Transportables KMG zur Prozessoptimierung in der
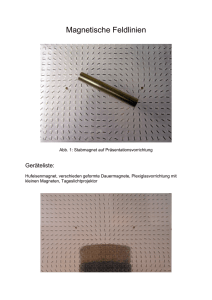
Werbung

Anwendungsbeispiel: Qualitätskontrolle Qualitätssicherung an BMW Cabriolets Messsystem: TRITOPCMM Keywords: Prozessoptimierung in der Produktionslinie, Qualitätssicherung in der Fertigung, Prüfung von Anschlussmaßen, Kalibrierungsstabilität von Montagelehren, MFU, PFU Im BMW Werk Regensburg wird mobile optische 3D-Koordinatenmesstechnik zur Qualitätssicherung in der Fertigungslinie eingesetzt. Bei der Montage von Dachmodulen an Cabriolets kommt die optische Messtechnik bereits vor dem Serienbeginn bei der Prozessplanung für die Maschinenfähigkeitsuntersuchung (MFU) zum Einsatz. In der laufenden Fertigung ermöglicht das PhotgrammetrieSystem dann die flexible Inspektion direkt an der Montagelinie. Dadurch können frühzeitig Tendenzen und Abweichungen in der Produktion erkannt werden. Dies erlaubt die Reduzierung von Nacharbeitszeiten und die deutliche Senkung von Produktionskosten. Mittels Prozessfähigkeitsuntersuchungen kann damit auch das Qualitätsmanagement gezielt verbessert werden. GOM mbH Mittelweg 7-8 38106 Braunschweig Deutschland Phone +49 531 390 29 0 Fax +49 531 390 29 15 [email protected] Copyright © GOM International AG Bremgarterstrasse 89B 8967 Widen Schweiz Phone +41 5 66 31 04 04 Fax +41 5 66 31 04 07 [email protected] 2009 GOM mbH GOM France SAS 10 Quai de la Borde - Bât A2 91130 Ris Orangis Frankreich Phone +33 1 60 47 90 50 Fax +33 1 69 06 63 60 [email protected] All rights reserved! GOM UK Ltd Business Innovation Centre Coventry, CV3 2TX Großbritannien Phone +44 2476 430 230 Fax +44 2476 430 001 [email protected] Rev. A (de) 26052009 www.gom.com GOM Branch Benelux Interleuvenlaan 15 E 3001 Leuven Belgien Phone +32 16 408 034 Fax +32 16 408 734 [email protected] 1 Anwendungsbeispiel: Qualitätskontrolle Qualitätssicherung an BMW Cabriolets Messsystem: TRITOPCMM Keywords: Prozessoptimierung in der Produktionslinie, Qualitätssicherung in der Fertigung, Prüfung von Anschlussmaßen, Kalibrierungsstabilität von Montagelehren, MFU, PFU Im BMW Werk Regensburg befinden sich vom Presswerk über den Karosseriebau bis zur Montage alle nötigen Fertigungsschritte für den Automobilbau auf einem Gelände. In der Montage als letzten Prozessabschnitt der Kernfertigung entstehen aus etwa 20.000 Komponenten in rund 100 Arbeitsschritten fertige BMWs. Hier werden in einzigartiger Variantenvielfalt der BMW 1er (5-Türer), von der BMW 3er Reihe die Limousine, das Coupé und das Cabrio sowie die entsprechenden M3 Modelle, und zudem noch der BMW Z4 Roadster in bunter Reihenfolge auf einem variantenneutralen Hauptband produziert. Diese Art von individualisiertem Automobilbau erfordert bei der Montage die Sorgfalt einer klassischen Manufaktur sowie modernste logistische Steuerung. Die einzelnen Teile müssen nicht nur „just in time“ sondern auch „just in sequence“, also in der Reihenfolge entsprechend den Fahrzeugen auf der Montagelinie, zugeliefert werden. Beim 3er Cabrio und dem Z4 Roadster ist die Montage der Dachmodule eine besonders sensible Aufgabe und stellt hohe Anforderungen an die Mitarbeiter, den Arbeitsablauf und die verwendeten Hilfsmittel. Um einen verzugsfreien Einbau der Cabrio Hardtop-Module, die Dichtigkeit sowie gleichmäßige Spaltmaße zu kontrollieren, wird das mobile optische TRITOPCMM System eingesetzt. Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 2 Dieses Messsystem ermöglicht eine unabhängige und flexible Inspektion direkt an der Montagelinie. Es erlaubt dadurch die indirekte Überprüfung der Kalibrierungsstabilität von Montagelehren, die Analyse von sensiblen Arbeitsschritten und von kritischen Zulieferteilen. Durch das frühe Erkennen unzulässiger Abweichungen und die kurzen Reaktionszeiten trägt das TRITOPCMM System zur deutlichen Einsparung von Nacharbeitszeiten, zur Optimierung von Arbeitsabläufen und dadurch zur Senkung von Produktionskosten bei. Messaufgabe: Inspektion der Montagekonsolen Um die Hardtop-Module verzugsfrei einzubauen, ist die präzise Positionierung der Montagekonsolen (Verbindungsstücke zwischen Karosserie und einzubauendem Dachmodul) von entscheidender Bedeutung. Nur so kann die dauerhafte Funktion - wie das präzise Einhaken der Dachschale am Windlauf und die genaue Passung an den Abschlussdichtungen - sichergestellt werden. Durch die exakte Montage werden auch Stauchungen des Hardtops sowie störende Geräusche beim Öffnen und Schließen verhindert. Ferner müssen gleichmäßige Spaltmaße und Abstände der Dichtungen zueinander erzielt werden. Die sechs Konsolen (je drei rechts und drei links) werden dafür mittels einer Deckenlehre von zwei Mitarbeitern mit der Karosserie verbunden (Abb. 1). Dabei ist eine Toleranzgrenze von maximal 0,7 mm zulässig. Die regelmäßige Positionskontrolle der Dorne, Gewinde und Bohrungen der Konsolen gewährleistet die gleichbleibende Qualität bei den entsprechenden Montagevorgängen. Wichtig ist dabei vor allem, schnell und gezielt in den Montageablauf eingreifen zu können, sobald unzulässige Abweichungen erkennbar werden. Abb. 1: Montagekonsolen für das 3-teilige, versenkbare Hardtop-Dachmodul und Einbaupositionen in der Karosserie Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 3 TRITOPCMM: Optisches 3D-Koordinatenmesssystem TRITOPCMM ist ein transportables optisches Messsystem, das die 3D-Koordinaten einzelner Objektpunkte präzise bestimmt (Abb. 2). Die zu prüfenden Stellen werden vor dem Messvorgang mit selbstklebenden oder magnetischen Messmarken gekennzeichnet (Abb. 3). Für die Vermessung von Merkmalen wie z.B. Zylinder, Bohrungen, Gewinden, Kugeln, Randkanten können Adapter benutzt werden, die hier auf die spezielle Messaufgabe angepasst wurden (Abb. 3). Abb. 2: TRITOPCMM Messsystem: Photogrammetriekamera mit Zubehör Abb. 3: TRITOPCMM Verbrauchsmaterial: Selbstklebende und magnetische Messmarken, RegelAdapter, spezielle Adapter zur Konsolenvermessung Mit der TRITOPCMM Photogrammetrie-Kamera wird das Messobjekt aus verschiedenen Richtungen aufgenommen. Anhand der digitalen Bilder werden im Rechner über den Bündelausgleich aller aufgenommenen 2D-Bilder die 3D-Koordinaten für die Messmarken und Adapter online automatisch berechnet (Abb. 4, 5). Dabei gewährleisten zwei zertifizierte Maßstäbe die Genauigkeit und Prozesssicherheit der durchgeführten Messung. Abb. 4: Darstellung Bündelausgleich von drei Kamerapositionen Abb. 5: Aus dem 2D-Bildverband gemessene 3D-Koordinaten in der TRITOP Software Kamerakoffer, Laptop sowie Maßstabskoffer können problemlos von einer Person transportiert werden. Für den Messvorgang ist ebenfalls nur eine Person erforderlich. Eine externe Stromversorgung ist dabei weder für die Messung noch für die anschließende Auswertung nötig. Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 4 Anforderungen an das Messsystem: Präzise, mobil und schnell Vor der Inbetriebnahme unterzogen die Mitarbeiter das optische TRITOPCMM Messsystem den BMW-typischen Eingangs- und Bewährungstests. Dabei ergab die MFU (Maschinenfähigkeitsuntersuchung) mit verschiedenen Anwendern durchweg beste Ergebnisse hinsichtlich Präzision, Wiederholgenauigkeit und Reproduzierbarkeit. „Uns wurde schnell klar, dass das Messen aus Bildern ein präziser und kontrollierbarer Vorgang ist, da das System die Messgenauigkeit eines Projektes durch die Pixel-Abweichung und die doppelten Maßstäbe in mehrfacher Hinsicht überprüfbar macht“, erklärt Manfred Grimm, verantwortlicher Anwender vor Ort. „Das System ist zudem leicht zu bedienen und kann schnell vom Benutzer vor jedem Projekt den Umweltbedingungen entsprechend kalibriert werden“, ergänzt Alexander Besenreiter, messender Mitarbeiter bei BMW. „Ein großer Vorteil ist auch, dass wir nun über ein Messsystem verfügen, mit dem wir unmittelbar an der Montagelinie messen können und nicht mehr von der unflexiblen taktilen Messtechnik abhängig sind. Bisher mussten wir einen Messplatz buchen, das Fahrzeug aus der Montagehalle in den Messraum bringen und konnten durch den planerischen und logistischen Vorlauf manchmal nur ein Fahrzeug am Tag kontrollieren“, erläutert Manfred Grimm. Derzeit erfolgt im Schnitt an jedem 15. Fahrzeug eine Kontrollmessung, so dass nun in einer Schicht bis zu 5 Fahrzeuge kontrolliert werden können. Das mobile TRITOPCMM System kann dabei bequem von einer Person zum Einsatzort getragen werden (Abb. 6, 7) und die Messung ebenfalls von einer Person durchgeführt werden. Abb. 6, 7: Portables optisches Messsystem TRITOPCMM, Betrieb ohne externe Stromversorgung Mit dem Ausschleusen des Fahrzeuges aus der Produktionslinie und dem Wiedereinschleusen werden pro Messvorgang ca. 45 Minuten benötigt, wobei beliebig viele Merkmale gemessen werden können, ohne dass sich die Messzeit wesentlich verlängert. Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 5 Messablauf: TRITOPCMM im BMW-Werk Regensburg Für die Messung werden die Dorne, Außen- und Innengewinde der montierten Konsolen des BMW 3er Cabriolets und des BMW Z4 mit den entsprechend markierten Adaptern bestückt (Abb. 8). Das Referenzpunktmuster auf den Adaptern ist zum jeweiligen Mittelpunkt auf den Konsolenoberflächen kalibriert. Nach der Vermessung werden dadurch automatisch CMM-Punkte mit den entsprechenden Abweichungen zur Soll-Position ausgegeben (Abb. 10). Abb. 8: Bestückung der Dorne, Außen- und Innengewinde der montierten Dachkonsolen mit den entsprechenden TRITOPCMM Adaptern für die Messung Abb. 9: Messvorgang direkt neben dem Montageband Zusätzlich werden kodierte Orientierungskreuze und zwei Maßstäbe im Messfeld platziert und der Messbereich mit mehreren Aufnahmen aus verschiedenen Richtungen aufgenommen (Abb. 9). Noch während des laufenden Messvorganges werden die Bilder automatisch auf den Laptop übertragen. Nach der Bildübertragung erfolgt in weniger als einer Minute die Berechnung der 3D-Koordinaten aller Konsolen-Montagepunkte. Anhand der Adapter werden Messberichte entsprechend den Fertigungsvorgaben automatisch erstellt (Abb. 10). Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 6 Durch die schnelle Auswertung direkt neben der Montagelinie werden Abweichungen sofort erkannt. Somit können Probleme in der Montagekette umgehend analysiert und erforderliche Korrekturmaßnahmen eingeleitet werden. Abb. 10: Direkt nach der Vermessung automatisch erstellte Messberichte mit den CMM-Punkten der Adapterkonsolen am Fahrzeug. Die entsprechenden Abweichungen zur Soll-Position sind durch die übersichtliche Visualisierung leicht verständlich Messergebnisse: Zielführende Analysen mit TRITOPCMM „Das TRITOPCMM System ermöglicht uns zum einen die regelmäßige und montagenahe Überprüfung der vorgeschriebenen Toleranzgrenzen beim Einbau der Konsolen und zum anderen ein schnelles und gezieltes Handeln, wenn diese überschritten werden“, erläutert Siegfried Gebhard, verantwortlicher Projektleiter dieses Montageabschnittes. „Die Messungen erlauben uns eine permanente Überwachung der Lehren und ihrer Kalibrierungsstabilität. Dadurch ist eine frühzeitige Korrektur von dekalibrierten Lehren möglich, bevor viele weitere Konsolen fehlerhaft damit in den Fahrzeugen verbaut würden. So kann kurzfristig eine Ersatzlehre zum Einsatz kommen, während die zu korrigierende Montagelehre neu kalibriert wird“, fährt Siegfried Gebhard fort. „Gleichzeitig sind wir durch die mobile Messtechnik in der Lage, Einbauprobleme zu analysieren. Dadurch können wir Montageprozesse optimieren sowie unseren Monteuren effiziente Nachschulungen bieten.“ So konnte beispielsweise durch das TRITOPCMM System festgestellt werden, dass die Anschraubreihenfolge bei der Montage der Konsolen wichtig ist. Ebenfalls ist von Bedeutung, ob die Monteure synchron arbeiten, da hier ansonsten ein großer Teil des Toleranzpuffers bereits aufgebraucht würde. Ferner konnten typische Einbauprobleme wie z.B. die unvollständige Verriegelung der Montagelehre beim Verschrauben als solche erkannt und entsprechend schnell Abhilfe geschaffen werden. Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 7 Die TRITOPCMM Software ermöglicht nicht nur die unmittelbare Inspektion von Merkmalen mittels leicht verständlicher bildhafter Messberichte. Durch den Export der Messdaten in Tabellen können zusätzlich auch langfristige Tendenzen erkannt und analysiert werden (Abb. 11). Abb. 11: Benutzerdefinierter Messbericht mit CMM-Messpunkten und Ausgabe der Messdaten in Tabellenformat zur Analyse langfristiger Tendenzen (cp, cpk-Werte) Zusatznutzen: Kontrolle von Zulieferteilen - bei gleicher Messzeit Durch die einfache Bedienbarkeit des TRITOPCMM Systems können Messung und Auswertung, wie hier in Regensburg, von Mitarbeitern aus der Montage übernommen werden. Da diese mit den einzelnen Prozessen in der Montagelinie bestens vertraut sind, konnten sie sehr schnell entscheidenden Zusatznutzen der mobilen Messtechnik einbringen. Wurden anfänglich nur die KonsolenAdapter gemessen, werden nun auch - durch einfaches Aufkleben von Messmarken - die Position und Abmaße der Gummidichtung des A-Säulenknotens kontrolliert (Abb. 12). So kann diese empfindliche Dichtpassung zwischen Dachschale und Windlauf gleich beim Standardmessvorgang mit inspiziert werden. Durch die optische Messtechnik wird zusätzlich überprüft, ob evtl. eine Charge mit problematischen Zuliefererteilen vorliegt, wie z.B. ungenau gefertigte Konsolen oder in sich unstimmige Dachmodule. Anders als bei der taktilen Messtechnik verlängert sich dabei die Messzeit nicht, denn die zusätzlichen Messpunkte liegen sichtbar im Messvolumen. So haben die Mitarbeiter in Regensburg nun auch noch einen neuen Adapter hergestellt, mit dem der Scheitelpunkt der Überrollbügel bestimmt wird. Dadurch wird eine sichere Einstellung und Positionierung des Voreinweisers an der Montagelehre gewährleistet - und das ist sicher noch lange nicht die letzte Idee der BMW Mitarbeiter. Abb. 12: Die Kontrollmessung der Gummidichtung am A-Säulenknoten durch Aufkleben von Messmarken ermöglicht zusätzlich die Analyse von Zuliefererteilen bei gleicher Messzeit Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 8 Fest etabliert: Optische 3D-Messtechnik im BMW Werk Regensburg „Nach eingehender Prüfung haben wir die Vorteile der optischen Messtechnik sehr schnell schätzen gelernt“, erläutert Manfred Grimm, einer der messenden Mitarbeiter abschließend. „Das mobile Messsystem erlaubt uns das produktionsnahe Messen, unmittelbar am Montageband. Durch die Unabhängigkeit vom taktilen Messraum und die schnelle Messzeit von weniger als 45 Minuten inklusive Aus- und Einschleusen des Fahrzeuges in die Linie können wir sehr viel mehr Autos pro Schicht kontrollieren. Durch die kurze Mess- und Reaktionszeit sind wir in der Lage, Unstimmigkeiten in der Montagelinie zu erkennen und sehr schnell zu reagieren. Wir können dabei auch analysieren, ob es sich um eine dekalibrierte Lehre handelt, ein Einbauproblem oder etwa um Zulieferteile, die nicht die vereinbarten Spezifikationen aufweisen.“ Abb. 13: Das TRITOPCMM System unterstützt die Einhaltung der hohen optischen und funktionellen Anforderungen beim Automobilbau. Durch die Einsparung von nachträglichen Justagetätigkeiten hilft das System, die Produktionskosten zu senken und Arbeitsabläufe zu optimieren. Je früher Unstimmigkeiten in der Montagelinie erkannt werden, umso schneller können Abweichungen verhindert und behoben werden. Unnötig langer Nacharbeitsaufwand ist somit vermeidbar. Denn kleinere Anpassungen werden effizient mit Nacharbeitshilfsmitteln vorgenommen. Und durch die frühzeitige Messung und Routinekontrolle der Montagekonsolen kann auch eine mögliche Kollision von Dachmodul und Windlauf beim Testlauf später in der Linie ausgeschlossen werden. „Das TRITOPCMM System unterstützt uns bei der Einhaltung der hohen optischen und funktionellen Anforderungen beim Automobilbau, wie der Gewährleistung passender Dichtungen und gleichmäßiger Spaltmaße. Dabei hilft uns das mobile optische Messsystem durch die Einsparung von Nacharbeitsaufwand die Produktionskosten zu senken und Arbeitsabläufe zu optimieren“, fasst Siegfried Gebhard als zuständiger Projektleiter die Erfahrungen mit dem TRITOPCMM System zusammen. Copyright © 2009 GOM mbH All rights reserved! Rev. A (de) 26052009 www.gom.com 9