Kunststoffprüfung - ReadingSample - Beck-Shop
Werbung

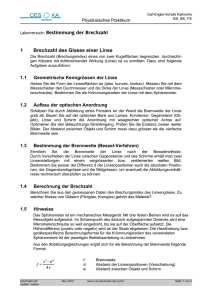
Kunststoffprüfung Bearbeitet von Wolfgang Grellmann, Sabine Seidler 1. Auflage 2005. Buch. XXXII, 706 S. Hardcover ISBN 978 3 446 22086 7 Format (B x L): 17,5 x 24,7 cm Gewicht: 1447 g Weitere Fachgebiete > Technik > Verfahrenstechnik, Chemieingenieurwesen, Lebensmitteltechnik > Technologie der Kunststoffe und Polymere Zu Inhaltsverzeichnis schnell und portofrei erhältlich bei Die Online-Fachbuchhandlung beck-shop.de ist spezialisiert auf Fachbücher, insbesondere Recht, Steuern und Wirtschaft. Im Sortiment finden Sie alle Medien (Bücher, Zeitschriften, CDs, eBooks, etc.) aller Verlage. Ergänzt wird das Programm durch Services wie Neuerscheinungsdienst oder Zusammenstellungen von Büchern zu Sonderpreisen. Der Shop führt mehr als 8 Millionen Produkte. Produktinformation Seite 1 von 1 Kunststoffprüfung Wolfgang Grellmann, Sabine Seidler ISBN 3-446-22086-0 Leseprobe Weitere Informationen oder Bestellungen unter http://www.hanser.de/3-446-22086-0 sowie im Buchhandel http://www.hanser.de/deckblatt/deckblatt1.asp?isbn=3-446-22086-0&style=Leseprobe 06.07.2005 6.2 Optische Eigenschaften 317 Der Einfluss einer Faserverstärkung auf das Wärmeausdehnungsverhalten einer kreisrunden Platte zeigt Bild 6.11. Während sich in Radial- und Tangentialrichtung nur geringe Unterscheide im Wärmeausdehnungsverhalten ergeben, ist in Dickenrichtung eine deutlich stärkere Wärmeausdehnung nachweisbar, die wesentlich durch das Wärmeausdehungsverhalten der unverstärkten Matrix bestimmt wird. Aus der Anisotropie des Wärmeausdehnungsverhaltens können Schlussfolgerungen zur Faserorientierung abgeleitet werden. Ein wesentlicher Beitrag der Entstehung von inneren Spannungen resultiert aus dem Wärmeausdehnungsverhalten. Des Weiteren ist in diesem Zusammenhang zu berücksichtigen, dass Wärmeausdehnungskoeffizient mit zunehmendem E-Modul abnimmt. Eine Behinderung der thermischen Ausdehnung führt zu einem Spannungsaufbau im Werkstoff, zu so genannten Wärmespannungen. Dies gilt sowohl für den Fall der kraftschlüssigen Kombination von Werkstoffen unterschiedlicher thermischer und elastischer Eigenschaften als auch für den Fall unterschiedlicher Temperaturen in einem Erzeugnis. Im Werkstoff bzw. Werkstoffbereichen mit dem geringeren Wärmeausdehnungskoeffizienten bauen sich Zugspannungen, in den anderen Druckspannungen auf. Entfallen die Ursachen der Wärmespannungen, verschwinden die inneren Spannungen unter der Voraussetzung dass keine plastischen Deformationen auftreten vollständig. Andernfalls kommt es zur Entstehung von Eigenspannungen. 6.2 Optische Eigenschaften 6.2.1 Einführung Die Prüfung der optischen Eigenschaften von Kunststoffen ist einerseits aus Gründen der Produktästhetik und andererseits zur Charakterisierung der vielfältigsten Gebrauchseigenschaften der Werkstoffe und der daraus gefertigten Formteile erforderlich. So entscheiden die Oberflächeneigenschaften eines Produktes ganz entscheidend über den Marktwert. Zu den bestimmenden optischen Kennwerten opaker oder transluzenter Formteile zählen Farbe, Glanz und Oberflächenbeschaffenheit. Bei transparenten Werkstoffen kommen noch Deckvermögen, Durchsichtigkeit, Transparenz, Trübung und Lasur hinzu. Ein Teil der Messungen zu den optischen Eigenschaften der Kunststoffe stützt sich auf die grundlegenden optischen Gesetzmäßigkeiten, wie z.B. Reflexion und Brechung, Dispersion, Beugung, Interferenz und Polarisation. Vertiefende Zusammenhänge zu diesen Grundlagen können Optiklehrbüchern entnommen werden [6.14 - 6.16]. 318 6 Prüfung physikalischer Eigenschaften Die Prüfung von Farbe, Trübung und Transparenz sowie des Deckvermögens und der Durchsichtigkeit ist dagegen wesentlich komplexerer Natur. In diese Werte gehen neben den Werkstoffeigenschaften immer noch zusätzlich die Oberflächeneigenschaften der Formteile ein. Daher werden gerade diese Kennwerte vom Anwender oft sehr subjektiv beurteilt. 6.2.2 Reflexion und Brechung Sind Werkstoffe optisch transparent oder transluzent, wird das einfallende Licht an der Grenzfläche teilweise reflektiert und zum anderen Teil gebrochen. Die Lichtstrahlen, welche die Grenzfläche passieren und das zweite Medium durchlaufen, werden bei schrägem Einfall auf die Grenzfläche in ihrer Richtung abgelenkt, was als Lichtbrechung oder Refraktion bezeichnet wird. Als Beugung oder Diffraktion werden die Erscheinungen der Lichtausbreitung bezeichnet, welche von den Gesetzen der geometrischen Optik abweichen. Damit lassen sich die Erscheinungen der nicht geradlinigen Lichtausbreitung erklären, d.h. es gelangt Licht in das geometrische Schattengebiet hinter einem undurchlässigen Objekt. Die Beugung, welche auf der Interferenz der Lichtwellen nach dem Prinzip von HUYGENS beruht, begrenzt z.B. das Auflösungsvermögen optischer Instrumente. 6.2.2.1 Gerichtete und diffuse Reflexion Das Licht breitet sich nur dann geradlinig aus, wenn in Ausbreitungsrichtung keine Unregelmäßigkeiten auftreten, welche die Strahlen ablenken. Trifft das Licht auf die Oberfläche eines Gegenstandes auf, wird es in Abhängigkeit von den Werkstoff- und Oberflächeneigenschaften teilweise oder vollständig reflektiert, d.h. aus seiner bisherigen Richtung abgelenkt. Bei Oberflächenrauigkeiten, die gegenüber der Lichtwellenlänge klein sind, tritt die gerichtete Reflexion auf. Sind die Rauigkeiten dagegen größer, wird das einfallende Licht diffus, also scheinbar ungerichtet reflektiert. Die geometrische Optik beschreibt die Gesetze der gerichteten oder regulären Reflexion. Bei der diffusen Reflexion wird das Licht nicht in einem Strahl zurückgeworfen, sondern nach allen Seiten gestreut. Dies kann durch zwei unterschiedliche Vorgänge verursacht werden. Bei relativ großen Rauigkeiten reflektieren diese jeweils wie eine ebene Fläche. Die Lichtstrahlen werden von den gegeneinander geneigten Flächen in verschiedene Richtungen abgelenkt. Bei Unebenheiten < 1 µm wird das Licht durch Beugung in alle Richtungen zerstreut. Diffuse Reflexionen sind die Ursache für nicht spiegelnde, d.h. stumpfe Oberflächen. 6.2 Optische Eigenschaften 6.2.2.2 319 Brechzahlbestimmung Eine Richtungsänderung des Lichtes tritt auch beim Übergang von einem Medium in ein zweites mit abweichender Brechzahl bei nicht senkrechtem Lichteinfall auf. Im Fall eines scharfen Brechzahlüberganges entsteht ein Knick, bei kontinuierlichen Änderungen wird das Licht stetig gekrümmt. Einfallender, reflektierter und gebrochener Strahl liegen in einer Ebene. Das Verhältnis des Sinus des Einfallswinkels ε zum Sinus des Brechungswinkels ε´ ist die Konstante n (Gl. 6.18), welche den durchstrahlten Stoff kennzeichnet und als Brechzahl, Brechungsindex oder Brechungsquotient bezeichnet wird. sin ε =n sin ε´ (6.18) Die Brechungsindizes sind für die verschiedensten Medien in Tabellen erfasst [6.17, 6.18]. Durchsetzt ein Lichtstrahl eine planparallele transparente Platte, wird das Licht an beiden Grenzflächen in der oben beschriebenen Weise gebrochen. An planparallelen Platten tritt keine Lichtablenkung auf, sondern eine parallele Versetzung. Tritt der Lichtstrahl durch eine Grenzfläche zweier Medien mit den Brechungsindices n und n´, so gilt das allgemeine Brechungsgesetz von SNELLIUS: n ⋅ sin ε = n´⋅ sin ε´ . (6.19) Bei der Brechung bleibt das Produkt n ⋅ sin ε konstant, dieses Produkt wird als Invariante der Brechung bezeichnet. Für die Prüfung von Kunststoffen an Pulvern und kompakten Prüfkörpern haben sich aus der Vielzahl von Messverfahren zur Brechzahlbestimmung einige als besonders geeignet erwiesen: • Brechzahlbestimmung durch Bestimmung des Winkels der Totalreflexion mit einem Refraktometer an flüssigen oder kompakten festen Medien • Brechzahlbestimmung an Pulvern nach der Immersionsmethode durch Wechsel der Einbettflüssigkeit • Brechzahlbestimmung mittels Temperatur- und/ oder Wellenlängenvariationsmethode an Kunststoffpulvern mit einem Einbettmittel sowie • Brechzahlbestimmung planparalleler Prüfkörper (Folien, Platten, Dünnschliffe, Dünnschnitte) bei genauer Kenntnis der Dicke. Brechzahlbestimmung mit einem Refraktometer Ein für die Kunststoffprüfung gut geeignetes Refraktometer ist das temperierbare Zweiprismengerät nach ABBE. Zur Brechzahlbestimmung von Flüssigkeiten wird 320 Bild 6.12: 6 Prüfung physikalischer Eigenschaften Schattengrenze der Totalreflexion im ABBE-Refraktometer bei der Anwendung monochromatischen Lichtes einer Natriumdampflampe eine dünne Lamelle zwischen die Prismen gegeben, wobei eines der Prismen als Beleuchtungs- und das andere als Messprisma dient. Die Beleuchtung erfolgt mit dem monochromatischen Licht einer Natriumdampflampe bei einer Messtemperatur von 20 °C. Für vergleichende Messungen mit geringeren Genauigkeitsanforderungen oder zur Dispersionsbestimmung kann auch im weißen Licht (z.B. Tageslicht) gearbeitet werden. Der dabei auftretende farbige Dispersionssaum am Hell-Dunkel-Übergang kann meist am Gerät beseitigt werden. Durch Neigen des Prismenpaares gegen den Beleuchtungsstrahl wird in einem Okular der Hell-Dunkel-Übergang der Totalreflexion, wie in Bild 6.12 gezeigt, eingestellt und im anderen Okular die genau diesem Winkel entsprechende Brechzahl bis zur vierten Dezimale abgelesen. Feste Stoffe müssen nur auf einer ebenen Fläche in etwa der Messprismengröße poliert werden. Diese Fläche wird mit einer Immersionsflüssigkeit auf dem Messprisma positioniert (Bild 6.13). Die Brechzahl der verwendeten Flüssigkeit muss kleiner sein als die des Prismas, aber größer als die des Prüfkörpers und darf die begrenzenden Materialien nicht angreifen. Der Pfeil gibt die Richtung des Lichteinfalls an. Untersuchungsobjekt Immersionsflüssigkeit Messprisma Bild 6.13: Anordnung zur Brechzahlbestimmung an festen Stoffen mittels Refraktometer 6.2 Optische Eigenschaften 321 Brechzahlbestimmung nach der Immersionsmethode Bei der mikroskopischen Brechzahlbestimmung an Pulverpräparaten wird mit hoher Vergrößerung, zugezogener Aperturblende und eingeschaltetem unterem Polarisator gearbeitet. Dabei erfolgt eine schrittweise Angleichung der Brechzahl der Immersionsmittel an die unbekannte Brechzahl des Präparates durch wiederholtes Wechseln der Einbettflüssigkeiten. Die BECKE-Linie, die als feiner, heller Lichtsaum am Kornrand (Bild 6.14) bei einer Defokussierung des Kornsaums entsteht, dient als Kriterium für die noch vorhandene Brechzahldifferenz. Beim Vergrößern des Abstandes zwischen Präparat und Objektiv wandert dieser helle Saum in das höher brechende Medium. Bei der Verschiebung der Linie in das Korn ist der Saum oft schlecht erkennbar. Hier sollte der Abstand zwischen Präparat und Objektiv verringert werden. Damit wandert die Linie in das geringer brechende Medium und in diesem Fall in die Flüssigkeit und kann leichter verfolgt werden. Durch mehrfachen Wechsel des Immersionsmittels und Brechzahlüberprüfung unter Anwendung der BECKE-Linie wird schließlich Brechzahlgleichheit erreicht, das nun sehr kontrastarme Korn hebt sich fast nicht mehr vom Untergrund ab. Eine stärkere Kontrastierung zur Überprüfung der Brechzahlgleichheit kann durch vollständiges Schließen der Aperturblende erreicht werden. Im Kontrastminimum entspricht die gesuchte Brechzahl des Präparates genau der des Immersionsmittels. Die speziell für diese Messung verwendete Flüssigkeit kann anschließend leicht mit einem Refraktometer gemessen werden. Das Verfahren lässt reproduzierbare Messungen bis zur vierten Dezimale der Brechzahl zu, wobei die untere Grenze der Korngröße bei etwa 5 µm liegt. Dabei ist die BECKE-Linie lediglich ein Kriterium für die Auswahl des folgenden Immersionsmittels zur Brechzahlangleichung bis zur Gleichheit der Brechzahlen von Pulver und Immersionsmittel. Bild 6.14: BECKE-Linien an PVC-Körnern 322 6 Prüfung physikalischer Eigenschaften Brechzahlbestimmung mittels Temperatur- und Wellenlängenvariationsmethode Für gebräuchliche flüssige Immersionsmittel zur Durchführung der Temperatur-4 variationsmethode liegt der Temperaturkoeffizient β im Bereich von 5 bis 7⋅10 . Für Kunststoffe ist β unterhalb der Glasübergangstemperatur deutlich geringer. Damit kann β in diesem Bereich für viele Untersuchungen als konstant angenommen werden. Das trifft vor allem für die vergleichenden Brechzahluntersuchungen in Polymermischungen zur Bestimmung der Phasenart zu. Für Messungen mit höheren Genauigkeitsanforderungen kann die Brechzahl in einem temperierbaren Refraktometer in Abhängigkeit von der Temperatur bestimmt werden. Zur Durchführung der Brechzahlbestimmung wird das zu untersuchende Kunststoffpulver in ein Immersionsmittel mit einer etwas höheren Brechzahl eingebettet (Prüfung mit der BECKE-Linie) und in einer verschlossenen Glasküvette unter mikroskopischer Beobachtung im Mikroskopheiztisch leicht erwärmt. Dadurch wird die Brechzahl der Flüssigkeit so lange verringert, bis die BECKE-Linie um die immergierten Pulverkörner vollständig verschwindet und der Probenkontrast ein Minimum erreicht. Bei der folgenden Berechnung ist nf die Brechzahl der Flüssigkeit bei der gemessenen Temperatur, bei welcher die BECKEsche Linie des Korns verschwindet. Die Brechzahl des Immersionsmittels bei Raumtemperatur x wird als nx bezeichnet. Die Brechzahl der untersuchten Probe nf erhält man bei der im Kontrastminimum gemessenen Temperatur T aus Gl. 6.20: n f = n x − β (T − x) . (6.20) Die erforderlichen Werte für β können der Literatur entnommen werden [6.18]. Wichtig ist im Zusammenhang mit der Temperaturabhängigkeit der Brechzahl bei Kunststoffen die Temperaturdifferenz von Raumtemperatur bis zum Verschwinden der BECKE-Linie gering zu halten und daher Flüssigkeiten mit besonders hohem β-Wert zu verwenden. Analog zur Brechzahlangleichung durch Variation der Temperatur kann diese Angleichung auch über die Änderung der verwendeten Lichtwellenlänge vorgenommen werden. Dabei wird die Temperaturbelastung des Kunststoffes sehr gering gehalten. Eine Kombination der beiden Methoden ist zur Messung empfindlicher Proben günstig. Die Messungen werden von BURRI [6.19] und FREUND [6.20] ausführlich beschrieben. Auf der Grundlage dieser Variationsverfahren zur Brechzahlbestimmung werden in [6.21] Verfahren zur automatischen Messung vorgestellt. Dabei wird das Kontrastminimum im Mikroskop über eine Bildverarbeitung erfasst und entsprechend ausgewertet. 6.2 Optische Eigenschaften 323 Brechzahl- und Dickenbestimmung planparalleler Prüfobjekte Betrachtet man ein planparalleles Prüfobjekt im Mikroskop, so kann mit dem Mikroskopfeintrieb die Plattendicke ermittelt werden. Dazu wird bei möglichst hoher Objektivvergrößerung und damit sehr geringer Schärfentiefe zuerst auf die Unterund durch Betätigen des Feintriebes anschließend auf die Oberseite scharf eingestellt. Die am Mikroskopfeintrieb abgelesene scheinbare Plattendicke wird mit der Brechzahl des Prüfobjektes multipliziert. Der erhaltene Wert muss durch die Brechzahl des Mediums zwischen Prüfobjektes und Objektivfrontlinse dividiert werden. Dieser ist mit ausreichender Genauigkeit für Luft gleich eins und für Immersionsöl bei Immersionsobjektiven n = 1,515. Werden Trockenobjektive eingesetzt, sollte diese Messung möglichst an einem nicht immergierten, uneingedeckten Prüfobjekt durchgeführt werden. Ist die Plattendicke bekannt, kann mit dieser Methode auch die Brechzahl bestimmt werden. Bedingt durch die geringe Genauigkeit des Verfahrens wird es sehr selten zur Brechzahlbestimmung angewendet. Demgegenüber werden Objektdicken häufig mit dieser Methode bestimmt. 6.2.3 Dispersion In anisotropen Werkstoffen ist die Brechzahl n und alle mit dieser zusammenhängenden optischen Werte (z.B. die Doppelbrechung oder der optische Achsenwinkel) von der Wellenlänge λ des eingestrahlten Lichtes abhängig. Bei Kunststoffen und anorganischen Gläsern nimmt die Brechzahl mit steigender Wellenlänge und damit sinkender Frequenz des Lichtes ab. Diese Erscheinung wird als normale Dispersion bezeichnet. Nimmt dagegen die Brechzahl des Mediums mit steigender Wellenlänge zu, so liegt anomale Dispersion vor. Beim Durchgang weißen Lichtes durch ein Dispersionsprisma erfolgt eine Aufspaltung in die einzelnen Wellenlängen bzw. Farben des Spektrums. Die unterschiedlichen Medien unterscheiden sich durch die Größe des Ablenkwinkels für die einzelnen Farben. Zur Charakterisierung wird die Grunddispersion GD für den mittleren Teil des Spektrums bestimmt. Dazu werden die Brechzahlen nF und nC gemessen. GD = n F − n C (6.21) Die ausgewählten Wellenlängen der Fraunhoferschen Linien F (λF = 486 nm), C (λC = 656 nm) und D (λD = 589 nm) werden am einfachsten mit Metallinterferenzfiltern der entsprechenden Wellenlängen oder mit optischen Monochromatoren eingestellt. Damit lässt sich die ABBE’sche Zahl ν im Mikroskop leicht bestimmen: ν= nD −1 . nF − nC (6.22) 324 6 Prüfung physikalischer Eigenschaften Eine große ABBE’sche Zahl bedeutet bei normaler Dispersion eine geringe Wellenlängenabhängigkeit der Brechzahl und umgekehrt. Bestimmung der Dispersion von Kunststoffen mit dem ABBE-Refraktometer Neben der Brechzahl kann im ABBE-Refraktometer die Dispersion gemessen werden. Die wie zur Brechzahlmessung vorbereitete kompakte Probe wird mit dem Immersionsmittel auf dem Messprisma befestigt. Die Probendispersion wird stets in weißem Licht bestimmt. Dabei tritt an der Grenzlinie der Totalreflexion ein breiter Interferenzfarbsaum auf, welcher durch Drehen des im Refraktometer integrierten AMICIPrismas kompensiert werden kann. Der zur Kompensation (scharf begrenzte Totalreflexionslinie) notwendige Prismendrehwinkel kann an der Teilung als Trommelzahl abgelesen und mittels der zum Gerät mitgelieferten Tabellen in die Grunddispersionswerte und die ABBE’sche Zahl umgerechnet werden. 6.2.4 Polarisation Polarisation ist die Eigenschaft einer Transversalwelle, bestimmte, ausgezeichnete Schwingungszustände zu enthalten. Dabei steht die schwingende Größe, der Lichtoder Feldstärkevektor senkrecht auf der Fortpflanzungsrichtung. Bei unpolarisiertem Licht steht dieser Lichtvektor in allen möglichen senkrechten Lagen auf der Fortpflanzungsrichtung. Ist das Licht dagegen polarisiert, nimmt der Vektor in allen Raumpunkten eine parallele Lage zu einer genau definierten Richtung ein. Diese ausgezeichnete Schwingungsrichtung wird als Polarisationsrichtung bezeichnet. Stehen zwei polarisierte Lichtwellen mit ihren Schwingungsrichtungen senkrecht aufeinander, so führt die Überlagerung nicht zu Intensitätsinterferenzen, sondern zu einer Änderung des Schwingungszustandes der polarisierten Welle. Die Bewegung des resultierenden Feldvektors hängt von den Amplituden der beiden Wellen und ihrer Phasendifferenz ab. Bei einer Phasendifferenz von 0° oder 180° ergibt sich durch die Überlagerung linear polarisiertes, in allen anderen Fällen elliptisch polarisiertes Licht. Für den Fall, dass die Phasendifferenz 45° oder 270° beträgt, entsteht zirkular polarisiertes Licht. 6.2.4.1 Optische Aktivität Optisch aktive Materialien drehen die Polarisationsebene des einfallenden linear polarisierten Lichtes. Dabei ist der Drehwinkel proportional zur durchstrahlten Schichtdicke und bei Lösungen auch zur Lösungskonzentration und nimmt mit zunehmender Wellenlänge ab, was als Rotationsdispersion bezeichnet wird. Chemisch gleiche Materialien können eine unterschiedliche optische Aktivität aufweisen. Blickt 6.2 Optische Eigenschaften 325 man entgegen der Lichtausbreitungsrichtung, so treten rechtsdrehende (Drehung im Uhrzeigersinn) und linksdrehende optische Stereo-Isomere auf. Diese Erscheinung hängt vom räumlichen molekularen Aufbau der Kristalle ab. Beim Quarz tritt sowohl bei der äußeren Kristallform als auch bei der optischen Aktivität diese Symmetrie auf. Geschmolzene Kristalle besitzen keine kristalline Raumgitterstruktur mehr und weisen daher auch keine optische Aktivität auf. Optische Aktivität kann in isotropen und anisotropen Materialien auftreten. Bei optisch nicht aktiven Stoffen (Glas) kann durch ein äußeres, in Lichtrichtung wirkendes Magnetfeld eine Drehung der Polarisationsebene hervorgerufen werden (FARADAY-Effekt). 6.2.4.2 Polarisationsoptische Bauelemente Polarisationsoptische Erscheinungen und Bauelemente nach dem Prinzip der Reflexion und Brechung Bei der Reflexion und Brechung an nichtmetallischen Oberflächen kommt es zu einer teilweisen linearen Polarisation des natürlichen Lichtes. Lässt man einen Lichtstrahl unter dem Polarisationswinkel von 55° auf eine transparente Glasplatte fallen, so wird das reflektierte Licht senkrecht zur Einfallsebene polarisiert, das gebrochene Licht parallel zu dieser Ebene. Diese Eigenschaft kann zur Prüfung von Polarisatoren mit unbekannter Schwingungsrichtung angewendet werden. Dreht man diesen Polarisator gegen das reflektierte polarisierte Licht einer glänzenden nichtmetallischen Werkstofffläche, so tritt ein Reflexionsminimum bei paralleler Stellung der Schwingungsrichtung des Polarisators zur reflektierenden Fläche auf. Diese Prüfung kann nur mit dem linear polarisierten Licht nichtmetallischer Oberflächen und einem linear polarisierenden Polarisator durchgeführt werden. Ein Glasplattensatz von etwa 10 bis 20 Platten (z.B. Deckgläschen), welche mit geringem Abstand zueinander angeordnet werden und auf die der Lichtstrahl unter einem Winkel von 55° auftrifft, erzeugt ein nahezu vollständig linear polarisiertes Licht, allerdings geringer Intensität. Im Gegensatz zu den später beschriebenen Filterpolarisatoren kann diese Prüfanordnung mit geeigneten Gläsern auch noch bei höheren Temperaturen und kurzwelligem ultraviolettem Licht eingesetzt werden. Polarisationsoptische Erscheinungen und Bauelemente nach dem Prinzip der Doppelbrechung Tritt ein Lichtstrahl senkrecht zur Plattenoberfläche durch eine anisotrope und damit optisch doppelbrechende Platte hindurch, wird er aufgespalten. Die Hälfte des Lichtes durchstrahlt die Platte entsprechend dem Brechungsgesetz senkrecht ohne 326 6 Prüfung physikalischer Eigenschaften Veränderung. Dieser Lichtstrahl wird als ordentlicher Strahl bezeichnet. Die andere Hälfte wird für jedes doppelbrechende Medium spezifisch gebrochen. Dieser außerordentliche Strahl schließt mit dem ordentlichen einen Winkel ein. Durch den längeren Laufweg des außerordentlichen Lichtstrahls gegenüber dem ordentlichen entsteht ein Gangunterschied Γ, der ein Maß für die Doppelbrechung, also die Anisotropie der Materialien, ist. Während für alle anisotropen Kristalle dieser Wert konstant ist, nimmt er bei Kunststoffen Werte zwischen Null und einem Maximum an. Die Größe dieser Anisotropie ist von dem Grad der Molekülausrichtung in eine Vorzugsrichtung, der Maschinenrichtung, abhängig. Damit wird durch die Verarbeitung der schmelzflüssigen Kunststoffe die immer vorhandene Anisotropie der Kunststoffmoleküle auch makroskopisch wirksam. Die Lichtaufspaltung in zwei senkrecht zueinander vollständig polarisierte, gleichgroße Anteile wird bei der Herstellung von NICOL’schen Prismen angewendet. Beim Lichtdurchgang durch einen Kalkspatkristall wird das Licht vollständig in zwei senkrecht zueinander polarisierte Wellen zerlegt. Durch dieses Kristallprisma wird ein Schnitt gelegt, der dem Winkel der Totalreflexion des außerordentlichen Strahles entspricht, wodurch dieser seitlich aus dem Prisma austritt. Der vollständig polarisierte ordentliche Strahl kann in der entsprechenden Apparatur genutzt werden. Neben dem NICOL’schen Prisma sind noch weitere Typen, wie der GLANTHOMPSON- und der GLAN-TAYLOR-Polarisator, welche sich in der Verkittung der Schnittebenen, den Schnittwinkeln und der Nutzung des ordentlichen oder außerordentlichen Strahls im Gebrauch unterscheiden. Diese Polarisatoren werden aus Kosten- und Baugrößengründen nur für wenige Sonderverfahren genutzt. Flächenpolarisatoren Für die sehr großflächig herstellbaren Folienpolarisatoren wird die dichroitische Wirkung von Kristallen oder Kunststofffolien ausgenutzt. Darunter versteht man die Richtungsabhängigkeit der Absorption des außerordentlichen Strahls anisotroper Materialien. Durch die gleichzeitige Wellenlängenabhängigkeit der Absorption kommt es zur Färbung des Lichtes. Flächenpolarisatoren können aus dichroitischen Kristallen, wie Turmalin oder Herapathit bzw. aus stark verstreckten polymeren Folien, in welche meist noch Farbstoffe eingelagert werden, bestehen. Diese Folienpolarisatoren sind temperaturempfindlich (Einsatzbereich bis ca. 50 °C) und werden durch die intensive UV-Strahlung der Fluoreszenzleuchten im Mikroskop zerstört. Bei der Verwendung von Quecksilberhöchstdrucklampen und Lichtquellen hoher Leuchtdichte sind daher unbedingt entsprechende Wärmeschutz- und UV-Filter zu verwenden. Trotz dieser Einschränkungen werden diese Polarisatoren in fast allen modernen polarisationsoptischen Geräten eingesetzt. 6.2 Optische Eigenschaften 6.2.4.3 327 Polarisationsoptische Untersuchungsverfahren Bestimmung mechanischer Spannungen in einem Polarimeter Transparente Modellkörper z.B. aus Epoxidharz oder PMMA werden anisotropiearm gegossen. Damit erscheinen sie zwischen gekreuzten Polarisatoren im unbelasteten Zustand weitgehend schwarz. Die Prüfkörper werden im Polarimeter entsprechend des späteren Einsatzes belastet, die dadurch entstehende optische Spannungsdoppelbrechung wird digital erfasst und ausgewertet. Damit können Spannungs- und Verformungsanalysen unter statischer und dynamischer Belastung durchgeführt werden. Die spannungsoptische Aufnahme eines Modellkörpers zeigt Bild 6.15. Im Bild sind farbige Isochromaten und schwarze Isoklinen zu erkennen. Aus dem Netz der Isoklinen kann durch eine geometrische Konstruktion ein isostatisches Liniennetz gewonnen werden, welches direkt den Verlauf der im Modellkörper auftretenden Hauptspannungen darstellt [6.22]. Zur Trennung von Isochromaten und Isoklinen werden Polarisator und Analysator schnell synchron gegenüber dem Modellkörper gedreht, wobei das Isoklinennetz wandert und bei hohen Geschwindigkeiten vom Auge nicht mehr wahrgenommen werden kann. Im Bild bleibt dann lediglich das stationäre Isochromatenbild sichtbar. Zur Ausschaltung der Isochromaten wird ein Kunststoff mit möglichst geringer spannungsoptischer Konstante, wie z.B. PMMA verwendet. Trotz hoher Belastung erscheinen nur die Isoklinen. Zur Durchführung dieser spannungsoptischen Untersuchungen wird auf die Literatur verwiesen [6.23]. Bild 6.15: Spannungsoptische Aufnahme eines Modellkörpers unter Belastung im linear polarisierten Durchlicht 328 6 Prüfung physikalischer Eigenschaften Ohne einen absoluten Zahlenwert der Spannung bestimmen zu müssen, gestatten die spannungsoptischen Bilder die Richtung der Hauptspannungen, spannungsarme Bereiche sowie Gebiete mit örtlichen Spannungsüberhöhungen sofort zu erkennen und durch Änderung der Werkzeuggeometrie und Variation der Temperaturführung im Verarbeitungszyklus wesentliche Produktverbesserungen herbeizuführen. Zerstörungsfreie Prüfung transparenter Kunststoffformteile Die Orientierung der Kunststoffmoleküle durch die Verarbeitung wird zwischen gekreuzten Polarisatoren als schwarze (Isoklinen) und farbige (Isochromaten) Linien und Bereiche sichtbar. Während die Isoklinen Aussagen über die Vorzugsrichtung der Moleküle erlauben, geben die Isochromaten Auskunft über die Anisotropieverhältnisse innerhalb des Formteils. Bild 6.16 zeigt eine PS-Kreisscheibe mit Zentralanguss im linear polarisierten Durchlicht ohne äußere Belastungen. Das schwarze Kreuz, welches durch die Isoklinen gebildet wird, gibt die symmetrische, sternförmige Hauptorientierungsrichtung der Moleküle an, aus den Isochromaten kann durch die Bestimmung der örtlichen Lage der Isochromaten und Zuordnung zu der jeweiligen Farbordnung, ausgehend von der schwarzen Isochromate Nullter Ordnung, die Formteilanisotropie nach Bild 6.17 und Gl. 6.23 bestimmt werden. Die Farbordnungen entstehen durch Interferenz der den anisotropen Kunststoff durchlaufenden Lichtwellen. Ist keine Anisotropie vorhanden, werden die Lichtstrahlen nicht aufgespalten. Damit entsteht kein Gangunterschied, bei gekreuzten Polarisatoren herrscht Dunkelheit, die Isochromate Nullter Ordnung liegt vor. Mit stetig anwachsender Anisotropie werden durch Interferenz aus dem weißen Licht definierte Wellenlängen ausgelöscht, der Restlichtanteil wird farbig. Diese Farben werden in Interferenzfarbtafeln [6.24] dargestellt und sind auf Grund der periodischen, wenn Bild 6.16: PS-Spritzgussscheibe mit Zentralanguss im linear polarisierten Durchlicht 6.2 Optische Eigenschaften Bild 6.17: 329 Anisotropieänderung in der PS-Spritzgussscheibe von Bild 6.5 entlang des Fließweges auch immer schwächer werdenden Farbwiederkehr in Ordnungen eingeteilt. Dabei umfasst eine Ordnung immer einen Gangunterschiedsbereich von genau einer Wellenlänge mit 551 nm. Die Doppelbrechung entlang des Fließweges in der im Bild 6.16 dargestellten Kreisscheibe mit Zentralanguss lässt sich nach folgender Gleichung berechnen: ∆n = k ⋅λ . d (6.23) Darin ist ∆n die Doppelbrechung, k die Zahl der Farbordnung, ausgehend von der in der vorliegenden Kreisscheibe außen liegenden, immer schwarzen Isochromate Nullter Ordnung, λ die Wellenlänge der zur Auswertung genutzten Isochromate und d die Dicke oder genauer ausgedrückt, der wirksame Lichtweg durch die Probe. Der Wert k ⋅ λ ergibt den optischen Gangunterschied Γ. Die Anisotropieänderung über den Fließweg der im Bild 6.16 gezeigten Kreisscheibe ist im Bild 6.17 dargestellt. Neben diesen Auswertungen kann die makroskopische Durchstrahlung transparenter Kunststoffformteile schnell und zerstörungsfrei Aufschluss einerseits über Fließfehler und Anisotropieverhältnisse im Angussbereich und andererseits über Bindenähte beim Zusammentreffen von Masseteilströmen innerhalb des Teiles geben, wie Bild 6.18 an zwei Beispielen zeigt. Diese sehr einfache und schnelle Prüfmethode kann leicht durch Einsatz von Bildauswertesystemen automatisiert werden und gestattet so eine vollständige, zerstörungsfreie on-line Produktprüfung. Analog zu den spannungsoptischen Untersuchungen deuten sehr enge Isochromatenscharen auf starke örtliche Orientierungsgradienten hin, welche negative Auswirkungen besonders auf die mechanischen Kennwerte des Bauteils haben können. 330 Bild 6.18: 6 Prüfung physikalischer Eigenschaften Anisotropieverhältnisse in PS-Formteilen (a) Kreisscheibe mit starken Fließfehlern im Angussbereich und (b) Dreieck mit Bindenaht Durch Änderungen am Verarbeitungswerkzeug und der Prozessparameter sind lokale Orientierungen beeinflussbar. Mikroskopische polarisationsoptische Untersuchungsverfahren an amorphen Kunststoffen Ungefüllte amorphe Polymere bilden kein lichtmikroskopisch erfassbares Gefüge aus. Mit den Mitteln der Polarisationsmikroskopie können jedoch Anisotropieänderungen oder Heterogenitäten im mikroskopischen Bereich nachgewiesen werden. Der Einsatz von polarisationsoptischen Kipp- und Drehkompensatoren gestattet die punktgenaue Messung von Gangunterschieden im Bereich von wenigen Nanometern bis zu etwa 80 µm. Die große Bedeutung der mikroskopischen Verfahren liegt darin, dass in dem Kunststoffformteil keine Isochromatengradienten über mehrere Ordnungen für die Durchführung der Messung vorhanden sein müssen. Damit lassen sich einerseits Folienanisotropien mit weitgehend konstanten Gangunterschieden und andererseits Anisotropieänderungen und -unterschiede innerhalb kleinster Bereiche (≥ 4 µm) wie z.B. den Phasen von Polymermischungen erfassen. Zum Gebrauch der Kompensatoren wird auf die Literatur verwiesen [6.25]. Mit den Kompensatorverfahren lässt sich ebenfalls eine automatische Online-Qualitätsüberwachung aufbauen, die in [6.26] beschrieben ist. Dazu wird ein motorisiertes Polarisationsmikroskop benötigt, mit welchem die im Formteil auftretenden Anisotropieänderungen kontinuierlich erfasst und registriert werden. Liegen diese Werte außerhalb der vorgegebenen technologischen Grenzdaten, kann die Anlage gestoppt werden. Eine automatische Korrektur über die Einstellung der Verarbeitungsmaschine 6.2 Optische Eigenschaften 331 zur Prozesssteuerung ist nach dem heutigen Stand der Untersuchungen noch nicht möglich. Polarisationsoptische Untersuchungsverfahren an Kunststoffen im konoskopischen Strahlengang des Polarisationsmikroskops Eine weitere Möglichkeit der polarisationsoptischen Bestimmung von Anisotropiezuständen in Kunststoffen ist die Auswertung der in der hinteren Objektivbrennebene entstehenden Achseninterferenzbilder. Zur Beobachtung dieser kurz Achsenbilder genannten Interferenzfiguren wird ein Polarisationsobjektiv möglichst hoher numerischer Apertur, ein darauf abgestimmter Kondensor und eine zentrierbare AMICI-BERTRAND-Linse zur Betrachtung der in der hinteren Objektivbrennebene entstehenden Bilder benötigt. In diesen Achsenbildern ist der räumliche Anisotropiezustand in dem durch den stark divergenten Beleuchtungskegel durchsetzten Prüfkörpervolumen dargestellt. Bild 6.19 zeigt das Achsenbild einer biaxial verstreckten PET-Folie. Aus den Bildern kann das optische Vorzeichen, die Hauptorientierungsrichtung, die Doppelbrechung bei Kenntnis der Prüfkörperdicke und mit entsprechendem Aufwand auch die Prüfkörperdicke bestimmt werden. Bei Verbundfolien, die aus mehreren im Winkel der Hauptorientierung abweichend übereinanderliegenden Folien bestehen, können die unterschiedlich ausgerichteten Hauptorientierungsrichtungen im Mikroskop deutlich festgestellt und oftmals für die einzelnen Materialschichten getrennt bestimmt werden. Damit lassen sich bei ausreichender Foliendicke der einzelnen Schichten, sowie ausreichender Transparenz die Anzahl dieser Folien und der Winkel der Hauptorientierungsrichtungen der einzelnen Proben zu einer gegebenen Richtung bestimmen. Bild 6.19: Achseninterferenzbild einer biaxial verstreckten PET-Folie in Diagonalstellung 332 6 Prüfung physikalischer Eigenschaften Mikroskopische polarisationsoptische Untersuchungsverfahren an teilkristallinen Kunststoffen Teilkristalline Kunststoffe bilden häufig ein im Lichtmikroskop sichtbares sphärolithisches Gefüge aus. Die aus Fibrillen räumlich aufgebauten Sphärolithe können in dünnen Schnitten (Schichtdicke bis 10 µm) bis zu einer Minimalgröße der Gefügebestandteile von 1 µm im polarisierten Durchlicht untersucht werden. In Bild 6.20 ist das sphärolithische Gefüge einer PP-Folie zu sehen, die direkt aus der Schmelze durch Kristallisation auf einer Flüssigkeit hergestellt wurde. An den Sphärolithgrenzen sind infolge des Herstellungsverfahrens Löcher entstanden. Bild 6.20: Sphärolithisches Gefüge einer PP-Folie in linear polarisiertem Licht An Formteilen können aus kritischen Bereichen Proben entnommen, mit den in [6.27] dargestellten Verfahren präpariert und anschließend lichtmikroskopisch ausgewertet werden. Bei dieser Bewertung sind stets: • • • • • Art, Form, Verteilung, Größe und Menge der auftretenden Phasen zu beachten. Daraus können Rückschlüsse auf die gewählten Verarbeitungsbedingungen gezogen werden. In Bild 6.21 ist ein typisches mehrphasiges Gefüge eines PP-Formteiles dargestellt, welches aus Granulat gepresst wurde. Deutlich sind die unterschiedlichen PP-Modifikationen an den Granulengrenzen sichtbar, welche sich in den optischen und mechanischen Eigenschaften unterscheiden. Zur Bestimmung dieser Modifikationen müssen an den Sphärolithen optische Daten, wie z.B. der Wert der Doppelbrechung und das optische Vorzeichen gemessen werden. 6.2 Optische Eigenschaften Bild 6.21: 333 Gefügeausschnitt aus einem gepresstem PP-Formteil Während die Doppelbrechung innerhalb der Sphärolithe mit den oben genannten Kompensatoren bestimmt wird, kann das optische Vorzeichen durch Überlagerung des Gefügebildes im linear polarisierten Licht (Bild 6.22a) mit einem Kompensator ROT I und den dadurch entstehenden Farbverteilungen im Sphärolith (Bild 6.22b) dargestellt werden. Entsteht bei dieser Überlagerung von links unten nach rechts oben die Farbe gelb, bzw. von rechts unten nach links oben die Farbe blau, so ist das optische Vorzeichen negativ, bei vertauschten Farben positiv (Bild 6.22b). Bild 6.22: PP - Dünnschnitte im linear polarisierten Licht (a) und im linear polarisierten Licht mit Kompensator ROT I (Optisch positiv) (b) 334 6 Prüfung physikalischer Eigenschaften 6.2.5 Transmission, Absorption und Reflexion Optische Eigenschaften wie Farbe, Transparenz, Trübung sowie Deckvermögen hängen im Wesentlichen von zwei Erscheinungen des eingestrahlten Lichtes ab: 1. Durch die Absorption wird das eingestrahlte Licht innerhalb des Mediums in Wärme umgesetzt. Dieser Wert kann nur durch die Bestimmung des Reflexionsund Transmissionsgrades bestimmt werden. 2. Durch die Streuung wird das eingestrahlte Licht aus seiner ursprünglichen Richtung innerhalb des Mediums abgelenkt. Bei der Betrachtung dieser optischen Eigenschaften wird nur die Energieaufteilung des Lichtes betrachtet. Da diese Aufteilung wellenlängenabhängig ist, wird sie durch spektrale Stoffkennzahlen beschrieben. Der spektrale Transmissionsgrad τ(λ) wird als das Verhältnis aus durchgelassenem (Φeλ)τ und auffallendem spektralen Strahlungsfluss Φeλ nach Gl. 6.24 τ(λ) = (Φ eλ )τ Φ eλ (6.24) definiert. Damit wird die Durchlässigkeit eines Mediums gekennzeichnet. Ein spektraler Transmissionsgrad von τ (551 nm) = 0,7 bedeutet, dass eine Lichtstrahlung mit τ = 551 nm beim Durchgang durch die vorliegende Probe einen Verlust von 30 % in Form von Absorption und Reflexion erfährt. Der Absorptionsgrad a(λ) berechnet sich nach Gl. 6.25. Darin ist (Φeλ)a der gesamte im Medium absorbierte spektrale Strahlungsfluss. a(λ) = (Φ eλ )a Φ eλ (6.25) Entsprechend kann nach Gl. 6.26 der spektrale Reflexionsgrad p(λ) bestimmt werden. Dabei ist (Φeλ)p der gesamte an der Grenzfläche des Mediums reflektierte spektrale Strahlenfluss. Dieser kann an einem Spiegel an nur einer Fläche oder an transparenten Medien an mehreren Flächen entstehen p(λ) = (Φ eλ )p Φ eλ . (6.26) Tritt die Transmission an nicht spiegelnden Flächen auf, so wird sie als Remission bezeichnet. Zur Bestimmung des Remissionsgrades wird die Leuchtdichte der reflektierenden Oberfläche mit der Leuchtdichte eines vollkommen mattweißen Körpers unter gleichen Beleuchtungs- und Beobachtungsbedingungen in Beziehung gesetzt.