Leseprobe - Christiani
Werbung

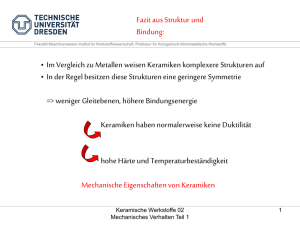
1 Übersicht und Einteilung 1.1 Rohstoffe, Werkstoffe, Hilfsstoffe Die Werkstoffe werden aus unterschiedlichen Rohstoffen gewonnen. Die Rohstoffe liefert entweder die belebte Natur oder sie werden aus der oberen Schicht der Erdkruste, z.B. als Erze, entnommen (Bild 1). Natürliche Werkstoffe Die natürlichen Werkstoffe, wie z.B. Holz, Leder oder Graphit, haben dieselbe oder eine ähnliche Zusammensetzung wie die Rohstoffe, aus denen sie hergestellt werden. Zu ihrer Herstellung müssen die Rohstoffe lediglich aufbereitet bzw. bearbeitet werden. So werden z.B. Tierhäute zu Leder gegerbt, das Graphitmineral zerkleinert und zu Schmierstoffpulver verarbeitet oder Baumstämme getrocknet und dann zu Bauholz zersägt (Bild 2). Künstlich hergestellte Werkstoffe Die Mehrzahl der in der Technik verwendeten Werkstoffe sind keine natürlichen Werkstoffe. Es sind vielmehr künstlich hergestellte Werkstoffe, wie z.B. die Metalle, die Kunststoffe oder die Gläser. Sie werden aus den Rohstoffen durch chemische Umwandlung hergestellt (Bild 3). So entsteht Eisen z.B. durch Reduktion, d.h. Sauerstoffentzug, von Eisenerz. Die Kunststoffe werden durch Synthese aus Erdölprodukten gewonnen und Glas wird durch Zusammenschmelzen aus Quarzsand, Kalk und Soda hergestellt. Die Werkstoffe dienen zur Herstellung von Bauteilen, Werkstücken, Werkzeugen, Gebrauchsgegenständen, Maschinen- und Apparateteilen. Dazu werden die Werkstoffe bearbeitet oder es wird ihnen eine andere Form gegeben. Hilfsstoffe, Hilfsmittel Zur chemischen Umwandlung der Rohstoffe zu Werkstoffen sowie zur Bearbeitung und Formgebung der Werkstoffe benötigt man Hilfsstoffe und Hilfsmittel. Für die Eisenherstellung z.B. sind die Hilfsstoffe Koks, Zuschläge und Wasser sowie als Hilfsmittel Wärme erforderlich. Zum Drehen einer Welle z.B. benötigt man als Hilfsstoff ein Kühlschmiermittel sowie als Hilfsmittel elektrischen Strom (Bild 4). Weitere Hilfsstoffe sind Schmierstoffe, Kühlmittel, Schleif- und Poliermittel, Härtemittel, Lötmittel, Reinigungsmittel, Treib- und Brennstoffe usw. Hilfsmittel sind die Energieträger elektrischer Strom, Dampf und Wärme. Bild 1: Die Erde – unser Rohstofflieferant Bild 2: Natürliche Werkstoffe Bild 3: Künstlich hergestellte Werkstoffe Bild 4: Vom Halbzeug zum Bauteil 9 Erzeugnisse, Bauteile und Werkzeuge aus verschiedenen Werkstoffen I - Träger aus Baustahl Ziertor aus Schmiedestahl Fensterrahmen aus Aluminium-Legierung Chemikalientank aus nichtrostendem Stahl MIG-Schweißzusatz aus Kupfer-Legierung Dacheindeckung aus Titanzink-Blech Drehwerkzeug aus Hartmetall Schleifkörper aus Edelkorund/Kunstharz 10 1.2 Einteilung der Werkstoffe Der Metallbauer sowie der Konstruktions- und Anlagenmechaniker haben es in ihrem Berufsleben mit einer Vielzahl von Werkstoffen zu tun: Stähle, Gusseisenwerkstoffe, Aluminium, Kupfer, Hartmetalle, Kunststoffe, Glas usw. (Seite 10). Er stellt aus ihnen Bauteile her, er bearbeitet vorgefertigte Bauteile und fügt sie zu größeren Bauteilen, zu Tragwerken, zu Baukonstruktionen, Apparaten, Behältern, Karosserien und Schiffskörpern zusammen. Bei dieser Arbeit verwendet er Werkzeuge, die ebenfalls aus Werkstoffen bestehen. Um einen ersten Überblick über die Vielfalt der Werkstoffe zu gewinnen, teilt man sie in Gruppen ein. Die Grobeinteilung der Werkstoffe erfolgt in drei Hauptgruppen: die Metalle, die Nichtmetalle und die Verbundwerkstoffe (Bild 1). Die Metalle und die Nichtmetalle gliedert man zusätzlich in mehrere Untergruppen. Metalle Eisenwerkstoffe Stähle z.B. Baustähle Werkzeugstähle Nichtmetalle Verbundwerkstoffe NE-Metalle EisenGusswerkstoffe Leichtmetalle (Dichte < 5 kg/dm3) Schwermetalle (Dichte > 5 kg/dm3) Naturstoffe Kunststoffe Naturmineralien Künstliche Mineralien Faser- und TeilchenVerbundwerkstoffe Schichtverbunde und Strukturverbunde z.B. Grauguss Späroguss Temperguss z.B. Aluminium Magnesium z.B. Kupfer Zink Blei z.B. Holz Leder Bitumen z.B. PVC Plexiglas Polyethylen z.B. Graphit Asbest Marmor z.B. Glas Beton Kunststeine z.B. Glasfaserverstärkte Kunststoffe, Hartmetalle z.B. Wandpaneele, PkwStoßfänger Bild 1: Einteilung der Werkstoffe Die Metalle Nach der Zusammensetzung unterteilt man die Metalle in die Eisenwerkstoffe und die Nichteisenmetalle (kurz NE-Metalle). Die Eisenwerkstoffe ihrerseits untergliedert man nochmals in die besonders umfangreiche und wichtige Gruppe der Stähle sowie die Eisenguss-Werkstoffe. Stähle und Eisenguss-Werkstoffe bestehen beide überwiegend aus dem Element Eisen. Sie unterscheiden sich wesentlich in ihren Eigenschaften, jedoch auch in ihrer Zusammensetzung, d.h. in den Beimengungen zum Eisen. Wichtige Stähle sind z.B. die unlegierten Baustähle, die Feinkornbaustähle, die nichtrostenden Stähle oder die Werkzeugstähle. Bedeutende Eisenguss-Werkstoffe sind Grauguss, Sphäroguss und Temperguss. Die Nichteisenmetalle (NE-Metalle) unterteilt man in Leichtmetalle und Schwermetalle. Als Grenze ist eine Dichte von ® = 5 kg/dm3 festgelegt. Wichtigstes Leichtmetall ist Aluminium, weitere Leichtmetalle sind Magnesium und Titan. Schwermetalle sind z.B. Kupfer, Zink und Blei. Die Nichtmetalle Die Gruppe der Nichtmetalle umfasst die aus der belebten Natur stammenden Naturstoffe, die synthetisch hergestellten Kunststoffe, die aus der unbelebten Natur abgebauten Mineralien und die aus Mineralien hergestellten künstlichen Mineralien. Aus dieser Stoffgruppe haben eine Reihe von Werkstoffen große Bedeutung erlangt: die Kunststoffe, Glas und Beton. Die Verbundwerkstoffe Verbundwerkstoffe bestehen aus zwei oder mehreren Einzelstoffen, die zu einem neuen Werkstoff zusammengefügt sind. Wichtige Verbundwerkstoffe sind z.B. die aus zwei aufeinander gewalzten Blechen bestehenden plattierten Bleche, oder z.B. die aus Hartstoffkörnern und einer Kunststoffbindung bestehenden Schleifkörper oder die glasfaserverstärkten Kunststoffe. 11 2 Werkstoffeigenschaften Die Eignung eines Werkstoffs für einen Verwendungszweck wird durch seine Eigenschaften bestimmt. In der Metallbautechnik interessieren vor allem Eigenschaften, die eine Aussage über seine Verwendbarkeit und Verarbeitbarkeit erlauben. Dies sind Eigenschaften, die das Verhalten des Werkstoffs unter mechanischen Belastungen und unter Umwelteinflüssen oder bei einem Fertigungsverfahren beschreiben. Aber auch Eigenschaften, die den Zustand des Werkstoffs oder seine Reaktion bei der Einwirkung anderer Stoffe beschreiben, wie z.B. das Korrosionsverhalten, sind von Bedeutung. Die Summe aller Eigenschaften ergibt das Eigenschaftsbild des Werkstoffs. Es entscheidet, ob ein Werkstoff für eine gestellte Aufgabe geeignet ist. Man unterscheidet physikalische, mechanisch-technische, fertigungstechnische, chemisch-technische und Umwelt-Eigenschaften. 2.1 Physikalische Eigenschaften Die physikalischen Eigenschaften beschreiben den Zustand der Werkstoffe bzw. Zustandsänderungen bei Änderung der Temperatur (Bild 1). Die Dichte gibt an, welche Masse ein Werkstoff pro Volumeneinheit besitzt. Die Einheit der Dichte ist g/cm3 oder kg/dm3. Die Dichte ® eines Werkstoffs errechnet sich mit der Formel: m ® = } V Es sind: m ist die Masse des Bauteils V das Volumen des Bauteils Unlegierter Stahl hat z.B. eine Dichte von ® = 7,85 kg/dm3, bei Aluminium beträgt die Dichte ® = 2,70 kg/dm3. Das heißt, ein Stahlbauteil ist rund drei Mal so schwer wie ein Aluminiumbauteil gleicher Größe. Der Schmelzpunkt ist die niedrigste Temperatur, bei der ein Werkstoff schmilzt. Reines Eisen hat z.B. einen Schmelzpunkt von 1536 °C, Aluminium von 659 °C, einige Kunststoffe schmelzen bei rund 150 °C. Von technischem Interesse ist der Schmelzpunkt beim Löten und Schweißen. Reine Stoffe haben einen exakten Schmelzpunkt. Stoffgemische, wie z.B. Legierungen, schmelzen in einem Schmelzbereich, d.h. sie bilden zuerst einen Schmelzbrei und erst bei weiterer Temperatursteigerung eine vollständig flüssige Schmelze. Die thermische Längenausdehnung beschreibt die Längenänderung eines Werkstoffes durch eine Temperaturänderung. Der Werkstoffkennwert der Längenausdehnung ist der thermische Längenausdehnungskoeffizient å. Er gibt die Längenänderung eines 1 m langen Stabes bei 1 °C Temperaturänderung an. Die Leitfähigkeit für Wärme und Elektrizität beschreibt die Fähigkeit eines Stoffes, Wärme bzw. Elektrizität in sich weiterzuleiten. Gute Leiter sind alle Metalle, insbesondere Aluminium, Kupfer und Stahl. Schlechte Leiter sind die meisten Nichtmetalle, wie z.B. die Kunststoffe und Glas. Hohe Leitfähigkeit für Wärme muss z.B. der Lötkolben besitzen, er ist deshalb aus Kupfer. Niedrige Wärmeleitfähigkeit wird von Wärmedämmstoffen gefordert, sie sind z.B. aus Schaumstoff. Der Werkstoffkennwert zur Charakterisierung der Stromleitung in einem Werkstoff ist der spezifische elektrische Widerstand ®el. Werte der physikalischen Eigenschaften wichtiger Werkstoffe und Hilfsstoffe befinden sich im Tabellenteil Seiten 192, 196. 12 Bild 1: Physikalische Eigenschaften 2.2 Mechanisch-technische Eigenschaften Die mechanisch-technischen Eigenschaften beschreiben das Verhalten der Werkstoffe unter der Wirkung mechanischer Kräfte (Bild 1). Wichtige mechanisch-technische Eigenschaften sind die Festigkeit, die Härte sowie das Verformungsverhalten. Als Festigkeit bezeichnet man allgemein die größtmögliche mechanische Spannung, die ein Werkstoff aushalten kann, ohne zu Bruch zu gehen. Je nachdem, ob es sich dabei um eine Zug-, Druck- oder Scherbelastung handelt, ergibt sich eine Zugfestigkeit, eine Druckfestigkeit oder eine Scherfestigkeit. Die Zugfestigkeit Rm z.B. errechnet sich bei einem Tragseil aus der Zugkraft F und der Querschnittsfläche S des Seils (Bild 1a) nach nebenstehender Formel. F Rm = } S Die Einheit der Zugfestigkeit Rm ist N/mm2. Stahl hat z.B. eine Zugfestigkeit von rund 500 N/mm2, Aluminium von rund 200 N/mm2. Hohe Festigkeit müssen Werkstoffe haben, aus denen tragende Bauteile, wie Seile, Profile, Tragwerke usw. gefertigt werden. Die Härte gibt den Widerstand an, den ein Werkstoff dem Eindringen eines Eindrückkörpers, z.B. einer Hartmetallkugel, entgegensetzt (Bild 1b). Sehr harte Werkstoffe sind z.B. Diamant, Hartmetalle sowie gehärteter Stahl. Ungehärteter Stahl und gehärtetes Aluminium sind mittelhart. Weiche Werkstoffe sind Reinaluminium, Blei und Kupfer. Große Härte ist bei Bauteilen erforderlich, die auf ihrer Oberfläche großen Kräften und Verschleiß ausgesetzt sind, wie z.B. Zahnräder, Rollen, Werkzeuge. Mit Elastizität bezeichnet man die Fähigkeit eines Werkstoffs nach einer Verformung seine Ausgangsform wieder einzunehmen (Bild 1c). Elastische Stoffe federn zurück. Messerschneidenstahl oder der Stahl für Sägeblätter ist z.B. elastisch. Plastisch verformbar ist ein Werkstoff, wenn er unter Krafteinwirkung seine Form bleibend verändert, d.h. nicht oder nur geringfügig zurückfedert (Bild 1d). Plastisch verformbar sind z.B. glühender Schmiedestahl, Zinkblech oder Kupferblech. Als Sprödigkeit bezeichnet man die Eigenschaft eines Werkstoffs, unter Belastung zu brechen, ohne sich vorher merklich zu verformen. Spröde Werkstoffe zerspringen besonders bei schlagartiger Beanspruchung in viele Bruchstücke (Bild 1e). Bei der Verarbeitung spröder Werkstoffe, wie z.B. der Montage eines Waschbeckens aus Keramik, müssen schlagartige Belastungen, wie z.B. Hammerschläge, vermieden werden. Auch unsachgemäß gehärteter Stahl kann so spröde sein, dass er bei Schlagbeanspruchung zerbricht. Unter Zähigkeit versteht man die Eigenschaft eines Werkstoffs, der bleibenden (plastischen) Verformung großen Widerstand entgegenzusetzen. Schmiedestahl ist z.B. zäh, Blei hingegen ist leicht biegbar. Die Warmfestigkeit beschreibt die Festigkeit eines Werkstoffs bei erhöhten Temperaturen (Bild 1f). Werkstoffe mit geringer Warmfestigkeit sind z.B. die Kunststoffe, die bereits bei 100 °C einen Großteil ihrer Festigkeit verlieren. Hohe Warmfestigkeit haben spezielle Werkzeugstähle, bei denen ein Abfall der Festigkeit erst bei Temperaturen über 600 °C beginnt. Bild 1: Mechanisch-technische Eigenschaften 13 2.3 Fertigungstechnische Eigenschaften Die fertigungstechnischen Eigenschaften geben Auskunft über die Eignung eines Werkstoffs für ein Fertigungsverfahren und über die Bedingungen bei der Verarbeitung der Werkstoffe. Wichtige fertigungstechnische Eigenschaften sind die Schmiedbarkeit, die Härtbarkeit, die Schweißeignung, die Kaltumformbarkeit, die spanende Formbarkeit und die Gießbarkeit (Bild 1). Die Schmiedbarkeit ist eine der hervorstechendsten Eigenschaften der Metalle (Bild 1a). Man versteht darunter die Fähigkeit eines Werkstoffs, sich im erwärmten Zustand durch Krafteinwirkung umformen zu lassen. Das Schmieden findet sowohl im handwerklichen Bereich, aber auch im industriellen Maßstab Verwendung, da es ein kostengünstiges und werkstoffsparendes Fertigungsverfahren ist. Schmiedbar sind die meisten Stähle sowie Aluminium-Knetlegierungen und Kupfer-Knetlegierungen. Im allgemeinen nicht schmiedbar sind die Gusswerkstoffe. Die Schweißeignung eines Werkstoffs ermöglicht ein stoffschlüssiges Fügen von Einzel-Bauteilen zu einem Gesamtbauteil durch Schweißen (Bild 1b). Die Schweißnaht hat bei richtiger Auswahl des Zusatzwerkstoffes annähernd dieselbe Festigkeit wie die Fügeteile. Gut schweißbar sind unlegierte und legierte Stähle mit geringem Kohlenstoffgehalt. Aber auch Gusseisen sowie Aluminium- und Kupferlegierungen können mit Spezialverfahren geschweißt werden. Unter Härtbarkeit versteht man die Eigenschaft eines Werkstoffs durch Abschrecken des glühenden Bauteils in Wasser eine wesentliche Verbesserung der Härte zu erfahren (Bild 1c). Auch die Festigkeit kann durch ein besonderes Härteverfahren, das Vergüten, stark erhöht werden. Härtbar sind viele Stähle, einige Eisen-Gusswerkstoffe sowie die aushärtbaren Aluminium-Legierungen. Die Kaltumformbarkeit beschreibt die Eigenschaft eines Werkstoffs sich bei Umgebungstemperatur, z.B. durch Biegen, Abkanten, Tiefziehen, Falzen usw. umformen zu lassen (Bild 1d). Kaltumgeformt werden vor allem Bleche, Bänder und Rohre. Die spanende Formbarkeit ist eine wichtige Eigenschaft, da fast alle Werkstücke und auch viele Bauteile im Laufe ihrer Fertigung durch ein spanendes Verfahren, wie z.B. Bohren, Sägen, Drehen oder Fräsen bearbeitet werden (Bild 1e). Alle Eisenwerkstoffe sowie die meisten Nichteisenmetalle sind spanend formbar. Nicht oder nur schlecht spanbar sind sehr weiche Werkstoffe wie z.B. Gummi oder sehr harte und spröde Werkstoffe, wie z.B. Glas oder gehärteter Stahl. Die Gießbarkeit der Schmelze eines Werkstoffs ist die Voraussetzung zur Verarbeitung zu Gussstücken (Bild 1f). Die Schmelze von Gusswerkstoffen muss dünnflüssig sein, so dass sie die Gussform vollständig ausfüllt. Außerdem dürfen sich im Gussstück während des Erstarrens keine Hohlräume (Lunker) bilden. Um der Forderung nach guter Vergießbarkeit zu genügen, sind von jeder Werkstoffgruppe spezielle Gusswerkstoffe entwickelt worden: Eisen-Gusswerkstoffe (Gusseisen), Aluminium-Gusslegierungen, Kupfer-Zink-Gusslegierungen (Gussmessing) usw. 14 Bild 1: Fertigungstechnische Eigenschaften 2.4 Chemisch-technische Eigenschaften Die chemisch-technischen Eigenschaften beschreiben die Stoffumwandlung der Werkstoffe durch die Wirkung der sie umgebenden Stoffe sowie durch Umweltbedingungen. Bei normalen Umweltbedingungen laufen die werkstoffzerstörenden Vorgänge langsam ab. Unter der Wirkung aggressiver Chemikalien, wie Säuren, Laugen oder Lösungsmitteln sowie bei erhöhter Temperatur werden die Werkstoffe rasch zerstört. Wichtige chemischtechnische Eigenschaften sind die Korrosionsbeständigkeit, die Wärmebeständigkeit sowie die Brennbarkeit (Bild 1). Korrosionsbeständigkeit. Als Korrosion bezeichnet man die von der Oberfläche des Werkstoffs ausgehende Zerstörung durch chemische oder elektrochemische Reaktionen. Verstärkt wird die Korrosion durch ungünstige Umwelteinflüsse. Korrosionsunbeständig sind unlegierte Stähle, d.h. sie rosten im Freien. Korrosionsbeständig sind die nichtrostenden Stähle, in der Umgangssprache rostfreie Edelstähle genannt, sowie Aluminium- und Kupfer-Werkstoffe. Bauteile aus korrosionsunbeständigen Werkstoffen müssen gegen Korrosion geschützt werden, z.B. durch Verzinken. Die Wärmebeständigkeit ist wichtig bei Werkstücken und Bauteilen, die erhöhter Temperatur ausgesetzt sind. Unlegierte Stähle sind z.B. wärmebeständig bis ca. 600 °C. Werden sie höher erwärmt, so reagieren sie mit dem Luftsauerstoff, sie verzundern (Bild 1). Verzunderungsfeste Stähle dagegen können bis ca. 1100 °C erhitzt werden. Die meisten Kunststoffe können kaum höher als bis zu 150 °C erwärmt werden, da sie sich dann zersetzen. Die Brennbarkeit spielt bei metallischen Werkstoffen praktisch keine Rolle, da sie unter normalen Bedingungen nicht brennbar sind. Eine Ausnahme hiervon ist Magnesium (Seite 106). Bei Verwendung von Kunststoffen ist die Brennbarkeit zu beachten, da die Mehrzahl der Kunststoffe brennbar ist. Bild 1: Chemisch-technische Eigenschaften 2.5 Umwelt-Eigenschaften Neben den Eigenschaften, die die technische Eignung eines Werkstoffs beschreiben, müssen bei der Werkstoffauswahl auch der Schutz der Gesundheit und der Umweltschutz berücksichtigt werden. Zu vermeiden sind giftige, gesundheitsgefährliche oder umweltbelastende Werkstoffe. Giftig sind z.B. die Werkstoffe Blei, Cadmium und Quecksilber. Gesundheitsgefährlich, d.h. krebserregend sind Asbest, Kaltreiniger zum Metallentfetten (Tri oder Tetra) und die Ausdünstungen aus älteren Spanplatten (Formaldehyd). Giftige und gesundheitsgefährliche Stoffe sind zu vermeiden. Bei der Arbeit mit giftigen und gesundheitsgefährlichen Stoffen müssen besondere Vorsichtsmaßnahmen der Berufsgenossenschaft beachtet werden. Umweltschonend sind Werkstoffe, die sich nach dem Gebrauch wieder aufarbeiten lassen. Man nennt das Recycling. Recycelbar sind die metallischen Werkstoffe, begrenzt recycelfähig sind die Kunststoffe. Wiederholungsfragen 1 In welche drei Hauptgruppen teilt man die Werkstoffe ein? 2 Nennen Sie drei Leichtmetalle und drei Schwermetalle. 3 Mit welcher phsikalischen Eigenschaft beschreibt man, ob ein Werkstoff schwer oder leicht ist? 4 Was gibt die Zugfestigkeit an? 5 Warum muss die Oberfläche von Zahnrädern gehärtet sein? 6 Beschreiben Sie ein Sägeblatt bezüglich Härte, Elastizität, Plastizität, Sprödigkeit. 7 Welche Werkstoffe sind schweißbar? 8 Was versteht man unter Korrosion? 9 Welche Werkstoffe sind recycelbar, welche nicht? 15 3 Roheisengewinnung und Stahlherstellung 3.1 Chemische Grundlagen der Metallgewinnung Die reinen Metalle sind chemisch betrachtet Grundstoffe, auch chemische Elemente genannt. Es gibt rund 90 natürliche Grundstoffe auf der Erde: 67 sind Metalle, 16 Nichtmetalle und 7 Halbmetalle. Die Grundstoffe werden der Übersicht wegen in einem Ordnungsschema aufgetragen. Es heißt Periodensystem der Elemente, kurz PSE (Bild 1). Bedeutend für die Werkstofftechnik sind etwa 20 Metalle. Sie stehen im mittleren Bereich des Periodensystems der Elemente. Bild 1: Periodensystem der Elemente (gekürzt) Das technisch wichtigste Metall ist Eisen (Fe). Es steht in der Mitte des Periodensystems. Links und rechts der Mitte die Leichtmetalle Aluminium (Al), Magnesium (Mg) und Titan (Ti). Schwermetalle sind Vanadium (V), Chrom (Cr), Mangan (Mn), Cobalt (Co), Nickel (Ni), Kupfer (Cu), Zink (Zn), Niob (Nb), Molybdän (Mo), Tantal (Ta), Wolfram (W), Zinn (Sn) und Blei (Pb). Zu den Edelmetallen zählen Silber (Ag), Gold (Au) und Platin (Pt). Die Eigenschaften der einzelnen Grundstoffe (Elemente) sind im Tabellenteil, Seite 192, beschrieben. Außer dem Edelmetall Gold kommen die Metalle auf der Erde nicht in reiner Form als Grundstoffe vor, sondern als chemische Verbindung. Meist handelt es sich um Verbindungen der Metalle mit Sauerstoff, also Oxide, oder Verbindungen mit Schwefel, also Sulfide. Diese Rohstoffe für die Metallgewinnung nennt man Erze. Zur Gewinnung der Metalle aus den Erzen wird den Metalloxiden der Sauerstoff bzw. den Metallsulfiden der Schwefel entzogen. Diesen chemischen Vorgang nennt man Reduktion. Er ist die Umkehrung der Oxidation. Die Reduktion wird mittels eines Reduktionsmittels durchgeführt, das den Sauerstoff bzw. Schwefel vom Metall abtrennt und an sich bindet und damit das reine Metall entstehen lässt. Erz (Metalloxid oder Metallsulfid) + Reduktionsmittel Wärme → Metall + Begleitstoffe Bei der Reduktion des Eisenerzes z.B. wird Kohlenstoff in Form von Koks als Reduktionsmittel verwendet: Eisenerz (Eisenoxid) 16 + Koks → Eisen + Kohlenstoffdioxid 3.2 Eisenerze Ausgangsstoff der Roheisengewinnung ist das gesteinsartig aussehende Eisenerz (Bild 1). Es wird aus Lagerstätten im Tagebau abgebaut und besteht aus dem eigentlichen Wertanteil, einem Eisenoxid und erdigen Beimengungen, der sogenannten Gangart. Die Gangart wird am Förderort (Australien, Afrika, Brasilien) weitgehend abgetrennt und das angereicherte Erz zum Stahlstandort transportiert. Die wichtigsten Eisenerze sind Magneteisenstein (chemisch Fe3O4) und Roteisenstein (chemisch Fe2O3) mit rund 50 % bis 65 % Eisenerzanteil. Bild 1: Eisenerz (Roteisenstein) Die Eisen- und Stahlwerkstoffe sind die wichtigsten Werkstoffe der metalltechnischen Berufe. Ihre Herstellung erfolgt in großtechnischen Anlagen, die ein eigener großer Industriezweig sind. 3.3 Roheisengewinnung im Hochofen Weltweit und auch in der Bundesrepublik Deutschland wird das Roheisen zum überwiegenden Teil in Hochofenanlagen hergestellt (Bild 2, linker Teil). Diese großtechnischen Anlagen bestehen aus dem rund 60 m hohen Hochofen mit seinen Einzelbauteilen sowie Winderhitzern zur Erzeugung heißer Verbrennungsluft und der Erzaufbereitung mit Koks- und Zuschlagsdosierung. Bild 2: Hochofenanlage zur Roheisengewinnung, Stoffströme und chemische Vorgänge Der Hochofen wird von oben durch den Gichtverschluss lagenweise mit Möller und Koks gefüllt (beschickt). Unter Möller versteht man in der Metallurgiefachsprache eine Mischung aus Eisenerz und Zuschlägen. Die Zuschläge sind Kalk- und Dolomit-Gesteinsmehl, die die spätere Schlacke bilden. Jeder Bestandteil der Hochofenbeschickung erfüllt eine bestimmte Aufgabe: Das Eisenerz enthält chemisch gebunden das spätere Produkt, das Eisen. Die Zuschläge (Kalk, Dolomit) bilden in der Hitze des Hochofens eine gut schmelzende Schlacke und führen durch Absenken des Schmelzpunkts der erdigen Erzbestandteile zu deren Auflösung in der flüssigen Schlacke. Der Koks dient als Reduktionsmittel für das Eisenerz. Außerdem erzeugt er durch teilweise Verbrennung die zur Reduktion erforderlichen hohen Temperaturen im Hochofen. 17 Vorgänge im Hochofen Im unteren Teil des Hochofens wird Heißluft eingeblasen (Bild 2, Seite 17) und verbrennt einen Teil des Kokses zu Kohlenstoffmonoxidgas CO. Die heißen Gase steigen in die Erzschüttung hoch, erhitzen sie und wirken dort als Reduktionsmittel. Von oben rutscht das Füllgut langsam in immer heißere Zonen des Hochofens nach unten. In der 600 °C bis 1100 °C heißen Reduktionszone wird das Eisenerz Fe2O3 von den aufsteigenden, reduzierenden Gasen (CO) und heißem Koks (C) zum metallischen Eisen Fe reduziert (Bild 2, chemische Vorgänge). Das Eisen liegt hier zunächst als fester, poröser Eisenschwamm vor. Beim weiteren Abrutschen in die rund 1600 °C heiße Schmelzzone schmilzt der Eisenschwamm, tropft in den geschlossenen Boden des Hochofens und bildet die Roheisenschmelze. Die mit absinkenden Zuschläge (Kalk, Dolomit) schmelzen ebenfalls und nehmen die erdigen Erzbestandteile durch Lösen auf. Sie bilden die Schlacke, tropfen nach unten und sammeln sich wegen der geringeren Dichte über dem flüssigen Roheisen. Die flüssige Schlacke und das flüssige Roheisen werden getrennt abgelassen. Das abgelassene Roheisen enthält gelöst etwa 8% Fremdstoffe, die sogenannten Eisenbegleiter: rund 4% Kohlenstoff sowie Mangan, Silicium, Phosphor und Schwefel, die je nach Eisenerz und Zuschlägen in unterschiedlichen Gehalten auftreten können. Roheisen mit hohem Siliciumgehalt ist der Ausgangsstoff für Eisen-Gusswerkstoffe. Es wird GießereiRoheisen oder, wegen der grauen Bruchfläche, Graues Roheisen genannt. Roheisen mit hohem Mangangehalt wird zu Stahl weiterverarbeitet. Es heißt Stahl-Roheisen oder, wegen seiner hellen Bruchfläche, Weißes Roheisen. Das Gießerei-Roheisen wird nach dem Abstich zu Masseln vergossen (knüppelartige Eisenstäbe) und ist der Ausgangsstoff für Eisen-Gusswerkstoffe. Das Stahl-Roheisen wird in fahrbaren Pfannenwagen und Roheisenmischern gesammelt und durch Einrühren von Entschwefelungsmitteln (Karbid CaC2) entschwefelt. Dann wird es zur Stahlherstellung in das nahe gelegene Stahlwerk gefahren. In großen Hochöfen werden pro 24-Stunden-Schicht rund 10000 t Roheisen erschmolzen. 3.4 Roheisenerzeugung durch Direktreduktions-Verfahren Beim Direktreduktions-Verfahren wird das Eisenerz im Festzustand zu metallischem Eisen reduziert, ohne flüssig zu werden. Ausgangsmaterial sind Erzpellets, das sind walnussgroße, poröse Erzklumpen, die in einem vorgeschalteten Produktionsprozess aus gemahlenem Eisenerzmehl und einem Bindemittel zusammengebacken werden. Die Erzpellets (Wertbestandteil Fe2O3) werden von oben in den Direktreduktions-Schachtofen gefüllt und rutschen langsam nach unten (Bild 1). Von unten strömt ein Reduktionsgas aus Kohlenstoffmonoxid CO und Wasserstoff H2 durch die Erzpelletsschüttung nach oben und reduziert das Eisenerz bei 700 bis 1050 °C zu Eisen. Die gebildeten Eisenpartikel backen zu porösen, schwammartigen Klumpen zusammen, was zu dem Namen Eisenschwamm für das Endprodukt geführt hat. Eisenschwamm besteht zu rund 85% aus Eisen, der Rest ist Gangart, RestEisenoxid und Eisenbegleiter. Zur Beseitigung dieser Verunreinigungen wird der Eisenschwamm anschließend in einem Elektro-Lichtbogenofen zu flüssigem Roheisen aufgeschmolzen (Bild 1) und dann zu Stahl umgewandelt (Seite 19). Direktreduktions-Anlagen werden vorteilhaft dort betrieben, wo preisgünstig Erdgas (CH4), Erdöl oder auch minderwertige Kohle zur Herstellung des Reduktionsgases (CO, H2) zur Verfügung stehen. Es können auch kleinere Anlagen wirtschaftlich Bild 1: Direktreduktions-Verfahren betrieben werden. 18 3.5 Stahlherstellung mit dem Sauerstoff-Aufblasverfahren Ausgangsstoff ist das im Hochofen erschmolzene Stahl-Roheisen (Seite 18), das in Pfannenwagen flüssig zum Stahlwerk gelangt. Außerdem werden noch Stahlschrott und Eisenschwamm zugegeben. Das Roheisen besteht zu 90 bis 95% aus Eisen, 3 bis 5% Kohlenstoff sowie wenigen Prozent Mangan, Silicium, Phosphor und Schwefel (Bild 1). Die Eisenbegleiter Kohlenstoff, Phosphor und Schwefel machen das erstarrte Roheisen hart, spröde und nicht schmiedbar. Um Stahl zu erhalten, muss der Kohlenstoff teilweise und die Elemente Phosphor und Schwefel weitgehend aus dem Roheisen entfernt werden. Dies geschieht durch Verbrennen, d.h. Oxidieren, der Eisenbegleiter in der Stahlschmelze. Die technische Durchführung der Verbrennung der Eisenbegleiter erfolgt heute in der Bundesrepublik Deutschland zum Großteil mit dem Sauerstoff-Aufblasverfahren (Bild 1). Hierbei wird das flüssige Roheisen zusammen mit Stahlschrott sowie Zuschlägen (zur Schlackebildung) in einen Konverter gefüllt. Er fasst rund 300 t. Dann fährt ein wassergekühltes Rohr von oben in den Konverter und bläst mit Sauerstoff angereicherte Luft in die Schmelze. Der Sauerstoff reagiert heftig mit den Eisenbegleitern in der Schmelze. Sie verbrennen unter starker Wärmeentwicklung zu Oxiden. Die entstehenden gasförmigen Oxide (CO2, SO2) sowie die frei werdende Verbrennungswärme lassen die Schmelze kochen. Die entstehenden festen Oxide (P2O5, MnO2, SiO2) werden in die Bild 1: Stahlherstellung mit dem Sauerstoff-Aufblasverfahren Schlacke aufgenommen. Dieser Blasvorgang dauert 10 bis 20 Minuten. Danach werden gegebenenfalls Legierungselemente zugegeben und dann wird der fertige Stahl in Gießpfannen gefüllt. Der entstehende Werkstoff Stahl hat einen herabgesetzten Rest-Kohlenstoffgehalt von rund 0,2% und nur noch niedrige Phosphor- und Schwefelgehalte (Bild 1). In festem Zustand ist Stahl hart, zäh und schmiedbar. 3.6 Stahlherstellung mit dem Elektrostahlverfahren Besonders zur Herstellung hochlegierter und damit hochschmelzender Stahlsorten, aber auch zum Erschmelzen von Massenstahl aus Schrott, wird das Umschmelzen im Elektrostahlofen, meist ein Lichtbogenofen, eingesetzt (Bild 2). Der Elektro-Lichtbogenofen hat eine flache Schmelzwanne, die mit einem seitlich schwenkbaren Deckel zum Füllen abgedeckt ist. Durch ihn ragen Kohleelektroden in den Ofenraum. Der gesamte Ofen ist drehbar gelagert und kann zum Abgießen von Schlacke sowie zum Entleeren der Stahlschmelze gekippt werden. Bild 2: Stahlherstellung im Elektro-Lichtbogenofen 19 Zu Beginn wird die Schmelzwanne gefüllt. Zum Einsatz kommen Stahlschrott bekannter Zusammensetzung, Gießereiabfälle, Eisenschwamm und Roheisen. Zur Bildung einer Reinigungsschlacke werden Zuschläge beigemischt. Dann werden die Elektroden auf die Füllung abgelassen und der Lichtbogen gezündet. Er entwickelt Temperaturen bis zu 3000 °C und schmilzt die Füllung unter intensiver Durchmischung auf. Es folgt eine rund einstündige Schmelzzeit, in der zuerst die Verunreinigungen, der Phosphor und der überschüssige Kohlenstoff ausbrennen (Frischperiode). Im Anschluss daran werden die Oxide und der Schwefel aus der Schmelze entfernt (Feinungsperiode). Dies geschieht durch schrittweise Zugabe von verschiedenen Schlackebildnern, die die unerwünschten Stoffe der kochenden Stahlschmelze in die Schlacke binden. Zum Schluss wird auf die gewünschte Zusammensetzung legiert. 3.7 Nachbehandlung des flüssigen Stahls Zur Herstellung von Stählen mit besonderen Qualitätsanforderungen (Qualitäts- und Edelstähle) wird der noch flüssige Stahl zusätzlichen Behandlungen unterworfen. Sie dienen der Entfernung letzter unerwünschter Bestandteile sowie der Zuführung spezieller Legierungselemente. Desoxidieren Das Desoxidieren dient zum Entfernen von gelöstem Sauerstoff- und Stickstoffgas aus der Stahlschmelze. Diese Gase lösen sich beim Frischen des Stahls im Konverter (Seite 19) aus dem eingeblasenen Luft/Sauerstoff-Gemisch im flüssigen Stahl. Während des Abkühlens der Stahlschmelze perlen die Gase teilweise wieder aus, die Stahlschmelze kocht. Man spricht deshalb von unberuhigt vergossenem oder nicht-desoxidiert vergossenem Stahl. Bild 1: Nicht desoxidiert und desoxidiert vergossener Kokillen-Stahlblock Ein nicht-desoxidiert vergossener Stahlblock enthält in der Randzone Gasblasen und entmischt sich während des Erstarrens (Bild 1). Die Eisenbegleiter Kohlenstoff, Phosphor und Schwefel werden im Blockinneren angereichert, die Randzone ist nahezu frei davon. Diese Entmischung nennt man Seigerung. Sie führt zu Walzgut mit unterschiedlicher Zusammensetzung. Durch Zugabe von rund 1% Silicium und Aluminium (Desoxidationsmittel) zur Stahlschmelze, wird der gelöste Sauerstoff und Stickstoff chemisch gebunden. Die Schmelze ist dann beim Abkühlen ruhig, da kein Gas ausperlt. Man spricht von beruhigt vergossenem oder desoxidiert vergossenem Stahl. Desoxidiert vergossene Stahlblöcke enthalten keine Gasblasen (Bild 1, rechts) und sind nicht geseigert. Ihre Zusammensetzung ist über dem gesamten Blockquerschnitt gleich, das daraus hergestellte Walzgut hat gleichmäßige Eigenschaften. Nachteilig ist der tiefe Kopflunker des Kokillenblocks. Die heute üblichen Qualitäts- und Edelstähle sind desoxidiert vergossen. Bei den unlegierten Stählen kann die Vergießart im Kurznamen des Werkstoffe angegeben sein (Seite 197). Entschwefeln Schwefel im Stahl verschlechtert die Eigenschaften des Stahls. Eine teilweise Verringerung des Schwefelgehalts erfolgt deshalb im Roheisenmischer durch Einblasen von Entschwefelungsmitteln und auch beim Frischen im Sauerstoffaufblas-Konverter. Niedrigste Schwefelgehalte erreicht man durch Nachentschwefeln (Bild 2, links). Dazu wird durch ein Einblasrohr Kalkpulver tief in die Stahlschmelze eingeblasen. Der Kalk bindet den Schwefel und schwimmt als Schlacke auf. Spülgasbehandlung Sie dient zum Entfernen letzter nichtmetallischer Verunreinigungen aus der Stahlschmelze (Bild 2, rechts). Durch den Boden einer speziellen Gießpfanne oder durch ein Rohr wird chemisch inaktives Argongas in die Schmelze gepresst und perlt in ihr hoch. Die Verunreinigungen werden von den aufsteigenden Gasblasen mitgerissen und in die Schlacke gespült. 20 Bild 2: Entschwefeln und Spülgasbehandlung