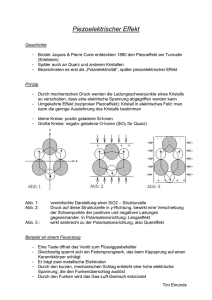
Silicat und Oxidkeramik
Werbung

Silicat- und Oxidkeramik Skript zur Vorlesung Prof. Christian Rüssel Otto-Schott-Institut Universität Jena 1 Inhalt 1. Einführung -4- 1.1. Einteilung Nichtmetallische Anorganische Werkstoffe -4- 1.2. Einteilung Keramik -6- 1.2.1. Einteilung nach chemischen Kriterien -6- 1.2.2. Einteilung nach Verwendungszweck -7- 1.3. Allgemeine Herstellungsverfahren für Keramik -8- 2. Allgemeine Eigenschaften von Keramiken -9- 3. Silicatische Rohstoffe zur Keramikherstellung -14- 3.1. Zusammensetzung der Erdkruste -14- 3.2. Natürliche silicatische Rohstoffe -15- 3.2.1. Inselsilicate -15- 3.2.2. Gruppensilicate -15- 3.2.3. Ketten- und Bändersilicate -16- 3.2.4. Blattsilicate -16- 3.2.5. Gerüstsilicate -18- 4. Formgebungsverfahren -24- 4.1. Aufbereitung -24- 4.2. Allgemeines zur Formgebung -25- 4.3. Schlickergießen -26- 4.4. Pressen -26- 4.5. weitere Verfahren -27- 5. Herstellung von Porzellan -27- 5.1. Keramische Masse -27- 5.2. Trocknen -28- 5.3. Brennen -32- 5.3.1. Sintern von kristallinen Phasen -33- 5.3.2. Sintern einer nichtkristallinen Phase -34- 5.3.3. Sintern unter Auftreten fester und flüssiger Phasen -35- 2 5.4. Abwandlungen beim Werkstoff Porzellan -36- 6. Elektrokeramik -38- 6.1. Isolationskeramik -38- 6.1.1. Isolatoren aus Silicatkeramik -38- 6.1.2. Aluminiumoxid als Isolationskeramik -41- 6.1.3 weitere Substratmaterialien -45- 6.2. Kondensatorkeramik -49- 6.2.1. Allgemeines über Kondensatoren -49- 6.2.2. Polarisationsmechanismen -51- 6.2.3. Ferroelektrizität -52- 6.2.4. Typ I – Kondensatoren -57- 6.2.5. Typ II – Kondensatoren -58- 6.2.6. Typ III – Kondensatoren -61- 6.3. Piezokeramik -63- 6.3.1. Der Piezoeffekt -63- 6.3.2. Piezoelektrische Werkstoffe -66- 6.3.3. Bleizirkonattitanat -67- 6.3.4. Herstellung von Bleizirkonattitanatkeramik -69- 6.3.5. weitere Piezokeramiken -73- 6.3.6. Anwendungen von Piezokeramiken -75- 3 1. Einführung 1.1. Einteilung Nichtmetallische Anorganische Werkstoffe Nichtmetallisch Anorganische Werkstoffe werden aufgrund ihrer Kristallinität unterschieden 1. Einkristalline Werkstoffe 2. Polykristalline Werkstoffe 3. Amorphe Werkstoffe Einkristalline Werkstoffe sind von stark wachsender Bedeutung. 1. Halbleiter: Si, Ga, As, InP, SiC 2. Diamant, kubisches Bornitrid 3. Oxide : Al2O3, ZrO2, LiNbO3 4. Chalcogenide: ZnSe 5. Halogenide : NaCl, CaF2 etc. etc. Halbleiter werden vorwiegend in der Elektrotechnik verwendet. Neben Silicium sind auch Galliumarsenid und SiC (aufgrund der hohen Temperaturstabilität) von wachsender Bedeutung. Diamant und kubisches Bornitrid werden u. a. als Schleifund Poliermittel, ZnSe für Infrarot-Optiken, CaF2 für UV-Optiken verwendet. Amorphe Nichtmetallische Anorganische Werkstoffe sind neben oxidischen und nichtoxidischen Gläsern auch amorphe Halbleiter. Polykristalline Werkstoffe werden aufgrund unterschieden: 1. Keramiken 2. Glaskeramiken 3. Bindemittel 4 ihres Herstellungsprozesses Bei der Herstellung von Glaskeramik wird zunächst ein Glas erschmolzen und dieses durch nachträgliche Temperung kristallisiert. Bei der Herstellung von Bindemitteln (Gips, Mörtel, Beton etc.) erfolgt zunächst eine Temperaturbehandlung (z. B. Brennen von Kalk: CaCO3 g CO2 + CaO), anschließend die Zugabe von Wasser und dann die Formgebung. Die Zugabe von Wasser führt zum Abbinden, was mit Verfestigung verbunden ist. Die Temperaturbehandlung erfolgt somit vor der Formgebung. Keramik wird meist über einen Sinterprozess hergestellt, die Formgebung erfolgt nach der Temperaturbehandlung. Zur Keramik gehören alle nichtmetallisch anorganischen, weitgehend wasserbeständigen, zum großen Teil (wenigstens 30 %) oder ganz kristallisierten Stoffe oder Stoffgemische, wenn diese auf entsprechend hoher Temperatur erhitzt wurden oder bei Gebrauch erhitzt werden. Keramische Werkstoffe enthalten neben kristallinen Phasen oft auch Glasphase. Der Anteil der kristallinen Phase (≥ 30 %) stellt eine Abgrenzung zu den Emails dar. Der englische Begriff „Ceramics“ ist mit Keramik nicht deckungsgleich, sondern umfassender. Unter „Ceramics“ wird auch Glas, Glaskeramik und Emails verstanden. 5 1.2. Einteilung Keramik 1.2.1. Einteilung nach chemischen Kriterien Alle Keramiken, die SiO2 enthalten werden als Silicatkeramiken bezeichnet. Alle Keramiken, die kein SiO2 enthalten und ausschließlich oxidisch sind, werden als Oxidkeramiken bezeichnet. Enthalten Keramiken als elektronegativen Bestandteil nicht nur Sauerstoff, sondern auch beispielsweise Kohlenstoff oder Stickstoff, werden sie als Nichtoxidkeramiken bezeichnet. Zu den Silicatkeramiken gehören beispielsweise: Porzellan, Steinzeug, Steatit, Mullit, Cordierit sowie die meisten Feuerfestmaterialien Zu den Oxidkeramiken gehören u. a.: Aluminiumoxid, Zirkonoxid, Bariumtitanat, Bleizirkona ttitanat, Ferrite, Zinkoxid Zu den Nichtoxidkeramiken gehören: Siliciumcarbid, Siliciumnitrid, Aluminiumnitrid, Bornitrid, Titanborid und Molybdänsilicid Hartstoffe, wie TiC, TiN oder Wolframcarbid werden auch Hartmetalle genannt und bilden eine gewisse Grauzone zu den Metallen. 6 1.2.2. Einteilung nach Verwendungszweck Bei der Einteilung maßgeblich, nach beispielsweise Verwendungszweck ist hier sind Aluminiumoxid völlige bei andere der Kriterien Elektrokeramik, Biokeramik, Chemokeramik, Thermo- und Mechanokeramik zu nennen. 1. Geschirr- und Zierkeramik Porzellan 2. Baukeramik Ziegel, Bodenplatten, Steinzeugrohre 3. Elektrokeramik Isolatoren Porzellan, Steatit, Al2 O3, AlN, BeO Kondensatoren Steatit, TiO2, BaTiO3 Piezokeramik Bleizirkonattitanat, LiNbO3 keram. Widerstände BaTiO3, TiO2 Ionenleiter ZrO2, ß-Al2O3 , Nasicon Varistoren ZnO 4. Magnetokeramik Ferrite 5. Biokeramik Al2O3, ZrO2, Phosphate 6. Chemokeramik Porzellan, Al2O3 , SiC, Si3N4 7. Thermokeramik Feuerfestmaterialien (Silicate bis SiC) 8. Mechanokeramik Al2O3, SiC, Si3N4 9. Optokeramik - Silicatkeramik kann beispielsweise als Geschirr- und Zierkeramik, Baukeramik, Elektrokeramik, Biokeramik, Chemokeramik und Thermokeramik verwendet werden. 7 1.3. Allgemeine Herstellungsverfahren für Keramik Die meisten keramischen Produkte werden an Pulvern hergestellt. Aus den Pulvern wird eine formbare Masse (z. B. knetbar oder gießbar) erzeugt. Hierzu wird der gewünschte Körper geformt, dessen Rohfestigkeit so hoch ist, dass er gehandhabt werden kann. Seine endgültige Festigkeit erhält er dann in einem nachfolgenden Brennprozess. Rohstoff (Pulver i Masseaufbereitung i Formgebung i Sintern i Endbearbeitung 8 2. Allgemeine Eigenschaften von Keramiken Keramiken unterscheiden sich von Polymeren und Metallen primär durch die Art der chemischen Bindung. Organische Polymere besitzen primär Kettenstrukturen, die u. a. aus C – C – Bindungen aufgebaut sind; die Ketten sind meist nur wenig miteinander vernetzt. Keramiken bestehen aus oxidischen oder nichtoxidischen Phasen, die Bindungen sind kovalent, besitzen aber insbesondere im Fall der Silicatkeramiken erheblichen Ionenbindungsanteil. Allerdings sind auch bei Silicatkeramiken die gebildeten Strukturen hochvernetzt. Hieraus sind allgemeine Eigenschaften von Keramiken im Vergleich zu Metallen im wesentlichen ableitbar: - hohe Härte - hohe Festigkeit - hohe Hochtemperaturfestigkeit - hohe Korrosionsbeständigkeit - hohe Verschleißfestigkeit - niedrige Dichte - niedriger thermischer Ausdehnungskoeffizient - niedrige Wärmeleitfähigkeit - niedrige elektrische Leitfähigkeit Die hohe Korrosionsbeständigkeit ist primär darauf zurückzuführen, dass in ihnen Metalle bereits in hohen Oxidationsstufen vorliegen. Die Aufstellung gibt nur eine allgemeine Tendenz wider, die von speziellen Keramiken durchbrochen wird. Als Beispiele seien keramische Supraleiter (höchste elektrische Leitfähigkeit), die Wärmeleitfähigkeit von Berylliumoxid (mit 360 W / (m . K) höher als von Aluminium oder die hohe Dichte von Zirkonoxidkeramik (≈ 6 g / cm3 ) genannt. 9 Abbildung 2.1. zeigt die Biegefestigkeit heißgepresster Siliciumnitrid- (HP – Si3N4) und Siliciumcarbidkeramiken als Funktion der Temperatur im Vergleich zu Superlegierungen höchster Festigkeit. Während bei letzteren die Raumtemperaturfestigkeit mit Werten > 1 GPa wesentlich höher liegt als bei den Keramiken, sinkt sie mit steigender Temperatur rasch ab, bis ab etwa 800 – 900 °C die Festigkeit der Keramiken weit höher liegt. Bis über 1000 °C fällt die Festigkeit dieser beiden Keramiken kaum ab. Abb. 2.1. Biegefestigkeit einer Superlegierung im Vergleich zu heißgepressten Siliciumnitrid und Siliciumcarbid. Abb. 2.2. zeigt die Härte einiger Keramiken im Vergleich zu Metallen. Borcarbid, die härteste aller Keramiken (nach Diamant und kubischem Bornitrid der härteste Stoff) besitzt die etwa 30fache Härte von austenitischen Stahl. Auch Siliciumcarbid und Aluminiumoxid liegt noch wesentlich über Hartmetallen und oberflächenvergüteten Stählen. 10 Abb. 2.2. Härte einiger Keramiken im Vergleich zu Metallen Die Dichte einiger Keramiken im Vergleich zu Metallen ist in Abb. 2.3. gezeigt. Siliciumnitridkeramiken (RBSN und HPSN), sowie Siliciumcarbidkeramiken liegen mit Dichten < 4 g / cm³ um mehr als den Faktor zwei unterhalb von Stahl und erreichen nur ein Viertel des Wertes von Hartmetallen. Abb. 2.3. Dichte von Keramiken im Vergleich zu Metallen. 11 Abb. 2.4. zeigt lineare Ausdehnungskoeffizienten verschiedener Keramiken. Während der Ausdehnungskoeffizient von Al2TiO5 bei etwa 2 . 10-6 K-1 liegt, haben andere Keramiken wie Si3N4 oder SiC Ausdehnungskoeffizienten um 4 . 10-6 K-1. Typische Werte für Metalle liegen zwischen 10 und 15 . 10-6 K-1. Abb. 2.4. Thermische Ausdehnungskoeffizienten einiger Keramiken in Vergleich zu Metallen. Abb. 2.5. zeigt Wärmeleitfähigkeiten einiger Keramiken im Vergleich zu Metallen. Während der Wärmeleitfähigkeiten von ZrO2 -Keramik bei etwa 3 W / (m erreichen SiC-Keramiken Werte > 100 W / (m . . K) liegt, K). Es sein angemerkt, dass Aluminiumnitridkeramiken (theoretisch: 320 W / (m . K)) und Beryllliumoxid ( 360 W / (m . K)) nahezu ebenso hohe Wärmeleitfähigkeiten besitzen wir Kupfer (400 W / (m K)). 12 . Abb. 2.5. Wärmeleitfähigkeiten einiger Keramiken im Vergleich mit Metallen. Die Eigenschaften von Keramiken hängen ganz wesentlich von ihrem Gefügeaufbau und somit von der Herstellungstechnologie ab. Dies sei in Abb. 2.6. anhand von drei verschiedenen Siliciumnitridkeramiken gezeigt (HPSN: heißgepresstes Siliciumnitrid, SSN: gesintertes Siliciumnitrid, RBSN: reaktionsgebundenes Siliciumnitrid). Abb. 2.6. Festigkeiten einiger Siliciumnitridkeramiken 13 3. Silicatische Rohstoffe zur Keramikherstellung 3.1. Zusammensetzung der Erdkruste Tab. 3.1. Zusammensetzung der Erdkruste im Vergleich zu Tonmineralien Erdkruste in Ma % Tonmineralien in Ma % SiO2 59,1 58,9 Al2O3 15,2 16,7 Fe2O3 3,1 2,8 FeO 3,7 3,7 MgO 3,45 2,6 CaO 5,10 2,2 Na2O 3,71 1,6 K2O 3,11 3,6 H2O 1,30 5,0 TiO2 1,03 0,7 Tabelle 3.1. zeigt die mittlere Zusammensetzung der Erdkruste im Vergleich zu einer typischen Zusammensetzung eines Tonminerals. Wie man sieht, ist die Zusammensetzung weitgehend identisch (± 2 %), der prozentual höchste Anteil entfällt auf SiO2, gefolgt von Al2O3 . 14 3.2. Natürliche silicatische Rohstoffe Silicatische Mineralien sind aus SiO4 – Tetraedern aufgebaut. Die Si – O Bindung besitzt einen Ionenbindungsanteil von ca. 50 %. Die Si – O Bindungslänge beträgt 0,163 ± 0,003 nm. Die Strukturen von silicatischen Mineralien werden aufgrund ihrer Verknüpfungen miteinander unterschieden. Die Verknüpfungen erfolgen fast ausschließlich über die Ecken (nicht über Kanten oder Flächen). 3.2.1. Inselsilicate Die SiO 44− - Tetraeder sind isoliert voneinander, d. h. sind nicht miteinander verknüpft, sondern über Kationen miteinander verbunden. Beispiele: Zirkon ZrSiO4 Forsterit Mg2SiO4 – Oliin (Mg,Fe)2SiO4 – Fayalit Fe2SiO4 3.2.2. Gruppensilicate Die SiO4 – Tetraeder sind über eine Ecke miteinander ([Si2O7]6-) oder aber über zwei Ecken zu Ringen miteinander verbunden. Beispiel: Berryll Al2Be3[Si6O18]. Abb. 3.1.: Insel- und Gruppensilicate 15 3.2.3. Ketten- und Bändersilicate Bei Kettensilicaten ist jeder SiO4 – Tetraeder über zwei Ecken mit weiteren SiO4 – Tetraedern verbunden, ohne jedoch Ringstrukturen auszubilden. Beispiele hierfür sind Enstatit Mg2[Si2O6] und Ferrosilit Fe2[Si2O6] sowie Mischkristalle hiervon. Diese Mineralien gehören beide zu den Pyroxenen. Weitere Beispiele sind Diopsit CaMg[Si2O6] und Wollastonit Ca2[Si2O6]. Bei Bändersilicaten ist im Mittel jeder SiO4 – Tetraeder mit 2.5 weiteren verbunden. Hierdurch bilden sich Ringstrukturen aus 6 SiO4 – Tetraedern aus. Die Bandstruktur entspricht zwei parallelen miteinander verbundenen Kettenstrukturen. Beispiele für Bändersilicate sind Amphibole z. B. Tremolit Ca2Mg3[Si4O11]. Abb. 3.2. links: Kettensilicat; rechts: Bändersilicat. 3.2.4. Blattsilicate Bei Blattsilicaten ist jeder SiO4 – Tetraeder mit drei weiteren verbunden. Diese Struktur entspricht der von miteinander verbundenen Ketten, die so eine zweidimensional unendliche Struktur ausbilden. 16 Ein Beispiel hierfür ist Talk Mg(OH)3 [Si4O10]. Daneben besitzen zahlreiche Alumosilicate Blattstruktur, wie beispielsweise Kaolinit Al2O3 . 2 SiO2 . 2 H2O oder Glimmer. Hierbei sind die SiO4 – Tetraeder zum Teil durch AlO4 – Tetraeder ersetzt. Abb. 3.3. Zweidimensional unendliche Struktur der Blattsilicate Bei den Tonmineralien wird zwischen Zweischicht- und Dreischichtmineralien unterschieden. Zweischichtmineralien bestehen aus zweidimensional unendlichen Tetraederschichten, deren Spitze alle in dieselbe Richtung weisen (in Abb. 3.4. nach unten). Die Sauerstoffatome der Spitzen sind in eine darunter liegenden Oktaederschicht mit einbezogen. Bei den Dreischichtmineralien ist unterhalb der Oktaederschicht eine weitere Tetraederschicht angeordnet, die mit der Spitze nach oben zeigt. 17 Abb. 3.4. links: Struktur eines Zweischichtminerals; rechts: Struktur eines Dreischichtminerals Beispiele für Dreischichtmineralien sind Montmorillonit Al2O3 . 4 SiO2 . H2 O. Im Gegensatz zu Kaolinit kann dieser nahezu beliebige Mengen Wasser zwischen den Schichten einlagern. Glimmer wie Muskovit K2O . 3 Al2O3 . 6 SiO2 . H2O oder Biotit K2O . 6 MgO . Al2O3 . 6 SiO2 . 2 H2O sind ebenfalls Dreischichtmineralien. Zwischen den Schichtpaketen werden Alkalien eingebaut. 3.2.5. Gerüstsilicate Bei Gerüstsilicaten ist jeder SiO4 – Tetraeder mit vier weiteren verbunden und bildet somit eine dreidimensionale Struktur aus. Die hierbei gebildeten Strukturen entsprechen denen der SiO2 – Modifikationen Quarz, Tridymit und Cristobalit, die jeweils in einer Hoch- und einer Tieftemperaturmodifikation auftreten. 18 Abb. 3.5. Hochquarz – Struktur (hexagonal) Abb. 3.6. Hochtridymit – Struktur (hexagonal) 19 Abb. 3.7. Die Hochcristobalit – Struktur (kubisch) Phasenumwandlung von den jeweiligen Tief- in die Hochtemperatur- modifikationen erfolgt sehr rasch, da nur geringe displazive Umwandlungen notwendig sind. Dies ist in Abb. 3.8. exemplarisch für Hoch- und Tiefquarz (trigonal) gezeigt. 20 Abb. 3.8. links: Hochquarz (β – Quarz); rechts: Tiefquarz (α - Quarz) Die Umwandlung von Quarz in Tridymit und Cristobalit ist mit einer tiefgreifenden Strukturänderung verbunden. Hierzu ist die Trennung von chemischen Bindungen und die Knüpfung neuer Bindungen notwendig. Oftmals treten die Phasenumwandlungen beim Aufheizen stark verzögert und beim Abkühlen gar nicht auf. Quarz wird fast nie durch Umwandlung von Cristobalit oder Tridymit erhalten. Abb. 3.9. zeigt ein Phasendiagramm (P – T – Diagramm) von SiO2 mit den thermodynamisch stabilen Modifikationen. Es sei darauf hingewiesen, dass bei hohem Druck weitere Modifikationen, Keatit, Coesit und Stishovit stabil sind. 21 Abb. 3.9. P – T – Diagramm von SiO2 In Abb. 3.10. sind die Umwandlungstemperaturen der SiO2 – Modifikationen gezeigt. Die Umwandlungen von β - Quarz in Tridymit erfolgt bei reinem SiO2 nicht. Stattdessen wandelt sich β - Quarz bei höheren Temperaturen direkt in Cristobalit um. Beim raschen Abkühlen der Schmelze erfolgt keine Kristallisation und es wird Kieselglas gebildet. 22 Abb. 3.10. Die SiO2 – Modifikationen unter Normaldruck displaziven Umwandlungen der jeweiligen Hochtemperatur- in die Tieftemperaturmodifikation ist mit erheblichen Volumenänderungen verbunden. Bei Quarz beträgt diese 0.8 % (bei 573 °C). Dies wird als „Quarzsprung“ bezeichnet und führt oftmals zu ausgepräte n Gefügeverspannungen. Bei Cristobalit ist dieser Volumensprung mit 2.8 % noch weit größer. Wird SiO2 durch Kristallisation in β Cristobalit überführt, tritt beim Abkühlen bei 270 °C die Umwandlung in α - Cristobalit ein. Die hohe Volumenänderung führt zu großen inneren Spannungen und zur Zerstörung des Werkstückes. 23 Abb. 3.11. Volumen der SiO2 – Modifikationen als Funktion der Temperatur Auch bei den Gerüstsilicaten können SiO4 – durch AlO4 – Tetraeder ersetzt werden. Hierbei trägt der AlO4 – Tetraeder eine negative Ladung, die durch Anwesenheit eines Kations kompensiert werden muss. Beispiele hierfür sind Feldspäte NaAlSi3O8 (Albit), KAlSi3O8 und CaAl2Si2O8 (Anorthit). 4. Formgebungsverfahren 4.1. Aufbereitung Keramische Rohstoffe müssen aufbereitet werden um eine keramische Masse herzustellen, die für den späteren Formgebungsprozess optimal geeignet ist. Die Hauptforderung ist hierbei zunächst die Homogenität. Hierunter ist zu verstehen: - homogene Verteilung der Versatzkomponenten - homogene Verteilung der Korngrößen - homogene Verteilung der Feuchtigkeit und/oder Additiven. Zur Aufbereitung von Rohstoffen gehört grobes Zerkleinern, Trocken- oder Feuchtmahlen. Oftmals schließt sich hierbei eine Klassierung beispielsweise durch 24 Windsichten an. Plastische Rohstoffe wie Kaolin werden meist in feuchtem Zustand verarbeitet. Bei der ausschließlichen Verwendung nicht plastischer (auch synthetischer) Rohstoffe werden vielfach organische Additive verwendet, die gewährleisten sollen, dass die geformte Masse handhabbar ist. 4.2. Allgemeines zur Formgebung Hierbei soll die keramische Masse in eine Form gebracht werden, die dem späteren Bauteil bzw. Produkt entspricht. Hierbei ist die Schwindung beim ansschließenden Trocknen und Sintern zu berücksichtigen. Entsprechend der Geometrie der herzustellenden Form wird das Formgebungsverfahren gewählt. Eine Übersicht über verschiedene Formgebungsverfahren ist in Tab. 4.1. gegeben. Tab. 4.1. Übersicht über gängige Formgebungsverfahren Typisches Produkt Hohlkörper mit gleichmäßiger Kaffeekannen Verfahren Hohlguss Wandstärke Körper beliebig komplizierter Sanitärkeramik Vollguss Geometrie kleine Teile aus Oxidkeramik Fadenführer Spritzguss Rotationssymmetrische Vollkörper Langstabisolatoren Abdrehen Rotationssymmetrische Ein- und Überdrehen Körper Tassen, Teller geringer Wandstärke plattenförmiger Körper Fliesen, Teller Teile gleichmäßigen Querschnitts Mauerziegel, Trockenpressen Rohre, Strangpressen Stäbe komplizierte Körper auf Formteile Bohrungen, Gewinden etc. für die Feuchtpressen Elektrotechnik kleine Teile hoher Homogenität isostatisches Pressen große geometrisch einfache Teile Feuerfeste Steine 25 Einstampfen 4.3. Schlickergießen Beim Schlickergießen wird eine gießbare wässrige Suspension (Schlicker) in eine Gipsform gegossen. Durch die Porosität der Gipsform wird dem Schlickern Wasser entzogen. Dieser verfestigt sich und setzt sich auf der Gipsform ab. Die Schichtdicke des „Scherbens“ wächst mit der Zeit. Da dieser Vorgang diffusionskontrolliert ist (geschwindigkeitsbestimmend ist die Diffusion von Wasser durch den wachsenden „Scherben“) wächst die Dicke des Scherbens mit der Wurzel aus der Zeit. Beim Hohlguss wird der nach Erreichen der gewünschten Wandstärke der Schlicker wieder ausgegossen. Beim Antrocknen schwindet der Scherben von der Form ab und löst sich. Beim Vollguss wird laufend Schlicker nachgegossen damit schließlich ein massives Werkstück erhalten werden kann. Beim traditionellen Schlickerguss zur Herstellung von Silicatkeramik (meist Porzellan) wird ein wässriger Schlicker mit ca. 25 % Wasserzusatz verwendet. Beim Schlickerguss zur Herstellung von Oxid- oder Nichtoxidkeramiken werden zahlreiche organische Additive verwendet. Ein Spezialverfahren wird hier bei der Herstellung von Substraten für die Elektrotechnik (doktor – blade – Verfahren) angewandt. 4.4. Pressen Pressen ist ein Formgebungsverfahren, bei dem Pulver unter Druck verdichtet wird. Man unterscheidet hier zwischen Nasspressen (8 – 15 % Wasser) und Trockenpressen (0 – 4 % Wasser). Zur Verminderung der Reibung am Presswerkzeug wird der Masse oftmals etwas Mineralöl zugegeben. Eine gleichmäßige Druckverteilung ist hier Voraussetzung für eine gleichmäßige Verdichtung. Beim isostatischen Pressen wird das Pulver in eine Kautschukform gefüllt und anschließend in einen mit Öl gefüllten Druckbehälter eingebracht. Hierdurch wird ein von allen Seiten gleichmäßiger Pressdruck erzeugt. 26 Beim Strangpressen verwendet man einen Extruder, der die keramische Masse durch ein Formstück drückt. Auf diese Weise werden Mauerziegel, Rohre und Stangen hergestellt. Bei der Verwendung nichtplastischer Rohstoffe sind größere Mengen an organischen Additiven erforderlich. Noch höhere Konzentrationen an organischen Additiven (Thermoplasten) werden beim Spritzguss verwendet. Hier wird die keramische Masse unter hohem Druck in eine Stahlform gespritzt. Der Rohling muss anschließend sorgfältig getrocknet und von organischen Bestandteilen befreit werden. 4.5. weitere Verfahren Zur Herstellung von Langstabisolatoren wird ein dicker zylinderförmiger Körper (Hubel) durch Strangpressen hergestellt. Nach dem Antrocknen wird ein lederharter Zustand erreicht. Dann wird der Hubel auf einer Drehbank ähnlichen Maschine quasi spanabhebend bearbeitet und ein rotationssymmetrischer Rohling hergestellt. Dieses Verfahren nennt man Abdrehen. Heißpressen und Heißisostatisches Pressen sind keine Formgebungsverfahren im engeren Sinne, da sie bei Temperaturen durchgeführt werden, bei denen Verdichtung durch Sinterprozesse erfolgt. 5. Herstellung von Porzellan 5.1. Keramische Masse Bei der Herstellung von Porzellan wie auch bei allen anderen Silicatkeramiken geht man von natürlichen Rohstoffen aus. Bei Hartporzellan sind dies: 25 % Quarz (Sand), 25 % Feldspat, 50 % Kaolin. Die Rohstoffe werden aufbereitet und mit der für das jeweilige Formgebungsverfahren erforderlichen Menge Wasser angerührt. Der strukturelle 27 Aufbau des Kaolinits verleiht diesem plastische Eigenschaften. Nach der Formgebung erfolgt die Trocknung. 5.2. Trocknen Wasser liegt in keramischen Massen in verschiedener, unterschiedlich stark gebundener Form vor. 1. Hüllenwasser Die einzelnen Kaolinitplättchen werden von einer Wasserhülle umgeben. 2. Porenwasser Dieses befindet sich zwischen den Kaolinitplättchen bzw. in den Poren zwischen den Pulverpartikeln. 3. Adsorptionswasser Dies ist das unmittelbar an der Oberfläche der Teilchen adsorbierte Wasser. 4. Zwischenschichtwasser Tritt nur bei Dreischichtmineralien auf (siehe Kap. 3.2.4.) 5. Kristallwasser Die Kristallstruktur von Tonmineralien (beispielsweise Kaolinit) enthält Wasser in gebundener Form als OH- - Gruppen. Abb. 5.1. zeigt thermogravimetrische Analysen verschiedener Schichtmineralien. 28 Abb. 5.1. 1: Montmorillonit, 2: Halloysit, 3: Illit, 4: Fire Clay, 5: Kaolinit, 6: Illit, 7: Muskovit. Bei allen Tonmineralien ist eine Gewichtsabnahme bei ca. 100 °C zu verzeichnen, dies entspricht dem Entweichen von Hüllen- und Porenwasser. Weiterhin ist eine Gewichtsabnahme bei hoher Temperatur zu verzeichnen (400 – 900 °C), die stark abhängig vom jeweiligen Tonmineral ist. Muskovit ist kein Tonmineral sondern ein Glimmer. Bei Montmorillonit als Dreischichtmineral ist der Gewichtsverlust bei 100 °C besonders ausgeprägt, da zusätzlich zum Hüllen- und Porenwasser auch das Zwischenschichtwasser entweicht. Abb. 5.2. zeigt Differenzthermoanalysen einiger Schichtmineralien. Bei ca. 100 °C ist ein starker endothermer Peak zu verzeichnen, der dem Entweichen von Hüllen-, Poren-, und Zwischenschichtwasser entspricht. Weitere endotherme Vorgänge, die mit dem Entweichen von Wasser verbunden sind, finden bei höherer Temperatur statt. Bei einigen Mineralien treten bei noch höherer Temperatur exotherme Peaks auf, die der Umwandlung von thermodynamisch instabilen Phasen entsprechen 29 (Phasenumwandlungen bei währendem Gleichgewicht sind beim Aufheizen immer endotherm !) Abb. 5.2. Differenzthermoanalysen einiger Schichtmineralien Beim in der keramischen Technologie angewandten Trocknungsprozess werden Hüllen-, Poren- und Zwischenschichtwasser entfernt, nicht jedoch das Adsorptionswasser, (nötige Temperaturen > 300 °C) und das Kristallwasser. Von besonderer Bedeutung ist die Entfernung des Hüllenwassers, da dies zu einer Volumenkontraktion des Wasserfilms zwischen den Tonmineralteilchen führt und diese stärker zusammenrücken können. Abb. 5.3. zeigt ein sogenanntes Bourry – Diagramm für die Trocknung von Tonmineralien. Es lassen sich drei Abschnitte erkennen. In Abschnitt I wird ausschließlich Hüllenwasser abgegeben. Die Volumenabnahme entspricht der abgegebenen Wassermenge. In Abschnitt II, verläuft die Schwindung nicht mehr proportional zur Wasserabgabe, es bilden sich somit bereits Poren. In Abschnitt III ist das Hüllenwasser bereits vollständig abgegeben, es tritt keine weitere Schwindung ein, aber es entweichen noch größere Mengen an Porenwasser. 30 Abb. 5.3. Bourry – Diagramm Die kritischen Phasen der Trocknung sind nur die Abschnitte I und II, da nur diese mit Schwindung verbunden sind. Ungleichmäßige Trocknung führt zu ungleichmäßiger Schwindung, dem Auftreten von Spannungen und schließlich zur Bildung von Rissen. Der Trocknungsprozess muss daher so geführt werden, dass die Wasserabgabe und die Schwindung im ganzen Volumen gleichmäßig erfolgt. Um dies zu Erreichen, können die Trocknungsparameter Temperatur und Luftfeuchtigkeit wie folgt gesteuert werden: eine höhere Temperatur beschleunigt sowohl die Diffusion des Wassers im Trockengut als auch die Abdampfrate von Wasser von der Oberfläche. Durch eine Erhöhung der Luftfeuchtigkeit kann die Abdampfrate vermindert werden. Optimale Bedingungen zu Beginn des Trocknens sind hohe Luftfeuchtigkeit und hohe Temperatur (aber < 100 °C), am Ende des Trocknungsprozesses hohe Temperaturen und niedrige Luftfeuchtigkeit. In der keramischen Industrie wird heute im allgemeinen in Gegenstromtrockenöfen getrocknet. Hierbei wird auf der einen Seite heiße trockene Luft (aus dem Brennofen) in den Trockentunnel eingeleitet. Das Trockengut wird in Gegenrichtung durch den 31 Trockentunnel gefahren. Die Luft nimmt zunehmend Luftfeuchtigkeit auf und kühlt sich dabei ab. Zu Beginn des Trocknungsprozess umstreicht daher feuchte warme Luft das Trockengut. 5.3. Brennen Nach dem Trocknen hat der Formkörper eine ausreichende Festigkeit um ihn handhaben zu können. Die endgültige Verfestigung erfolgt beim Brennen. Die Temperatur muss hierbei ausreichend hoch sein um eine Verfestigung herbeizuführen, darf aber nicht so hoch sein, dass eine Deformation des Formkörpers eintritt. Diesen Prozess nennt man Sintern. Es tritt hierbei eine Abnahme der Porosität, eine Erhöhung der Dichte sowie eine (Sinter-) Schwindung ein. Für das Sintern sind je nach den verwendeten Rohstoffen unterschiedliche Mechanismen maßgeblich. Man unterscheidet zwischen 1. Sintern von kristallinen Phasen ohne Auftreten von Flüssigphasen 2. Sintern einer einheitlichen nichtkristallinen Phase (Bsp.: Sintern von Glaspulver) 3. Sintern unter Auftreten einer festen und einer flüssigen Phase (meist mit chemischen Reaktionen zwischen den Phasen) Für das Brennen von Porzellan ist der Mechanismus III maßgeblich. Trotzdem sollen die anderen Mechanismen an dieser Stelle beschrieben werden, da sie zum grundsätzlichen Verständnis von Sinterprozessen erforderlich sind. 32 5.3.1. Sintern von kristallinen Phasen Die Triebkraft für Sinterprozesse ist stets die Verringerung der Oberflächen- bzw. Grenzflächenenergie. Der Sinterprozess von kristallinen Phasen wird in drei Bereiche geteilt: - Frühbereich - Hauptbereich - Spätbereich Frühbereich Die vom Formgebungs- und Trocknungsprozess vorhandenen Spannungen werden abgebaut. Die Pulverteilchen bilden an den Berührungsstellen Brücken aus. Hierdurch kann die Oberflächenenergie effektiv vermindert werden. Der hierzu notwendige Stofftransport wird durch Diffusion im Volumen oder an der Oberfläche ermöglicht. Hauptbereich Die Materialbrücken werden größer, es tritt gleichzeitig Verdichtung ein. Zunächst entsteht eine offene Porosität, die im Laufe des Sinterprozesses geschlossen wird (die Poren sind nicht mehr miteinander verbunden). Schließlich werden die geschlossenen Poren immer kleiner. Hierzu ist auch die Diffusion des Blaseninhalts nach außen erforderlich (das geschieht bevorzugt entlang der Korngrenzen, da hier die Diffusionsgeschwindigkeit größer ist. Gleichzeitig findet Kristallwachstum statt. Für die Kristallitwachstumsgeschwindigkeit gilt: 1 dr 1 = cr − r0 ( t ) r dt (5.1.) mit c = Radius der Teilchen (Kugel), r0 = mittlerer Teilchenradius, cr = Konstante (T – abhängig). 33 Für die Porenschwindung gilt: ds = −c p /s 2 dt (5.2.) mit s = Porenradius, cp = Konstante (T – abhängig) Spätbereich Es sind nur noch geschlossene Poren vorhanden, die entweder auf Kosten kleinerer wachsen (Diffusion des Poreninhalts von den kleinen in die großen Poren) oder ganz verschwinden (Diffusion nach außen). Die meisten Poren befinden sich innerhalb der Körner, was eine beschleunigte Diffusion des Poreninhalts entlang der Korngrenzen verhindert. Das Kristallwachstum schreitet fort. Mitunter tritt Riesenkornwachstum ein, was sich meist negativ auf Werkstoffeigenschaften auswirkt. Üblicherweise tritt während des Sintervorgangs eine Verdichtung auf 95 – 100 % der theoretischen Dichte ein. 5.3.2. Sintern einer nichtkristallinen Phase Im Prinzip können auch hier die drei in 5.3.1. beschriebenen Bereiche unterschieden werden. Naturgemäß spielt Kristallwachstum hier keine Rolle, da nur eine amorphe Phase vorliegt. Solange Poren groß sind und eingeschlossene Gase keine Rolle spielen, erfolgt die Verdichtung durch viskoses Fließen. Der Porenradius nimmt gemäß Gleichung 5.3. ab. ds 3σ =− dt 10η (5.3.) mit η = Zähigkeit, σ = Oberflächenspannung. Die kleinen Poren mit eingeschlossenen Gasen ist auch hier die Ausdiffusion der Gase geschwindigkeitsbestimmend. 34 5.3.3. Sintern unter Auftreten fester und flüssiger Phasen Zwischen den Teilchen befindet sich eine Flüssigphase. Ist die Benetzung gut, dringt diese in die Hohlräume ein und umhüllt die Teilchen auch wenn sie in nur geringen Mengen vorhanden ist. Ausscheidungsvorgänge, Der Transport durch geschieht viskoses durch Fließen Lösungssowie und durch Festkörpersintervorgänge. Beim Sintern von Silicatkeramiken treten oft große Mengen an Flüssigphasen auf, die den Sinterprozess ganz wesentlich beeinflussen. Das Sintern von Porzellan verläuft wie folgend: - zunächst wandelt sich bei ca. 650 °C Kaolinit in Metakaolinit um 650°C Al2O3 ⋅ 2SiO2 ⋅ 2H2 O → Al2 O3 ⋅ 2SiO2 + 2H2 O Kaolinit Metakaolinit Hierbei wird die plättchenförmige Morphologie des Kaolinits beibehalten - bei ca. 950 °C wandelt sich das Metakaolinit in Mullit und amorphes SiO2 um 9 5 0° C 3 ( Al 2O3 ⋅ 2SiO2) → 3Al 2O3 ⋅ 2SiO 2 + 4SiO 2 Metakaolinit Mullit amorph Gleichzeitig schmilzt der Feldspat auf. Die Schmelze löst etwas amorphes SiO2 auf. Hierdurch erhöht sich der SiO2 – Gehalt der Schmelze und hierdurch auch deren Viskosität. Die gebildeten Mullitkristalle besitzen im Wesentlichen die gleiche Morphologie wie die Kaolinitplättchen, aus denen sie entstanden sind. - bei weiterer Erhöhung der Temperatur wird zunächst das amorphe SiO2 aufgelöst. Später wird auch der Sand und wesentliche Teile des Mullits aufgelöst. Bei 1400 °C, der maximalen Brenntemperatur liegen 90 – 95 % als Schmelze vor. Durch die kontinuierliche Konzentrationszunahme an SiO2 und 35 Al2O3 in der Schmelzphase erhöht sich ihre Viskosität der Schmelze stark und die Form des Werkstücks bleibt erhalten. Beim Abkühlen der Schmelze treten Kristallisationsprozesse auf. Hierbei wird nadelförmiger Mullit erhalten (Nadel- oder Sekundärmullit). Bei Zimmertemperatur sind etwa 40 % kristalline Phase (Sekundärmullit, Schuppen- (oder Primär-) Mullit sowie Quarz festzustellen. Der Rest bildet eine Glasphase. 5.4. Abwandlungen beim Werkstoff Porzellan Abbildung 5.4. zeigt ein (Pseudo-) Dreistoffsystem Quarz, Feldspat, Tonmineral. Je nach Variation der keramischen Masse, werden Steinzeug, Steingut, Hart- oder Weichporzellan erhalten. Dentalkeramik enthält hauptsächlich Feldspat, Porzellan für chemisch-technische Anwendungen enthält in der keramischen Masse wesentlich höher Anteil an Tonmineralien. weitere Abwandlungen: - Tonerdeporzellan: Hier ist ein Teil des Quarzes durch Al2O3 ersetzt. Hierdurch werden erhöhte Festigkeiten erhalten, allerdings geht die Transluzenz verloren. - Knochenporzellan: Hier wird ein hoher Anteil an Knochenasche als Rohstoff verwendet. Der anorganische Bestandteil des Knochens ist in erster Näherung Hydroxylapatit Ca5(PO4)3(OH). Knochenporzellan ist hoch transluzent und wird als Geschirrund Zierkeramik verwendet (Bone China). 36 Abb. 5.4. Pseudo-Dreistoffsystem Quarz, Feldspat und Tonmineral. 37 6. Elektrokeramik Elektrokeramik ist ein sehr weites Gebiet. Hierzu gehören: - Isolationskeramik - Kondensatorkeramik - Piezokeramik - elektronenleitende Keramik - ionenleitende Keramik - keramische Supraleiter - Varistoren Die Einteilung geschieht zumeist nach den Hauptanforderungen, die für die betreffende Keramik bestehen. Daneben gibt es aber noch weitere Anforderungen. Beispielsweise sind für die Isolationskeramiken neben dem Isolationswiderstand auch die relative Dielektrizitätskonstante sowie die Festigkeit von Bedeutung. 6.1. Isolationskeramik Das Hauptkriterium für den Einsatz verschiedener Isolationskeramiken ist die anliegende Spannung. Hierbei wird unterschieden: Hochspannung Niederspannung > 1 kV - Höchstspannung: 220, 380 kV - Hochspannung: 110 kV - Mittelspannung: 10, 20 kV - Drehstrom 380 V - Wechselstrom 220 V - Gleichstrom 12 / 24 V Das öffentliche Netz wird in Deutschland mit 50 s-1, bei der Bahn mit 16 2/3 s-1 (15 kV) betrieben. 38 Stromtransport über weitere Strecken führt in Deutschland außerhalb von Ortschaften üblicherweise durch Freileitungen statt. Hierbei werden die Leitungen mit den Hochspannungsmasten durch Langstabisolatoren verbunden. Üblicherweise hängt eine Leitung an mehr als einem Isolator. Hierbei treten verschiedene Verluste auf: 1. Gleichstromverluste der Widerstand ist nicht unendlich hoch, eine gewisse Ionenleitfähigkeit ist in der Keramik vorhanden 2. Dielektrische Verluste verursacht durch nicht unendlich kleine Kapazität der Langstabisolatoren 3. Oberflächenkriechströme diese sollen durch Bauform vermieden werden und durch die Glasur auf einen gewissen Wert eingestellt werden Bei Erdverlegung von Hochspannungsleitungen treten hohe kapazitive Verluste auf. 6.1.1. Isolatoren aus Silicatkeramik Herstellung von Langstabisolatoren 1. keramische Masse: Tonerdeporzellan 2. Formgebung: Extrudieren, anschließendes Abdrehen der Hubel 3. Trocknen 4. Tauchglasieren 5. hängend brennen 6. Anzementieren der Armaturen 39 Die Glasur ist halbleitend und hat folgende Zusammensetzung: 5 % CaO, 1.5 % MgO, 2 % K 2O, 1.2 % Na 2O, 8 % Al2 O3, 72 % SiO2, 10 % Farboxide (Cr2O3 , Fe2O3, MuO2) Die nach oben gewölbten Rippen der Langstabisolatoren sollen verhindern, dass sich durchgehende Feuchtigkeitsfilme (auch in Verbindung mit Pflanzenbewuchs) bilden können. Die halbleitende Glasur soll bewirken, dass ein gewisser Stromfluss über der Oberfläche stattfindet, der ein Abtauen eventueller Eisschichten ermöglicht. Die keramische Masse setzt sich wie folgt zusammen: Tonmineral 40 – 60 %, Feldspat 18 – 28 %, Quarz 10 – 20 %, Al2O3 10 – 30 % Langstabisolatoren erfüllen die Norm KER 118 und werden bei 1420 °C gebrannt, als kristalline Phasen treten auf: Mullit, Korund, Quarz sowie Glasphase. Tonerdeporzellan ist wesentlich fester als Hartporzellan (Biegefähigkeit: 190 MPa, gegenüber 60 MPa bei Hartporzellan). Dies ist wesentlich für den Einsatz als Langstabisolatoren, da die mechanische Belastung zuweilen (z. B. Eisregen, Windlast) beträchtlich ist. Für den Niederspannungsbereich wird üblicherweise kein Tonerdeporzellan verwendet, hier ist Steatit neben Polymeren (PVC) gebräuchlich. Typische Bauteile aus Steatit sind Steckersätze, Heizleiterträger, Schutzrohre, auch für den Einsatz bei mäßig hohen Temperaturen ≤ 600 °C. Steatit wird hergestellt aus Speckstein 3MgO ⋅ 4SiO2 ⋅ H2 O unter Zugabe von 10 % Ton und 8 % BaCO3 (KER 220, KER 225). Die Masse ist gut formbar und erlaubt feine Strukturen durch Feuchtpressen herzustellen. Die Brenntemperatur beträgt 1350 – 1370 °C. Die Keramik enthält keine Poren, etwa 70 – 80 % Enstatit (MgO . SiO2) als kristalline Phase, daneben 20 – 30 % Glasphase. 40 6.1.2. Aluminiumoxid als Isolationskeramik Auch für den Niederspannungsbereich, aber auch für den Einsatz bei hohen Temperaturen (bis 1600 °C) wird Al2O3-Keramik verwendet. Dies weist neben hoher Festigkeit und höher Wärmeleitfähigkeit einen sehr hohen spezifischen Widerstand auf. Tab. 6.1. zeigt einige Materialkenngrößen der Isolationskeramiken Tonerdeporzellan, Steatit und Aluminiumoxid. Tab. 6.1. Einige Materialkenngrößen von Isolationskeramiken Porzellan Steatit Aluminiumoxid Biegefestigkeit in MPa 190 150 400 Zähigkeit MN . m-3/2 1.5 – 2 1.5 – 2 2–5 Spez. Elektr. Widerstand Ω cm 1011 5 . 1011 1012 Wärmeleitfähigkeit W/(m . K) 2–4 25 – 35 2.8 – 4.6 Al2O3-Keramik ist wesentlich aufwendiger herzustellen als Tonerdeporzellan oder Steatit und ist entsprechend teurer. Außer für Hochtemperaturanwendungen wird es heute hauptsächlich für Substrate und Gehäuse in der Mikroelektronik verwendet. Gehäuse sind schützende Einbettungen für Chips aus Silicium -Einkristallen. Sie haben außer der schützenden Wirkung die Aufgabe zu isolieren, und auch die an den Chips anfallende Wärme abzutransportieren. Die allgemeinen Anforderungen an Substratmaterialien sind: 1. hoher Widerstand 2. niedrige relative Dielektrizitätskonstante 3. niedriger Verlustfaktor 4. hohe mechanische Festigkeit 5. hohe Wärmeleitfähigkeit 6. hohe Temperaturwechselbeständigkeit 7. keine strahlenden Komponenten 40 K ist γ - Strahler (natürliche Häufigkeit 0.012 %) daher Kalium freie Rohstoffe 41 8. gute Metallisierbarkeit 9. hohe Maßhaltigkeit All diese Anforderungen werden von Aluminiumoxidkeramik gut erfüllt. In einigen Punkten, insbesondere der Wärmeleitfähigkeit gibt es jedoch andere Keramiken (Aluminiumnitrid, Berylliumoxid) die Aluminiumoxidkeramik weit überlegen sind. Die Eigenschaften von Aluminiumoxidkeramiken hängen aber stark von der in der vorhandenen Glasphase ab. Während hochreines Al2O3 höchste Festigkeit (~ 450 MPa), niedrigste relative Dielektrizitätskonstante und höchste Wärmeleitfähigkeit (~ 35 W / (m . K) aufweist, werden die Eigenschaften mit zunehmenden Glasphasenanteil zunehmend schlechter. Für die Herstellung von Substraten und Gehäusen werden meist Keramiken mit ca. 94 % Al2 O3 verwendet; die restlichen 6 % sind Glasphase. Herstellung von Substraten Typische Substrate für die Mikroelektronik haben Abmessungen von 5.08 cm x 5.08 cm und sind 0.63 mm dick. Zu ihrer Herstellung wird zunächst ein Gießschlicker hergestellt. Eine typische Zusammensetzung hierfür ist: 1. keramisches Pulver (ca. 50 %) 2. Lösemittel: Ethanol und Propanol 3. Plastifizierer: Octylphtalat 4. Binder: Hydroxypropylcellulose 5. Entflockungsmittel: Triton X oder Brij etc. 6. Netzmittel: Polyglycole 7. Fischöl (Menhadenöl) Heute werden auch in zunehmendem Maße wässrige Schlicker verwendet, die allerdings wesentlich aufwendiger zu optimieren Zusammensetzung eines wässrigen Schlickers ist: 42 sind. Eine typische 1. keramisches Pulver (ca. 50 %) 2. Lösemittel: Wasser 3. Plastifizierer: Glycerin, Glycol 4. Binder: Acryl-Polymere 5. Entflockungsmittel: Na – Cl Arylsulfonsäure 6. Netzmittel: Octylphenoxyethanol Die genaue Zusammensetzung von Schlickern muss auf das jeweils verwendete Pulver genau abgestimmt sein. Hier spielt die Korngröße, Korngrößenverteilung und auch die Oberflächenchemie der Pulver eine entscheidende Rolle. Im Allgemeinen gilt hier: je feiner das Pulver, umso höher muss der Anteil an Netzmitteln und Entflockungsmitteln sein. Folien ziehen Der hergestellte Schlicker ist gießfähig. Er wird nach dem sog. Doktor-BladeVerfahren zu einer keramischen Folie verarbeitet. Hierbei wird der Schlicker (siehe Abb.) mit Hilf einer Doppelschneiden-Ziehvorrichtung auf ein Stahlband aufgetragen. Anschließend durchläuft das Band eine Trockenstrecke, innerhalb derer ein Grossteil der Lösemittel entweicht. Abb. 6.1. Doktor-Blade-Verfahren zur Herstellung von keramischen Folien 43 Nach erfolgter Trocknung wird die keramische Folie vom Stahlband abgelöst. Es befindet sich dann in einem elastischen und handhabbaren Zustand. Anschließend wird die Folie geschnitten und mit Löchern versehen, was heute größtenteils unter Verwendung von CO2 - Lasern geschieht. Anschließend wird die Folie oft unter Wasserstoff bei ca. 1600 °C gebrannt. Die weitere Bauteilfertigung schließt sich dann an. Werden Gehäuse gefertigt, schließt sich an das Schneiden und Lochen der Folien zunächst ein Metallisierungsschnitt Siebdrucktechniken sog. Pasten an. Bei aufgedruckt. ihm Diese werden mit Pasten Hilfe von bestehen aus Refraktärmetallpulver (W oder Mo / Mn) und Siebdrucköl von druckbarer Konsistenz. Nach dem Bedrucken werden die Folien laminiert. Hierbei werden bis zu 48 Folien aufeinandergelegt und passgenau bei 150 bis 200 °C verpresst. Hierbei wird der Binder weich und die Folien werden somit über die organische (thermoplastische) Phase miteinander verbunden. Besonderes Augenmerk ist hierbei auf Durchführungen zu legen. Hierbei verläuft eine Leiterbahn von der Oberfläche durch sie hindurch und kontaktiert die Leiterbahn auf der darunter liegenden Folie. Hierdurch können dreidimensionale Zuführungen aufgebaut werden. Herstellung von Gehäusen 1. Herstellung des Gießschlickers 2. Herstellung der keramischen Folie durch das Doktor-Blade-Verfahren 3. Ablösen der Folie vom Stahlband 4. Schneiden und Lochen der Folie mit Hilfe von CO2 – Lasern 5. Bedrucken der Folien mit Hilfe mit Pasten (die Pasten bestehen aus ca. 90 % Metallpulver + 10 % Glaspulver) 6. Laminieren der Folien 7. Brennen der Folien unter Wasserstoff 8. weitere Bauteilfertigung 44 Das Brennen von mit Refraktärmetallen bedruckten Folien muss stets zur Vermeidung von Oxidation unter Wasserstoff erfolgen. Die weitere Bauteilfertigung beinhaltet die Montage der Silicium-Chips, das Bonden (Gold-Draht) des Substrates mit dem Chip, das Aufbringen und Verfügen des Deckels, das Anbringen der Füßchen sowie das Kapseln in Polymeren. 6.1.3. Weitere Substratmaterialien Durch die zunehmende Komplexität von Halbleiterbauelementen nimmt die Dicke der Leiterbahnen ab und ihre Gesamtlänge auf dem Chip zu. Hierdurch steigt die Wärmeproduktion im Halbleiterbauelement. Zunächst muss die Bildung von „Hot – Spots“ im Halbleiter unterbunden werden, indem die Wärme auf das Substrat übertragen und von diesem abgeführt wird. Weiterhin soll auch die gesamte Wärmeproduktion auf das Substrat übertragen und abgeführt werden. Für manche Anwendungen ist die Wärmeleitfähigkeit von Aluminiumoxid hierfür nicht ausreichend. Weitere Anforderungen an ein ideales Substratmaterial sind hierbei: - möglichst hohe Wärmeleitfähigkeit - Ausdehnungskoeffizient ähnlich dem von elementarem Silicium. Als Keramiken mit hoher Wärmleitfähigkeit kommen vor allem Berylliumoxid und Aluminiumnitrid in Frage. Die an sich idealen Werkstoffe, Diamant und kubisches Bornitrid sind thermodynamisch bei Normaldruck nicht stabil, entsprechend aufwendig herzustellen und somit teuer. Die theoretische Wärmeleitfähigkeit von Diamant (1000 W / (m . K), höchste Wärmleitfähigkeit überhaupt), Berylliumoxid (360 W / (m . K), Aluminiumnitrid (320 W / (m . Aluminiumoxidheramik (17 – 35 W / (m . K)). 45 K) sind entscheidend höher als die von Wärmeleitfähigkeit von Werkstoffen, man unterscheidet: - Wärmetransport durch Elektronen (Wärmetransport proportional zur elektrischen Leitfähigkeit) 480 W / (m . K) Bsp.: Silber: - Wärmetransport durch Phononen (Gitterschwingungen) ideal: feste kovalente Bindungen kleine leichte Atome einfacher Bindungstyp - Wärmetransport durch Strahlung (nur bei höheren Temperaturen maßgeblich) - Wärmetransport durch Konvektion (spielt zuweilen bei porösen Werkstoffen eine gewisse Rolle) Substratwerkstoff Aluminiumnitrid Herstellung und gesundheitlichen Bearbeitung Risiken von bzw. Berylliumoxidkeramik enormen sind Sicherheitsauflagen mit enormen verbunden. Berylliumoxid wird daher in Europa heute nicht mehr hergestellt. Bei Aluminiumnitridkeramik ist ein allgemeines Problem, dass diese bei weitem nicht die theoretisch berechnete Wärmeleitfähigkeit von 320 W / (m . K) aufweist. Dies ist auf „Phononenstreuung“ zurückzuführen. Im Prinzip kann die phononische Wärmeleitfähigkeit eines Festkörpers durch folgende Effekte gegenüber der theoretisch berechneten vermindert sein: - Auftreten von Fremdphasen niedriger Wärmeleitfähigkeit - Korngrenzen - Liniendefekten (Versetzungen) - Punktdefekten 46 Nichtoxidkeramiken enthalten mehr oder weniger hohe Mengen an oxidischen Verunreinigungen, die im Prinzip als Fremdphasen, Linien- oder Punktdefekte eingebaut sein können, oder an den Korngrenzen konzentriert auftreten können. Wird in ein Aluminiumnitridgitter Sauerstoff eingebaut, so geschieht dies, auf Stickstoffplätzen. Dies bedeutet, dass für ein dreifach negativ geladenes Anion (N3-), ein doppelt negativ geladenes Anion (O2-) eingebaut wird. Da die Elektronenneutralität erfüllt sein muss, werden gleichzeitig Kationenleerstellen geschaffen, für drei eingebaute O2- entsteht eine Kationenleerstelle. Das Fehlen einzelner Kationen im Wurzitgitter des Aluminiumnitrids führt zu einer drastischen Abnahme der Wärmeleitfähigkeit, da die Gitterschwingungen hier effektiv gestreut werden. Andere Defekte haben bei geringen Mengen an eingebautem Sauerstoff vergleichsweise geringen Einfluss auf die Wärmeleitfähigkeit. Herstellung von Aluminiumnitridkeramik Die chemischen Bindungen in Aluminiumnitrid sind stark und kovalent. Entsprechend niedrig ist – wie bei allen Nichtoxidkeramiken – die Beweglichkeit. Entsprechend schwierig gestaltet sich der Sintervorgang. Aluminiumnitrid kann – wie alle Nichtoxide – ohne Additive oder Anwendung von Druck – aus konventionellen Pulvern nicht dicht gesintert werden. 47 Eigenschaften und Herstellung von Nichtoxidkeramiken wichtige Nichtoxidkeramiken sind: SiC, Si3N4, AlN, BN und B 4C Bindungstyp: stark und kovalent Thermisches Verhalten: kein Schmelzpunkt (bei Normaldruck) Sublimieren Thermodynamisch an Luft nicht stabil Sintern: schwierig ohne Additive und Druck aus konventionellen Pulvern Pulver: - Verwendungen von Additiven - Heißpressen - Verwend ung hochaktiver Pulver müssen synthetisch hergestellt werden Carbothermische Verfahren: MOx + xC → xCO + MC x / 2 Direktsynthesen M + x / 2 C → MC x / 2 M + x / 3 N2 → MN 2 x / 3 Eigenschaften (bis auf BN): - hohe Härte - hohe Festigkeit (auch bei hohen Temperaturen) - hohe Abriebbeständigkeit Bei der Herstellung von Aluminiuminitridkeramik wird folgende Strategie verfolgt: es werden Oxide zwei- oder dreiwertiger Metalle zugegeben (CaO, MgO, Y2O3 oder La2O3). Diese bilden mit den oxidischen Verunreinigungen (formal: Al2 O3) Flüssigphasen, in denen in begrenztem Umfang auch Aluminiumnitrid löslich ist. Das 48 Auftreten von Flüssigphasen, beispielsweise der Zusammensetzungen CaO . x Al2O3 oder Y2O3 . x Al2O3 ermöglicht eine effektive Sinterung über Lösungs- und Abscheidungsvorgänge und somit eine schnelle Verdichtung. Gleichzeitig reichern sich die Sauerstoffverunreinigungen in der Flüssigphase an und werden somit aus dem Inneren der Körner entfernt, was zu einer Abnahme der Punktdefekt– Konzentration führt. Nach dem Abkühlen der Keramik werden die entstandenen oxidischen Phasen an den Korngrenzen oder in den Zwickeln (Yttriumaluminiumgranat, Calciumaluminate) konzentriert. Die auf diese Weise erzielbaren Wärmeleitfähigkeiten liegen bei bis zu 200 W / (m . K) Eigenschaften und Herstellung von Aluminiumnitridkeramik Wärmeleitfähigkeit: 100 – 200 W / (m . K) Spezifischer Widerstand: 1013 Ω cm Biegefestigkeit: 350 – 450 MPa Sauerstoffgehalt: 1 – 2 Ma % Sinteradditive (CaO, Y2 O3) 1 – 4 Ma % Sintertemperatur : 1800 – 1850 °C Der Sinterprozess von AlN – Keramik wird üblicherweise in Graphitöfen bei 1800 – 1850 °C unter Stickstoffatmosphäre durchgeführt. Durch Anwesenheit von Graphit als „Sauerstoffgitter“ wird der Sauerstoffpartialdruck der Sinteratmosphäre drastisch herabgesetzt. Zu Vermeidung der Absublimation von AlN werden die Rohlinge in AlN – Pulver eingebettet. 6.2. Kondensatorkeramik 6.2.1. Allgemeines über Kondensatoren Die Kapazität eines Plattenkondensators C hängt von der Dielektrizitätskonstante ε r, der Größe der Platten A und deren Abstand d ab. 49 relativen C = εr ⋅ ε 0 ⋅ A d Die Temperaturabhängigkeit von ε r wird durch ihren Temperaturkoeffizienten TKε gekennzeichnet. TKε ist oftmals nicht im gesamten interessierenden Temperaturbereich konstant. TKε = 1 d εr ⋅ ε r dT Bei einem idealen Kondensator tritt zwischen Strom und Spannung eine Phasenverschiebung von 90 ° auf. Bei einem realen Kondensator ist die beobachtete Phasenverschiebung (90° - δ). Hierbei ist δ der Verlustwinkel, der zumeist als tan δ angegeben wird. Bei Einführung einer komplexen Dielektrizitätskonstante ε = ε′ +i ε′′ ist tan δ = ε′′ / ε′ . Der Verlustwinkel δ (bzw. tan δ) ist eine wichtige Kenngröße für Dielektrika. Typen von Kondensatoren - - Verstellbare: Festkondensatoren - Drehkondensatoren Metall - Trimmerkondensatoren Keramik - Massekondensatoren Keramik - Vielschichtkondensatoren Keramik - Wickelkondensatoren oxidierte Al – Folie „Elco“ Die relativen Dielektrizitätskonstanten der meisten Keramiken liegen zwischen 4 und 10, bei TiO2 bei ca. 110, bei BaTiO3 > 1000. 50 6.2.2. Polarisationsmechanismen Befindet sich zwischen den Platten eines Kondensators Wasser, so werden sich die Dipolmoleküle (der Sauerstoff trägt eine negative, der Wasserstoff eine positive Partialladung) im elektrischen Feld ausrichten. Wir die Polarisationsrichtung geändert, so drehen sich die Wassermoleküle und orientieren sich neu. Wird die Frequenz der an den Platten anliegenden Spannung erhöht, wird die Reorientierung der Wassermoleküle ab einer bestimmten Frequenz aufgrund ihrer Trägheit nicht mehr möglich sein. Der Mechanismus der „Molekülpolarisation“ wird daher oberhalb einer bestimmten Frequenz keinen Beitrag zur Dielektrizitätskonstante mehr liefern. Abb. 6.1. zeigt die relative Dielektrizitätskonstante und tan δ eines Kondensators als Funktion der Frequenz. Die relative Dielektrizitätskonstante sinkt mit steigender Frequenz. Zunächst fällt die Orientierungspolarisation (Molekülpolarisation oder Bereichspolarisation) aus, dann (im Bereich der Infrarotfrequenzen) die Ionenpolarisation und schließlich bei Frequenzen, die UV-Licht entsprechen, auch die Elektronenpolarisation (hier wird ε r < 1 !). Abb. 6.1. Relative Dielektrizitätskonstante und tan δ als Funktion der Frequenz 51 Ändert sich die relative Dielektrizitätskonstante, nimmt gleichzeitig tan δ zu. Polarisationsmechanismen Elektronenpolarisation Deformation der Elektronenhülle Ionenpolarisation Verschiebung von Ionen Orientierungspolarisation Molekülpolarisation Dipolmoleküle richten sich aus Bereichspolarisation „Domänen“ im Gefüge richten sich aus Nicht alle Stoffe zeigen alle Polarisationsmechanismen, beispielsweise zeigt molekularer Wassersto ff (H2) ausschließlich Elektronenpolarisation, Kochsalz Ionenund Elektronenpolarisation, Molekülpolarisation wird nur bei Dipolmolekülen beobachtet, Bereichspolarisation nur bei Ferroelektrika (siehe 6.2.3.). Temperaturabhängigkeit Elektronenpolarisation: ε r sinkt mit steigender Temperatur TKε < 0 (weniger Elektronen pro Volumenanteil) Ionenpolarisation Im Allgemeinen wächst ε r mit steigender Temperatur TKε > 0 Bei TiO2: TKε < 0 (bei Mischungen mit TiO2 kann TKε ≈ 0 erreicht werden). 6.2.3. Ferroelektri zität Ferro- oder ferrimagnetische Festkörper zeigen eine ausgeprägte Hysterese zwischen angelegtem magnetischem Feld und magnetischer Induktion (siehe Abb. 6.2 a). Bei ferroelektrischen Festkörpern tritt eine ganz analoge Hysterese zwischen dem elektrischen Feld und der Verschiebungsdichte ein. 52 Abb. 6.2 a: Hystereseschleife bei Ferromagnetica und b: bei Ferroelektrika Die in Abschnitt 6.2.2. beschriebene Bereichspolarisation tritt aber bei ferroelektrischen Phasen auf. Notwendige Voraussetzung für ferroelektrisches Verhalten ist das Vorliegen mindestens einer polaren Achse, d. h. das Fehlen eines Inversionszentrums in der Kristallstruktur. Es sei darauf hingewiesen, dass dies keine hinreichende Bedingung ist; beispielsweise hat Quarz eine polare Struktur, ist aber keineswegs ferroelektrisch, da die Struktur nicht leicht hinsichtlich ihrer Polarität zu ändern ist und bei Anliegen eines elektrischen Feldes nicht „umklappt“. Die strukturellen Vorraussetzungen für ferroelektrisches Verhalten ist im folgenden am Beispiel BaTiO3 erläutert. Bariumtitanat hat eine Perovskit-ähnliche Struktur. Die Perovskitstruktur (CaTiO3 ) ist in Abb. 6.3. gezeigt. Im Zentrum der kubischen Elementarzelle sitzt ein Titanatom, das oktaedrisch von Sauerstoffatomen umgeben ist. Diese sitzen somit in der Mitte der Flächen eines Würfels. Die Ecken des Würfels werden von Calciumionen besetzt. Da diese Struktur wie beschrieben kubisch ist, kann sie nicht polar und somit auch nicht ferroelektrisch sein. 53 Abb. 6.3. Perovskitstruktur: im Zentrum: Ti 4-, in der Mitte der Flächen: O2-, an den Ecken: Ca2+. Bei BaTiO3 liegt eine Perovskitstruktur nur oberhalb der Curietemperatur vor, unterhalb dieser Temperatur ist BaTiO3 tetragonal. Abb. zeigt links drei übereinanderliegende Elementarzellen der Perovskitstruktur (Erdalkaliionen sind weggelassen) und rechts ebenfalls drei übereinanderliegende Elementarzellen der tetragonalen Struktur. Während bei der kubischen Struktur das Titanatom in der durch die vier Sauerstoffatome aufgespannten Ebene liegt, ist es bei der tetragonalen Struktur in eine Richtung ausgelegt. Die Richtung der Auslenkung ist in übereinanderliegenden (und auch weiteren benachbarten) Elementarzellen die gleiche. Bereiche, in denen diese Auslenkung gleich ist, werden Domänen genannt. 54 Abb. 6.4. links: drei übereinanderliegende Elementarzellen der Perovskitstrukur, rechts: tetragonale Struktur von BaTiO3 unterhalb der Curietemperatur. Abb. 6.5. zeigt schematisch eine Domänenstruktur eines nicht polarisierten und eines polarisierten Ferroelektrikums. Innerhalb eines Kristallits befinden sich mehrere Domänen. Diese haben in der nicht polarisierten Keramik statistische Orientierung. Wird ein elektrisches Feld angelegt, d. h. polarisiert, dann tritt Vorzugsorientierung ein, die Domänen sind dann entsprechend der Richtung des elektrischen Feldes ausgerichtet. 55 Abb. 6.5. Gefüge und Domänenstruktur einer nicht polarisierten (links) und einer polarisierten (rechts) ferroelektrischen Keramik Abb. 6.6. zeigt die Temperaturabhängigkeit der relativen Dielektrizitätskonstante von Bariumtitanat. Die relativen Dielektrizitätskonstanten bei Temperaturen < 130 °C, der Curie-Temperatur sind richtungsabhängig. Unterhalb von – 90 °C liegt BaTiO3 in rhomboedrischer Kristallstruktur vor. Diese wandelt sich bei höherer Temperatur in eine orthorhombische Struktur um. Im Bereich von ca. 90 °C bis 0 °C sinkt ε r in Richtung der kristallographischen a- und b-Achse leicht ab, während sie in cRichtung ansteigt. Bei ca. 0 °C tritt eine Phasenumwandlung in die tetragonale Modifikation ein. Dies ist mit einem starken Ansteigen von ε r in a, b-Richtung und einem Absinken von ε r in c-Richtung verbunden. Bei weiterer Temperaturerhöhung sinkt ε r in a, b-Richtung wieder ab und steigt in c-Richtung an. Bei Erreichen der Curie-Temperatur von 130 °C tritt Umwandlung in die kubische Struktur ein, vorher ist ein starkes Ansteigen von ε r zu beobachten, nach Erreichen der Curie-Temperatur ein rascher Abfall. 56 Abb. 6.6. Temperaturabhängigkeit der Dielektrizitätskonstanten in a, b- sowie in c-Richtung. 6.2.4. Typ I – Kondensatoren Typ I – Kondensatoren basieren nicht auf ferroelektrischen Keramiken. Diese Keramiken werden auch NDK – Keramiken (niedrige Dielektrizitätskonstante), ε r ist kleiner 1000, meist < 100. Bariumsteatit ε r = 6 – 8, tan δ < 6 . 10-4, TKε ≈ 130 . 10-6 K-1 wird verwendet für kleine Kapazitäten wenn niedrige Temperaturkoeffizienten und Verlustwinkel dringend erforderlich sind Bariumsteatit (siehe Abschnitt 6.1.1.) besitzt vorzügliche Formgebungs- und auch Bearbeitungseigenschaften. 57 Titanoxid besitzt ein anisotropes Rutil – Gitter ε r (c – Achse) = 173, ε r (a, b – Achse) = 89 hieraus resultiert für statistische Orientierung: ε = 117 Der Temperaturkoeffizient ist mit – 1000 . 10-6 / K negativ, der Absolutwert deutlich über dem vom Steatit aber deutlich niedriger als der von Typ II – Kondensatoren. Calcium- und Strontiumtitanat Calciumtitanat ε r = 169, TKε = - 1600 . 10-6 K-1 Strontiumtitanat ε r = 210, TKε = - 3700 . 10-6 K-1 Hier ist die Änderung von ε r mit der Temperatur bereits deutlich stärker. Mischdielektrika verschiedenste Arten: TiO2 / BaTiO3 / ZnO / BeO / Ca2O3 Eigenschaften sehr variabel. 6.2.5. Typ II – Kondensatoren Werden auch HDK – Keramiken (hohe Dielektrizitätskonstante) genannt. Die basieren auf ferroelektrischen Keramiken. Sie besitzen den Vorteil hoher Kapazitäten und gleichzeitig hohem Isolationswiderstand (Unterschied zu Typ III) Dem stehen eine Reihe von Nachteilen gegenüber: 1. nichtlineare T-Abhängigkeit von ε r 2. ε r = f E% 3. εr = f E ( ) ε r steigt mit der Wechselfeldstärke an ( ) ε r sinkt mit steigender Gleichfeldstärke ab (permanente Dipole orientieren sich in Richtung des Gleichfelds) 4. εr = f ( υ) bei relativ hohen Frequenzen sinkt ε r mit steigender Frequenz ab (Umorientierung der Domänen nicht mehr möglich) 58 5. Alterung langsame temperaturinduzierte Wanderung der Domänenwände ε r = konst. . log t + konst.´ 6. tan δ ist hoch 30 – 300 . 10-4 tan δ ist Funktion von E% , E , υ und T Gefahr des Wärmedurchschlages und der Änderung der Eigenschaftswerte BaTiO3: ε r ≈ 1000 – 5000, Curietemperatur: 120 – 130 °C BaTiO3 Mischkristalle: Barium wird teilweise gegen Ca, Sr, Pb substituiert Titan wird teilweise gegen Zr, Sn substituiert (aber Anteil BaTiO3 > 70 %) Auswirkungen: - Verschiebung von T C - Veränderte Temperaturabhängigkeit Abb. 6.7. zeigt die Verschiebung der Curie-Temperaturen bei Substitution von Ba2+ oder Ti 4+. Während bei Einbau von Pb2+, z. T. auch von Ca2+ ein Ansteigen der Curietemperatur zu beobachten ist, sinkt TC bei Einbau von Sr2+ , Zr4+ und Sn4+ ab. Abb. 6.7. Einfluss der Substitution von Ba2+ bzw. Ti 4+ auf die Curie-Temperatur. 59 Weitere Kondensatorkeramiken Niobate und Tantalate haben oftmals sehr hohe Curietemperaturen (LiNbO3: 1210 °C). Es sind oftmals sehr hohe Feldstärken erforderlich um Bereichspolarisation herbeizuführen. Oftmals weisen Mischkristalle bessere Eigenschaften auf. - (Li, Na, K) (Nb, Ta)O3 Perovskit-ähnliche Strukturen (LiNbO3: rhomboedrisch) - (Ca, Sr, Ba, Pb) (Nb, Ta)2 O6 Perovskit-ähnliche Strukturen - (Cd, Pb)2 (Nb, Ta)2O7 Pyrochlorstruktur Herstellung von BaTiO3 – Keramik Es werden fast ausschließlich teilweise substituierte Keramiken hergestellt. 1. Rohstoffe: BaCO3, SrCO3, TiO2, ZrO2 etc. 2. Reaktionsbrand: 1100° C BaCO 3 + TiO 2 → BaTiO 3 + CO 2 3. Mahlen (beim Reaktionsbrand entstehen viel zu grobe Partikel) 4. Plastifizieren (zahlreiche organische Additive) 5. Formgebung - Pressen ⇒ Scheibchenkondensatoren - Schlickerguss, Eindrehen ⇒ Topfkondensatoren - Extrudieren ⇒ Röhrchenkondensatoren - Folienguss ⇒ Vielschichtkondensatoren 6. Sintern 1350 – 1450 °C 7. mechanische Nachbearbeitung 60 Vielschichtkondensatoren Enthalten eine alternierende Folge von Schichten aus Keramik und Metall Herstellung: Herstellung von BaTiO3 – Folien (Doktor – Blade – Verfahren) Metallisieren der Folien mit Pd / Ag – Pasten Laminieren der Folien Gemeinsamer Brand (gelingt es die Sintertemperatur zu senken, kann der Pd – Anteil der Paste vermindert werden (Kostenvorteil)). 6.2.6. Typ III – Kondensatoren Typ III – Kondensatoren weisen bezogen auf die Baugröße die weitaus höchsten effektiven relativen Dielektrizitätskonstanten auf (bis > 100 000). Die Erdalkalien in BaTiO3 und SrTiO3 können Ba2+ und Sr2+ durch dreiwertige Ionen (z . B. La3+), das Titan durch 5-wertige Ionen (Nb 5+ , Ta5+, Sb5+) substituiert werden. Reduzierende Atmosphäre während oder nach dem Sintern führt zu hoch elektronenleitenden Keramiken. Der Aufbau von Typ III – Kondensatorkeramik ist schematisch in Abb. 6.8. gezeigt. 61 Abb. 6.8. Die Schematischer Gefügeaufbau von Typ III – Kondensatorkeramik Kondensatorkeramik besteht aus elektronisch leitfähigen Körnern, die Korngrenzen (und eine dünne Schicht um die Korngrenzen) ist isolierend. Hierdurch vermindert sich die effektive Dichte des Kondensators auf die der isolierenden Korngrenzen. Herstellung von Typ III – Kondensatoren - Dotieren mit z. B. 1 % Nb 2O5 - Reaktionsbrand - Mahlen - Formgebung - Ausbrennen des Binders - Sintern bei 1300 – 1400 °C - reduzieren bei 1000 – 1300 °C 62 - Anlegen einer oxidierenden Atmosphäre hierbei diffundiert Sauerstoff entlang der Korngrenzen ein und oxidiert diese, ebenso wie eine dünne Schicht um die Korngrenzen. Die Diffusion von Sauerstoff entlang der Korngrenzen ist um Größenordnungen schneller. Die effektiven relativen Dielektrizitätskonstanten, berechnet aus den Abmessungen des Bauteils betragen ca. 100 000. Typ III – Kondensatoren sind schwierig zu fertigen, besonders hinsichtlich reproduzierbarer ε eff – Werte. Sie haben niedrige Spannungsfestigkeit (< 30 V) und hohen tan δ. Etwas leichter ist die Produktion wie folgt: - Das Ausgangspulver aus SrTiO3 + Nb2O5 wird bei 1300 – 1400 °C gesintert. - reduzieren bei 1300 – 1400 °C - Eindiffusion von Bi2O3 – B2O3 – Glas bei 1000 – 1200 °C. Das Bi2O3 – B2O3 diffundiert entlang der Korngrenzen ein und bildet die Sperrschicht aus. Die effektiven Dielektrizitätskonstanten liegen ebenfalls bei ca. 100 000, obwohl die Ausgangskeramik (SrTiO3) nicht ferroelektrisch ist. 6.3. Piezokeramik 6.3.1. Der Piezoeffekt Unter Piezoeffekt versteht man die Eigenschaft bestimmter Kristalle oder auch polykristalliner Festkörper unter Einwirkung mechanischer Kraft eine elektrische Spannung an den Enden aufzubauen. Man kennt auch den umgekehrten Effekt, den Aufbau mechanischer Spannungen bzw. Deformationen bei Anlegen eines elektrischen Feldes. 63 Piezoeffekt und inverser Piezoeffekt Piezoeffekt: mechanische Kraft ⇒ elektrische Spannung Inverser Piezoeffekt: elektrische Spannung ⇒ mechanische Kraft Der Piezoeffekt wurde erstmals 1880 von den Geschwistern Curie an natürlichen Einkristallen (Turmalin) beobachtet. Quarz ist heute der bekannteste piezoelektrische Einkristall, der als mechanischer Schwinger weit verbreitet ist (Quarz – Uhr !) Voraussetzung für das Auftreten von Piezoelektrizität ist das Vorliegen mindestens einer polaren Achse. Piezokeramiken Werden heute sehr vielseitig für eine breite Palette von Anwendungen eingesetzt: - Druck und Kraftsensoren (Reifendruck, Antiklopfsensoren) - Funkengeber (Piezofeuerzeuge) - Schall- und Ultraschallerzeuger - Aktoren, Stellglieder - Piezomotoren - „smarte Keramik“ S= s ⋅T + d ⋅E ∂S S = mechanischer Dehnungstensor, s = : Elastizitätskoeffizient ∂T E ∂S T = mechanischer Spannungstensor, d = = Piezomodul, E = elektrischer ∂E T Feldstärkevektor. 64 D= d⋅T + ε⋅ E D = elektrischer Verschiebungsvektor, ε = Dielektrizitätskonstante. Bei kleinen Änderungen sind s, d und ε konstant. Der Kopplungsfaktor k ist ein Maß für den Wirkungsgrad k2 = Wmech. Welektr. k= d2 ε⋅ s Welektr. Wmech. bzw. Je nach elektrischer Anregung und mechanischer Verformung unterscheidet man fünf verschiedene Moden mit fünf verschiedenen Kopplungsfaktoren und Frequenzkonstanten kp planare Grundschwingung k31 Grundschwingung eines transversal angeregten langen Stabes k33 Grundschwingung eines longitudinal angeregten langen Stabes k51 Dickenscherschwingung kt Dickenschwingung einer dünnen Platte Den fünf Kopplungsfaktoren sind fünf Frequenzkonstanten zugeordnet: Ni = f i ⋅ ri mit Ni = Frequenzkonsta nte, fi = Eigenfrequenz der jeweiligen Schwingung, r i = Ausdehnung (z. B. Nt = ft . Dicke der Platte). 65 6.3.2. Piezoelektrische Werkstoffe Bei einem piezoelektrischen Bauteil muss die polare Achse der Kristalle bzw. des Kristalls ausgerichtet sein. Bei Einkristallen ist dies durch entsprechendes Schneiden möglich (z. B. bei Quarz). Bei Keramiken ist nach dem Sinterprozess zunächst keine Vorzugsorientierung der Kristallite in Bezug auf ihre polare Achse vorhanden. Die Vorzugsorientierung der polaren Achse muss daher nach dem Sinterprozess herbeigeführt werden. Dies geschieht durch Einwirkung eines elektrischen Feldes. Da, wie in Abschnitt 6.2. beschrieben, die meisten polaren Kristallstrukturen ihre Orientierung in polykristallinen Materialien nicht mit dem elektrischen Feld ändern, ist man hier auf ferroelektrische Materialien angewiesen. Ursprünglich wurde auch für Piezokeramiken hauptsächlich der Werkstoff Bariumtitanat verwendet. Heute ist BaTiO3 fast vollständig von Bleizirkonattitanat (PZT) verdrängt. Die bei PZT beobachtete Trennung der Ladungsschwerpunkte ist ca. um den Faktor 10 höher als bei BaTiO3 . Abb. 6.9. a zeigt die bekannte Polarisationskurve eines ferroelektrischen Werkstoffes, daneben ist die sog. Schmetterlingskurve (Abb. 6.9. b) gezeigt, die die mit der Polarisation verbundene Dimensionsänderung der Keramik beschreibt. Abb. 6.9. a: Polarisationskurve einer ferroelektrischen Keramik b: „Schmetterlingskurve“, sie beschreibt die mit der Polarisation verbundenen Dimensionsänderungen 66 Nach dem Sintern besitzen die Kristallite keinerlei Vorzugsorientierung (Punkt 0). Wird nun ein elektrisches Feld wachsender Stärke angelegt, orientieren sich die Domänen, bis schließlich am Punkt A eine Sättigung eintritt. Dies bedeutet, dass alle Domänen ausgerichtet sind. Dies bedeutet aber auch, dass sich die makroskopischen Dimensionen der Keramik ändern, in Richtung des angelegten Feldes wird die Keramik länger. Wird das elektrische Feld weggenommen (Punkt B), bleibt ein großer Teil der Polarisation erhalten, die meisten Domänen sind nach wie vor ausgerichtet und die makroskopischen Dimensionen der Keramik ändern sich nur wenig. Wird nun ein Feld in entgegengesetzter Richtung angelegt, wird mit wachsender Feldstärke ein Punkt erreicht (Punkt C) bei dem die Polarisation wieder aufgehoben ist. Die Domänen weisen keine Vorzugsorientierung mehr auf und die makroskopischen Dimensionen sind die gleichen wie nach dem Sintern, d. h. im unpolarisierten Zustand. Bei weiterer Erhöhung des elektrischen Feldes (Punkt D) wird wieder eine Sättigung erreicht, die Domänen sind alle entsprechend dem Feld ausgerichtet und die makroskopische Dehnung ist wieder maximal, d. h. besitzt den gleichen Wert wie bei Punkt A. Bei Wegnehmen des Feldes (Punkt E) bleibt die Polarisierung weitgehend erhalten, auch die Dehnung verkleinert sich nur wenig. Wird wieder ein Feld in die Gegenrichtung angelegt, wird zunächst die Polarisation aufgehoben (Punkt F) und schließlich die Sättigung erreicht (Punkt A). Polarisierte Piezokeramiken können depolarisiert werden durch: 1. hohe Gegenfelder 2. hohe mechanische Belastungen 3. Temperaturen höher als die Curie – Temperatur 6.3.3. Bleizirkonattitanat Bleititanat und Bleizirkonat bilden Mischkristalle, die bei einem hohen Ti / Zr – Verhältnis (> 1 : 1) tetragonal, bei niedrigerem Ti / Zr – Verhältnis orthorhombisch sind. Beide Phasen sind ferroelektrisch. Die Curie – Temperatur steigt kontinuierlich mit steigender Titankonzentration von ca. 270 auf ca. 480 °C (siehe Abb. 6.10.). 67 Abb. 6.10. die Kopplungskonstante kp, sowie die relative Dielektrizitätskonstante ε r als Funktion des Ti / Zr - Verhältnisses PZT – Keramiken hängen in ihren Eigenschaften stark von Dotierungen ab. Diese liegen zur Verbesserung der Eigenschaften in den meisten PZT – Keramiken in Konzentrationen zwischen 0.05 bis 5 % vor. Im einzelnen sind folgende Dotierungen möglich: Ti4+, Zr4+ Donordotierungen: Nb5+, Ta 5+ , Sb5+ Akzeptordotierungen: Co3+, Fe3+, Sc3+, Ga3+, Cr3+, Mn3+/2+, Cu2+ , Mg2+ Pb2+ Donordotierungen: Ca3+, Bi3+, Nd3+ Akzeptordotierungen: K+, Rb+ 68 Akzeptordotierungen führen zu Sauerstoffleerstellen. Sauerstoffionen formen ein kontinuierliches Gitter, die Ionen können sich daher leicht auf benachbarte Leerstellen begeben und sind daher mobil. Donordotierungen führen zu Bleileerstellen. Diese sind getrennt durch Sauerstoffionen und daher weit stabiler, d. h. können sich weniger gut bewegen. Akzeptordotierung: 2Fe3Ti+′ , V0•• Fe3+ nimmt Ti 4+-Plätze ein und ist daher gegenüber dem ungestörten Gitter einfach negativ geladen. Für zwei eingebaute Fe3+ - Ionen bildet sich eine Sauerstoffleerstelle; diese ist gegenüber dem ungestörten Gitter zweifach positiv geladen. Donordotierung: • 2La3Pb+ , VPb ′ La3+ nimmt Pb2+-Plätze ein und ist daher gegenüber dem ungestörten Gitter einfach positiv geladen. Für zwei eingebaute La3+-Ionen bildet sich eine Bleileerstelle; diese ist gegenüber dem ungestörten Gitter zweifach negativ geladen. Sowohl bei Akzeptor als auch bei Donordotierung bilden sich Dipole aus. Da Bleileerstellen beweglicher sind als Sauerstoffleerstellen sind die gebildeten Dipole bei Donordotierung stabiler. Stabile Dipole stabilisieren die Domänenstruktur; dies führt zu einer Abnahme von dielektrischen und mechanischen Verlusten und zu einem steigenden Kopplungsfaktor (Wirkungsgrad). 69 6.3.4. Herstellung von Bleizirkonattitanatkeramik Die Herstellung von Bleizirkonattitanatkeramik erfolgt zunächst analog zu der von BaTiO3. Zu beachten ist hierbei stets, dass Bleiverbindungen relativ niedrigen Dampfdruck haben, d. h. zur Verflüchtigung neigen und weiterhin leicht zum Metall reduziert werden. 1. Reaktionsbrand (auch inkl. Dotierung) PbO, Pb3O4, PbO2, PbCO3 + ZrO2 + TiO2 2. Mahlen 3. plastifizieren (organisch) 4. Formgebung 5. Ausbrennen des Plastifizierers 6. Sintern bei 1150 – 1300 °C 7. Metallisierung: 900°C → Pb(Zr, Ti)O3 Aufdrucken von Silberpaste oder Sputtern (Ni, Ni / Cu oder Au) 8. Polarisieren: 1 – 4 MV / m bei 100 – 150 °C in Öl, dann bei angelegtem Feld abkühlen. Bereits bei dem Reaktionsbrand spielt die Bleiverdampfung eine erhebliche Rolle. 0.01La 2O 3 + Pb(Zr,Ti)O3 → (Pb0.97 La 0.02 VO0.01 ′′ )(Ti,Zr)O3 + 0.03PbO Der PbO Überschuss von 0.03 wird dabei durch die Bleiverdampfung kompensiert. Traditionell geht man beim Sintern folgendermaßen vor: Ein großer kompakter, isostatisch gepresster PZT Grünling mit einem PbOÜberschuss von 2 – 3 % wird in PZT-Pulver eingebettet und bei 1300 °C zu einer Dichte > 95 % gesintert. Hierbei erhält man Kristallitgrössen von 5 – 20 µm. Die kompakte Keramik wird mit einer Innenlochsäge zerteilt. Heute kann durch Verwendung sinteraktiver Pulver die Sintertemperatur auf 1150 °C abgesenkt werden. Hierdurch wird die Bleiverdampfung minimiert (siehe Abb. 6.11.). Dies ermöglicht auch die Herstellung von PZT – Folien. 70 Abb. 6.11. Dampfdruck von PbO. A: reines PbO, B: PbZrO3, C: Pb(Zr, Ti)O3, D: PbTiO3. 71 Sinteraktive PZT – Pulver Können im Prinzip mit einer Vielzahl von chemischen Verfahren hergestellt werden 1. TiO2 aus Flammpyrolyse (großtechnische Herstellung von Pigmenten kleinster Partikelgröße (20 nm) ZrO2 aus Präzipitation (ZrCl4 2. H2 O → −2HCl H2 O → −2HCl ZrOCl2 Zr(OH)4 → ZrO2 Kopräzipitation Lösung aus Bleiacetat, Zirkonylacetat, Tita nylsulfat Kopräzipitation mit Oxalsäure (gemeinsame Füllung) 3. Sol-Gel-Verfahren Alkoholische Lösung aus Bleiacetat, Titan- und Zirkonalkoholaten, dann Hydrolyse und Polykondensation Herstellung von Multilayer Piezokeramik - Herstellung sinteraktiven Pulvers - Foliengießen (Doktor-Blade-Verfahren) - Siebdruck von Elektroden mit Silber / Palladium – Pasten - Laminieren der Folien - Ausbrennen des Binders - Sintern bei Temperaturen ≤ 1150 °C Der Preis von Silber / Palladium Pasten steigt sehr stark mit steigendem Palladiumgehalt (1 g Pd: 10 EURO, 1 g Ag: 0.1 EURO). Gleichzeitig steigt der Schmelzpunkt linear mit dem Pd – Gehalt (Tm (Ag): Pd, Tm(Pd): Pd). Da deutlich unterhalb des Schmelzpunktes der Legierung gesintert werden muss, kann durch Absenkung der Sintertemperatur, eine Legierung mit niedrigerem Pd-Gehalt verwendet werden, was erhebliche Kostenvorteile bringt. Gleichzeitig ist dann mehr Aufwand bei der Pulversynthese nötig. 72 Die tetragonale Verzerrung des Gitters ist bei PZT viel größer als bei BaTiO3 (c-Achse länger als a, b-Achse). Typische Werte für elektrische Eigenschaften sind: PZT: ε r: 730, T C: 386 °C, k D = 0.53 Pb0.94 Sr0.06 Zr0.53 Ti0.47: ε r = 1300, T C = 328 °C, k D = 0.58 Eisendotierungen zu führen kleineren Verlusten und verbessern das Hochfrequenzverhalten, Chromdotierungen das Alterungsverhalten (Wanderung der Domänenwände). Beste Eigenschaften zeigt Nd-dotiertes PZT. 6.3.5. Weitere Piezokeramiken Es gibt zahlreiche weitere Piezokeramiken, die gegenüber dem weit verbreiteten und gut optimierten PZT-System vor allem den Vorteil weit höherer Curie-Temperaturen haben. Bleiniobat Bleiniobat hat Wolframbronzenstruktur, eine Curie-Temperatur von 560 °C ist aber thermodynamisch nicht stabil. Durch Zugabe von 2 % ZrTiO4 und schnelles Abkühlen kann es dennoch nahezu phasenrein erhalten werden. LiNbO3, LiTaO3 LiNbO3 hat eine Curie-Temperatur von 1210 °C, LiTaO3 von 665 °C. Beide haben Ilmenitstruktur. LiNbO3 hat als einkristalliner Werkstoff Bedeutung und wird nach dem CzochralskiVerfahren aus der Schmelze gezogen, was Probleme bereitet, da LiNbO3 inkongruent schmilzt. Es muss in Iridiumtiegeln bei T > 1600 °C unter Schutzgas (sonst oxidiert Iridium) gearbeitet werden. Hierbei entsteht elektronenleitendes LiNbO3, welches später bei 1400 °C an Luft getempert wird und wieder Sauerstoff aufnimmt. Einkristallines LiNbO3 wird vor allem für die Optoelektronik hergestellt. Bleimagnesiumniobat PMN Ist eigentlich nicht piezoelektrisch, sondern elektrostriktiv. Es ist ein Mischkristall aus Pb (Mg1/3Nb2/3)O3 und PbTiO3. ( 0.9Pb(Mg1/3 Nb 2/3 ) O3 ⋅ 0.1PbTiO3 ). 73 Elektrostriktion, d. h. die Veränderung der makroskopischen Dimensionen bei Anlegen eines elektrischen Feldes ist eine allgemeine Eigenschaft vieler Festkörper und hat mit Piezoelektrizität nichts zu tun. Bei PMN ist diese Eigenschaft besonders ausgeprägt (es sind eine Längenänderung von ca. 10 % der von PZT möglich). Abbildung 6.12. zeigt Längenänderungen als Funktion des angelegten elektrischen Feldes bei PZT und PMN. Abb. 6.12. Längenänderungen als Funktion des angelegten elektrischen Feldes bei PZT und PMN. Bei PMN tritt keine Hysterese auf, da keine permanente Polarisierung und kein Umklappen von Domänen erfolgt. 74 6.3.6. Anwendungen von Piezokeramiken Es sollen im Folgenden einige Anwendungen von Piezokeramiken kurz besprochen werden: 1. Wandler mechanisch → elektrisch Durch Aufbringen einer mechanischen Kraft wird eine mechanische Spannung erzeugt, die zu einer elektrischen Spannung führt. Hierbei wird entweder ein Impuls (Funke: Zünder, Feuerzeug) oder ein periodisches Signal (Tonabnehmer, Klopfdetektor, Mikrophon) erhalten. In Abb. 6.13. ist ein Wandler schematisch dargestellt. Er besteht aus zwei entgegengesetzt polarisierten Piezokeramiken, die übereinander angeordnet und durch eine Metallisierungsschicht getrennt sind. Es werden Spannungen von ca. 10 kV erzeugt, die zur Funkenentladung führen. Abb. 6.13. Mechanisch / elektrischer Wandler zur Erzeugung von Funken 75 Bewegungs- und Beschleunigungssensoren Hier treten vergleichsweise kleine Kräfte auf, die aufgrund der Konstruktion des Sensors, größere elektrische Signale liefern sollen. Diese Sensoren sind oftmals bipolar aufgebaut. Abb. 6.14. Beschleunigungs- und Bewegungssensoren 76 2. Wandler elektrisch → mechanisch Diese haben primär die Aufgabe kleine Bewegungen exakt auszuführen. Sie werden beispielsweise eingesetzt für: - Rastertunnelmikroskop - hochpräzise Positionier- und Bearbeitungsmaschinen - Ink – Jet Drucker - Teleskopspiegel Oftmals wird hierbei ein Vielschichtaufbau eingesetzt (geringere Spannungen nötig) 3. Piezoelektrische Umformer werden als kleinste Transformatoren eingesetzt Abb. 6.14. Piezoelektrischer Umformer 77 4. Lautsprecher Piezolautsprecher haben bisher vergleichsweise niedrige Tonqualität. In Ultraschallbereich in Resonanz (Ultraschallgeber) sind sie aber anderen Bauprinzipien überlegen) Abb. 6.15. Piezoelektrischer Lautsprecher 78 5. Hydrophone Hydrophone detektieren niederfrequente Druckänderungen in Flüssigkeiten oder aber sie werden für die Ultraschalldiagnostik eingesetzt. Abb. 6.16. Piezoelektrisches Hydrophon (Mooney) Daneben gibt es auch zahlreiche andere Konstruktionen, beispielsweise solche aus periodisch angeordneten (parallelen) piezoelektrischen Fasern, die in elastische Polymere eingebettet sind. 79 6. Stoßdämpfer Piezoelektrische Stoßdämpfer sind aus einem Sensor und einem Aktor aufgebaut. Meldet der Sensor Druck, wird der Aktor angesteuert. Dieser wirkt dem Druck entweder entgegen (harte Dämpfung) oder er gibt ihm nach (weiche Dämpfung). Zwischen diesen beiden Varianten kann je nach Anforderung gewählt werden. Abb. 6.17. Piezoelektrischer Stoßdämpfer mit variablen Eigenschaften 80 7. Piezomotor Das Prinzip eines Piezomotors ist in Abb. 6.18. gezeigt. Es basiert auf einer akustischen Oberflächenwelle (SAW), die den Rotor antreibt. Abb. 6.18. Prinzip des Piezomotors 81