Konfiguration eines Fließproduktionssystems
Werbung

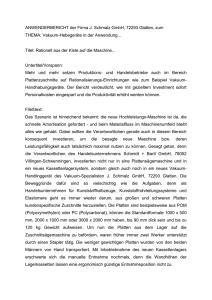
Übung 3: am 21.06.2011 „Konfiguration eines Fließproduktionssystems“ Die Abbildung 1 stellt einen Auspuff dar, der mittels Schweißtechnik hergestellt wird. Abbildung 1: Das zu erzeugende Produkt Der Auspuff setzt sich aus 5 Teilen zusammen und wird in 6 Teilprozesse produziert (siehe Tabelle 1). Unter Annahme, dass sich der Transport von Teilen zwischen den Stationen und die Fixierung auf die Einspannvorrichtungen stets durch Werker erfüllen lassen, sind drei Alternative zur Erstellung der Linie (automatisch, manuell und hybrid) zu untersuchen. Input Prozess 1 Prozess 2 Prozess 3 Prozess 4 Prozess 5 Prozess 6 (Mit ersten Rohr) (Mit zweiten Rohr) (Prüfen und Reparieren) Output Rohr 1 Rohr 2 Rohr 3 Flansch 1 Flansch 2 Tabelle 1: Benötige Schweißprozesse zur Herstellung eines Produkts Man unterscheidet zwischen manuellen, automatisierten und hybriden Schweißlinien. Bei manuellen Schweißlinien werden die Schweißprozesse nur durch Werker und Schweißgeräte erfüllt. Bei automatisierter Linie werden die Schweißaufgaben von Roboter und Schweißgeräten bearbeitet. In diesem Fall sollten Werker angestellt werden, um die Transport-, Fixierungs-, Wartungs- bzw. Instandhaltungsaufgaben durchzuführen. Jeder Werker kann max. 3 Roboter bedienen. Die Werker und Roboter führen die Bearbeitungsprozesse bei Hybridlinie durch. Hier kann Jeder Werker max. 2 Roboter bedienen. Dabei sind die Auslastungsgrade der Stationen bzw. der Werker und die Linienproduktivitäten zu untersuchen und zu vergleichen. Gegebene Projektinformationen: Die Tabelle 2 stellt detailliert die einzelnen Bearbeitungsprozesse und ihre Bearbeitungszeiten dar. Die Bearbeitungszeiten der manuellen Schweißprozesse und Prüfbzw. Reparaturzeiten sind hier normalverteilt angenommen. Die Bearbeitungszeiten der automatisierten Prozesse haben die Form (m,n) und sind gleichverteilt. Die Parameter (m,n) bezeichnen die Intervallgrenzen der Gleichverteilung. Standardisierte Bearbeitungsprozesse Legen des Teils auf die Einspannvorrichtung Bearbeitungszeit (Werker) Prozess 1 Prozess 2 Prozess 3 Prozess 4 Prozess 5 Prozess 6 (5,6,7)1 (9,10,11) (9,10,11) (8,9,10) (5,6,7) (6,7,8) (48,51,53) (58,60,63) (50,52,54) (55,60,62) (58,61,64) Prüfen (35,43,47) (15,20,35) Bearbeitungszeit (Roboter) (38,42) (40,46) Repari eren Prüfen (20,30) Verschiebung des Teils zur nächsten Station (3,4,5) (5,6,8) Repari eren (5,7,8) Stochastische Störungen Stationsverfügbarkeit = 97% (40,47) (5,7,8) (43,48) (6,7,8) (45,48) (5,7,8) (30,34) Tabelle 2: Bearbeitungszeiten von Prozessen Zur Durchführung der Simulationsstudie sind die folgenden Informationen wichtig: Täglich gibt es zwei Schichten. Jede Schichte dauert 8 Stunden. Die Werker machen 3 Pausen pro Schichte. 2 kurzfristige Pausen (jede 15 Minuten) und eine Stunde ist für Mittagessen. Stochastische Störungen werden durch die Eintragung der Maschinenverfügbarkeit (V= 97%) simuliert. Durchschnittlich sind die Werker 20 Tage pro Monat tätig Produktionsgröße: 9200 Stücke/Monat Produktlebenszyklus: 6 Jahre Taktzeit: 107 Sekunden Die Aufgaben: 1- Warum ist Simulation würdig? 2- Ermitteln Sie der Anzahl der Stationen zur Erreichung der gewünschten Produktionsrate pro Monat. 3- Entwerfen Sie ein Diagramm zur Visualisierung von Prozessablaufplan jedes Szenarios (manuell, automatisch und hybrid). 4- Modellieren bzw. simulieren Sie die drei möglichen Szenarien zur Konfiguration der Schweißlinie (manuell, automatisch und hybrid). Beachten Sie das Folgende: a. In jedem Szenario ist die Anzahl der Werker und Roboter zu ermitteln b. Beschreibung bzw. Visualisierung von Werkertätigkeiten in jedem Szenario (von Prozessablaufplan von Werkern) c. Ermittlung bzw. Sammlung von Simulationsdaten für jedes Szenario d. Ermittlung der Pufferkapazitäten zwischen den Stationen 1 (5,6,7): (Untere Schranke, Mittelwert, üblere Schranke)