Mechanische Oberflächenbehandlungen
Werbung

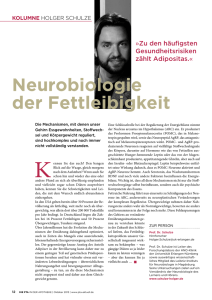
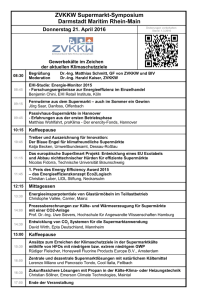
Mechanische Oberflächenbehandlungen Prof. Dr.-Ing. habil. Volker Schulze Institut für Angewandte Materialien - Werkstoffkunde KIT – Universität des Landes Baden-Württemberg und nationales Forschungszentrum in der Helmholtz-Gemeinschaft www.kit.edu Gliederung Motivation und Anwendungen Verfahren Kugelstrahlen Festwalzen Maschinelles Oberflächenhämmern Laserpeening Randschichtzustände nach mechanischen Oberflächenbehandlungen Auswirkungen auf die Schwingfestigkeit 2 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Typische Anwendungen Turbinenscheiben Werkstoff: Nickelbasislegierungen Intensitätsnachweis erfolgt im Nutgrund, weil indirektes Strahlen für die Tragflanken zulässig ist. 3 3 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Gliederung Motivation und Anwendungen Verfahren Kugelstrahlen Festwalzen Maschinelles Oberflächenhämmern Laserpeening Randschichtzustände nach mechanischen Oberflächenbehandlungen Auswirkungen auf die Schwingfestigkeit 4 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Prinzip Beim Kugelstrahlen wird durch gezielten Beschuss mit kugelförmigen Partikeln, die wie winzige Schmiedehämmer wirken, eine begrenzte plastische Verformung in der Bauteilrandschicht erzeugt. 5 29.10.2015 Strahlen ist ein Fertigungsverfahren, bei dem Strahlmittel (als Werkzeug) in Strahlgeräten unterschiedlicher Strahlsysteme beschleunigt und zum Aufprall auf die zu bearbeitende Oberfläche eines Werkstücks (Strahlgut) gebracht wird. (DIN 8200) Ziel der Strahlbehandlung: Erzeugen von Verfestigungszuständen und randnahen Druckeigenspannungen zur Steigerung der Beanspruchbarkeit Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Konventionelle, trockene Strahlsysteme Schleuderradstrahlen 6 29.10.2015 Druckluftstrahlen Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Einflussgrößen beim Kugelstrahlen Mengendurchsatz Strahlzeit Flächenbedeckung Düsendurchmesser Auftreffwinkel Strahlanlage Strahlmittelgeschwindigkeit Düsenabstand Kugelstrahlen Geometrie Kornform elastisch-plastisches Verformungsverhalten Kornhärte Kornmasse Strahlgut Strahlmittel Korngröße Kornwerkstoff Korngrößenverteilung 7 29.10.2015 Verschleißzustand Härte chemische Zusammensetzung Vorspannung Kristallstruktur Temperatur Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Festwalzen im Einstich Einstich Vorschub 3D-Walzen 8 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Festwalzen von Freiformflächen 3,5 Walzkraft 3 2,5 2 1,5 1 0,5 0 0 1 2 3 4 5 6 7 8 9 10 Zeit [s] Einstich Vorschub 3D-Walzen 9 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Ergebnis der Festwalzbearbeitung Glättung Druckeigenspannungen Quelle: Uni Stuttgart Kaltverfestigung • Verbesserte Gleiteigenschaften • Erhöhung der Versetzungsdichte • Reduzierung des Risswachstums • Verringerung von Mikrokerben • Erhöhung der Randschichthärte • Erhöhung der Schwingfestigkeit • temperaturstabile Festigkeitssteig.• Erhöhung der Lebensdauer • Verzögerung der Rissbildung 10 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Klassifizierung der Hämmernden Verfahren 11 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Klassifizierung der Hämmernden Verfahren 12 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Pneumatisches Bearbeitungswerkzeug • Patentanmeldung von Daimler, Vertrieb in Lizenznahme • Eingangsdruck: • Frequenzspektrum: 150Hz - 300Hz • Kugeldurchmesser: 8mm – 28mm • für alle gängigen Werkzeugaufnahmen und Werkzeugwechselsysteme 4 – 8 Bar Pneumatisches Bearbeitungswerkzeug „ForgeFix“ 13 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Reduzierung der Oberflächenrauheit kugelgefräster Werkstücke Gefräste Oberfläche Ra =1,5 μm 14 29.10.2015 Gehämmerte Oberfläche Ra =0,6 μm Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Plastische Verformung beim Aufprall Geschwindigkeit der Kugel Spannungen im Werkstück 1. Start der Kontaktphase 2. Verformung der Rauheitsspitzen, Verzögerung der Kugel 3. Umkehrpunkt der Kugel, elastische Rückformung 15 29.10.2015 4. plastischer Eindruck, oberflächennahe Druckeigenspannungen Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Oberflächenfinish von Umformwerkzeugen vor dem Oberflächenhämmern nach dem Oberflächenhämmern Bearbeitung eines Zamak‐Ziehstempels 16 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Mechanisch eingebrachte Eigenspannungen durch Piezo-Peening: Verfahren Maschinelles Oberflächenhämmern Frequenz: ca. 500 ~ 5000 Hz Elastisch-plastische Verformung der Randschicht Streckung der Randschicht führt bei Entlastung zu Druckeigenspannungen Lienert, KIT 17 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Piezo-Peening: Eigenspannungen 0 -200 ES quer [MPa] Lokale plastische Streckung oberflächennaher Bereiche Druckeigenspannungen nach Entlastung Zusätzlich Glättung der Oberfläche 42CrMo4 V450 -400 -600 v = 1 mm/s, lp = 400 µm -800 v = 1 mm/s, lp = 800 µm v = 1 mm/s, lp = 600 µm v = 50 mm/s, lp = 400 µm -1000 f = 500 Hz, a = 18 µm d = 5 mm, T = 0,5 -1200 0 50 100 150 v = 50 mm/s, lp = 600 µm v = 50 mm/s, lp = 800 µm 200 250 300 350 Tiefe [µm] Lienert, F; Hoffmeister, J and Schulze, V. Mater Sci Forum, Vol 769-769, pp. 526-533,2014 Geschliffener Ausgangszustand 18 29.10.2015 Zustand nach Piezo-Peening Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Laser Peening oder Laserschockverfestigung Definition: Das Laserschockverfahren ist ein berührungsloses mechanisches Oberflächenbehandlungsverfahren, das als Werkzeug einen kurzen gepulsten Laserstrahl hoher Leistungsdichte verwendet und metallische Oberflächen verfestigt Nd:Glas-, Nd:YAG- und Excimer-Laser Pulse von 8 bis 50 ns und bis zu 50 J Anwendung Turbinenschaufeln und Scheiben (F-16, B-1) Getriebewellen Wälzlagerkomponenten Nietverbindungen am Flugzeugrumpf 19 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Verfahrensprinzip: Direkte und beschränkte Ablation beschränkte Ablation direkte Ablation Laserpuls Plasma Laserstrahlung hoher Intensität Laserpuls Ablation und Bildung eines laserstrahlinduzierten Plasmas Generierung eines Druckes auf die Werkstückoberfläche Stoßwellen transparente Deckschicht Plasma Stoßwellen Induzierung von elastischen und plastischen Stoßwellen im Werkstück 20 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Absorberschicht Direkte Ablation Behinderung der Thermischen Ausdehnung dominiert => Es bilden Zugeigenspannungen aus. 800 Stoßwellen Eigenspannungen [MPa] Plasma quer längs 34CrAlNi7 Laserpuls 600 400 200 0 -5,0 Spot -2,5 0,0 2,5 Abstand von der Belichtungsmitte [mm] 21 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 5,0 Beschränkte Ablation Stoß-/Druckwelle dominiert => Es bilden sich Druckeigenspannung aus Laserpuls transparente Deckschicht Plasma Absorberschicht 29.10.2015 -200 -400 -600 quer längs 34CrAlNi7 Spot Stoßwellen 22 Eigenspannungen [MPa] 0 -800 -5,0 -2,5 0,0 2,5 Abstand von der Belichtungsmitte [mm] Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 5,0 Gliederung Motivation und Anwendungen Verfahren Kugelstrahlen Festwalzen Maschinelles Oberflächenhämmern Laserpeening Randschichtzustände nach mechanischen Oberflächenbehandlungen Auswirkungen auf die Schwingfestigkeit 23 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Konventionelles Kugelstrahlen - Rauheit n 60 normalisiert V650° V450° V300° 50 V450° h Rauheit [m] 40 V180° gehärtet 42CrMo4 30 20 10 0 1 2 3 4 5 Strahldruck [bar] bei 1.6 bar 24 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 6 7 8 Konventionelles Kugelstrahlen - Eigenspannungen 400 42CrMo4 Eigenspannungen [MPa] 200 0 normalisiert V650° V450° V300° V180° gehärtet -200 -400 -600 -800 -1000 0,0 0,1 0,2 0,3 Oberflächenabstand [mm] 25 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 0,4 Strahlen inhomogene plastische Deformation oberflächennaher Werkstoffbereiche durch Kräfte senkrecht zur Oberfläche durch Kräfte senkrecht und parallel zur Oberfläche Hertz´sche Pressung plastische Streckung der unmittelbaren Oberfläche Maximalwert unter der Oberfläche Maximalwert an der Oberfläche plastische Streckung der Oberfläche durch Fließspannungsabsenkung Druckeigenspannungen 26 29.10.2015 durch Wärmeentwicklung Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen plastische Stauchung der Oberfläche durch Behinderung der thermischen Ausdehnung Zugeigenspannungen Konventionelles Kugelstrahlen - Verfestigungszustand 8 42CrMo4 Halbwertsbreite [°2] 6 4 2 gehärtet V300° V650° V180° V450° normalisiert 0 0,0 0,1 0,2 0,3 Oberflächenabstand [mm] 27 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 0,4 Konventionelles Kugelstrahlen - Verfestigungszustand 800 42CrMo4 Härte [HV0.3] 600 400 200 gehärtet V450° V650° normalisiert 0 0,0 0,2 0,4 Oberflächenabstand [mm] 28 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 0,6 Konventionelles Kugelstrahlen - Mikrostruktur 42CrMo4, normalisiert ungestrahlt kugelgestrahlt Sintereisen kugelgestrahlt Änderung der Porosität [%] 0 P0=13,28% -2 -4 -6 Sintereisen -8 3 Dichte 6,9 g/cm 1,6 bar ; 1,6kg/min 4 bar ; 1,6kg/min 4,5 bar ; 1,6kg/min 8 bar ; 1,6kg/min -10 -12 0.00 0.05 0.10 0.15 0.20 0.25 Abstand z von der Oberfläche [mm] 1 µm 1 µm gleichverteilte Versetzungsstruktur kein Quergleiten wegen hoher Verformungsgeschwindigkeiten 29 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 0.30 Konventionelles Kugelstrahlen - Restaustenitgehalt Werkzeugstahl X210 Cr12 X 210 Cr 12 kugelgestrahlt TA = 1100°C 60 TA = 1060°C Einsatzstahl 17NiCroMo6-4 40 TA = 1030°C 40 20 TA = 940°C 0 0.0 0.1 0.2 0.3 Oberflächenabstand [mm] 30 29.10.2015 0.4 0.5 Restaustenitgehalt [Vol.-%] Restaustenitgehalt [Vol-%] 80 kugelgestrahlt 35 30 einsatzgehärtet 25 20 15 10 5 0 0 100 200 300 400 500 Oberflächenabstand [µm] Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 600 700 Gliederung Motivation und Anwendungen Verfahren Kugelstrahlen Festwalzen Maschinelles Oberflächenhämmern Laserpeening Randschichtzustände nach mechanischen Oberflächenbehandlungen Auswirkungen auf die Schwingfestigkeit 31 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen ohne mechanische Oberflächenbehandlung Oberfläche mit mechanischer Oberflächenbehandlung Härteverteilung F Ursache für veränderte Schwingfestigkeit Härteverteilung durch Kaltverformung Tiefe der Verfestigung Oberfläche ohne Eigenspannungen O. Foeppl (1929) F Tiefe der Eigenspannung Mechanische Verfestigung Oberflächendruckeigenspannungen - Mechanische Vorspanung durch Eigenspannungen A. Thum (1931) + Oberfläche 32 29.10.2015 Tiefe der Kerbspannungsüberhöhung Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Mikro-Kerbwirkung durch Rauheit E. Siebel u. M. Gaier (1956) Surface Engineering: Grundzüge Gezielte Einstellung der Oberflächeneigenschaften: Eigenspannungen, Verfestigungszustand, Rauheit, … Optimierung des Lebensdauerverhaltens Surface Engineering anhand mechanischer Oberflächenbehandlungen Typische Verfahren: Kugelstrahlen 33 29.10.2015 Festwalzen Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Maschinelles Hämmern Auswirkung des Oberflächenzustands auf die Schwingfestigkeit 42CrMo4+QT (450 °C/2 h) Bruchwahrscheinlichkeit 5% Axiale Beanspruchung Eigenspannungstiefenverläufe und Rauheit nach verschiedenen mechanischen Oberflächenbehandlungen und deren Auswirkung auf die Schwingfestigkeit für 42CrMo4 Verschiebung des Anrissortes ins Innere Lienert, F; Hoffmeister, J ; Erz, A and Schulze, V. Proc. ICSP12, to be published 34 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Modifizierte Kugelstrahlverfahren Konventionelles Kugelstrahlen Warmstrahlen 35 29.10.2015 Spannungsstrahlen Konventionelles Kugelstrahlen und Auslagern Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Warmstrahlen - Randschichtzustand 400 400 TStrahl = 20°C 0 [MPa] * a,R = 1000 MPa 0,0 0,1 0,2 0,3 Oberflächenabstand [mm] 4,0 TStrahl = 20°C HWB [°2 ] 3,5 3,0 * a,R 29.10.2015 N=0 N=1 N = 10 N = 100 N = 1000 -800 0,0 0,4 0,1 0,2 0,3 Oberflächenabstand [mm] 4,0 TStrahl = 290°C = 1000 MPa N=0 N=1 N = 10 N = 100 N = 1000 0,4 * a,R = 1000 MPa N=0 N=1 N = 10 N = 100 N = 1000 3,5 2,5 2,0 0,0 -400 HWB [°2 ] -800 ES N=0 N=1 N = 10 N = 100 N = 1000 -400 L L ES [MPa] 0 36 TStrahl = 290°C 3,0 2,5 0,1 0,2 0,3 Oberflächenabstand [mm] 0,4 2,0 0,0 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 0,1 0,2 0,3 Oberflächenabstand [mm] 0,4 Warmstrahlen - Randschichtzustand 37 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Warmstrahlen – Auswirkungen Randspannungsamplitude [MPa] 42CrMo4, V450° 900 P = 50 % warmgestrahlt, 310°C RW warmgestrahlt, 290°C [MPa] 800 704 700 (+37%) (+25%) 600 konventionell 500 gestrahlt 510 443 geschliffen 400 4 10 5 10 6 10 Bruchlastspielzahl 38 29.10.2015 640 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 7 10 8 10 Konventionelles Strahlen und Auslagern – Stabilität des Randschichtzustands 0 ES N=0 N=1 TStrahl = 20 °C N = 10 tA = 1 min N = 100 * N = 1000 a‚ R = 1000 MPa 0,8 TStrahl = 20 °C N=1 -200 L‚ R [MPa] -400 0,6 ES ES L‚ R (TA,tA,N) / L‚ R 1,0 TStrahl = 20 °C + 300°C/1min N=1 4 4 N = 10 N = 10 * a‚ krit = 514 MPa * R‚ krit = 310 MPa -600 0,4 * a‚ krit = 640 MPa * R‚ krit = 600 MPa 0,2 39 20 29.10.2015 100 200 TA [°C] 300 400 -800 200 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 400 600 * 800 * |R| bzw. a,R [MPa] 1000 Zusammenfassung Motivation und Anwendungen Verfahren Kugelstrahlen Festwalzen Maschinelles Oberflächenhämmern Laserpeening Randschichtzustände nach mechanischen Oberflächenbehandlungen Auswirkungen auf die Schwingfestigkeit 40 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen 41 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen Kontakt Forschungsschwerpunkte Karlsruher Institut für Technologie (KIT) wbk Institut für Produktionstechnik Prof. Dr.-Ing. habil. Volker Schulze Kaiserstraße 12 76131 Karlsruhe Tel. +49 721 608-42440 Fax: +49 721 608-45005 www.wbk.kit.edu 42 29.10.2015 Prof. Dr.-Ing. habil. Volker Schulze – Mechanische Oberflächenbehandlungen