Magnettechnische Informationen Magna-C
Werbung

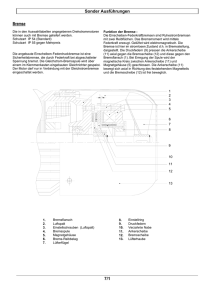
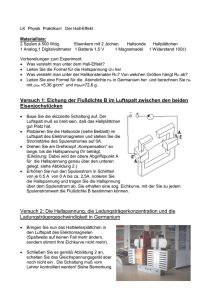
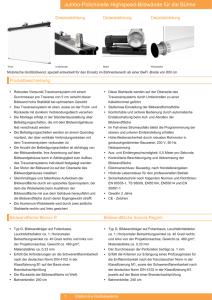
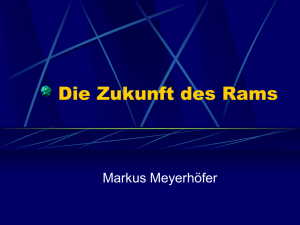
Magnettechnische Informationen von Magna-C A) Die Magnetfeldausbildung hängt ab von: • Magnetmaterial N N S z.B. Neodym • S z.B. AlNiCo Magnetisierungsart isotrop anisotrop Isotrope Magnete lassen sich in allen Richtungen gleich gut magnetisieren. Bei anisotropen Magneten hingegen wird bereits bei der Herstellung des Magneten eine Vorzugsrichtung in einem Magnetfeld eingeprägt. Diese bewirkt, daß sich anisotrope Magnete in der Vorzugsrichtung stärker magnetisieren lassen als isotrope (Sie haben eine höhere Remanenz). Die Unterscheidung zwischen isotropen und anisotropen Magneten ist nur für Hartferrite von Bedeutung. AlNiCo, Samarium-Cobalt und Neodymmagnete werden nur als anisotrope Magnete hergestellt. • Techniken der Haftkraftverstärkung N S N S offenes System: Faktor 1 Weitere Techniken zur Haftkraftverstärkung: streifenförmige Magnetisierung axiale Magnetisierung mit U-Profil axiale Magnetisierung mit zwei Polplatten mit Polplatte: Faktor 1,3 – bis zu Faktor 3 – bis zu Faktor 5 – bis zu Faktor 18 Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 2 • Einbausituation (in Eisen/Stahl) N S N S kein Luftspalt: magnetischer Kurzschluß Luftspalt zu großer Luftspalt: zu flache Feldlinien N S optimaler Luftspalt • Einbausituation in anderen Materialien wie Eisen und Stahl: Andere Materialien als Stahl verhalten sich in Bezug auf die magnetische Wirkung wie Luft. Sie beeinflussen das Magnetfeld nicht und wirken deshalb auch nicht wie magnetische Isolatoren. • Polabstand Der Polabstand beeinflußt sie Magnetfeldtiefe. Schmale Pole bilden ein niederes Feld, große Pole dagegen ein tiefes Feld. N S N S N S N S schmale Pole • N S N S N S N mittlere Pole S N S große Pole Polsprung (Polabstand in Abhängigkeit von der Stärke der Polplatten und Magnete) Polplatten NS SN NS SN NS SN NS kleiner Polsprung bewirkt ein flaches Feld NS SN NS SN NS großer Polsprung bewirkt ein tieferes Feld Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 3 B) Speziell für Halte, Haft- und Kranmagnete: Haft-, bzw. Haltemagnete dienen dazu Werkstücke temporär zu befestigen, Kranmagnete um Lasten zu transportieren. Für beide Anwendungen sind die Magnetsysteme so ausgelegt, daß sie eine große Kraft erzeugen. Damit diese große Kraft im Werkstück genutzt werden kann, bedarf es einer mindestens so großen Materialstärke des Haftgrundes, daß alle Magnetfeldlinien dort wirken können. Die Systemauslegung erzeugt dazu ein tiefes Feld. Dabei nimmt die Haftkraft mit zunehmender Entfernung des Magnetsystems vom Haftgrund ab. Diese Haftkraftabnahme verläuft nicht linear zum Abstand. Die „Ausbildung“ der Haftkraft hängt ab von: - • Luftspalt Magnetfeldausbildung Materialstärke Oberflächenbeschaffenheit Materialqualität (Legierungsbestandteile) Wärmebehandlung Einsatz, bzw. Werkstücktemperatur Luftspalt (Abstand des Magnetsystems von der Haftfläche) kein Luftspalt N S F große Haftkraft Luftspalt N S F kleine Haftkraft Der Luftspalt kann entstehen durch: - Grat Öl Verschmutzungen Oberflächenbeschichtungen Schutzmatten oder ähnliches Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 4 Haftkraft in Abhängigkeit vom Luftspalt • Magnetfeldausbildung des Magnetsystems N S N S N S N S N S N S N S N niedriges Feld für dünne, kleine Werkstücke z.B.: Bleche mittelhohes Feld für: für normalgroße Werkstücke z.B.: Flachmaterialien S N S tiefes Feld für: für schwere Werkstücke z.B.: massive Stahlplatten Die Magnetfeldausbildung kann durch die Magnetabmessungen und durch zusätzliche Rückschluß- oder Polplatten in der gewünschten Weise beeinflußt werden. Weiterhin kann durch die Anordnung der Magnete bei Flächensystemen das erforderliche Feld eingestellt werden. • Materialstärke des Werkstückes Liegt die Materialstärke des Haftgrundes im optimalen Bereich kann die maximale Haftkraft erreicht werden. Bei dieser Materialstärke werden dann alle Feldlinien des Magnetfeldes „gebunden“ und „genutzt“. Eine weitere Vergrößerung der Materialstärke erhöht die Hafkraft nicht. Eine Verringerung der Materialstärke führt jedoch zu einer Abnahme der Haftkraft. N S N S nicht optimal „ungenutzte“ Feldlinien N S N S optimal alle Feldlinien werden „genutzt“ Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 5 Haftkraft in Abhängigkeit der Materialstärke Werte für optimale Materialstärke entnehmen Sie bitte den jeweiligen Produktbeschreibungen • Oberflächenbeschaffenheit der Haftfläche Die Art der Oberfächenbearbeitung hat einen starken Einfluß auf die Haftkraft. Je geringer die Rauheit der Oberfläche (d.h. je glatter die Oberfläche ist) desto eher kann die maximal erzielbare Haftkraft erreicht werden. Oberflächenbeschichtungen wirken wie ein Luftspalt. Sie verringern die maximal mögliche Haftkraft. Galvanische Aufträge sind aufgrund Ihrer geringen Stärke im µ-Bereich in der Regel unkritisch. Lackierungen oder Kunststoffbeschichtungen dagegen nicht. N S N S N rauhe Oberfläche: große Spitzen erzeugen Luftspalt Folge: reduzierte Magnetkraft S N S geschliffene Oberfläche flache Spitzen: Folge: deutlich höhere Magnetkraft Haftkraft in Abhängigkeit der Oberflächenbeschaffenheit N S N unbehandelte Oberfläche 20% - 50% S N S N S N S N S N S N gefräste gedrehte Oberfläche feingedrehte Oberfläche geschliffene Oberfläche 50% - 70% 70%- 80% 80% - 90% S der theoretisch maximal erzielbaren Haftkraft Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 6 • Materialqualität In Abhängigkeit von der Beschaffenheit des Materials des Haftgrundes reduziert sich die Haftkraft gegenüber der maximal erzielbaren Kraft bei technisch reinem Eisen. Mit Zunahme der Legierungsbestandteile verringert sich dieser Wert. (Als Basis für die Haftkraftangaben in unseren Unterlagen gilt – sofern nicht anders angegeben - ST 37) NE-Metalle (Nicht-Eisen-Metalle) 0% GG (Grauguß) 30% 20 Mn Cr 5 (hoch legierter Stahl) 50% St 50 75% St 37 (niedrig legierter Stahl) 95% 100% technisch reines Eisen • Wärmebehandlung Durch eine Wärmebehandlung verändert sich das Gefüge der Werkstoffe. Dadurch sinkt die Fähigkeit der Werkstücke „Magnetismus“ aufnehmen; d.h. die erzielbare Haftkraft sinkt gegenüber dem nicht behandelten Werkstück. W erkzeugstahl gehärtet W erkzeugstahl vergütet 44% 49% W erkzeugstahl angelassen St 37 angelassen Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] 84% 100% Seite 7 C) Speziell für Separatoren: Eisenteile werden von Magneten angezogen und festgehalten. Diese Eigenschaft nutzen die magnetischen Separationssysteme zur Reinigung. Die Separatoren filtern also aus Schüttgütern, Flüssigkeiten oder als Überbandmagnete Eisenteile aus einem Vorprodukt. Je nach Anwendungsfall werden Stab- oder Plattenseparatoren einzeln oder in Kombination als Systeme eingesetzt. Man unterteilt in drei Kategorien: a) Feinstpartikel wie Abrieb (bis in den µ-Bereich); das Feld wird so eingestellt, daß im Bereich der Magnetsystemoberfläche ein möglichst ebenes und homogenes Feld erzeugt wird. Die Anordnung der Magnete wird dabei optimal eingestellt. Da die Magnetwirkung in der dritten Potenz zum Abstand abnimmt, ist die Feldtiefe ist relativ gering. Der Arbeitsbereich reicht bis ca. 10mm über die Oberfläche der Separationssysteme. Gerade bei Feinstpartikeln muß darauf geachtet werden, daß eine bestimmte Mindesteinwirkdauer auf das Eisenteilchen eingehalten wird, so daß dieses vom Separator beeinflußt und an diesen gebunden werden kann. b) Mittlere bis kleine Eisenteile in feinem bis mittleren Schüttgut; ein mitteltiefes Feld wird bei diesen System eingestellt, so daß Teile bis zu einer Entfernung von ca. 30mm wirksam gebunden werden können. Diese Systeme eignen sich für langsame bis mittlere Bewegungsgeschwindigkeiten der zu filternden Materialien. Gefiltert werden Teile in der Größe von Spänen bis zu mehreren mm. c) Große Eisenteile in grobem Schüttgut; durch großen Polabstand wird dabei ein tiefes Feld erzeugt. Die dabei auszufilternden Teile erreichen Größen von Nägeln, Schrauben, Muttern oder anderen Eisenteilen. Die Feldtiefe reicht je nach System bis zu 100 mm über die Oberfläche der Magnetsysteme. Größere Systeme für Steinbrechergut oder Geröll können deutlich stärkere und tiefere Felder erreichen. Plattenseparationsmagnet Stabseparator Ausführungen: - - Je nach Erfordernissen werden Separationssysteme für den einzelnen Anwendungsfall konzipiert. Ebene, mit Edelstahlblechen verkleidete Wirkflächen sind Standard. Je nach Anwendungsfall können die Systeme dicht verschweißt werden; sie sind damit für den Einsatz in der Lebensmittelindustrie ebenso geeignet wie im Bereich der chemischen Erzeugung oder der Holzverarbeitung. Sie können mit zusätzlichen Haltevorrichtungen oder Reinigungsklappen ausgestattet werden. Kombinationen aus mehreren Plattenseparationsmagneten werden zumeist bei hohen Fördergeschwindigkeiten trockenen Materials als Überbandmagnete eingesetzt. Kombinationen aus Stabseparatoren werden in Rohrleitungssystemen als Filterroste oder in Flüssigkeiten verwendet. Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 8 Felder von Plattensystemen: a) niedriges Feld für: Kleinstpartikel (Abrieb, µ-Bereich) b) mittelhohes Feld für: kleine bis mittlere Teile (Späne) Rückschlußplatte Rückschlußplatte N S N S N S N S N S N S N S c) tiefes Feld für: große Eisenteile (Schrauben, Nägel) Rückschlußplatte N S N S Feldtiefe Felder von Stabseparatoren: flaches, superstarkes Feld für: Kleinstpartikel (Abrieb, µ-Bereich) NS SN NS SN NS SN NS SN mittleres Feld für: kleine bis mittlere Teile (Späne) NS SN NS tiefes Feld für: große Eisenteile (Schrauben, Nägel) SN NS SN Folgende Faktoren beeinflussen die Auslegung eines Separationssytems: • Art des Schüttgutes (Pulver/Granulat/Flüssigkeit/Körner) • Größter Ø der Schüttgut-Teile • Schüttgutmenge/-strom • Anfall (kontiniuerlich/stoßweise) • Zuführung des Schüttgutes (über Trichter, Fließband, etc.) • Zustand des Schüttgutes (trocken, leicht feucht, naß) • Temperatur des Schüttgutes • Umgebung (in der Halle/draußen) • Umgebungstemperatur • Anteil der erwarteten Eisenteile im Schüttgut • max. Größe (ø) der erwarteten Eisenteile im Schüttgut • zur Verfügung stehender Bauraum oder Wunschgröße Magna-C GmbH, Wendlingen - Tel.: 07024-4057-0 - Fax: 07024-4057-20 - E-Mail: [email protected] Seite 9