Zugversuch - TU Dresden
Werbung

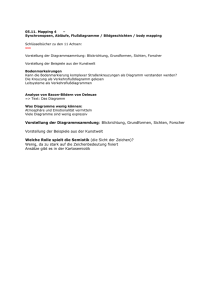
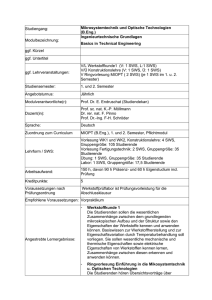
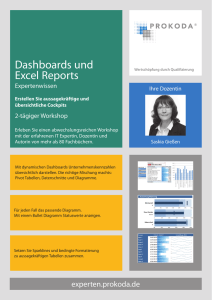
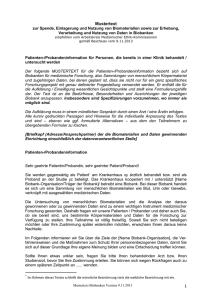
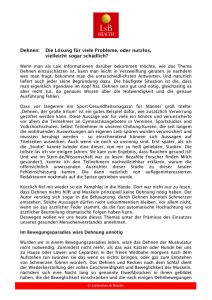
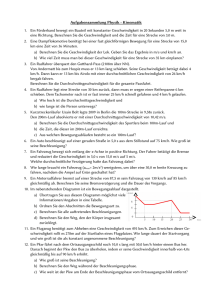
Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch April 2011 Praktikum zur Vorlesung Werkstoffwissenschaft Zugversuch Inhalt: 1 Einführung 2 Probenvorbereitung 3 Versuchsdurchführung 4 Kraft‐Verlängerungs‐Diagramm 5 Technisches Spannungs‐Dehnungs‐Diagramm 6 Wahres Spannungs‐Dehnungs‐Diagramm 7 Fließkurve 8 Fragen zum Zugversuch 9 Aufgaben zum Zugversuch 10 Literatur © Institut für Werkstoffwissenschaft 1 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch 1 Einführung Der Zugversuch (DIN EN 10 002‐1) ist das wichtigste mechanische Prüfverfahren. Aus dem Zugversuch werden i.A. Kennwerte unter einachsiger Belastung bei konstanter Temperatur (meist Raumtemperatur) bestimmt. Dazu wird ein glatter, d.h. ungekerbter Prüfstab in eine Zugprüfmaschine eingespannt und in Richtung der Stabachse mit konstanter Verformungsge‐ schwindigkeit bis zum Zerreißen gedehnt. Die Zugprüfmaschine erfasst den Zusammenhang zwischen Zugkraft F und Verlängerung ΔL der Probe als Kraft‐Verlängerungs‐Diagramm, mitunter auch als Maschinendiagramm bezeichnet. Kraft und Verlängerung sind aber nicht werkstoffspezifisch, sondern werden von der Probengeometrie (Anfangsmesslänge, Anfangsquerschnitt) bestimmt. Indem die Zugkraft auf den Probenquerschnitt und die Verlängerung auf die Probenlänge bezogen werden, erhält man das Spannungs‐Dehnungs‐ Diagramm für den entsprechenden Werkstoff. Bei diesen Diagrammen unterscheidet man das technische Spannungs‐Dehnungs‐Diagramm, das wahre Spannungs‐Dehnungs‐Diagramm und die Fließkurve. 2 Probenvorbereitung Alle Angaben zur Versuchsdurchführung sind der Norm zum Zugversuch (DIN EN 10 002‐1) zu entnehmen. Hier soll stichpunktartig nur auf einige wichtige Punkte hingewiesen werden! Der Probenquerschnitt darf kreisförmig, quadratisch, rechteckig oder ringförmig sein. Die Pro‐ benlängen sind im Allgemeinen abhängig von den Probenquerschnitten bzw. ‐dicken (kleiner oder größer als 3mm (Flachzugproben) bzw. 4 mm (Draht, Stäbe, Profile)). Vorzugsweise werden sogenannte proportionale Proben verwendet, bei denen das Verhältnis aus Anfangsmesslänge L0 und der Wurzel aus dem Anfangsquerschnitt S0 einem definierten Faktor entspricht: Kurzer Proportionalstab (d > 4 mm): L0 = 5,65 S 0 bzw. bei kreisförmigem Querschnitt L0 = 5 d Die Anfangsmesslänge darf nicht kleiner als 20 mm sein. Wenn der Probenquerschnitt zu klein ist, wird stattdessen der lange Proportionalstab (d < 4 mm) verwendet: L0 = 11,3 S 0 bzw. bei kreisförmigem Querschnitt L0 = 10 d Neben proportionalen Proben können auch nichtproportionale Proben benutzt werden, wenn dies in den Erzeugnisnormen festgelegt ist. Andere Probenarten können vereinbart werden. Die Versuchslänge LC muss immer größer als die Anfangsmesslänge L0 sein. LC ist entweder die Länge zwischen den Einspannungen bei unbearbeiteten Proben oder die maximale zylindrische Länge des Stabes bei bearbeiteten Proben mit einem Übergangsbereich zwischen den Einspannköpfen und dem zylindrischen Bereich. © Institut für Werkstoffwissenschaft 2 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch 3 Versuchsdurchführung • Führen Sie alle notwendigen versuchsvorbereitenden Messungen an den Ihnen zur Verfügung gestellten Proben durch. • Informieren Sie sich über die Messparameter während des Versuches. Die zu verwendende Maschinengeschwindigkeit ist abhängig von den Erzeugnisnormen, den zu ermittelnden Größen des Zugversuches und dem E‐Modul des verwendeten Werkstoffes. Für die Ermittlung der oberen Streckgrenze und Dehngrenzen bei nichtproportionaler Dehnung (s.u.) gelten z.B. folgende Werte: Spannungszunahmegeschwindigkeit in N/mm2 s‐1 Elastizitätsmodul des 2 min max Werkstoffes in N/mm <150 000 2 10 6 30 ≥150 000 • Erstellen Sie aus dem Maschinenplot ein Kraft‐Verlängerungs‐Diagramm und bestimmen Sie daraus die Größen Rm, Rp0,2 bzw. ReH/ReL, Ag, A bzw. A11,3, und Z. • Ordnen Sie die Messgrößen den vorgegebenen Stahlmarken bzw. Al‐Legierungen zu. 4 Kraft‐Verlängerungs‐Diagramm (Maschinendiagramm) Das Kraft‐Verlängerungs‐Diagramm metallischer Werkstoffe lässt sich in drei charakteristische Bereiche einteilen (Abb. 1), dem jedoch nur 2 grundsätzlich verschiedene Verformungsprozesse (elastisch, plastisch) zugrunde liegen: Bereich I: Bereich II: Elastische Verformung Zu Beginn der Verformung zeigen die meisten Werkstoffe ein ausschließlich elastisches Verhalten, d.h. nach Entlastung nehmen die Werkstoffe ihre ursprüngliche Form (Länge) wieder ein, die Verformung ist vollständig reversibel. Die Probe verlängert sich, dafür nimmt der Probenquerschnitt über die gesamte Länge gleichmäßig ab (Querkontraktion). Die Verlängerung der Probe resultiert aus einer geringfügigen Vergrößerung des Atomabstandes in Kraftrichtung im gesamten Probenkörper. Das elastische Verhalten (E‐Modul) eines Werkstoffes wird ganz wesentlich von der Bindungsart der Atome bestimmt (vgl. kovalente oder Atombin‐ dung (Diamant): sehr hart, höchster E‐Modul überhaupt; vgl. metallische Bindung (Aluminium): sehr weich, niedriger E‐Modul). Gleichmäßige plastische Verformung Nach Überschreiten der Elastizitätsgrenze kommt es zu plastischen, irreversiblen Verformungen, zunächst nur in einzelnen Körnern (Mikroplastizität), später über die gesamte Probenlänge hinweg. Der Probenstab wird länger, dafür nimmt sein Querschnitt über die gesamte Probenlänge hinweg gleichmäßig ab (Bereich der gleichmäßigen Verformung ‐ Gleichmaßdehnung, sinngemäß ist dieses geometrische Verhalten aber auch im elastischen Bereich unter Krafteinwirkung gültig). Man beachte, dass unter der Einwirkung der Zugkraft immer auch ein elastischer Verlängerungsanteil vorhanden ist, der erst bei Entlastung der Probe verschwindet. Die Gesamtverlängerung ΔL bei einer bestimmten Zugkraft F kann durch die Parallelverschiebung der Hooke’schen Geraden in den elastischen ( ΔLel ) und plastischen Anteil ΔL pl zerlegt werden (gilt auch im Bereich III). Die plastische Verformung ist immer ein lokaler Prozess, d.h. sie erfolgt örtlich und zeitlich begrenzt immer nur an einzelnen Stellen der Probe und resultiert aus der Ver‐ schiebung von Atomlagen gegeneinander. Ermöglicht und ganz wesentlich erleichtert © Institut für Werkstoffwissenschaft 3 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch wird die Verschiebung der Atomlagen durch das Gleiten von Versetzungen im Kristallgitter. Mit steigender plastischer Verformung kommt es jedoch gleichzeitig zum Aufstau von immer mehr stehenden (d.h. nicht mehr gleitfähigen) Versetzungen an Korngrenzen im Kristallgitter, deren Spannungsfelder gleitende (die plastische Verformung tragende) Versetzungen behindern. Infolgedessen nehmen die inneren Spannungen im Kristall immer weiter zu, der Werkstoff wird mit steigender plastischer Verformung immer fester (Kaltverfestigung). Es müssen immer größere Kräfte aufgebracht werden, um eine weitere plastische Verformung zu erreichen (Erhöhung der Elastizitäts‐/Streckgrenze, s.u.). Abb. 1: Kraft-Verlängerungs-Diagramm Bereich III: Plastische Verformung mit Einschnürung der Probe Beginnend mit dem Erreichen des Kraftmaximums schnürt sich die Probe an einer Stelle ein, die weitere plastische Verlängerung der Probe bis zum Bruch resultiert ausschließlich aus dem Bereich der Einschnürung. Wird die Versetzungskonzentration über einen bestimmten Wert hinaus weiter erhöht, ist damit kein Festigkeitsgewinn mehr verbunden, es bilden sich Hohlräume an Zweitphasenteilchen im Kristallgitter, die wie eine Verringerung des Querschnittes wirken. Das hat jedoch zur Folge, dass die Spannungen in diesem Bereich mit wachs‐ enden Zugkräften noch größer werden als im restlichen Probenkörper, die weitere Verlängerung deshalb nur noch in diesem Bereich geschieht. Es kommt daher zur Einschnürung. © Institut für Werkstoffwissenschaft 4 von 13 Zugversuch Professur für Biomaterialien, Praktikum Werkstoffwissenschaft 5 Technisches Spannungs‐Dehnungs‐Diagramm Aus dem technischen Spannungs‐Dehnungs‐Diagramm werden alle die Kenngrößen ermittelt, die für Konstrukteure wichtige Hinweise zur Belastbarkeit des Werkstoffes liefern. Das technische Spannungs‐Dehnungs‐Diagramm und die daraus zu ermittelnden Kenngrößen sind Gegenstand der Norm zum Zugversuch DIN EN 10 002‐1. Die technische Spannung und Dehnung sind wie folgt definiert: Spannung σ = Dehnung ε = F S0 ΔL 100 L0 [σ ] = N , mm 2 F ... gemessene Kraft in N S0 ... Anfangsquerschnitt in mm2 [ε ] = % . ΔL = L – L0 ... Verlängerung in mm L0 ... Anfangsmesslänge in mm L ... momentane Länge in mm Da S0 und L0 Konstanten sind, kann das von der Zugprüfmaschine aufgenommene Kraft‐ Verlängerungs‐Diagramm in das technische Spannungs‐Dehnungs‐Diagramm durch eine Umeichung der Achsen umgewandelt werden. Bei der Berechnung der technischen Spannung wird die Querschnittsabnahme, die sich besonders deutlich bei Einschnürung der Probe bemerkbar macht, nicht berücksichtigt. Obwohl im Werkstoffinneren die Spannungen mit wachsender Verformung immer weiter ansteigen, kommt es im technischen Spannungs‐Dehnungs‐Diagramm ab einer bestimmten Dehnung zu einer (scheinbaren) Spannungsabnahme. Im technischen Spannungs‐Dehnungs‐Diagramm metallischer Werkstoffe können grundsätzlich zwei verschiedene Kurvenverläufe auftreten, die sich durch das Vorhandensein einer Streckgrenze unterscheiden (Abb. 2). Je nachdem, ob eine Streckgrenze vorhanden ist oder nicht, werden obere und untere Streckgrenze (ReH, ReL) oder die 0,2%‐Dehngrenze Rp0,2 bestimmt. Alle weiteren Kenngrößen werden bei beiden Kurvenformen in gleicher Weise bestimmt (Abb. 2). Die wichtigsten Kenngrößen des Zugversuches und das Prinzip ihrer Ermittlung sind Abb. 2 zu entnehmen. Es sei darauf hingewiesen, dass es noch weitere Kenngrößen gibt, auf die im Rahmen des Praktikums aber nicht eingegangen wird. Elastizitätsgrenzen Die meisten Werkstoffe dehnen sich zu Beginn der Verformung elastisch, d.h. nach Wegnahme der Zugkraft nimmt ein elastisch verformter Prüfstab seine Ausgangsmesslänge wieder ein. Der höchste Spannungswert, bei dem eine entlastete Probe noch keine bleibende Verlängerung aufweist, wird als Elastizitätsgrenze RE bezeichnet. Da diese jedoch experimentell nur sehr aufwändig durch ständige Be‐ und Entlastungen der Probe bestimmt werden kann, hat man als Ersatzgröße die technische Elastizitätsgrenze Rp0,01 definiert. Bei Rp0,01 lässt man eine bleibende, plastische Dehnung von 0,01 % der Ausgangsmesslänge L0 zu. Mit dieser Definition ist es möglich, die technische Elastizitätsgrenze Rp0,01 aus einem vollständigen technischen Spannungs‐Dehnungs‐ Diagramm zu bestimmen, indem eine Parallele zur Hooke’schen Geraden durch den Punkt 0,01% auf der Dehnungsachse gelegt wird (Konstruktion analog zur 0,2%‐Dehngrenze). Nach dem Überschreiten der Elastizitätsgrenze kommt es bei polykristallinen Werkstoffen zur plastischen Verformung einzelner Kristallite, was man als Mikroplastizität bezeichnet. © Institut für Werkstoffwissenschaft 5 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch Abb. 2: Technisches Spannungs‐Dehnungs‐Diagramm Elastizitäts‐Modul (E‐Modul) Bei rein elastischer Verformung und einem linear‐elastischen Verhalten des Werkstoffes ergibt sich ein einfacher Zusammenhang zwischen Spannung und Dehnung: σ = Eε bzw. E = tan α E ... E‐Modul α ... Neigungswinkel der Hooke’schen Geraden Dabei ist zu beachten, dass E nur dann eine skalare Größe ist, wenn es im Werkstoff keine Vorzugsrichtungen (Textur) gibt! Der linear‐elastische Teil des technischen Spannungs‐ Dehnungs‐Diagramms ist der Arbeitsbereich des Konstrukteurs! Streckgrenze bzw. 0,2%‐Dehngrenze Als Kenngröße des Überganges von der Mikroplastizität zum makroskopischen Fließen wurde die 0,2%‐Dehngrenze Rp0,2 definiert, bei der es zu einer bleibenden (plastischen) Verlängerung von 0,2%, bezogen auf die Ausgangsmesslänge L0, gekommen ist. © Institut für Werkstoffwissenschaft 6 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch R p 0, 2 = F p 0, 2 S0 , [R ] = MPa p 0, 2 Fp0,2 ... Zugkraft bei 0,2% plastischer Dehnung Bei weichen Kohlenstoffstählen und einigen anderen metallischen Werkstoffen ist die Ausdehnung der plastischen Verformung über das gesamte Probenvolumen mit einer ausgeprägten Unstetigkeit der Spannungs‐Dehnungskurven verbunden. Man bezeichnet das lokale Spannungsmaximum vor Beginn des Spannungsabfalls am Beginn der Unstetigkeit als obere Streckgrenze ReH. Die untere Streckgrenze ReL ist die kleinste Spannung im Fließbereich, wobei Einschwingerscheinungen infolge trägheitsbehafteter Kraftmessung nicht berücksichtigt werden. Als technisch gebräuchlicher Kennwert wird vorrangig die obere Streckgrenze ReH bestimmt, obwohl sie stark von den Versuchsbedingungen (z.B. Verformungsgeschwindigkeit), Probenform und Nachgiebigkeit der Prüfmaschine abhängt. Das Auftreten einer Streckgrenze wird verursacht von Einlagerungsatomen (hauptsächlich C und N) im Fe‐Mischkristall. Diese führen zu einer starken lokalen Verzerrung der Netzebenen um sich herum (Spannungen). Sind bereits Versetzungen im Kristall vorhanden, so ordnen sich die Fremdatome so um, dass die von ihnen ausgehenden Verzerrungen mit den durch die Versetzung verursachten übereinstimmen (Spannungsabbau, Snoek‐Effekt). Das betrifft nicht nur unmittelbar in der Nähe der Versetzung befindliche Fremdatome, sondern auch weiter entferntere, die sich durch Diffusion in Richtung der Versetzung bewegen und so zu einem Spannungsabbau führen (Bildung von Fremdatomwolken). Dieser Vorgang erstreckt sich über längere Zeiten und wird Cottrell‐Effekt genannt. Durch den Snoek‐ wie auch den Cottrell‐Effekt nehmen die Einlagerungsatome energetisch günstigere Plätze ein. Wenn sich die Versetzung durch plastische Verformung von ihren Fremdatomwolken wegbewegt, gehen die Fremdatome wieder in energiereichere Zustände über. Daraus folgt, dass zur plastischen Verformung C‐ und N‐haltiger Stähle anfangs mehr mechanische Energie aufgewendet werden muss, als zur Verformung von Eisen, das keine oder nur wenige Fremdatome enthält (Abreicherung von Fremdatomen zwischen den Cottrell‐Wolken). Die für die Verformung aufgewendete Spannung geht also, nachdem die Versetzungen von ihren Fremdatomwolken losgerissen worden sind, wieder etwas zurück, es bildet sich eine Streckgrenze aus. Das sich anschließende Plateau, auch Lüdersband‐Dehnung genannt, resultiert daraus, dass der Streckgrenzeneffekt, der in einzelnen Körnern beginnt, sich nach und nach über die gesamte Probenlänge ausdehnt. Die Streckgrenze bzw. 0,2%‐Dehngrenze wird vielfach als Ersatzgröße für die Elastizitätsgrenze bestimmt, wohlwissend, dass es bei diesen Dehngrenzen bereits zu einer nicht zu ver‐ nachlässigenden plastischen Verformung gekommen ist. Dem wird durch die Verwendung eines Sicherheitsfaktors Rechnung getragen. In der Literatur findet man häufig den Begriff der Fließgrenze, womit die Spannung gemeint ist, bei der im σ−ε−Diagramm trotz zunehmender Formänderung die Kraftanzeige der Prüfmaschine erstmalig unverändert bleibt oder zurückgeht. Die Fließgrenze ist somit der Oberbegriff für die Streckgrenze, 0,2%‐Dehngrenze, Quetschgrenze (Druckversuch), Biegegrenze (Biegeversuch) oder Verdrehgrenze (Torsionsversuch). Zugfestigkeit Nach dem Überschreiten der Streckgrenze steigt die Spannung bei Zunahme der plastischen Dehnung weiter an. Wenn das Verformungsvermögen der Probe erschöpft ist, kommt es zum Bruch, der entweder im ansteigenden Teil der Spannungs‐Dehnungs‐Kurve oder nach dem Überschreiten der Maximalkraft eintreten kann. Die Zugfestigkeit Rm ist die in beiden Fällen bestimmbare Höchstkraft Fm, geteilt durch den Anfangsquerschnitt S0. © Institut für Werkstoffwissenschaft 7 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch Rm = [Rm ] = MPa Fm , S0 Fm ... Maximalzugkraft Streckgrenzenverhältnis Als Kennwert zur Charakterisierung der Überlastungsreserve von Stählen verwendet man häufig das Streckgrenzenverhältnis Re Rm R p 0, 2 bzw. Rm Ein hohes Streckgrenzenverhältnis bedeutet, dass bei Überschreitung der Streckgrenze der Spannungszuwachs bis zum Einsetzen der Einschnürung (plastische Instabilität) gering ist, so dass die Überlastungsreserve klein ist. Übliche Werte liegen bei 0,75 bis 0,85, teilweise 0,9. Neben charakteristischen Festigkeitskennwerten ermittelt man im Zugversuch auch charakte‐ ristische Verformungskennwerte, die über das Verformungsverhalten der Werkstoffe Auskunft geben: Nichtproportionale Dehnung bei Höchstkraft Fm (früher Gleichmaßdehnung) Diese Größe hat nach der zur Zeit gültigen Norm DIN EN 10002‐1 das Formelzeichen Ag. Es ist die bleibende (plastische) Dehnung ohne elastischen Dehnungsanteil im Kurvenmaximum, d.h. zur Ermittlung dieses Kennwertes ist die Hooke’sche Gerade durch das Kraftmaximum parallel zu verschieben. Bruchdehnung Die Bruchdehnung ist die bleibende (plastische) Dehnung im Moment des Bruches. Das Formelzeichen der Bruchdehnung ist abhängig von der verwendeten Probengeometrie. Bei Verwendung eines kurzen Proportionalstabes (s.o.) lautet das Formelzeichen A. Wird ein langer Proportionalstab (s.o.) verwendet, ist das Formelzeichen A11,3. Im Fall einer nichtproportionalen Probe, die z.B. eine Anfangsmesslänge von 90 mm hat, heißt das Formelzeichen A90. Brucheinschnürung Die Brucheinschürung Z ist die relative Änderung des Probenquerschnittes an der Bruchstelle: Z= S0 − Su 100 S0 [Z ] = % Su ... kleinster Probenquerschnitt nach dem Bruch 6 Wahres Spannungs‐Dehnungs‐Diagramm Das wahre Spannungs‐Dehnungs‐Diagramm σ w = σ w (ϕ ) wird im Bereich der Gleichmaßdehnung auch als Fließkurve bezeichnet, hat aber darüber hinaus keine technische Bedeutung. Es zeigt anschaulich, dass die Spannung in der Probe tatsächlich immer größer wird, wenn die Quer‐ schnittsänderung der Probe berücksichtigt wird. In der Literatur findet man häufig Diagramme, die die wahre Spannung als Funktion der technischen Dehnung ε (Abb. 3) oder der relativen Quer‐ schnittsabnahme Ψ darstellen. Die wahre Spannung σω ist definiert durch: © Institut für Werkstoffwissenschaft 8 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch σw = F S S ... momentaner kleinster Probenquerschnitt Der momentane kleinste Probenquerschnitt und damit die wahre Spannung σw können im Bereich der Gleichmaßdehnung bis zum Kraftmaximum aus dem Kraft‐Verlängerungs‐Diagramm nachträglich berechnet werden (siehe Fließkurve), für Bereiche jenseits des Kraftmaximums muss S gemessen werden. Zu beachten ist, dass sich mit dem Einsetzen der Einschnürung die Verformungsgeschwindigkeit im Einschnürbereich sprunghaft erhöht, so dass sich die Beanspruchungsbedingungen für den Werkstoff beim Übergang vom Gleichmaßdehnungs‐ in den Einschnürbereich auch wegen des nunmehr vorliegenden dreiachsigen Spannungszustandes grundsätzlich ändern. Abb.3: Wahres Spannungs‐Dehnungs‐Diagramm © Institut für Werkstoffwissenschaft 9 von 13 Zugversuch Professur für Biomaterialien, Praktikum Werkstoffwissenschaft 7 Fließkurve Der Zugversuch ist nur eines von verschiedenen Verfahren, die Fließkurve zu ermitteln und hat von diesen Verfahren die geringste praktische Bedeutung. Bereits aus dem Namen ist ersichtlich, dass die Fliesskurve insbesondere für die Umformtechnik von Bedeutung ist. Der Fließkurve liegt der Bereich der Gleichmaßdehnung (ohne elastischen Anteil!!) zugrunde. Den Umformtechniker interessieren keine elastischen Dehnungsanteile und keine Dehnungen, die im Bereich der Einschnürung liegen, da dieser Bereich bei der Formgebung aus verständlichen Gründen (Schwächung des Querschnittes) unter allen Umständen vermieden werden muss (Abb. 4)! Die Fließkurve verknüpft die Größen Fließspannung kf und Umformgrad ϕ miteinander, die wie folgt definiert sind: Fließspannung Umformgrad F (entspricht der wahren Spannung!) S L dL ϕ=∫ , auch als wahre Dehnung bezeichnet. L L0 kf = Abb.4: Kraft‐Verlängerungs‐Diagramm und Fließkurve © Institut für Werkstoffwissenschaft 10 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch Mit der Hilfsgröße ε pl = ΔL pl L0 (dimensionslos, keine %!!) und der Annahme, dass das Volumen im Bereich der Gleichmaßdehnung näherungsweise konstant bleibt und über Grundfläche mal Höhe berechnet werden kann, lassen sich diese Größen auch schreiben als: Fließspannung k f = Umformgrad ϕ = F ⋅ (L0 + ΔL pl ) F F F ⋅L (1 + ε pl ) = = = S L0 ⋅ S 0 L0 ⋅ S 0 S0 L0 + ΔL pl dL L L L = ln − ln = ln = ln = ln (1 + ε pl ) 0 ∫L L L L 0 0 0 L Man beachte, dass ϕ eine reelle, dimensionslose Zahl ist!! Aus der Kenntnis des Kraft‐ Verlängerungs‐Diagramms (bekannte Größen sind F , ΔL, L0 , S 0 ) kann somit die Fließkurve berechnet werden, wenn aus der Gesamtverlängerung ΔL die plastische Verlängerung ΔL pl bestimmt wird (Parallelverschiebung der Hooke’schen Geraden). 8 Fragen zum Zugversuch • Welche Möglichkeiten des Werkstoffverhaltens unter Einwirkung einer äußeren Kraft gibt es? • Wie wird der Zugversuch durchgeführt, welche Bedingungen müssen eingehalten werden, welche Messgrößen werden erfasst? • Welche Diagramme können aus dem Zugversuch gewonnen werden, worin unterscheiden sie sich, für wen und in welchen Teilbereichen sind sie von Interesse? • Was versteht man unter anelastischem Verhalten? Was bedeutet das für die Ermittlung des E‐Moduls? • Welche Kenngrößen werden wie aus dem Zugversuch ermittelt? • In welchem Verhältnis stehen Duktilität und Festigkeit von Werkstoffen zueinander? Wie sehen typische Spannungs‐Dehnungsdiagramme von niedriglegierten Stählen, Al‐ Legierungen und Polymeren aus? Welche Besonderheiten gibt es beim Dehnungsverhalten von Polymeren im Gegensatz zu metallischen Werkstoffen? • Wie können Festigkeit und Verformbarkeit von Werkstoffen beeinflusst werden? • Wie sind die Zahlenwerte von Kennwerten aus den Normen zu interpretieren (Maximalwerte, Minimalwerte, exakte Werte, Abweichungen)? 9 Aufgaben zum Zugversuch 1. Im Zugversuch fallen beim Prüfen zylindrischer Stäbe, Durchmesser d = 10 mm, Anfangs‐ messlänge L0 = 100 mm, folgende Messwerte an: Maximalkraft zugehörige bleibende Verlängerung [N] [mm] 54000 13,5 74000 9,0 80000 3,5 Berechnen Sie Zugfestigkeit und Nichtproportionale Dehnung bei Höchstkraft Fm. © Institut für Werkstoffwissenschaft 11 von 13 Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Zugversuch 2. An einer Zugprobe mit rechteckigem Querschnitt mit 10 mm x 4 mm und einer Messlänge L0 = 100 mm wurden folgende Messwerte im Zugversuch registriert: Fm in N Kraft bei Beginn des bleibende Längenzunah‐ plastischen Fließens me nach Bruch in mm (εpl = 0,2%) in N A 15000 10000 30 B 20000 12000 20 C 28000 15000 10 Geben Sie für die drei zu berechnenden Werkstoffkenngrößen den Zahlenwert an. Um welche allgemeinen Baustähle handelt es sich (Werkstoffbezeichnung angeben)? 3. An zwei zylindrischen Zugstäben aus unterschiedlichen Stählen mit dem Durchmesser d1 = 12 mm und d2 = 7 mm wurden im Zugversuch folgende zugehörige Maximalwerte der Kraft gemessen: F1 = 45 kN; F2 = 30 kN. Geben Sie an, welcher Werkstoff S235 (St37) und welcher E360 (St70) entspricht! 4. Für den Zugversuch steht eine Prüfmaschine mit maximal 10 kN Zugkraft zur Verfügung. Welche der nachfolgend angegebenen Werkstoffe S235 (St37), S275 (St44) und E360 (St70) können bei einem Prüfstabdurchmesser von d = 5 mm nicht geprüft werden? Geben Sie die Berechnungsergebnisse an, nach denen die Auswahl erfolgte! 10 Literatur Blumenauer, H.: Werkstoffprüfung, 6. Auflage, Dt. Verlag für Grundstoffindustrie, Leipzig, Stuttgart, 1994, auch ältere Auflagen Riehle, M., Simmchen, E.: Grundlagen der Werkstofftechnik, Dt. Verl. für Grundstoffindustrie, Stuttgart, 1997 oder neuere Auflagen Schatt, W., Worch, H.: Werkstoffwissenschaft, 8. Auflage, Dt. Verlag für Grundstoffindustrie, Stuttgart, 2002 oder ältere Auflagen Norm EN 10 002‐1: Zugversuch © Institut für Werkstoffwissenschaft 12 von 13 Zugversuch Professur für Biomaterialien, Praktikum Werkstoffwissenschaft Anhang: Werkstofftabelle Bemerkung: Bei diesen Werten handelt es sich um Auszüge aus den Werkstoffnormen. Die Kennwerte sind nur für bestimmte Abmessungen gültig und passen zu den verwendeten Zugproben. Für andere Abmessungen gelten andere Werte!! Werkstoff Zustand Rm in N mm 2 ReH bzw. Rp0,2 in N mm 2 A in % Z in % Stähle S235 E360 S275 C15 C15 C22 C22 C45 C45 C60 C60 normalgeglüht blindgehärtet normalgeglüht vergütet normalgeglüht vergütet normalgeglüht vergütet 340 ‐ 470 670 ‐ 830 410 ‐ 560 mind. 340 740 ‐ 880 430 500 – 650 620 700 ‐ 850 710 850 ‐ 1000 235 360 275 235 440 240 340 340 490 380 580 26 11 22 26 12 24 20 14 14 10 11 35 50 35 25 0 (weichgeglüht), H111 T6 (warmausgelagert) 0 (weichgeglüht), H111 T3 (kaltausgelagert) 0, H111 (nicht auslagerbar) max. 160 295 max. 250 450 170 max. 110 250 max. 150 310 70 14 8 12 8 17 Al‐Legierungen EN AW‐6082 [AlSi1MgMn] EN AW‐6082 [AlSi1MgMn] EN AW‐2024 [AlCuMg1] EN AW‐2024 [AlCuMg1] EN AW‐5052 [AlMg2,5] © Institut für Werkstoffwissenschaft 13 von 13