Chromitsand – von der Mine bis zur Gießerei
Werbung

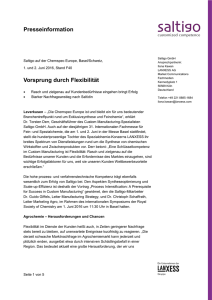
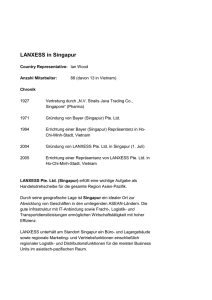
SPEKTRUM Die Zeitschrift für Technik, Innovation und Management FOTOS: LANXESS Sonderdruck aus “GIESSEREI” (2012), Heft 11, Seiten 80 – 83 Nachdruck verboten, Giesserei-Verlag, Düsseldorf Einsatz des Chromitsandes der Marke Cromtec von Lanxess in einer Gießerei. Chromitsand – von der Mine bis zur Gießerei VON ANDREAS EICKHOFF, LEVERKUSEN I m Jahre 2011 wurden weltweit etwa 30 Mio. t Chromerze (inkl. Abbau von UG2-Vorkommen) gefördert. Fast zwei Drittel der heute bekannten Reserven von rund 7600 Mio. t liegen in Südafrika, wo allein 2011 14,5 Mio. t gefördert wurden [1]. Mehr als 95 % des Erzes dienen metallurgischen Zwecken, vorwiegend der Erzeugung von Ferrochrom. Nur knapp 600 000 t Chro- GIESSEREI 99 11/2012 mit, also etwa 2 % der Weltförderung, wurden 2011 in der Gießerei-Industrie eingesetzt, davon etwa 120 000 t in Europa [2a]. Das wichtigste Anwendungsgebiet ist dabei der Formenbau. Nur wenige Minen in Südafrika betreiben die aufwendige Aufarbeitung, die erforderlich ist, um diesen speziell für Gießereizwecke geeigneten Chromitsand zu erzeugen. Dieser zeichnet sich durch seine hohe Feuerfestigkeit bis zu Temperaturen von ca. 1900 °C, seine gute Wärmeleitfähigkeit und zugleich minimale Wärmeausdehnung aus. Chromit bildet eine effektive Barriere für geschmolzenes Metall und weist dennoch eine gute Gasdurchlässigkeit auf. Unter den natürlich vorkommenden Sanden besitzt vorwiegend – der allerdings deutlich teurere – Zirkon- Bild 1: Chromerzaufarbeitung bei Lanxess in Rustenburg, Südafrika. KURZFASSUNG: Der deutsche Spezialchemie-Konzern Lanxess aus Leverkusen verfügt über eine vollständig integrierte Wertschöpfungskette für Chromitsand, wie er in der Gießerei- und Feuerfestindustrie benötigt wird. Von der Gewinnung in einer eigenen Mine über Aufarbeitung, Konfektionierung und Vertrieb kontrolliert das Unternehmen alle Prozessschritte bis hin zur Gießerei. Davon profitieren die Abnehmer des Gießereisandes der Marke Cromtec. Bild 2: Gewinnung von Chromerz. Chromiterz von Lanxess aus Leverkusen erfüllt, welches in einer Mine nahe Rustenburg in Südafrika bereits seit mehr als 50 Jahren gewonnen wird. Auch für mindestens ein weiteres Jahrzehnt stehen ausreichende Erzvorkommen zum Abbau bereit. Weitere Lagerstätten in der unmittelbaren Umgebung sind vorhanden. Auch die Aufarbeitung des Roherzes zu Gießereisand hat in Rustenburg bereits eine lange Tradition (Bild 1). Integriertes Geschäftsmodell oxid-Sand vergleichbare Eigenschaften, ferner die seltener eingesetzten Silicate Staurolith und Olivin. Die Nachfrage nach Gießereisanden und damit auch die Preise steigen seit einigen Jahren kontinuierlich an [2b], was unter anderem die Suche nach synthetischen Alternativen intensiviert hat [3]. Gerade für die Verwendung im Formenbau werden hohe Anforderungen an Qualität und Qualitätskonstanz des Materials gestellt [4]. Reinheit, Chrom- und Eisengehalt, besonders aber Kornmorphologie und Korngrößenverteilung haben einen wesentlichen Einfluss auf das Gelingen des Gusses und die (Oberflächen-) Qualität der Gusswerkstücke. Häufig werden die Rezepturen für den Formenbau von jeder Gießerei individuell erarbeitet und spezifisch auf eine bestimmte Sorte Chromitsand zugeschnitten, um optimale Ergebnisse zu erzielen. Dann ist es besonders wichtig, dass das entsprechende Rohprodukt in gleichbleibender Qualität verfügbar ist – jederzeit und in der jeweils erforderlichen Menge. Eben diese große Abhängigkeit von der Qualität des Rohmaterials hat bisher dafür gesorgt, dass Bemühungen zum Einsatz von Recycling-Chromitsand nur in Einzelfällen erfolgreich waren. Die Erzeugung qualitativ hochwertiger Chromitsande mit einem Rezyklatanteil bleibt weiterhin eine Herausforderung. Das Korn – ein Naturprodukt Die (weitgehend sphärische) Kornmorphologie des im Formenbau eingesetzten Chromitsandes bestimmt ganz wesentlich die mechanischen und thermischen Eigenschaften der daraus hergestellten Formen. Diese Morphologie ist naturgegeben und darf während der Aufbereitung des Rohsandes nicht zerstört werden, damit die vorteilhaften Eigenschaften des Produkts erhalten bleiben. Daher verbietet sich beispielsweise ein Mahlen des Rohsandes, um auf diese Weise Korngrößen unterhalb der Primärkorngröße zu erhalten. Kornform und Korngrößenverteilung sind häufig spezifisch für eine bestimmte Lagerstätte. Um auch in dieser Hinsicht über viele Jahre hinweg Sande mit reproduzierbaren Eigenschaften zur Verfügung stellen zu können, ist es ein besonderer Vorteil, wenn das Rohmaterial aus nur einer einzigen Mine bzw. einem einheitlichen Lagerstättentyp stammt. Diese Vorbedingung ist für das Um den Vorteil des einheitlichen Rohstoffs bis zu den Endkunden in den Gießereien sicher erhalten zu können, hat die Lanxess Deutschland GmbH, Leverkusen, sich Anfang 2012 entschlossen, die gesamte Produktionskette für den europäischen Markt in eigener Regie bzw. unter eigener Kontrolle zu führen. Dies betrifft die folgenden Schritte einer relativ komplexen Prozesskette (Bild 2 bis 5, vgl. [5, 6]): 1. Gewinnen des Roherzes, 2. Brechen und Vorsortieren, 3. Klassieren und Sortieren, 4. Entwässern und Lagern, 5. Transport nach Europa, 6. Trocknen und Windsichten, 7. Verpacken und 8. Versand. Die ersten Schritte (1 – 4) des Prozesses laufen in unmittelbarer Nachbarschaft der Chromerzmine in Südafrika ab. Dort werden aus dem Chromerz auch Chromittypen für chemische und metallurgische Zwecke sowie verschiedene Sonderanwendungen, etwa in der Glas- und Keramikindustrie, gewonnen. Das Rohprodukt für Gießereianwendungen wird dann zur Weiterverarbeitung nach Europa transportiert SPEKTRUM Bild 3: Brechen und Vorsortieren des Chromerzes. Bild 5: Entwässern und Lagern des Chromerzes. GIESSEREI 99 11/2012 Bild 4: Klassieren und Sortieren des Chromerzes. Ausblick Cr2O3-Gehalt in % 46,5 1,0 SiO2-Gehalt in % 46,0 0,5 2009 2010 2011 2012 Bild 6: Zeitliche Schwankungen des Chrom- und Siliciumgehalts vom Gießereisand Cromtec 50. (Schritt 5). Die letzten Schritte (6 – 8) werden im Auftrag des Leverkusener Unternehmens von einem deutschen Fachunternehmen in Hamm, Nordrhein-Westfalen, durchgeführt. Alle Schritte unterliegen der Kontrolle und der durchgängigen Planung des Spezialchemie-Konzerns. Auf diese Weise kann ein Höchstmaß an Transparenz und Flexibilität bei der Steuerung der Produktions- und Distributionsprozesse gewährleistet werden. Damit hebt sich das Geschäftsmodell deutlich von den im Markt vorherrschenden, händlerbasierten Strukturen ab. Die Endprodukte unterliegen einer strengen und kontinuierlichen Qualitätskontrolle. Eine Vorstellung von der konstanten Qualität gibt der zeitliche Verlauf des Chromoxid- bzw. Siliciumdioxidgehalts der Gießereisande über die letzten 3 Jahre. Schwankungen von nur 0,18 bzw. 0,19 Prozentpunkten sprechen für sich (Bild 6). Die Produkte sind, im Einklang mit Kundenanforderungen, in verschiedenen Lieferformen verfügbar: je nach gewünschter Menge in Papiersäcken, Big-Bags oder Silofahrzeugen. Um diese vielfältigen Vorteile, die Chromitsand den Abnehmern erschließt, im Markt deutlich zu machen, hat das Unternehmen unter dem Namen Cromtec jüngst einen eigenen Markenauftritt für seine Gießereisande geschaffen. Lanxess baut derzeit die Kapazitäten für Cromtec aus und wird damit auch zukünftig in der Lage sein, eine Vielzahl von Kunden zuverlässig und langfristig zu beliefern. Angesichts der in der Branche üblichen, relativ kurzen Laufzeiten von Abnahmeverträgen, die oft nur 3 – 6 Monate betragen, ist dies ein nicht zu unterschätzender Vorteil. So bleibt es den Kunden erspart, sich ständig auf wechselnde Rohstoffqualitäten und -eigenschaften einstellen zu müssen. Dr. Andreas Eickhoff, Head of Strategic Marketing Chrome, Geschäftsbereich Leather, Lanxess Deutschland GmbH, Leverkusen Literatur: [1]Pariser, Heinz H.; Pariser, Gerhard (2012): Chrome Ore Production. Capacity & Trade. 34th Stainless Steel Seminar. Xanten, April 2012. [2] a) O’Driscoll, Mike (Sept. 2011): Chromite in a tight spot. Industrial Minerals. b) Lanxess Deutschland GmbH: eigene Abschätzungen. [3]Schäfer, Jürgen-Michael; Schäfer, Jörg (2012): Der synthetische Formstoff Ceratec als Alternative zu Zirkon- und Chromerzsand. In: Giesserei-Rundschau 59 (3/4), S. 64–67. [4] Bundesanstalt für Geowissenschaften und Rohstoffe (2010): Assessment Manual. Heavy Minerals of Economic Importance, S. 161– 176. [5] Weiss, Rudolf (1984): Formgrundstoffe. In: VDG-Taschenbuch (11). [6] Wojtas, Heinz-Josef; Brotzki, Jörg (1996): Wiederverwendbarkeit von regenerierten Chromerzsanden in Stahlgießereien. In: Giessereiforschung (47), S. 150–158.