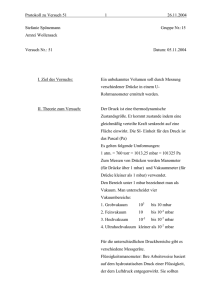
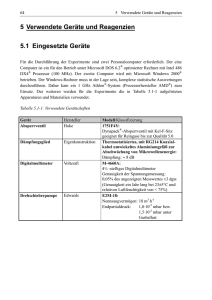
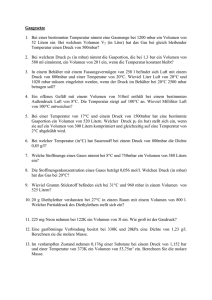
Vakuum- und Aufdampftechnik
Werbung

Vakuum- und Aufdampftechnik Übung im Rahmen der Lehrveranstaltung: Praktikum für Fortgeschrittene (511.121) Betreuer: DI. Gernot Pauer (3.St., Zi. 302) <[email protected]> 0 Inhalt Grundlagen Im Rahmen dieser eintägigen Laborübung sollen im Wesentlichen folgende Inhalte vermittelt werden: Vakuumtechnische Grundbegriffe • Anwendungsgebiete der Vakuumtechnik • Funktionsweise der wichtigsten Vakuumpumpen • Messprinzipien und Funktion von Druckmessgeräten Druck p (mbar) 1013 mbar = 760 Torr 2 Einheit N/m , Pa mbar bar 1 N/m2 = 1 Pa 1 1·10-2 1·10-5 1 mbar 1 bar 100 1 5 1·10 1·10 3 1·10 Torr 7,5·10-3 -3 0,75 1 750 • Grundlagen der Dünnschichttechnik • Praktisches Arbeiten mit einer Vakuumapparatur Tabelle I: Die gesetzlichen Druckeinheiten sowie das Torr und ihre Umrechnung • Erzeugung von dünnen Metall/Dielektrikum-Schichten Der Totaldruck pt in einem Behälter setzt sich aus der Summe der Partialdrücke pi aller darin befindlichen Gase und Dämpfe zusammen. • Schichtdickenbestimmung mittels Schwingquarz-Mikrowaage Teilchenanzahldichte n (cm-3) • Computerunterstützte MessdatenErfassung (LabView) und Auswertung Aufgabenstellung 1. Aufnahme des Druckverlaufs im Rezipienten nach Inbetriebnahme der Vorvakuumpumpe, bei unterschiedlichen Anfangsbedingungen. 2. Aufnahme der Aufheizcharakteristik einer Öl-Diffusionspumpe. 3. Besimmung des Saugvermögens des Pumpsystems incl. Leckratenbestimmung. 4. Herstellung einer dünnen AgMetallschicht (Spiegel) auf Glas. 5. Herstellung einer dielektrischen Mehrfachschicht: Antireflexschicht bzw. Interferenzfilter aus ZnS und MgF. 1 Torr 133 1,33 1,33·10 -3 1 p=n·k·T (1) n. . . Teilchenanzahldichte; k. . . Boltzmann-Konstante; T...Gas-Temperatur; Bei einer bestimmten Temperatur ist demnach der Druck eines Gases lediglich von der Teilchenanzahldichte, nicht aber von der Gasart abhängig. Das ideale Gasgesetz p · V = m/M · R · T = υ · R · T (2) Hieraus ergibt sich, paradox erscheinend, daß eine bestimmte Masse eines leichten Gases einen höheren Druck ausübt als die gleiche Masse eines schwereren Gases, weil für die Höhe des Druckes bei gleicher Temperatur (siehe Gleichung 1) nur die Teilchenanzahldichte n maßgebend ist. Hauptaufgabe der Vakuumtechnik ist, die Teilchenanzahldichte n in einem vorgegebenen Volumen V zu verringern. Bei konstanter Temperatur kommt dies immer einer Erniedrigung des Gasdruckes p gleich. 1 Saugvermögen S (l/s, m3/h) Das Saugvermögen einer Pumpe ist der Volumendurchfluß durch die Ansaugöffnung der Pumpe. S = dV/dt oder S = ∆V/∆t Gasmenge (pV-Wert) (mbar⋅l) Das Produkt p·V hat die Dimension einer Energie und wird in Millibar ⋅ Liter (mbar⋅l) angegeben. Bei Kenntnis von Gasart und Temperatur läßt sich an Hand folgender Gleichung die Masse m der Gasmenge aus dem Produkt p·V errechnen: (4) pV-Durchfluß qpV (mbar⋅l⋅s-1) qpV = d(p⋅V)/dt (5) Der pV-Strom ist ein Maß für den Massenstrom des Gases, wobei die Temperatur anzugeben ist. Saugleistung einer Pumpe qpV qpV = p⋅S (6) Die Saugleistung ist die von der Pumpe in der Zeiteinheit abtransportierte Gasmenge in mbar⋅l⋅s-1; das Saugvermögen ist die von der Pumpe in der Zeiteinheit zur Verfügung gestellte »Transportkapazität« in m3/h oder l/s. Leckrate qL (mbar⋅l⋅s-1) (äqu. zu Saugleistung) Mittlere freie Weglänge λ (cm) Aus der »Kinetische Gastheorie« folgt: 2 p = 1/3⋅n⋅m⋅⟨c ⟩ (9) Die Druckbereiche der Vakuumtechnik und ihre Charakterisierung In der Vakuumtechnik werden die Druckbereiche üblicherweise wie folgt bezeichnet: Grobvakuum (GV) Feinvakuum (FV) Hochvakuum (HV) Ultrahochvakuum (UHV) 1000 – 1 mbar -3 1 – 10 mbar -3 -7 10 – 10 mbar -7 -14 10 – (10 ) mbar Einteilung typischer Vakuumverfahren und -Anlagen nach den Druckbereichen Grobvakuum: 1013 mbar – 1 mbar ● Trocknung, Destillation, Stahlentgasung Feinvakuum: 1 –10-3 mbar ● Molekulardestillation, Gefriertrocknung, Imprägnieren, Schmelz- und Gießöfen, Lichtbogenöfen Hochvakuum: 10-3 – 10-7 mbar ● Aufdampfen, Kristallziehen, Massenspektrometer, Röhrenproduktion, Elektronenmikroskopie, Elektronenstrahlanlagen, Teilchenbeschleuniger Ultrahochvakuum: < 10-7 mbar ● Kernfusion, Speicherringe bei Beschleunigern, Weltraumforschung, Oberflächenphysik. Vakuumerzeugung (7) n...Teilchendichte; m...Teilchenmasse; ⟨c2⟩…mittleres Geschwindigkeitsquadrat; λ ⋅ p = const. p ⋅ τ = const. ≈ 10-6 Torr⋅s (3) falls S während des Pumpvorganges konstant bleibt. m = M/(R⋅T)⋅p⋅V auf einer gasfreien Oberfläche unter der Voraussetzung benötigt wird, daß jedes Teilchen auf der Oberfläche haften bleibt. (8) (Wieder-) Bedeckungszeit τ (s) Zur Kennzeichnung des Druckzustandes im Ultrahochvakuum-Bereich wird häufig die Zeitdauer angegeben, die zum Aufbau einer monomolekularen oder monoatomaren Schicht Um in einem bestimmten gaserfüllten Volumen die Gasdichte und damit (siehe Gleichung 1) den Gasdruck zu verringern, müssen Gasteilchen aus dem Volumen entfernt werden: hierzu dienen Vakuumpumpen. Drehschieberpumpen Drehschieberpumpen (siehe Abb. 1) bestehen aus einem zylindrischen Gehäuse (Pumpenring), in dem sich ein exzentrisch gelagerter, 2 geschlitzter Rotor in Richtung des Pfeiles dreht. Der Rotor enthält meist durch Fliehkraft, aber auch durch Federn auseinander gedrückte Schieber, die an der Gehäusewand entlang gleiten und dabei die an der Saugöffnung eingedrungene Luft vor sich herschieben, um sie schließlich durch das ölüberlagerte Auspuffventil aus der Pumpe auszustoßen. Der Ölvorrat der Drehschieberpumpe, aber auch der anderen ölüberlagerten Verdrängerpumpen dient der Schmierung und Abdichtung, aber auch zum Ausfüllen schädlicher Räume und Spalte sowie zum Abführen der Kompressionswärme, also zur Kühlung. Das Öl dichtet zwischen Rotor (auch Anker genannt) und Pumpenring. Diese beiden Teile »berühren sich fast« längs einer Geraden (Zylindermantellinie). als mit entsprechenden einstufigen Pumpen. Der Grund liegt darin, daß bei einstufigen Pumpen das Öl zwangsläufig mit der äußeren Atmosphäre in Berührung kommt, von dort Gas aufnimmt, das während des Ölumlaufs, wenn auch nur teilweise, vakuumseitig entweicht und somit den erreichbaren Enddruck begrenzt. Abb. 2 Schnitt durch eine zweistufige Drehschieberpumpe, schematisch Abb. 1 Schnitt durch eine einstufige Drehschieberpumpe (TRIVAC B) Mit zweistufigen ölüberlagerten Pumpen lassen sich niedrigere Arbeits- und Enddrücke erzielen Der Gasballast Die bei den Drehschieberpumpen verwendete Gasballsteinrichtung erlaubt es, nicht nur Permanentgase, sondern auch größere Mengen kondensierbarer Dämpfe abzupumpen. Durch die Gasballasteinrichtung (siehe Abb. 3) wird eine Kondensation von Dämpfen im Schöpfraum der Pumpe vermieden. Wenn Dämpfe angesaugt werden, können diese nur bis zu ihrem Sättigungsdampfdruck bei der Temperatur der Pumpe komprimiert werden: Wird z.B. nur Wasserdampf bei einer Pumpentemperatur von 70 °C abgesaugt, so kann der Dampf nur bis zu 312 mbar (Sättigungsdampfdruck des Wassers bei 70 °C komprimiert werden. Bei weiterer Kompression kondensiert der Wasserdampf, ohne daß sein Druck steigt: Es entsteht kein Überdruck in der Pumpe, das Auspuffventil wird nicht geöffnet, sondern der Wasserdampf bleibt als Wasser in der Pumpe und emulgiert mit dem Pumpenöl. Damit verschlechtern sich die schmiereigenschaften des Pumpenöles sehr schnell – ja, die Pumpe kann, wenn sie zuviel Wasser aufgenommen hat, sogar festlaufen. Die 1935 von Wolfgang Gaede entwickelte Gasballasteinrichtung verhindert eine mögliche Kondensation des Dampfes in der Pumpe durch folgende sinnvolle Maßnahme: Bevor der eigentliche Kompressionsvorgang beginnt, wird (siehe Abb. 3) in den Schöpfraum eine genau 3 dosierte Luftmenge (»der Gasballast«) eingelassen, nämlich gerade so viel, daß das Kompressionsverhältnis in der Pumpe auf max. 10:1 erniedrigt wird. Nun können die abgesaugten Dämpfe, bevor ihr Kondensationspunkt erreicht ist, zusammen mit dem Gasballast komprimiert und aus der Pumpe ausgestoßen werden. Der Partialdruck der angesaugten Dämpfe darf allerdings einen gewissen Wert nicht überschreiten; er muß so niedrig sein, daß bei einer Kompression um den Faktor 10 die Dämpfe bei der Arbeitstemperatur der Pumpe noch nicht kondensieren können. Abb. 3 Veranschaulichung des Pumpvorganges in einer Drehschieberpumpe mit (rechts) und ohne (links) Gasballasteinrichtung beim Absaugen kondensierbarer Dämpfe (Öl-)Diffusionspumpen Die Diffusionspumpen bestehen im wesentlichen (siehe Abb. 4) aus einem Pumpenkörper (3) mit gekühlter Wand (4) und einem drei- oder vierstufigen Düsensystem (A–D). Das als Treibmittel dienende Öl befindet sich im Siedegefäß (2) und wird hier durch elektrische Heizung (1) verdampft. Der Treibmitteldampf strömt durch die Steigrohre und tritt mit Überschallgeschwindigkeit aus einem ringförmigen Düsensystem (A–D) aus. Der Strahl verbreitert sich schirmförmig zur Wand hin, wo er kondensiert wird und als Film wieder in den Siederaum zurückläuft. Wegen dieser Ausbreitung ist die Dampfdichte im Strahl verhältnismäßig gering. Die Diffusion der Luft oder der abzupumpenden Gase in den Strahl geht so schnell vor sich, daß der Strahl trotz seiner hohen Geschwindigkeit nahezu vollständig mit Luft oder Gas durchsetzt wird. Diffusionspumpen haben daher in einem weiten Druckbereich ein hohes Saugvermögen. Dieses ist im gesamten Arbeitsbereich der Diffusionspumpe (≤ 10-3 mbar) praktisch konstant, weil die Luft bei niedrigen Ansaugdrücken den Strahl nicht beeinflussen kann, so daß sein Strömungsverlauf ungestört bleibt. Bei höheren Ansaugdrücken wird der Strahl in seinem Verlauf so geändert, daß das Saugvermögen abnimmt, bis es bei etwa 10-1 mbar unmeßbar klein wird. Auch der vorvakuumseitige Druck beeinflußt den Dampfstrahl. Den Vorvakuumdruck, bei dem das Saugvermögen der Pumpe erheblich abnimmt, oder ganz verschwindet, nennt man Vorvakuumbeständigkeit. Die Vorvakuumpumpe ist so auszuwählen, daß die anfallende Gasmenge abgepumpt wird, ohne daß die Vorvakuumbeständigkeit erreicht oder überschritten wird. Der erreichbare Enddruck ist von der Bauart der Pumpen, dem Dampfdruck des verwendeten Treibmittels, einer möglichst vollständigen Kondensation des Treibmittels und von der Sauberkeit des Rezipienten abhängig. Außerdem sollte eine Rückströmung des Treibmitteldampfes in den Rezipienten durch geeignete Dampfsperren oder Kühlfallen so weit wie möglich unterdrückt werden. Entgasung des Pumpenöles Bei Öl-Diffusionspumpen ist es erforderlich, das Treibmittel vor dessen Rückkehr in das Siedegefäß zu entgasen. Beim Erhitzen des Pumpenöles können nämlich in der Pumpe Zersetzungsprodukte auftreten. Verunreinigungen können aus dem Rezipienten in die Pumpe gelangen oder von vornherein in ihr enthalten sein. Diese Bestandteile des Treibmittels können den mit einer Diffusionspumpe erreichbaren Enddruck erheblich verschlechtern, wenn sie nicht vom Rezipienten ferngehalten werden. Das Treibmittel muß daher von diesen Verunreinigungen und von absorbierten Gasen befreit werden. Diese Aufgabe hat die Entgasungsstrecke, die das Öl bei seinem Kreislauf in der Pumpe kurz vor dem Wiedereintritt in das Siedegefäß durchströmt. In der Entgasungsstrecke entweichen die meist 4 leicht flüchtigen Verunreinigungen. Die Entgasung wird durch die sorgfältig abgestimmte Temperaturverteilung in der Pumpe erreicht. Das kondensierte Treibmittel, das als dünner Film die gekühlte Wand herunterläuft, wird unterhalb der unteren Diffusionsstufe auf eine Temperatur von etwa 130 °C gebracht, wobei die leichtflüchtigen Bestandteile abdampfen und von der Vorpumpe abgesaugt werden. Das in den Siederaum zurückfließende und dort wieder verdampfende Treibmittel besteht also nur noch aus schwer flüchtigen Bestandteilen des Pumpenöles. Treibmittel - Öle Die für Öl-Diffusionspumpen geeigneten Treibmittel sind Mineralöle, Silikonöle und Öle auf der Basis von Polyphenyläthern. An solche Öle sind mit Rücksicht auf ihre vakuumtechnische Anwendung eine Reihe strenger Forderungen zu stellen, wie z.B. niedriger Dampfdruck und thermische sowie chemische Resistenz, insbesondere gegenüber Luft oder anderen abzupumpenden Gasen. eines Rotors einen Impuls in Förderrichtung erhalten. Die meist als Scheiben ausgebildeten Flächen des Rotors bilden mit den ruhenden Flächen eines Stators Zwischenräume, in denen das Gas in Richtung des Vorvakuumstutzens gefördert wird. Eine nennenswerte Pumpwirkung wird aber erst erreicht, wenn die Umfangsgeschwindigkeit (am Außenrand) der Rotorblätter in die Größenordnung der mittleren thermischen Geschwindigkeit (c) der zu pumpenden Gasmoleküle kommt. Zum Erfüllen der Bedingung: Umfangsgeschwindigkeit des Rotors von gleicher Größenordnung wie c sind für Turbo-Molekularpumpen hohe Rotordrehzahlen erforderlich. Sie reichen von etwa 36.000 U.p.M. für Pumpen mit großem Rotordurchmesser bis zu 72.000 U.p.M. bei kleinen Rotordurchmessern. Abb. 5 Prinzipskizze der fettgeschmierten Turbo-Molekularpumpe TURBOVAC 151 Abb. 4 Arbeitsweise einer Diffusionspumpe Turbo-Molekularpumpen Das bereits seit 1913 bekannte Prinzip der Molekularpumpe beruht darauf, daß die einzelnen abzupumpenden Gasteilchen durch Zusammenstöße mit schnell bewegten Flächen Der typische Aufbau einer TurboMolekularpumpe ist der schematischen Darstellung in Abb. 5 zu entnehmen: Die Pumpe ist ein Axialkompressor, dessen aktiver, d. h. pumpender Teil aus einem Rotor (6) und einem Stator (2) gebildet wird. Rotor und Stator sind auf ihrem Umfang mit Schaufeln bestückt. Jedes Schaufelringpaar bildet eine Stufe, so daß die gesamte Pumpe aus einer Vielzahl hintereinander geschalteter Stufen besteht. Das abzupumpende Gas gelangt durch die Öffnung des Ansaugflansches (1) direkt, also 5 ohne Ansaugverluste in die obersten Stufen, die als sogenannte Saugstufen mit weiter auseinander liegenden Schaufelebenen ausgelegt sind, um so eine möglichst große aktive Fläche zu bilden. Das in diesen Stufen eingefangene Gas wird in den darunter liegenden Kompressionsstufen mit kleinerem Abstand zwischen den Schaufelebenen auf den Vorvakuumdruck verdichtet. Der Turbinenrotor (6) ist an einer Antriebswelle befestigt, die im Raum des Antriebsmotors (10) in zwei Präzisionskugellagern (8) und (11) gelagert ist. Ionen-Zerstäuberpumpen Die Pumpwirkung der Ionenzerstäuberpumpen wird von Sorptionsvorgängen erzeugt, die durch ionisierte Gasteilchen in einer Penninggasentladung (Kaltkathoden- Entladung) ausgelöst werden. Durch »Parallelschaltung von vielen einzelnen Penningzellen« erreicht die Ionenzerstäuberpumpe ein hinreichend hohes Saugvermögen für die einzelnen Gase. Funktion der Ionen-Zerstäuberpumpe Die Ionen treffen auf die Kathode der Gasentladungsanordnung auf und zerstäuben das Kathodenmaterial (Titan). Die dadurch an anderen Stellen entstehenden TitanNiederschläge wirken als Getterfilm und binden die reaktionsfähigen Gasteilchen (z.B. Stickstoff, Sauerstoff, Wasserstoff). Die Energie der ionisierten Gasteilchen reicht aber nicht nur aus, um das Kathodenmaterial zu zerstäuben, sondern auch, um die auftreffenden Ionen tief in das Kathodenmaterial einzudringen zu lassen (Ionenimplantation). Dieser Sorptionsvorgang »pumpt« Ionen aller Art, insbesondere aber auch Ionen von Gasen, die mit der durch Zerstäuben gebildeten Titanschicht chemisch nicht reagieren, also vor allem Edelgase. Zur Erzeugung der Ionen dient folgende Anordnung: Zwischen zwei parallelen Kathodenplatten befinden sich dicht gepackt zylinderförmige Anoden aus Edelstahl, deren Achsen rechtwinklig zu den Kathoden ausgerichtet sind (siehe Abb. 6). Die Kathoden haben ein negatives Potential von einigen kV gegenüber der Anode. Die ganze Elektrodenanordnung befindet sich in einem homogenen Magnetfeld, das durch einen außen am Pumpengehäuse angebrachten Permanentmagneten erzeugt wird, dessen magnetische Flußdichte B = 0,1 T beträgt (1 Tesla =104 Gauß). Die durch die Hochspannung erzeugte Gasentladung enthält Elektronen und Ionen. Die Elektronen legen unter dem Einfluß des Magnetfeldes lange Spiralbahnen (siehe Abb. 6) zurück, ehe sie auf dem Anodenzylinder der entsprechenden Zelle gelangen. Der lange Elektronenweg bedingt eine hohe Ionenausbeute, die auch bei sehr geringen Gasdichten (Drücken) ausreicht, um eine selbständige Gasentladung aufrecht zu erhalten. – Eine Zufuhr von Elektronen aus einer Glühkathode ist nicht erforderlich. – Die Ionen werden wegen ihrer großen Masse von dem Magnetfeld der oben angegebenen Größe auf ihrer Bahn praktisch nicht beeinflußt; sie fließen auf kurzem Wege ab und bombardieren die Kathode. Bei den Diodenpumpen mit der Elektrodenkonfiguration nach Abb. 6 werden die Getterschichten an den Anodenoberflächen und zwischen den Zerstäubungsbereichen auf der Kathode gebildet. Die Implantation der Ionen erfolgt in den Kathodenoberflächen. Bei fortschreitender Kathodenzerstäubung werden die implantierten Gasteilchen wieder freigesetzt. Für Edelgase, die nur durch Ioneneinschluß gepumpt werden können, wird deshalb die Pumpwirkung nach einiger Zeit nachlassen und es tritt ein »Erinnerungseffekt« auf. Abb. 6 Elektrodenkonfiguration einer Dioden-Ionenzerstäuberpumpe Triodenpumpen Die Ionen treffen streifend auf die Titanstäbe des Kathodengitters. Die Zerstäubungsrate ist dadurch größer als bei senkrechtem Einfall. Das zerstäubte Titan fliegt in ungefähr gleicher Richtung wie die einfallenden Ionen. Die Getterschichten bilden sich vorzugsweise auf der dritten Elektrode, dem »Auffänger«, der identisch mit der Wand des Pumpengehäuses ist. Dadurch wächst die Ausbeute an Teilchen, die als Ionen streifend auf die Kathode treffen, dann nach Neutralisation reflektiert werden und mit einer Energie zum Auffänger »Pumpenwand« fliegen, die immer noch hoch über der thermischen Energie der Gasteilchen 1/2⋅k⋅T liegt. Die energiereichen Neutralteilchen können 6 in die Auffängeroberfläche eindringen, aber ihre Zerstäubungswirkung ist nur noch gering. Später werden diese implantierten Teilchen von neuen Titanschichten endgültig überdeckt. Wegen der entgegengesetzten Potentialdifferenz zwischen Kathode und Auffänger können keine Ionen auf den Auffänger treffen und diesen zerstäuben. Die eingebetteten Edelgasatome können also nicht wieder freigesetzt werden. Das Edelgassaugvermögen der Trioden-Pumpen wird deshalb nicht nachlassen. 2. Geräten mit indirekter Druckmessung. Bei diesen wird der Druck als Funktion einer druckabhängigen (genauer: dichteabhängigen) Eigenschaft (Wärmeleitfähigkeit, Ionisierungswahrscheinlichkeit, elektrische Leitfähigkeit) des Gases ermittelt. Diese Eigenschaften sind außer vom Druck auch von der molaren Masse der Gase abhängig. Die Anzeige ist gasartabhängig. Die Skalen dieser Druckmeßgeräte beziehen sich stets auf Luft oder Stickstoff als Meßgas. Für andere Gase oder Dämpfe müssen – meist auf Luft oder Stickstoff bezogene – Korrekturfaktoren angegeben werden. Wahrer Druck pW = = Angezeigter Druck pA ⋅ Korrekturfaktor. (10) Wärmeleitungs-Vakuummeter (Pirani-Manometer) Abb. 7 Elektrodenkonfiguration einer TriodenIonenzerstäuberpumpe Vakuummessung Vakuummeter sind Geräte zum Messen von Gasdrücken unterhalb des Atmosphärendruckes. In vielen Fällen ist die Druckanzeige gasartabhängig. Die exakte Messung von Partialdrücken bestimmter Gase oder Dämpfe erfolgt mit Hilfe von Partialdruck-Meßgeräten, die auf massenspektrometrischer Grundlage arbeiten. Gasartabhänigkeit der Druckanzeige Bei Vakuummetern haben wir zu unterscheiden zwischen: 1. Geräten, die den Druck definitionsgemäß als Kraft, die auf eine Fläche wirkt, messen, den sogenannten direkten oder absoluten Vakuummetern. Diese Kraft, welche die Teilchen bei ihren Stößen auf die Wand ausüben, ist nach der kinetischen Gastheorie nur von der Zahl der Gasteilchen pro Volumeneinheit (Teilchenanzahldichte n) und ihrer Temperatur abhängig, nicht jedoch von ihrer molaren Masse. Die Anzeige ist gasartunabhängig. Hierher gehören Flüßigkeits- Vakuummeter und mechanische Vakuummeter. Die klassische Physik lehrt und bestätigt experimentell, daß die Wärmeleitfähigkeit eines ruhenden Gases bei höheren Drücken (Teilchenanzahldichten) p > 1 mbar unabhängig vom Druck ist. Bei niedrigeren Drücken p < 1 mbar ist die Wärmeleitfähigkeit aber druckabhängig (ungefähr proportional 1/√M); sie nimmt im Druckgebiet des Feinvakuums von ca. 1 mbar ausgehend druckproportional ab und erreicht im Hochvakuum den Wert Null. Diese Druckabhängigkeit wird im Wärmeleitungsvakuummeter genutzt und ermöglicht das genaue, allerdings gasartabhängige Messen von Drücken im Feinvakuum. Das meistverbreitete Meßgerät dieser Art ist das Vakuummeter nach Pirani. Ein stromdurchflossener, auf etwa 100 bis 150°C erhitzter, sehr dünner Draht mit dem Radius r1, gibt die in ihm erzeugte Wärme durch Strahlung und durch Wärmeleitung an das den Draht umgebende Gas ab (außerdem natürlich auch an die Befestigungsvorrichtungen an den Drahtenden). Im Grobvakuum ist die Wärmeleitung durch die Gaskonvektion nahezu druckunabhängig. Kommt aber bei einigen mbar die mittlere freie Weglänge des Gases in die Größenordnung des Drahtdurchmessers, geht diese Art der Wärmeabfuhr mehr und mehr, und zwar dichte- und damit druckabhängig, zurück. Unterhalb 10-3 mbar liegt die mittlere freie Weglänge eines Gases bereits in der Größe des Radius r2 der Meßröhre. Der Meßdraht in der Meßzelle bildet den Zweig einer Wheatstoneschen Brücke. Mit zunehmendem Gasdruck nimmt die Temperatur des Meßdrahtes infolge der höheren 7 Wärmeableitung durch das Gas ab, so daß die Brücke nicht mehr abgeglichen bleibt, sondern verstimmt wird. Der Brückenstrom dient als Maß für den Gasdruck, der auf einer Meßskala angezeigt wird. Auch bei den heute fast ausschließlich gebauten geregelten Wärmeleitungs-Vakuummetern ist der Meßdraht ein Zweig einer Wheatstoneschen Brücke. Die an dieser Brücke liegende Heizspannung aber wird so geregelt, daß der Widerstand und damit die Temperatur des Meßdrahtes unabhängig von der Wärmeabgabe konstant bleibt. Das bedeutet, daß die Brücke immer abgeglichen ist. Diese Regelung hat eine Zeitkonstante von wenigen Millisekunden, so daß die Geräte – im Gegensatz zu den ungeregelten – sehr schnell auf Druckänderungen reagieren. Die an der Brücke anliegende Spannung ist ein Maß für den Druck. Die Meßspannung wird elektronisch so korrigiert, daß sich eine annähernd logarithmische Skala über den ganzen Meßbereich ergibt. Geregelte Wärmeleitungs-Vakuummeter haben einen Anzeigebereich von 10-4 bis 1013 mbar. p = i+ / (i– ⋅ C) (12) Die Größe C ist dabei die Vakuummeterkonstante des Meßsystems. Die obere Grenze des Meßbereichs der IonisationsVakuummeter liegt (von Sonderausführungen abgesehen) bei etwa 10-2 mbar. Sie wird im wesentlichen durch die bei höheren Drücken kürzere freie Weglänge bedingten Streuprozesse der Ionen an Gasmolekülen bestimmt (Die Ionen erreichen den Ionenfänger nicht mehr = geringere Ionenausbeute). Außerdem können sich bei höheren Drücken unkontrollierbare Glimm- oder auch Bogenentladungen bilden. In diesen Fällen kann der angezeigte Druck pa erheblich vom wahren Druck pw abweichen. Bei niedrigen Drücken wird der Meßbereich durch zwei Effekte begrenzt: durch den Röntgen- und den Ionendesorptionseffekt. Ionisations-Vakuummeter mit Glühkathode (Bayard-Alpert) Darunter versteht man – im üblichen Sprachgebrauch – Meßsysteme die aus drei Elektroden (Kathode, Anode und Ionenfänger) bestehen, wobei die Kathode eine Glühkathode ist. Die Kathoden waren früher aus Wolfram und werden heute meist aus oxydbeschichtetem Iridium (Th2O3, Y2O3) gefertigt, um die Elektronenaustrittsarbeit herabzusetzen und sie gegen Sauerstoff widerstandsfähiger zu machen. Ionisations-Vakuummeter dieser Art arbeiten bei niedrigen Spannungen und ohne äußeres Magnetfeld. Die Glühkathode ist eine sehr ergiebige Elektronenquelle. Die Elektronen werden im elektrischen Feld (siehe Abb. 3.13) beschleunigt und nehmen aus dem Feld genügend Energie auf, um das Gas, in dem sich das Elektrodensystem befindet, zu ionisieren. Die gebildeten positiven Gasionen gelangen auf den bezüglich der Kathode negativen Ionenfänger und geben hier ihre Ladung ab. Der dadurch entstehende Ionenstrom ist ein Maß für die Gasdichte und damit für den Gasdruck. Ist i– der aus der Glühkathode emittierte Elektronenstrom, so ist der im Meßsystem gebildete druckproportionale Ionenstrom i+ gegeben durch: i+ = C ⋅ i– ⋅ p (11) Abb. 8 Schematische Darstellung des Elektrodenaufbaues des Bayard Alpert Ionisations-Vakuummeters. Abb. 9 Schematischer Aufbau und Potentialverlauf in einem Ionisations-Vakuummeter mit Glühkathode und 8 Praktikums-VakuumApparatur (Schema) 1 7 2 8 3 9 4 10 5 11 6 12 ∆τ/∆m = S (14) f (= 1/τ)...Frequenz; τ...Periodendauer; m...Flächenmasse (= Dichte-ρ ⋅ Schichtdicke-D); S...integrale Massenempfindlichkeit des Quarzes; Um den Zusammenhang zwischen Frequenzänderung des Quarzes und aufgedampfter Schichtdicke (d.h. die integrale Massenempfindlichkeit) zu bestimmen, muss normalerweise eine unabhängige Schichtdickenmessung (Eichung) erfolgen. Abb. 11 Form der Quarzkristalle von Leybold-Inficon Abb. 10 Schematischer Aufbau Vakuum-Apparatur: 1...Rezipient; 2...Belüftungsventil; 3...Ionisationsvakuummeter; 4...Absperrplatte; 5...Dampfsperre (wassergekühlt); 6...Öldiffussionspumpe; 7...PiraniManometer-I; 8, 9... Eckventile; 10...Rückschlagventil; 11...Drehschieber-Vorpumpe; 12... Pirani-Manometer-II; Anwendungen der Vakuumtechnik für Beschichtungsverfahren Schichtdickenmessung mit Schwingquarz Das Schwingquarz-Schichtdickenmeßgerät nützt die piezoelektrische Empfindlichkeit eines Schwingquarzes (Monitor-Kristalles) auf zugeführte Masse aus. Diese Eigenschaft wird benutzt, um bei einer Vakuumbeschichtung die Beschichtungsrate und die Enddicke zu kontrollieren. Bei bestimmten diskreten Frequenzen der angelegten Spannung tritt eine sehr scharfe elektromechanische Resonanz auf. Wird die Oberfläche des in Resonanz schwingenden Quarzkristalles mit Masse belegt, so verkleinert sich diese Resonanzfrequenz. Diese Frequenzverschiebung ist sehr reproduzierbar und wird heute für verschiedene Schwingungs-Modi des Quarzes genau verstanden. In einfacher Näherung gilt: ∆f/f = -∆τ/τ= -∆m/m wobei (13) Beschichtungsverfahren werden angewendet, um die Oberflächeneigenschaften des beschichteten Grundmaterials – des Substrats – zu verändern. Zum Beispiel lassen sich mit geeigneten Schichtsystemen auf Gläsern, deren optische Eigenschaften wie Transmission oder Reflexion in einem weiten Bereich einstellen. Metallschichten auf Kunststoffolien ergeben leitende Beläge für Wickelkondensatoren und Polymerschichten erhöhen die Korrosionsresistenz von Metallen. Mit Vakuumbeschichtungsverfahren ist es möglich, Schichten mit Dicken zwischen wenigen Nanometern und mehr als 100 µm mit hoher Schichtdickengleichmäßigkeit und sehr guter Reproduzierbarkeit der Schichteigenschaften herzustellen. Auch die Anzahl der Beschichtungsmaterialien ist sehr groß. Neben Metallund Legierungsschichten können Schichten aus vielen chemischen Verbindungen hergestellt werden. Dabei können sandwichartige Schichtfolgen aus unterschiedlichen Materialien in einer Anlage aufgebracht werden. Ein entscheidender Vorteil der Vakuumbeschichtungsverfahren gegenüber anderen Beschichtungsmethoden besteht darin, daß allein durch die Wahl des speziellen 9 Einige Methoden der Dünnschichterzeugung Kondensationsund Schichtwachstumsbedingungen bei beiden Verfahren sehr unterschiedlich. Gesputterte Schichten weisen in der Regel höhere Haftfestigkeit und kompakteren Schichtaufbau auf, als aufgedampfte Schichten. Als Beschichtungsmaterialien sind neben Metallen und Legierungen beliebiger Zusammensetzung auch Oxide einsetzbar. Thermische Verdampfer Chemische Dampfabscheidung Verfahrens und der Verfahrensparameter für ein gegebenes Material bestimmte gewünschte Schichteigenschaften wie Gefügestruktur, Härte, elektrische Leitfähigkeit oder Brechungsindex eingestellt werden können. Zum Verdampfen wird das Material so hoch erhitzt, daß sich ein ausreichend hoher Dampfdruck bildet und die gewünschte Verdampfungs- bzw. Kondensationsrate einstellt. Die einfachsten Verdampfungsquellen bestehen aus Drahtwendeln oder Schiffchen aus Blech oder elektrisch leitfähiger Keramik, die durch direkten Stromdurchgang aufgeheizt werden Allerdings gibt es hierbei Einschränkungen bezüglich der verdampfbaren Materialien. Nicht in allen Fällen können die notwendigen Verdampfertemperaturen erreicht werden, ohne daß es zu Reaktionen zwischen Quellenmaterial und dem zu verdampfenden Material kommt oder das Quellenmaterial verdampft ebenfalls merklich und verunreinigt dadurch die aufgedampfte Schicht. Elektronenstrahlverdampfer Beim Verdampfen mit Elektronenstrahlkanonen wird das Beschichtungsmaterial, das sich in einem wassergekühlten Tiegel befindet, mit einem gebündelten Elektronenstrahl beschossen und dadurch aufgeheizt. Da der Tiegel kalt bleibt, ist eine Verunreinigung der Schicht durch Tiegelmaterial prinzipiell ausgeschlossen, so daß hohe Schichtreinheiten erreicht werden können. Mit dem gebündelten Elektronenstrahl lassen sich sehr hohe Temperaturen des zu verdampfenden Materials und damit sehr hohe Abdampfraten erreichen. So können neben Metallen und Legierungen auch hochschmelzende Verbindungen wie Oxide verdampft werden. Über die Leistung des Elektronenstrahls kann man die Abdampfrate einfach und nahezu trägheitslos steuern. Kathodenzerstäubung (Sputtern) Bei der Kathodenzerstäubung wird ein Festkörper, das Target, mit energiereichen Ionen aus einer Gasentladung beschossen. Durch Impulsübertrag werden aus dem Target Atome herausgeschlagen, die auf dem gegenüberliegenden Substrat kondensieren. Die abgestäubten Teilchen haben wesentlich höhere Energien als beim Verdampfen. Daher sind die Im Gegensatz zu den PVD-Verfahren, bei denen die abzuscheidende Substanz fest oder flüssig vorliegt, wird bei chemischer Dampfabscheidung das Material bereits in einer dampfförmigen Verbindung in die Vakuumanlage eingelassen. Zum Abscheiden des Materials muß die Verbindung thermisch, d.h. durch entsprechend hohe Temperaturen, oder mit Hilfe eines Plasmas angeregt werden. Dabei laufen im allgemeinen eine große Zahl chemischer Reaktionen ab, die man nutzt, um die Zusammensetzung und Eigenschaften der entstehenden Schichten gezielt zu beeinflussen. So kann man z.B. aus dampfförmigen SiliziumWasserstoff-Verbindungen weiche Si-HPolymerschichten, harte Siliziumschichten oder – durch Zugabe von Sauerstoff – Quarzschichten herstellen. Optische Vergütung, Antirefexschicht Brechungsgesetz sin(α)/sin(β) = λ1/λ2 = n2/n1 (15) α,β…Winkel der einfallenden/gebrochenen Lichtwelle; λi...Wellenlänge im Medium i; ni...Brechzahl des Mediums i; Reflexionsgrad (R) bei senkrechtem Lichteinfall auf eine ebene Grenzfläche, d.h. bei einem Übergang vom Medium mit n1 in ein Medium n2 (Spezialfall der Fresnelschen Gleichungen): R = (n2-n1)2/(n2+n1)2 (16) ni...Brechzahl des Mediums i; Reflexion an einer planparallelen Platte ∆ = 2⋅d⋅√(n2 – sin2α) + λ/2 (17) 10 ∆...Gangdifferenz; d...Dicke der Platte; α...Winkel des einfallenden Strahl zur Flächennormalen; Durch Veränderung der Anzahl, Abfolge, Dicke und Materialien der einzelnen Schichten, können optische Elemente wie Hoch-, Tief- und Bandpass-Filter, „Kalte“ Spiegel, Strahlteiler usw. maßgeschneidert werden. Antireflexschichten Reflexionsgrad (R) einer λ/4-Schicht auf Glas bei senkrechtem Lichteinfall: R= (nair⋅ns-nc2)2 / (nair⋅ns+nc2)2 Literatur (18) nair...Brechzahl der Luft (=1); ns...Brechzahl des Substrats; nc...Brechzahl der Schicht (coating); [1] Dr. W. Umrath, Grundlagen der Vakuumtechnik, Köln (1997); Dieser Reflexionskoeffizient kann auf Null reduziert werden wenn: [2] Prof. Dr. H. Jäger, Skriptum zur VO Experimentalphysik 1 (1993); nc = √(nair⋅ns ) (19) [4] Hecht/Zajac, Optics, Addison-Wesley (1980); Antireflex-λ/4-Doppelschicht R = (nc22⋅nair-ns⋅nc12)2 / (nc22⋅nair+ns⋅nc12)2 (20) nc1...Brechzahl der oberen Schicht; nc2...Brechzahl der unteren Schicht (am Substrat); Zum Erreichen eines Minimums der Reflektivität muss dabei folgende Bedingung erfüllt sein: nc1/nc2 = √(nair/ns ) wobei nc2 > nc1 [3] Bergmann-Schaefer, Band 3. Optik (9.Aufl.), deGruyter, Berlin-New York (1993); (21) [5] F.R.Flory, Thin Films for Optical Systems, Marcel Dekker Inc. (1995); [6] René A. Haefer, Oberflächen- und Dünnschicht-Technologie (Teil I+II), Springer (1987); [7] Materialeigenschaften und Brechungsindizes: http://www.crystran.co.uk/; Interferenzfilter (dielektrische Mehrfachschichten) Periodische Schichtsysteme bestehen im einfachsten Fall aus Stapeln von abwechselnd hoch- (H), und niedrigbrechenden (L) λ/4Schichten. Abb. 12 Dielektrische Multi-Lagen Beschichtung für 99,9% Reflektivität bei einer bestimmten Wellenlänge (Aufbau: m Glas/(HL) H/Luft mit m=6). 11 Anhang (Tabellen & Materialkenngrößen) Volumen des Rezipienten V ≈ 8,0 l Massenempfindlichkeit (S) des Schwingquarzes: S = 2,3 × 10-6 s⋅cm2/g Ag - Silber: Dichte ρ = 10,5 g/cm3 Schmelztemperatur TS = 960 °C MgF2 – Magnesiumfluorid: Dichte ρ = 3,18 g/cm3 Schmelztemperatur TS = 1255 °C Brechungsindex n0 = 1,385 (bei 550 nm) ZnS – Zinksulfid: Dichte ρ = 4,09 g/cm3 Schmelztemperatur TS = 1827 °C Brechungsindex n = 2,388 (bei 550 nm) Tabelle III: Mittlere freie Weglänge λ Werte des Produktes c* aus mittlerer freier Weglänge λ und Druck p für verschiedene Gase bei 20°C. Objektträger – Glas: Brechungsindex n = 1,45 Tabelle IV: ⟨c⟩ in Abhängigkeit von der molaren Masse M Tabelle II: Druckmessung - Korrekturfaktoren Tabelle V: Zusammensetzung der atmosphärischen Luft 12 MgF2: index of refraction n = ƒ(λ) index of refraction - n(λ) 1.425 1.420 Polynomial Regression for nMgF2: 1.415 Y = A + B1*X + B2*X^2 + B3*X^3 ....X=1/λ 1.410 Parameter Value Error -----------------------------------------------------------A 1,36642±4,75696E-4 B1 7,59485±0,72083 B2 -1203,05351 ±303,21115 B3 393025,32754 ±38043,00452 ------------------------------------------------------------ 1.405 1.400 1.395 1.390 R-Square(COD) SD N P -----------------------------------------------------------0,999811,84064E-4 15 <0.0001 ------------------------------------------------------------ 1.385 1.380 1.375 1.370 1.365 200 300 400 500 600 700 800 900 1000 wavelenght (λ) /nm Tabelle VI: Brechungsindex von MgF2 in Abhängigkeit der Wellenlänge index of refraction - n(λ) ZnS: index of refraction n = ƒ(λ) 2.56 2.54 2.52 2.50 2.48 2.46 2.44 2.42 2.40 2.38 2.36 2.34 2.32 2.30 2.28 2.26 400 Polynomial Regression for nZnS: Y = A + B1*X + B2*X^2 ...X=1/λ Parameter Value Error -----------------------------------------------------------A 2,30091±0,00914 B1 -81,55572 ±12,24486 B2 71543,84137 ±3820,03381 -----------------------------------------------------------R-Square(COD) SD N P -----------------------------------------------------------0,997650,0040617 <0.0001 ------------------------------------------------------------ 500 600 700 800 900 1000 1100 wavelenght (λ) /nm Tabelle VII: Brechungsindex von ZnS in Abhängigkeit der Wellenlänge 13