durch eine prozessorientierte und "ganzheitliche" Arbeitsorganisation,
Verbesserung des Zeitmanagements.
Diese Ziele werden im Allgemeinen unter dem Schlagwort "lean office" zusammengefasst und kennzeichnen den Trend der Umstrukturierung, der langfristig zu einer effektiveren und vereinfachten
Arbeit führen soll.
Neben den genannten organisatorischen Verbesserungen ist die umfassende Einführung von
Hilfsmitteln der Informationstechnik eine weitere Voraussetzung für eine verbesserte Sachbearbeitung
im Engineering-Bereich. Hierzu zählen insbesondere
digitale Ablage- und Recherchesysteme,
CSCW-Techniken und
vorgangsunterstützende Systeme.
Digitale Ablage- und Recherchesysteme ersetzen die Papierablage in Aktenschränken und
Kellerarchiven durch die digitale Speicherung von Dokumenten und Unterlagen in Datenbanken.
Gespeichert werden sowohl ehemalige Papierdokumente, die mittels Scanner in eine digitale Form
gebracht werden als auch solche Dokumente, die bereits rechnerunterstützt erstellt wurden und daher
digital vorliegen. Ebenfalls Teil dieser Systeme sind leistungsfähige Recherchefunktionen, die ein leichtes Wiederauffinden archivierter Dokumente bzw. Textstellen ermöglichen.
CSCW-Techniken (Computer Supported Cooperative Work, siehe Kapitel 2.2.3) unterstützen die Kooperation und den Informationsaustausch zwischen Personen oder Teams, die an gemeinsamen
Aufgaben arbeiten. Sie bieten unter anderem Werkzeuge wie E-Mail, Konferenzsysteme und
gruppenweite Termin- und Zeitplanung. Ein anderer Begriff für derartige Systeme ist "Groupware".
Vorgangsunterstützende Systeme haben die Aufgabe, den Ablauf von Geschäftsvorgängen zu
beschreiben, zu verwalten und zu steuern und Arbeitsflüsse zu automatisieren. Auf diese Weise
unterstützen sie die Bearbeiter und ermöglichen eine integrierte und ganzheitliche Bearbeitung von
Vorgängen und Dokumenten ("workflow automation").
Beide Arten von Verbesserungsmaßnahmen - organisatorische wie technische - bilden die Grundlage
für ein erfolgreiches Ablaufmanagement (vgl. Abbildung 6-3).
148
148
6 Ablaufmanagement (Workflowmanagement)
Technische Maßnahmen
Organisatorische Maßnahmen
verstärkte Teamarbeit
Nutzung von ...
erhöhte Flexibilität
... Ablage- und Recherchesystemen
mehr Eigenverantwortlichkeit
prozessorientiertes Arbeiten
verbessertes Zeitmanagement
... CSCW-Techniken, Groupware
... vorgangsunterstützenden Systemen
„Lean Office“
„Workflow-Automation“
Workflowmanagement
Abbildung 6-3: Verbesserungsmöglichkeiten im Engineering-Bereich
6.4
Ablaufmanagementsysteme
Ablaufmanagementsystem ist nach der Definition der Workflow Management Coalition [Fisc05] wie
folgt definiert:
Definition Ablaufmanagementsystem ("Workflowmanagementsystem"):
A system that defines, creates and manages the execution of workflows though the use of software, running
one or more workflow engines, which is able to interpret the process definition, interact with workflow
participants and, where required, invoke the use of IT tools and applications [Fisc05].
Um dieser Aufgabe gerecht werden zu können, müssen für den Einsatz von Ablaufmanagementsystemen die folgenden Voraussetzungen erfüllt sein:
Vorhandensein eines verteilten Informationssystems,
Nutzung digitaler Dokumente.
Diese Erfordernisse resultieren im Wesentlichen aus dem Prinzip der gemeinsamen, aber räumlich und
zeitlich getrennten Bearbeitung eines Vorgangs durch mehrere Bearbeiter und der Nutzung von
elektronischen Ablage- und Recherchesystemen, die allen Bearbeitern zugänglich sein müssen.
6.4.1
Einsatzgebiete von Ablaufmanagementsystemen
Ablaufmanagementsysteme werden in erster Linie für die Bearbeitung
sich wiederholender,
dokumentenintensiver,
räumlich und zeitlich getrennt durchgeführter und
unterschiedliche Informationsquellen nutzender
Geschäftsvorgänge eingesetzt.
149
Ablaufmanagement (Workflowmanagement) 6
Innerhalb eines Unternehmens können prinzipiell drei Einsatzebenen des Ablaufmanagements mit jeweils unterschiedlichen Einsatzzielen unterschieden werden, wobei insbesondere die Analyse und Neumodellierung von Vorgängen die Ablauf- und Aufbauorganisation beeinflussen [Heil94]:
6.4.2
Auf der Strategischen Ebene soll das Ablaufmanagement zu einer Reorganisation der Kernprozesses des Unternehmens führen, die für die Erfüllung der kritischen Erfolgsfaktoren
entscheidend sind. Wesentlicher Punkt ist hierbei die zeit- und kostenbezogene Straffung der
Prozesse. Diese Zielsetzung wird durch die Begriffe "Business Process-Reengineering" und "Lean
Management" ausgedrückt.
Auf der Taktischen Ebene geht es um die Reorganisation ausgewählter Teil- und Nebenprozesse, wobei sich die Auswahl in der Regel an bekannten organisatorischen Schwachstellen
orientiert. Ziel auf dieser Ebene ist neben der Erhöhung der Flexibilität eine Verbesserung des
Arbeitsteilungsgrads (i. d. R. Verkleinerung).
Auf der Operativen Ebene werden überschaubare Standardvorgänge analysiert, reorganisiert
und mittels Ablaufmanagementsystemen automatisiert bearbeitet. Hauptziele sind hierbei:
Erhöhung der Prozesstransparenz,
Automatisierung von Routinetätigkeiten sowie
eine einheitliche und personenunabhängige Vorgangsabwicklung.
Aufbau und Funktion von Ablaufmanagementsystemen
Ablaufmanagementsysteme dienen der Abbildung und Steuerung von Geschäftsvorgängen mit Hilfe
der Informationstechnik. Hieraus ergeben sich für derartige Systeme im Wesentlichen fünf Module
bzw. Funktionsgruppen.
Hierbei handelt es sich um Werkzeuge für die
Analyse,
Modellierung,
Simulation,
Steuerung und
Dokumentation
von Geschäftsvorgängen.
Aus diesen Modulen kann der sogenannte Ablaufmanagementzyklus (Abbildung 6-4) gebildet werden
[Heil94], nach dem Ablaufmanagement idealerweise gesteuert wird.
Einstiegspunkt in den Zyklus ist die Analyse des abzubildenden Vorgangs, an die sich Modellierung
und Simulation anschließen. Zusammen bilden diese Module den Teilzyklus "Abbildung des
Arbeitsablaufs", der so lange durchlaufen wird, bis die Modellierung und damit verbunden die
Reorganisation des Arbeitsablaufs in der Simulation zu optimalen Ergebnissen führt.
150
150
6 Ablaufmanagement (Workflowmanagement)
Modellierung
Analyse
Teilzyklus
Abbildung
des Arbeitsablaufs
Simulation
Teilzyklus
Ablauf des
Arbeitsablaufs
Dokumentation
Steuerung
Abbildung 6-4: Ablaufmanagementzyklus
Der zweite Teilzyklus innerhalb des Ablaufmanagementzyklus betrifft den tatsächlichen Ablauf des
Workflows. Stationen innerhalb dieses Zyklus sind die Steuerung des Vorgangs und die Dokumentation
bzw. Protokollierung. Diese Tätigkeitsfolge wird dadurch zum Zyklus, dass Vorgänge des entsprechenden Typs nach einmaliger Abbildung des Workflows mehrfach auftreten. Die protokollierten
Ergebnisse dieses Teilzyklus können nach ausreichend häufigem Durchlaufen des Zyklus zum Zweck
der weiteren Optimierung des Vorgangs in den Teilzyklus "Abbildung" zurückgeführt werden.
6.4.2.1 Abbildung des Arbeitsablaufs
Die Abbildung eines Workflows umfasst im Wesentlichen die Module Analyse und Modellierung. Zum
Zweck der Validierung kann im Abbildungszyklus auch ein Simulationsmodul enthalten sein. Die Analyse von Geschäftsvorgängen dient in erster Linie der Ermittlung
der organisatorischen Struktur des Vorgangs,
der Tätigkeitsfolge innerhalb des Vorgangs,
des Informationsflusses während des Vorgangs,
der Mengenstruktur der benötigten Ablagen und Archive,
der Häufigkeit des Auftretens des Vorgangs sowie
der Verflechtung mit anderen Vorgängen.
Daneben muss im Zuge der Analyse auch die rechnerunterstützte Bearbeitbarkeit des Vorgangs untersucht werden. Die anschließende Modellierung des Workflows kann prinzipiell in fünf Arbeitsschritte
unterteilt werden [Rath93]:
Zunächst muss die Ablaufstruktur des Arbeitsablaufs abgebildet werden. Die theoretische
Modellierung, d. h. auf Papier, kann mit einer der in Abschnitt 3.2.2. beschriebenen
Modellierungsmethoden erfolgen (z. B. UML). Die Modellierung am System wird derzeit
entweder auf der Basis von Prozedurbeschreibungssprachen oder ähnlichen rein textuellen
Werkzeugen durchgeführt oder aber mit graphisch-interaktiven Tools, die eine
Modellierungstätigkeit unterstützen, die derjenigen auf Papier sehr nahe kommt.
151
Ablaufmanagement (Workflowmanagement) 6
Im zweiten Schritt erfolgt die Zuordnung der verantwortlichen Bearbeiter. Das heißt, es
müssen für die Abwicklung der Aktivitäten bzw. Vorgangsschritte verantwortliche Personen bestimmt werden, was durch die Eintragung entsprechender Stellenbezeichnungen in die Aktivitätenlisten und die Vergabe von Zugriffsrechten geschieht.
Als nächstes muss die Weiterleitung und Verteilung von Informationen und Dokumenten
bestimmt werden. Dies erfordert z. B. Adresseinträge zur Festlegung der Empfänger von
Arbeitsergebnissen oder die Vorbereitung von Verbindungen zwischen verwendeten
Formularen und solchen Informationen der Datenbank, die automatisch in die Formulare
einzutragen sind.
Der vierte Schritt umfasst die Einrichtung von digitalen Ablagen und Archiven. Auch hierbei
müssen Zugriffsrechte eingetragen werden und es wird die Verbindung zwischen Ablage und
elektronischer Umlaufmappe hergestellt, damit bestimmte gespeicherte Dokumente bei Aufruf
einer Aktivität automatisch der Umlaufmappe hinzugefügt werden können.
Die Gestaltung der Rechnerunterstützung des Workflows stellt die letzte Tätigkeit im Rahmen der Modellierung dar. Sie umfasst die Ausstattung und Konfiguration der den einzelnen
Tätigkeiten
zugeordneten
Arbeitsplätze
mit
verfügbaren
Anwendungen
der
Bürokommunikation und Datenverarbeitung (z. B. Standardsoftware).
Abbildung 6-5 zeigt beispielhaft einen analysierten und graphisch dargestellten Geschäftsvorgang.
Organisationsstruktur
Bearbeiter 1
Bearbeiter 2
Bearbeiter 3
Bearbeiter 4
D
F
G
B
Tätigkeitsfolge
Auslöser
Ende
A
C
E
Informationsfluss
Ablagestruktur
Abbildung 6-5: Graphische Darstellung eines anlysierten Geschäftsvorgangs
6.4.2.2 Steuerung des Arbeitsablaufs
Der tatsächliche Ablauf eines zuvor auf das System übertragenen Arbeitsablaufs stellt den zweiten
Teilzyklus des Ablaufmanagementzyklus dar. Hierfür stellen Ablaufmanagementsysteme Module für
die Steuerung der Vorgänge und deren Dokumentation bzw. Protokollierung zur Verfügung.
Steuerung von Arbeits- und Informationsfluss
Die wichtigsten Funktionen, mit denen das Ablaufmanagement die Steuerung des Arbeits- und
Informationsflusses unterstützt, werden im Folgenden vorgestellt [File91]:
152
152
6 Ablaufmanagement (Workflowmanagement)
Prioritätenvergabe: Vorgänge werden nach Priorität oder Arbeitsanfall in Warteschlangen gestellt bzw. zur Bearbeitung freigegeben.
Kapazitätsausgleich: Der Arbeitsanfall für die einzelnen Bearbeiter wird der Belastung
entsprechend geregelt.
Automatische Weiterleitung: Informationen bzw. Dokumente werden nach ihrer Bearbeitung
automatisch von einem Arbeitsplatz zum nächsten weitergeleitet.
Elektronische Umlaufmappe: Den Bearbeitern werden alle benötigten Unterlagen mittels
einer sog. elektronischen Umlaufmappe zur Verfügung gestellt.
Dokumenten-Rendezvous: Dokumente unterschiedlicher Art und Herkunft werden vor der Bearbeitung automatisch zusammengestellt.
Elektronische Heftklammer: Es wird verhindert, dass zusammengehörende Unterlagen oder
Vorgänge getrennt werden.
Terminkontrolle: Die Vorgangsbearbeitung wird in jeder Phase überwacht und die Einhaltung
von Terminen wird sichergestellt.
Automatische Dokumentation: Der Werdegang eines Workflows wird von seiner Initiierung
bis zum Abschluss dokumentiert (Historie).
Produktivitätsbericht: Dieser ermöglicht die Beurteilung der Produktivität an einzelnen Arbeitsplätzen und somit eine optimale Arbeitszuteilung.
Elektronische Umlaufmappe
Von besonderer Bedeutung für den rechnerunterstützen Ablauf von Arbeitsabläufen ist die sogenannte
"elektronische Umlaufmappe" (engl.: electronic circulation folder). Von der Funktion her entspricht sie
einer konventionellen Umlaufmappe, mit dem Unterschied, dass sie alle Dokumente in digitaler Form
beinhaltet.
Eine Umlaufmappe enthält alle notwendigen Dokumente, die während des Durchlaufs durch die Bearbeitungskette von den Bearbeitern für einen Geschäftsvorfall benötigt werden, also
Auftrags- und Angebotstexte,
Tabellen,
Stücklisten,
Zeichnungen,
Spezifikationen etc.
Dadurch, dass die Dokumente in elektronischer (digitaler) Form vorliegen, besteht außerdem die
Möglichkeit, neben z.B. 3D-CAD Geometriemodellen, der Umlaufmappe multimediale Dokumente
beizufügen (Video, Audio). Die Verteilung der elektronischen Umlaufmappe von einem Bearbeiter zum
nächsten erfolgt nach erfolgreicher Bearbeitung automatisch über das Rechnernetz an die nächste
bearbeitende Stelle.
Der jeweilige Bearbeiter findet in seiner Umlaufmappe nur diejenigen Dokumente, die er für die Bearbeitung tatsächlich benötigt; d. h. Dokumente, die er, anders als der Vorbearbeiter, nicht benötigt,
werden vom Steuerungssystem vor der Weitergabe automatisch aus der Mappe entfernt, während
zusätzlich erforderliche Informationen entsprechend der Konfiguration des Workflows aus dem
Ablagebereich automatisch der Umlaufmappe hinzugefügt werden. Werden bestimmte Unterlagen in
parallelen Arbeitsschritten von mehreren Bearbeitern benötigt, so wird die Umlaufmappe mit den
entsprechenden Dokumenten dupliziert und an die entsprechenden Stationen verteilt.
153
Ablaufmanagement (Workflowmanagement) 6
An dem in Abbildung 6-6 dargestellten Arbeitsablauf wird der Werdegang einer elektronischen
Umlaufmappe von der Initiierung des Vorgangs bis zu seinem Abschluss im Folgenden beispielhaft
beschrieben:
Der Arbeitsablauf wird z. B. durch einen Kundenauftrag initiiert. Die Umlaufmappe für diesen
Vorgang wird generiert und initialisiert. Sie ist zunächst leer.
Im ersten Schritt wird die Mappe mit den für die erste Bearbeitungsstation (S1) benötigten Unterlagen gefüllt. Da nur Dokumente in digitaler Form transportiert werden können, wird der
vom Kunden eingesandte Auftrag mit Hilfe eines Scanners digitalisiert (D1). Ein weiteres
Dokument (D2) wird automatisch vom Ablagebereich in die Mappe kopiert, wobei es sich
beispielsweise um eine Lagerbestandsliste handeln kann, die für den vorliegenden Typ von
Vorgang immer von der ersten Station benötigt wird.
Während der Bearbeitung des Vorgangs wird in der ersten Bearbeitungsstation ein weiteres Dokument (D3) generiert, das für die folgenden Stationen von Bedeutung ist. Dieses wird der Umlaufmappe hinzugefügt.
Es folgen zwei parallel auszuführende Vorgangsschritte, wobei Station S2 die Dokumente D1
und D3 benötigt, Station 3 die Dokumente D1 und D2. Vom System wird daher eine zweite
Umlaufmappe angelegt, Dokument D1 wird dupliziert und die beiden Mappen werden
entsprechend den Erfordernissen mit Dokumenten bestückt.
Während der Bearbeitung des Vorgangs wird in der Bearbeitungsstation S3 ein weiteres Dokument (D4) generiert, das für die folgenden Stationen von Bedeutung ist. Dieses wird der
Umlaufmappe hinzugefügt.
Nach der parallelen Bearbeitung durch die Stationen S2 und S3 erfolgt die Weiterbearbeitung
nur noch in Station S4. Die von den Stationen S2 und S3 kommenden Umlaufmappen werden
daher wieder zusammengeführt und auf eine einzige Mappe reduziert. Da Dokument D2 im
weiteren Verlauf nicht mehr benötigt wird, wird es im Ablagesystem gespeichert und aus der
Mappe entfernt. Station S4 erhält also eine Umlaufmappe mit den Dokumenten D1, D3 und
D4.
Nach der Bearbeitung durch Station S4 erfolgt keine weitere Bearbeitung. Da der Kunde die
Dokumente D3 und D4 erhalten soll, werden diese ausgedruckt. Alle Dokumente, die Station
S4 mit der Umlaufmappe erhalten hat, werden nun im Ablagesystem gespeichert und aus der
Mappe herausgenommen.
Nach der vollständigen Abarbeitung des Arbeitsablaufs enthält die Unterlagenmappe keine Dokumente
mehr und der Arbeitsvorgang kann abgeschlossen werden.
154
154
6 Ablaufmanagement (Workflowmanagement)
Abbildung 6-6: Dokumentenverteilung mit elektronischer Umlaufmappe
Ablaufmanagement am Arbeitsplatz
Ablaufmanagmentsysteme unterstützen nicht nur den Arbeitsfluss an sich, sondern bieten auch
Hilfsmittel für eine verbesserte Sachbearbeitung am Arbeitsplatz.
Wichtigstes Mittel zur Einbindung des Sachbearbeiters in den Arbeitsablauf sind die sogenannten
elektronischen Postkörbe. Jeder Arbeitsplatz ist mit drei elektronischen Postkörben ausgestattet:
"Eingang", "Ausgang" und "in Arbeit". Das System legt dem Bearbeiter die Dokumente der
elektronischen Umlaufmappe, die für eine bestimmte Teilaufgabe erforderlich sind, in den
Eingangskorb. Diese Dokumente werden vom Bearbeiter in den Status "in Arbeit" überführt und
bearbeitet. Nach der Bearbeitung werden die bearbeiteten bzw. neu generierten Dokumente in den
Ausgangskorb gelegt, von wo aus sie vom System automatisch weiter verteilt werden.
Im Zusammenhang mit der Anbindung des Arbeitsplatz an den Arbeitsablauf ist auch die
automatisierte Terminüberwachung durch das System zu sehen, welches u. a. noch zu erledigende
Aufgaben beim Bearbeiter anmahnt.
Im Rahmen der Einrichtung von Ablaufmanagementsystemen werden die einzelnen Bearbeitungsstationen mit arbeitsplatzbezogener Standardsoftware ausgestattet, die die Sachbearbeitung
erleichtern. Hierbei kann es sich z. B. um Applikationen wie Computer Aided Design (CAD),
Simulationssysteme, Textverarbeitungssysteme oder Tabellenkalkulationsprogramme handeln.
Ablaufmanagement am Arbeitsplatz bedeutet ebenfalls eine verbesserte Informationsverfügbarkeit,
die zum einen durch rechnergestützte Recherchesysteme garantiert wird und zum anderen durch die
Möglichkeit, zusätzliche Informationen oder Dokumente von anderen Bearbeitungsstationen
anzufordern, ohne exakt zu wissen, wo sich diese Dokumente derzeit befinden. Ein weiteres Hilfsmittel
am Arbeitsplatz stellen die rechnergestützten Kommunikationstechniken dar, welche Gespräche
oder Nachfragen durch Standardwerkzeuge wie E-Mail oder 'talk' oder auch durch CSCW-Techniken
wie z. B. Telekonferenz unterstützen.
155
Ablaufmanagement (Workflowmanagement) 6
Abbildung 6-7: Ablaufmanagement am Arbeitsplatz
6.5
Verbesserung durch Ablaufmanagement
Die Verbesserungen, die durch den Einsatz der Techniken des Ablaufmanagements erreicht werden
können, beziehen sich im Wesentlichen auf vier Bereiche:
Im Bereich der Organisation führt Ablaufmanagement unter anderem zu klareren Strukturen
durch eine exakte Identifizierung der bearbeitenden Stellen und hierdurch als auch durch die
meist erforderlichen Reorganisationstätigkeiten zu einer Vereinfachung der Arbeitsabläufe.
Die Bearbeitung von Vorgängen wird durch ständige Überprüfung der Einhaltung von Bearbeitungsterminen und damit verbunden durch einen reibungsfreieren Durchlauf durch alle
bearbeitenden Stellen stark beschleunigt.
Vorteile ergeben sich auch in Bezug auf die Archivierung. Die integrierten Ablage- und Recherchesysteme garantieren eine leichte Auffindbarkeit von Dokumenten und Vorgängen sowie eine
schnelle Verfügbarkeit von Informationen und Daten. Auch abgeschlossene Vorgänge können
jederzeit rekonstruiert und zur Informationsgewinnung herangezogen werden. Darüber hinaus
entstehen durch konsequentes Produktdatenmanagement keinerlei redundante Ablagen und
Archive, und die Vollständigkeit und Konsistenz der Ablage ist garantiert.
Die Dokumentation stellt den vierten Bereich dar, in dem sich durch Ablaufmanagement beachtliche Vorteile ergeben. Hier ist besonders die Nachweisbarkeit aller Postein- und -ausgänge
zu nennen sowie der Verbleibnachweis für alle ausgegebenen Dokumente. Hierdurch bleibt die
Vorgangsabarbeitung nachvollziehbar, und es wird außerdem die Konformität mit den
Vorgaben der Qualitätssicherung nach ISO 9000 sichergestellt.
Gerade im Bereich der unternehmensübergreifenden Kooperation können durch standardisierte
Workflows verteilte Entwicklungsteam koordiniert werden. Jedoch werden im EngineeringWorkflowgebiet meist sensible und geheime Entwicklungsdaten übertragen, die nach hohen
Sicherheitsansprüchen gehandhabt werden müssen. Um den Ansprüchen im Simultaneous Engineering
gerecht zu werden, müssen in Zukunft neue Firewall-Konzepte entworfen werden.
156
156
6 Ablaufmanagement (Workflowmanagement)
6.6
Literatur
[File91]. FileNet: Das Workflow Business-System - elektronisches Schriftgut-Management. F-H &
Westermann GmbH, 1991.
[Heil94]. Heilmann H. Workflow Management: Integration von Organisation und Informationsverarbeitung. In Handbuch der Modernen Datenverarbeitung Nr. 176, März 1994, Forkel-Verlag
Heidelberg, 1994.
[Lind05]. Lindemann U. Methodische Entwicklung technischer Produkte. Methoden flexibel und
situationsgerecht anwenden. Springer-Verlag Berlin Heidelberg New York, 2005.
[Rath93]. Rathgeb M. Workflow Management auf der Basis verteilter Informationssysteme. In IAOForum Dokumentenmanagment, Springer-Verlag Berlin, 1993.
[Schn99]. Schnetzer, R. Workflow-Management kompakt und verständlich. Vieweg Verlag, Wiesbaden,
1999.
[ScSe06]. Schmelzer, H.J. und Sesselmann, W. Geschäftsprozessmanagement in der Praxis. Hanser
Verlag, 2006.
[Smar10]. Dassault Systems: Enovia SmarTeam Homepage. http://www.3ds.com/products/
enovia/welcome/. 30.03.2010.
[Fisc05]. Fischer, L. Workflow Management Coalition: Workflow Handbook 2005. Lighthouse Point,
USA: Future Strategies Inc., Book Devision, 2005.
157
7 Glossar
7
Glossar
AFNOR
Association Francaise de Normalisation, französische
Normungsorganisation.
ANSI
American National Standards Institute, Normungsorganisation der
USA.
ASCII
American National Standard Code for Information Interchange;
amerikanische Norm zur Zeichencodierung.
BoM
Bill of Material, dt.: Stückliste (im Sinne der
Mengenübersichtsstückliste).
BOTTOM UP
Bezeichnung einer Vorgehensweise bei der Produktentwicklung.
Entwicklung und Konstruktion von innen nach außen.
BREP
Boundary Representation, dt.: topologisch-geometrisches
Strukturmodell.
Browser
Bezeichnung eines Programms, das die Daten einer Datei so
aufbereitet und darstellt, dass die Struktur sichtbar wird und man
sich in dieser Struktur bewegen kann.
BSI
British Standards Institute, Normungsorganisation von
Großbritannien.
CAD
Computer Aided Design, dt.: rechnerunterstütztes Konstruieren.
CAE
Computer Aided Engineering, dt.: rechnerunterstützte Berechnung
und Analyse.
CAM
Computer Aided Manufacturing, dt.: rechnerunterstütztes Fertigen.
CAP
Computer Aided Planing, dt.: rechnerunterstützte Arbeitsplanung.
CA-System
Computer Aided – System, dt.: rechnerunterstütztes System;
kennzeichnet als allgemeiner Begriff ein
Anwendungssoftwaresystem. Dazu zählen z. B. CAD-, CAP- , CAMSysteme, aber auch z. B. FEM- und MKS-Systeme.
CAT
Computer Aided Testing, dt.: rechnerunterstütztes Testen.
CD
Concurrent Design, Bezeichnung einer Methode mit dem Prinzip
der Zerlegung der Entwicklungsaufgabe in Teilaufgaben. Die
Bearbeitung der Teilaufgaben erfolgt in getrennten Projektteams.
158
158
7 Glossar
CEN
Comité Européen de Normalisation
CEN ELEC
Comité Européen de Normalisation Electrique
CIM
Computer Integrated Manufacturing, dt.: rechnerintegriertes
Konstruieren und Herstellen.
Client
Baustein einer Client/Server-Umgebung; hierbei kennzeichnet ein
Client ein Programm oder einen IT-Arbeitsplatz, der von einem
Server eine Dienstleistung in Anspruch nimmt.
CSCW
Computer Supported Cooperative Work; dt. rechnerunterstützte
Gruppenarbeit
CSG
Constructive Solid Geometry, dt.: Verknüpfungsmodell; Erzeugung
von Geometrie durch Verknüpfung von Volumenprimitiven durch
Bool’sche Operatoren.
DB
Database (Datenbank)
DBMS
Datenbankmanagement-System; Programme zur Koordination des
Zugriffs auf Datenbasen
DBS
Database-System
DDL
Data Definition Language
Digital Mockup
Repräsentation der Produktstruktur mit Baugruppen und
Einzelteilen und deren Geometrie mit dem Ziel, Optimierungen
über Modifikationen in der Baugruppenstruktur und Simulationen
wie Ein- und Ausbauuntersuchungen durchzuführen.
Digital Prototype
Dt.: digitaler Prototyp; Repräsentation eines Produkts durch seine
Produktmerkmale, in denen neben der Produktstruktur und –
geometrie auch physikalische und logische Merkmale abgebildet
sind. Ziele sind beispielsweise, durch Simulation des
Produktverhaltens Optimierungen durchzuführen und mit Hilfe
digitaler Prototypen die Begutachtung (engl.: design review) und
Freigabe von Produktentwicklungsergebnissen zu unterstützen.
DIN
Deutsches Institut für Normung e.V.
DKE
Deutsche Kommission für Normung
DMU
Digital Mockup; digitales Modell mit besonderem Schwerpunkt auf
visuellen Eigenschaften.
DV
Datenverarbeitung
159
7 Glossar
DVS
Dokument Verwaltungssystem
DXF
Data Exchange File, dt.: Datenaustauschdatei; Bezeichnung der
Schnittstelle der Firma Autodesk zum Austausch von CAD-Daten.
EDB
Engineering Database
EDM
Engineering Data Management, dt.: Management von
Ingenieurdaten.
EDV
Elektronische Datenverarbeitung.
ERM
Entity Relationship Model
ERP
Enterprise Resource Planing, dt.: Planung von
Unternehmensressourcen.
FEA
Finite Element Analysis, dt.: Finite-Elemente-Analyse.
FEM
Finite Element Method, dt.: Finite- Elemente-Methode.
GUI
Graphical User Interface, dt.: graphische Benutzungsoberfläche.
HTML
Hyper Text Markup Language; Bezeichnung der
Beschreibungssprache zur Erstellung hypermedialer Dokumente.
http
Hyper Text Transfer Protocol; Bezeichnung des Protokolls zum
Transfer hypermedialer Anwendungen in Rechnernetzen.
IEC
International Electrotechnical Standardization Committee, dt.:
Internationales Normungskomitee für Elektrotechnik.
IGES
Initial Graphics Exchange Specification, Bezeichnung der USamerikanischen Norm ANSI Y 14.26 M für den CADDatenaustausch.
IP
Internet Protocol, Bezeichnung der Spezifikation des Protokolls zur
Kommunikation im Internet. IP ist Teil des Netzwerkprotokolls
TCP/IP.
ISO
International Standardization Organisation, dt.: Internationale
Normungsorganisation.
IT
Information Technology, dt.: Informationstechnologie.
MKS
Mehrkörpersimulation.
Nativ-Format
proprietäres Datenformat, „Eigenformat“ eines Softwarepakets.
160
160
7 Glossar
NC
Numerically Controlled, dt.: numerisch gesteuert.
NURBS
Non-Uniform Rational B-Spline; Bezeichnung eines mathematischen
Beschreibungsverfahrens für Freiformkurven und –flächen.
OEM
Original Equipment Manufacturer, dt.: Hersteller originaler Güter.
OQL
Objekt Query Language; eine an SQL angelehnte Abfragesprache
für Objekte, Objektmengen und -strukturen in einer Datenbank
PDF
Portable Document Format, Bezeichnung der Schnittstelle der
Firma ADOBE zum Austausch von Dokumentdaten.
PDM
Product Data Management, dt.: Produktdatenmanagement.
PDT
Product Data Technology, dt.: Produktdatentechnologie.
PLM
Produkt Lifecycle Management
Postscript
Bezeichnung einer Seitenbeschreibungssprache, die primär für die
Ausgabe von Daten auf Druckern und Bildschirmen verwendet
wird.
PPS
Produktionsplanungs- und –steuerungssystem.
Prä-/Preprozessor
Bezeichnung eines Softwarebausteins, der CAD-Daten liest, diese in
eine Schnittstelle transformiert und sie in Form einer sequentiellen
Datei ausgibt.
Produktdefinition
Menge der administrativen und organisatorischen Produktdaten.
Produktpräsentation
Menge der Produktdaten zur graphischen oder textuellen
Darstellung einer Produktrepräsentation.
Produktrepräsentation
Menge der Produktdaten zur rechnerverarbeitbaren Abbildung von
Produktmerkmalen, wie z.B. Produktgeometrie, Produktstruktur
etc.
RPD
Rapid Prototyping Development; Bezeichnung einer Methode zur
Herstellung realer Prototypen aus den Daten der
Produktrepräsentation.
SDAI
Standard Data Access Interface
SE
Simultaneous Engineering; Bezeichnung einer Methode des
Entwicklungsmanagements, bei der Entwicklungstätigkeiten zur
Produkt- und Produktionsverfahrensentwicklung zeitlich und
inhaltlich aufeinander abgestimmt sind.
161
7 Glossar
Server
Baustein einer Client/Server-Umgebung; hierbei kennzeichnet ein
Server ein Programm oder einen Rechner, der eine Dienstleistung
bereitstellt.
SQL
Structured Query Language; Sprache zur Definition und
Manipulation relationaler Datenbanken
STEP
Standard for the Exchange of Product Model Data, dt.: Norm zum
Austausch von Produktmodelldaten; Arbeitstitel der Normenreihe
ISO 10303.
TDM
Team Data Management, dt.: Teamdaten Management.
TIS
Technisches Informationssystem
TOP DOWN
Vorgehensweise bei der Produktentwicklung. Entwicklung und
Konstruktion von außen nach innen.
TPD
Technische Produktdokumentation.
UML
Unified Modeling Language; grafische Standardnotation zur
Beschreibung objektorientierter Modelle
UNIX
Bezeichnung einer Klasse von Multiuser-, MultitaskingBetriebssystemen zum Betrieb von Arbeitsplatzrechnern.
Virtual Product
dt.: virtuelles Produkt; Repräsentation aller relevanten
Produktmerkmale in einem Produktmodell. Das virtuelle Produkt
besteht in der Regel aus den in digitalen Prototypen repräsentierten
Produktmerkmalen.
VR
Virtual Reality, dt.: Virtuelle Realität.
Windows
Allgemeine Bezeichnung der Betriebssysteme der Firma Microsoft.
Spezielle Varianten von Windows liegen z. B. als Win 98 oder Win
NT (Network Technology) vor.
WWW
World Wide Web, dt.: Weltumspannendes Rechnernetz.
WYSIWYG
What You See Is What You Get; Bezeichnung eines Verfahrens für
Benutzungsoberflächen.
X-WINDOWS
Bezeichnung der Schnittstelle zur Erstellung graphischer
Benutzungsoberflächen unter dem Betriebssystem UNIX.