Den richtigen Sensor für jede Messaufgabe - Micro
Werbung

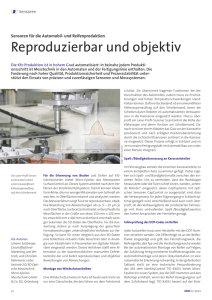
14 Menschen + Märkte „Den richtigen Sensor für jede Messaufgabe“ Intelligente Maschinen sind auf Sensorik angewiesen. „Die Aufgaben der Sensorik nehmen deshalb ständig zu,“ analysiert Johann Salzberger den Trend. Der Geschäftsführer von Micro-Epsilon beschreibt im Gespräch mit der [me], wie das Unternehmens aus dem niederbayerischen Ortenburg von den Sensortrends profitiert. Peter Schäfer Zunächst hat sich Micro-Epsilon auf das Messen geometrischer Größen konzentriert und hat sich durch Sensorikkompetenz auf dem Markt einen guten Namen gemacht. Johann Salzberger: „Strategie war, ein Programm der verschiedenen Messverfahren aufzubauen.“ Für Wege, Abstand und Position hat sich Micro-Epsilon nicht nur auf ein Messverfahren konzentriert, sondern eine Palette von Messverfahren aufgebaut. „Denn jedes Messprinzip hat seine charakteristischen Eigenschaften, also Vorteile sowie spezifische Einschränkungen“, räumt Salzberger ein. „Wir können den Kunden neutral beraten – da wir sämtliche Messverfahren bieten“ Preis-Leistungs-Verhältnis Die Stärke liegt in der Vielfalt. Denn kein Wegmessverfahren ist universell für alle Anwendungen einsetzbar. „Unsere Stärke liegt in den verschiedenen selbst entwickelten Messmethoden, die wir in aller Tiefe kennen. Für jede Messaufgabe können wir genau entscheiden, welches Verfahren sich am besten eignet“, erklärt Johann Salzberger. Allerdings gibt dabei nicht nur die technische Performance den Ausschlag. Auch das Preis-/Leistungsverhältnis muss stimmen: „Es bringt wenig, wenn der Sensor technisch das Nonplusultra ist, aber die Maschine durch dieses Zubehör unbezahlbar wird. Wir suchen deshalb zusammen mit dem Kunden die beste Lösung.“ Wegmessen in zwei Kategorien Micro-Epsilon unterteilt die Wegmessverfahren in zwei Kategorien: Die eine umfasst die elektromagnetischen Verfahren, zu der anderen gehören alle optischen und Lasermessverfahren. Bei den elektromagnetischen Verfahren zählen das Wirbelstromverfahren, das damit verwandte induktive sowie kapazitive Messverfahren zu den Schwerpunkten. „Gravierende Unterschiede sind, dass Wirbelstrom- und induktives Verfahren auch in schwieriger Umwelt messen. Verschmutzung und Staub weisen dagegen die kapazitiven Verfahren in ihre Grenzen. „Man braucht immer einen sauberen Spalt, weil das Dielektrikum im Messspalt das Mess­ergebnis beeinflusst“. Die andere Gruppe, die auf Laser- und optischer Technik basiert, erfasst in der Regel einen Messfleck. „Laser-Verfahren ähneln sehr 3.2011 häufig dem klassischen Messtaster, sie messen an einem Punkt“, erläutert Salzberger und vergleicht: „elektromagnetische Verfahren messen nicht punktförmig, denn das Feld hat eine flächige Ausbreitung und ein größerer Fleck am Objekt wird gemessen. Es gibt noch einen Unterschied“, zählt Salzberger auf: „Das Laserverfahren erlaubt einen größeren Grundabstand zum Objekt – während das elektromagnetische Verfahren nur geringeren Raum zulässt.“ Messen ist nicht gleich messen. Deshalb untersuchen die Ortenburger Sensorikspezialisten für jeden Anwendungsfall, welche Messmethode am besten passt. „Wir können den Kunden neutral beraten – da wir sämtliche Messverfahren bieten. Wer nur eine Messart führt, ist im Verkauf geneigt, alles damit zu lösen – und daraus können bestenfalls nur zweit- und drittbeste Lösungen entstehen“, findet Johann Salzberger und betont den Wert der Ergeb- menschen + märkte 15 Klein, integriert und intelligent Vor allem die optischen Ver- fahren profitieren von diesem Trend zu mehr Mechatronik. Die optischen Sensoren haben die letzten 20 Jahre sehr stark zugelegt. Allerdings nutzt die starke Nachfrage nach Sensoren auch den induktiven und kapazitiven Verfahren. „In extrem genauen und leistungsfähigen Maschinen steigt auch der Bedarf nach diesen Klassikern, stellt der Micro-Epsilon-Geschäftsführer fest. „Vor allem weil sich elektromagnetische Sensoren sehr gut integrieren lassen“. Ob Sensoren erfolgreich sind oder nicht, dafür macht er drei Merkmale verantwortlich: Integration, Miniaturisierung und Intelligenz. Auch hier schneiden die klassischen Verfahren nicht schlecht ab: „Sehr kleine Sensoren gibt es bei uns schon sehr lange, denn jedes Messverfahren ist darauf angewiesen. Ein Blick unter die Motorhaube www.schmersal.com ems-p.com nis-offenen Beratung: „Die für alles geeignete Messmethode gibt es nicht. Zwar sind Überschneidungen möglich, aber entscheidend für den Messerfolg sind die klaren Differenzierungen – und die muss man kennen.“ Worauf es dabei insbesondere ankommt, sind die Genauigkeit und die Stabilität des Verfahrens. Salzberger: „Deshalb hat sich Micro-Epsilon den Slogan „mehr Präzision“ ausgewählt.“ Mehr Präzision steht aber nicht nur für höhere Messgenauigkeit. Diese Aussage soll die Unternehmensgruppe und die Marke MicroEpsilon beschreiben. „Dazu gehören eben Qualität, Zuverlässigkeit sowie eine gute Kundenberatung.“ ‚Mehr Präzision‘ beschränkt sich nicht auf die absolute Messgröße. „Hier bestätigt sich das Gebot der Relativität“, findet der Physiker Johann Salzberger. „Manche Kunden brauchen für die Ausstattung ihrer Maschinen nur die ein-prozentige Genauigkeit. Wenn wir das auf sie zugeschnittene Paket – vom Sensor bis hin zum Formfaktor – zu einem sehr guten Preis bieten, gehört das ebenso zu unserem Anspruch auf „Mehr Präzision“. Traditionelle und moderne Messverfahren? Die klassi- schen elektromagnetischen Verfahren werden nicht von den ‚modernen‘ Laser- sowie optischen Verfahren verdrängt. Für Johann Salzberger sind die berührungslosen und berührenden Verfahren nicht tot zu kriegen: „Noch immer sind einfache, robuste und preisgünstige Taster die Arbeitspferde der Messtechnik. Sie bekommen allenfalls Konkurrenz durch optische sowie Potentiometer-Verfahren.“ Der Trend zu mehr Sensorik spricht für die „friedliche Koexistenz“ von alt und neu – allerdings mit wachsendem Anspruch an die Sensorik-Performance. „Produktionsausrüstung und Maschinen werden immer leistungsfähiger, was immer mehr Sensoren voraussetzt“, rechnet sich Salzberger aus: „In Flugzeugen, Automobilen und im Maschinenbau wächst der Anteil an Elektronik und Informationstechnik. Damit diese mechatronischen Systeme funktionieren, steigt der Anteil der Sensoren, denn sie liefern Daten und Werte, auf deren Basis gerechnet, gesteuert und entschieden werden kann.“ Sonninge Aussichten für Ihre Branche. Mit maßgeschneiderten Sicherheitskonzepten von SCHMERSAL. Sicherheits-Lichtgitter und Sicherheits-Vorhänge SLC 220/420 IP69K: n Integrierte Anlauf-/Wiederanlaufsperre n Integrierte Schützkontrolle n Integrierte Blankingfunktion n Diagnose- und Parametrierschnittstelle per PC n Schutzart IP69K Steigern Sie Ihre Effizienz. Mit Sicherheit. 16 Menschen + Märkte Sobald dann noch ein Stückchen Software oder Informationstechnologie dazu kommt, zeigt der Sensor Intelligenz. Auch hier ist die Tendenz steigend, denn die eingebauten Chips werden kleiner und leistungsfähiger. Da der physikalische Effekt häufig analog ist, wird möglichst schnell von analog zu digital gewandelt – und über die Intelligenz der Chips werden Einflussfaktoren kompensiert. „Der Anwender erhält dadurch präziser messende und stabilere Sensoren und als weiteren Effekt genau die (reduzierten) Werte, die ihn interessieren“, erklärt Salzberger die Digitalisierung am Beispiel eines Wegsensors. Messen mit dem blauen Leser Besser als andere zu sein, gilt Blue-Laser-Sensoren sind in vielen Applikation den Standardsensoren mit roter Laserdiode deutlich überlegen. p Genauigkeit und die Stabilität des Verfahrens gilt für die Arbeit der Sensoren, aber auch für ihre Produktion bei Micro-Epsilon. q zeigt, wie eng gepackt der Motorraum ist. „Platzverschwendung ist unvorstellbar, alles ist dicht gepackt und der freie Blick durch den Motorraum zur Fahrbahn ist längst versperrt“, so Salzberger. Auch in den Maschinen wird es immer enger und die Sensoren werden kleiner. Größe reduzieren, bedeutet auch Integration in zwei Aspekten. „Der erste bedingt die Elektronik soweit zu miniaturisieren, dass sie mit ins Sensor- oder in ein kleines Controllergehäuse gepackt werden kann. Der zweite Aspekt bedeutet, dass sich der Sensor in ein mechanisches Gebilde, in eine Struktur integrieren lässt. „Er soll nicht irgendwo außen angebaut sein, sondern er gehört zur Konstruktion“, findet Salzberger. vor allem bei deutschen Maschinenbauern als Maxime. Deutsche Maschinen werden genau deshalb gekauft, weil sie vom Stand der Technik an vorderster Front einzuordnen sind. Dass die Qualität „Made in Germany“ immer noch zählt, nutzt auch deutschen Messtechnik-Spezialisten. Denn wenn Maschinenbauer ihre Maschinen verbessern, richten sie neue Anforderungen an die Messtechnik. Eine ist zum Beispiel das bessere Messen auf Metall, insbesondere auf glühendem Metall sowie auf organischen Stoffen wie Holz, Haut, Lebensmittel und Furnieren. Dazu hat Micro-Epsilon den ersten kommerziell verfügbaren Triangulationssensor mit BlueLaser-Technologie entwickelt. Blue-Laser-Sensoren sind in vielen Applikationen den Standardsensoren mit roter Laserdiode deutlich überlegen. Johann Salzberger erklärt, warum die Wellenlänge des blauen Lasers Messvorteile verschafft: „Das blau-violette Laserlicht dringt bei diesen Materialien durch die kürzere Wellenlänge nicht in das Messobjekt ein, wie es bei rotem Laser der Fall ist. Der blaue Laser bildet auf der Oberfläche einen minimalen Laserpunkt und sorgt damit für stabile und präzise Ergebnisse auf sonst kritischen Messobjekten.“ Dazu hat Mico-Epsilon den Aufbau der Triangulationssensoren mit Blue-Laser-Technik komplett neu gestaltet. „Die Sensoren sind mit neuen High-end-Objektiven, einer intelligenten Lasersteuerung und Auswerte-Algorithmik ausgestattet. Lasersensoren mit Blue-Laser sind die physikalische Weiterentwicklung der zahlreichen Lasersensoren auf dem Markt“, schwärmt Johann Salzberger von der neuen Entwicklung. Anwendungen mit Prototypen-Tests laufen noch unter „Geheimhaltungsstufe 1“, aber Automobilunternehmen sollen hier – wie so oft – die Vorreiter sein. Sie könnten mit dem blauen Laser schwierige Montageaufgaben lösen. u www.micro-epsilon.de Leuchtende Gummibärchen Wie der blaue Laser arbeitet, zeigt ein Beispiel aus der Lebensmitteltechnik. Wenn ein roter Laser über rote Gummibärchen scannt, leuchtet das ganze Gummibärchen. Dieser Laser dringt tiefer ein und das Licht streut in allen Richtungen. Dadurch erscheint die Kontur sehr verwaschen. Dasselbe Experiment mit dem blauen Laser zeigt, dass der Messpunkt an der Oberfläche entsteht und eine klare Kontur des Gummibärchens sichtbar wird. 3.2011