- VACUUMSCHMELZE GmbH & Co. KG
Werbung

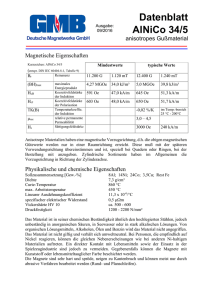
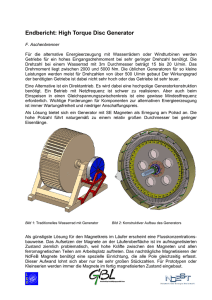
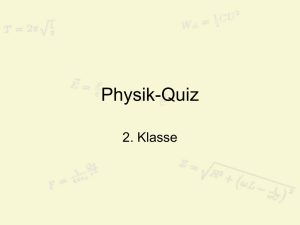
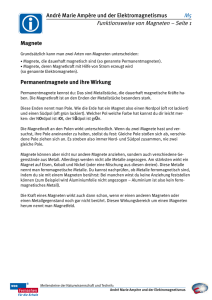
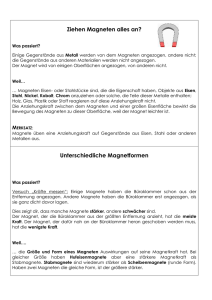
Duroplastgepresste Magnete – Werkstoffe, Verfahren und Eigenschaften G. W. Reppel Vacuumschmelze GmbH & Co. KG, Postfach 2253, 63412 Hanau Das Pressverfahren ermöglicht als Formgebungsverfahren für gebundene Magnete hohe Packungsdichten bis zu 84%. Die höchsten Packungsdichten werden durch Warmpressen erreicht, aber bei geeigneter Wahl des duroplastischen Binders können durch Kaltpressen mit nachfolgender Aushärtung ähnlich hohe Werte erzielt werden. Die hohe Verdichtung in Verbindung mit guter Ausrichtung der Partikel in hohen Magnetfeldern führt mit den jüngst nach dem HDDR (Hydrogenation Disproportionation Desorption Recombination)-Verfahren entwickelten anisotropen Nd-Fe-B-Pulvern zu gebundenen Pressmagneten mit 1,0 T Remanenz und 1060 kA/m Koerzitivfeldstärke HcJ. Das hohe Energieprodukt der neuartigen Verbundmagnete und die gute Maßhaltigkeit werden neue Anwendungen, z.B. in Servomotoren, erschließen. Für Temperaturen über 120°C und für Sensoranwendungen, bei denen ein geringer Temperaturkoeffizient erforderlich ist, stehen anisotrope gebundene Sm-Co Magnete zur Verfügung. 1. Einleitung Kunststoffgebundene Magnete sind aufgrund ihrer vielfältigen Formgebungsmöglichkeiten äußerst attraktiv: während gesinterte Magnete in der Regel noch durch Trennenschleifen, Erodieren oder Schleifen zu einem maßgenauen Formteil bearbeitet werden müssen, ermöglicht die Herstellung der gebundenen Magnete durch Spritzgießen, Pressen oder Extrudieren Toleranzen, die eine weitere Bearbeitung – obwohl möglich— überflüssig machen. Zusätzlich bieten die Kunststofftechniken ohne wesentlichen Mehraufwand eine größere Vielfalt an Gestaltungsmöglichkeiten, so dass konstruktive Elemente Berücksichtigung finden oder andere Bauteile bereits bei der Herstellung integriert werden können, beispielsweise durch MehrkomponentenSpritzgießen von Schrittmotor-Rotoren. Beim Pressverfahren verringern sich zwar die Freiheitsgrade in der Teilegestaltung gegenüber dem Spritzguss, allerdings werden mittels Pressen die besten Magneteigenschaften erreicht; außerdem gilt das Pressen aufgrund möglicher kurzer Taktzeiten als sehr produktives Verfahren. Die Einschränkungen in der Teilegeometrie, wie sie aus der Pulvermetallurgie bekannt sind, gelten auch hier: da die Teile aus dem Werkzeug ausgestoßen werden müssen, sind parallele Seitenflächen erforderlich; Hinterschneidungen oder Querbohrungen sollten vermieden werden. Da es für hochwertige Magnete meist nicht sinnvoll ist, teures Material für nicht-magnetische Funktionen zu „verschwenden“, sind hier in den meisten Fällen die Geometriebeschränkungen nicht schwerwiegend. Daher ist es verständlich, dass bei kunststoffgebundenen Seltenerd (SE)-Magneten das Pressverfahren eine größere Verbreitung gefunden hat als das Spritzgießen. Diese Magnete finden überwiegend in Motoren Anwendung, z.B. in Geräten der Unterhaltungselektronik, der Automation und in PC- Laufwerken, der Automobiltechnik, in Haushaltsgeräten, in batteriegespeisten Werkzeugen etc. . Häufigste Bauformen sind Ringe, Schalen oder Scheiben, die sich günstig presstechnisch herstellen lassen. In jüngster Zeit, seit etwa 2002, haben Fortschritte bei der Materialherstellung (insbesondere bei Nd-Fe-B) große Impulse ausgelöst, die zu noch leistungsfähigeren gebundenen Magneten und zu einer weiteren Verbreitung führen werden. Die z. T. schon realisierte wesentliche Steigerung der Energiedichte gegenüber den bisher bekannten Verbundmagneten ermöglicht neue Anwendungsfelder: so wird erwartet, dass die neuen Magnete verstärkt neue Applikationen im Automobilbau in Servomotoren und Sensoren erschließen [1], s. Bild 1. Die Leistungsstärke dieser Magnete kann als größere Motorenleistung oder in einer weiteren Miniaturisierung, der Einsparung von Volumen und Gewicht, genutzt werden. Durch optimierte Konstruktion lassen sich häufig höhere Wirkungsgrade erreichen. In Japan [2] ist es bereits gelungen, einen Lüftermotor, der bisher 2 Ferritschalen bestückt war, konstruktiv angepasst auf die neuartigen gepressten Nd-Fe-B-Magnete so zu gestalten, dass der Motor bei gleicher Leistung nur noch ca. 50% des Gewichts und des Volumens benötigt, s. Bild 2. Der Motor wird jetzt mit einem anisotropen 4poligen Ringmagneten, der ein hohes Energieprodukt von ca. 180 kJ/m³ aufweist, ausgerüstet. Bild 1: Verwendung von Dauermagneten in Motoren und Sensoren im Automobil nach [1]. Bild 2: Neukonstruktion und Ersatz eines Motors mit 2 Ferritschalen durch einen 4poligen Nd-Fe-B Ringmagneten nach [2]. Die derzeitige Bedeutung der kunststoffgebundenen Magnete kann aus folgenden Daten ersehen werden: nach Angaben von Harada [3] betrug der Produktionsmarkt dieser Magnete 2002 etwa 1095 Mio $ weltweit, davon haben die gebundenen SEMagnete einen Anteil von 415 Mio $, der Rest sind gebundene Ferritmagnete (einschließlich flexibler Ferritmagnete). Mengenmäßig übertreffen die kunststoffgebundenen Ferritmagnete die SE-Magnete bei weitem: von der Gesamtmenge 146.000 t in 2002 rechnet man 3.660 t den gebundenen SE-Magneten zu. Der größte Anteil innerhalb der SE-Magnetmenge wiederum sind isotrope Nd-Fe-B- Pressmagnete (s.u.). Im folgenden werden die am Markt verfügbaren Magnetwerkstoffe unter besonderer Berücksichtigung der anisotropen SE-Legierungen und die verschiedenen presstechnischen Herstellverfahren behandelt. Die Eigenschaften von duroplastgebundenen SE-Magneten werden berichtet und weitere Entwicklungen aufgezeigt. 2. Anforderungen an einen kunststoffgebundenen Magneten Die Entwicklung hochwertiger kunststoffgebundener Magneten zielt darauf ab • die magnetischen Eigenschaften bei Raumtemperatur wie Remanenz Br, Koerzitivfeldstärke HcJ der magnetischen Polarisation und Energiedichte (BH)max zu steigern, • eine bzgl. Handhabung und der Anwendung angemessene Festigkeit zu gewährleisten, und • auch für die Arbeitsbedingungen unter erhöhter Temperatur und evtl. korrosiven Bedingungen die ausreichende Funktion in magnetischer und mechanischer Hinsicht sicherzustellen. Obwohl für Anforderungen im Detail sehr stark durch die jeweilige Applikation bestimmt werden und weitere Eigenschaften wie z.B. Klebefähigkeit hohe Bedeutung haben können, wurde in Tabelle 1 versucht, die wesentlichen Beeinflussungsmöglichkeiten durch die pulverförmigen Magnetwerkstoffe, die Kunststoffbinder oder die Formgebung zu gewichten. Danach ist die Wahl und Weiterentwicklung des Magnetpulvers für nahezu alle Eigenschaften von großer Bedeutung, aber auch die Formgebung kann z.B. auf die Remanenz einen starken Einfluss ausüben. Mit geschickter Wahl und Optimierung der Binderzusammensetzung werden nicht nur die Herstellung hochgefüllter Magnete ermöglicht, sondern auch die Festigkeitseigenschaften und die Korrosionsbeständigkeit wesentlich beeinflusst. Tabelle 1: Wesentliche Einflüsse auf die Eigenschaften der Verbundmagnete X = hohe , O = mittlerer, -- = geringe Beeinflussung Eigenschaft Bez. Einheit Remanenz Br Koerzitivfeldstärke Energiedichte Spezifischer elektrischer Widerstand Festigkeit Temperaturbeständigkeit (Magnetik) Temperaturbeständigkeit (Mechanik) Korrosionsbeständigkeit Binder Formgebung T Magnetpulver X X X HcJ kA/m X -- -- (BH)max kJ/m³ X O X ρ Ωm O X O σb N/mm² X X O ∆Jr’ % X X O σb N/mm² X X O µg/cm² X X O ….. Magnetpulver aus bestimmten Seltenerdlegierungen sind aufgrund intrinsischer Eigenschaften, z.B. aufgrund hoher Sättigungspolarisation Js, prädestiniert für hochwertige gebundene Magnete. Im Unterschied zu Magnetpulvern für Sintermagnete müssen diese Pulver ein mikro- bzw. nanostrukturiertes Gefüge aufweisen [4], um unter üblichen Einsatzbedingungen ausreichend alterungsstabil zu sein. Im Falle eines isotropen Magnetpulvers sind die magnetischen Momente der Kristallite regellos verteilt, bei anisotropen Pulvern dagegen in einer Vorzugsrichtung orientiert, s. Bild 3. Diese Orientierung ermöglicht bei anisotropen Pulvern die Ausrichtung der Pulverteilchen in einem Magnetfeld, sofern die Partikel noch beweglich sind und ein magnetisches Moment besitzen. Bild 3: Schematische Darstellung (a) isotroper , bzw. (b) anisotroper Pulverteilchen mit nanostrukturiertem Gefüge. Pfeil: Vorzugs- bzw. Magnetfeldrichtung Mit isotropen Pulvern ist die maximal erreichbare Remanenz auf die halbe Sättigungspolarisation der Legierung begrenzt, im Falle Nd2Fe14B sind es ca. 0,8T: Jr = JS (1) 2 Bei anisotropen Pulvern hängt es von der Güte des Pulverherstellprozesses in Bezug auf die Perfektion der Textur und den Anteil der hartmagnetischen Phase ab, wie weit die Remanenz der Pulverteilchen sich der Sättigungspolarisation nähert. Im Falle anisotroper Nd-Fe-B-Pulver, die nach dem HDDR-Verfahren (s.u.) hergestellt werden, wird derzeit eine Remanenz von ca. 0,85 Js erzielt. In die Energiedichte (BH)max geht die Remanenz quadratisch ein, aber auch die Rechteckigkeit der Entmagnetisierungskurve J(H), die sich in der reversiblen Permeabilität µrev ausdrückt, spielt eine wesentliche Rolle: ( BH ) max = J r2 4 ⋅ µ o ⋅ µ rev (2) Die in der vorliegenden Untersuchung für Pressmagnete verwendeten Nd-Fe-B Pulver weisen Kristallitgrößen zwischen 10 und 300 nm auf. Die mittlere Teilchengröße liegt dagegen bei 80….150 µm, s. Teilchengrößenverteilung in Bild 4. Im Falle der Hartferritpulver liegt die Primärteilchengröße bei ca. 1-2 µm. 100 Kumulierte Häufigkeit [%] 75 Nd-Fe-B anisotrop (MFP-12) 50 25 Nd-Fe-B isotrop (MQP-B) Sm-Co (VX 240AK) 0 10 100 Teilchengröße [µm] 1000 Bild 4: Teilchengrößenverteilung von SE-Pulvern für Pressmagnete Um einen leistungsstarken kunststoffgebundenen Magneten herzustellen, ist es weiterhin erforderlich, eine möglichst hohe Packungsdichte PD und eine gute Ausrichtung, die als Orientierungsgrad OG gemessen werden kann, einzustellen: B R = OG ⋅ PD ⋅ J S , P (3) Der Orientierungsgrad des Magneten wird einerseits durch den Anisotropiegrad γ des Pulvers, andererseits durch den Orientierungsgrad der Formgebung γ be- M P stimmt. Weiterhin sollte bei der Herstellung möglichst noch keine magnetische Schädigung (Alterung) auftreten, die man mit einem Alterungsfaktor δ beschreiben kann: B = γ ⋅γ R P M ⋅ PD ⋅ δ ⋅ J S , P = PM ⋅ J r , P Somit kann die Remanenz als Produkt einer Prozessgüte (4) P M =γ Formgebung (Magnetherstellung) und der Pulverremanenz M ⋅ PD ⋅ δ J r ,P der = γ ⋅ J S ,P P beschrieben werden (der Index P soll auf die Pulvereigenschaft, im Unterschied zur Magneteigenschaft, hinweisen). Durch entsprechende Messverfahren für die einzelnen Größen können die Einflussfaktoren auf die Magnetremanenz Br analysiert und optimiert werden. 3. Magnetpulver: Legierungen, Herstellverfahren, Eigenschaften Die wesentlichen Herstellverfahren für isotrope und anisotrope SE-Pulver sind in den beiden folgenden Bildern 5 und 6 zusammengefasst. Rascherstarrung Verdüsung Mechanisches Legieren Weitere: Schmelze Direktreduktion Gas Chem. Reduktion mit Ca HD-Verfahren Hydrogen Decripitation Pulver Bild 5: Verfahren zur Herstellung von isotropen SE-Pulvern für Pressmagnete: (a) Rascherstarrung, (b) Verdüsung , (c) Mechanisches Legieren bzw. Intensivmahlen. HDDR-Verfahren Hydrogenation Disproportionation Desorption Recombination Magnetzerkleinerung Nitrierung Heißumformung H N 2= Nd-Fe-B bei H-Aufnahme 25= Nd-Fe-B bei der Rekombination Nd-Fe-B Sm-Co Sm-Fe-N Bild 6: Verfahren zur Herstellung von anisotropen SE-Pulvern für Pressmagnete: (a) HDDR Verfahren, (b) Heißumformung , (c) Magnetzerkleinerung, (d) Nitrierung Unter den derzeit gefertigten gebundenen SE-Magneten dominieren eindeutig NdFe(Co)-B-Legierungen, die durch Rascherstarrung (melt spinning) hergestellt werden (Bild 5). Durch Steuerung der hohen Abkühlgeschwindigkeit von etwa 106 K/s, ggf. mit nachfolgender Wärmebehandlung, kann ein relativ gleichmäßiges nanokristallines Gefüge (ca. 200 nm) eingestellt werden. Man erhält ein Band von ca. 30 µm Dicke, das nach Mahlen ein plättchenförmiges Pulver ergibt, s. Bild 5. Durch Hochdruckverdüsung mit Helium ist es gelungen, mit modifizierter Zusammensetzung ein kugeliges feines Pulver zu erzeugen, das sich besonders gut für den Spritzguss eignet [5]. Mit Hilfe des Mechanischen Legierens bzw. Intensivmahlens [6], einer Direktreduktion aus den SE-Oxiden mit Kalzium oder über den HD-Prozess (Hydrogen Decripitation), einer thermischen Wasserstoffbehandlung, gelingt ebenfalls die gewünschte Kornfeinung, jedoch haben sich diese Verfahren nicht durchgesetzt. Anisotrope SE-Pulver konnten seit langem durch Zerkleinerung von anisotropen Sintermagneten hergestellt werden. Für Sm-Co mit der hartmagnetischen Sm2Co17 Phase ist das ein praktikabler Weg, der auch im Verbundmagneten zu hervorragenden Magneteigenschaften führen kann, s. u. Im Falle Nd-Fe-B kann eine Anisotropie durch Heißumformprozesse wie Heißschmieden, -walzen oder Strangpressen erzeugt und anschließend durch Mahlen Pulver hergestellt werden [7]. Allerdings ist die Alterungsstabilität solcherart gefertigter Magnete oft nicht befriedigend, da es Schwierigkeiten bereitet, die Korngröße ausreichend fein zu erzeugen. Mishima et al. [8] ist es neuerdings gelungen, den so genannten HDDR-Prozess ( Hydrogenation Disproportionation Desorption Recombination) zu einem stabilen Fertigungsprozess zur Herstellung anisotroper nanokristalliner Nd-Fe-B-Pulver unterschiedlicher Koerzitivfeldstärken weiter zu entwickeln. Bei diesem thermischen Prozess in Vakuum bzw. in Wasserstoff findet ein vollständiger Zerfall des groben Gefüges eines erschmolzenen Materials mit anschließender Rekombination wiederum zur hartmagnetischen Phase Nd2Fe14B statt, wobei allerdings ein feinstkörniges Gefüge entsteht, in dem die Kristallorientierung des Ausgangskorns für alle neuen Kristallite erhalten bleibt [8,9]. Bild 6a zeigt einen Röhrenofen, in dem abwechselnd exo- bzw. endothermische Reaktionen in zwei getrennten Kreisläufen durchgeführt werden, um so eine konstante Prozesstemperatur einhalten zu können [10]. Mit diesen HDDRNd-Fe-B-Pulvern werden z. Z. die höchsten Pulverremanenzen erzielt, s. Tabelle 2. Tabelle 2: Magnetwerkstoffe (Pulver) für gebundene Magnete Werkstoffklasse Typ Ba-, SrHartferrit Hartferrit Werkstoffe Basis anisotrop / isotrop Pulver Br [T] Koerzitivfeldstärke HcJ [kA/m] TK (Br) [%/K] TK (HcJ) [%/K] 6 Fe2O3 BaO I 0,2 170…230 -0,2 0,2…0,5 6 Fe2O3 BaO A 0,4 170…240 -0,2 0,2…0,5 0,44 400 1,05 720..1100 -0,045 -0,25 -0,035 -0,20 -0,07 -0,50 Sr1-xLaxFe12-yCoyO19 Sm-Co 1/5 SmCo5 Sm-Co 2/17 Sm (Co,Fe,Cu,Zr) Sm-Fe-N Sm2Fe17N3 A A 1,2 640…960 2 17 7. Presstechnische Formgebung von kunststoffgebundenen Magneten A 1,2 740…900 Nd-Fe-B 0,75…0,95 640…1400 2Fe14B Die wesentlichen Nd Herstellverfahren fürI isotrope und anisotrope SE-Pulver sind -0,07..-0,13 -0,4..-0,5 Lean Neo, Nanocomposites Nd2Fe14B/Fe3B I 0,8..1,2 350...1100 -0,08 -0,32..0,4 Nd-Fe-B Nd2Fe14B A 1,2…1,4 920…1400 -0,11 -0,45 Die Tabelle 2 gibt eine Übersicht über einige Werkstoffkennwerte von isotropen und anisotropen Magnetpulvern. Die Koerzitivfeldstärke HcJ und die Temperaturkoeffizienten TK können bei der Formgebung nicht mehr wesentlich geändert werden (es sei denn, es tritt eine unerwünschte Schädigung durch Korrosionseffekte ein. U.U. sind jedoch auch Mischungen zur Herstellung so genannter Hybridmagnete sinnvoll. In diesem Fall lassen sich maßgeschneiderte Temperaturkoeffizienten in einem bestimmten Temperaturbereich einstellen [11]). Das durch Nitrierung in Stickstoff oder Ammoniak hergestellte feine Sm-Fe-N-Pulver eignet sich insbesondere für anisotrope Spritzgussmagnete [12]. In neueren Entwicklungen wird versucht, die magnetische Austauschkopplung der fein dispergierten hartmagnetischen Nd2Fe14B Phase in einer Fe3B Matrix zu nutzen („lean Neo“, nanocomposites). Diese isotropen Pulver weise eine gute Korrosionsbeständigkeit auf [13]. 4. Formgebungsverfahren für gebundene Pressmagnete Da für gebundene Pressmagnete hohe Packungsdichten der Magnetpulverlkomponente angestrebt werden, ähnelt die presstechnische Herstellung der Verbundmagnete stark den pulvermetallurgischen Verfahren. Metallpulver, pulverförmiger Binder und Presshilfsmittel werden trocken gemischt und in ein Werkzeug gefüllt. Es kann vorteilhaft sein, beispielsweise um Entmischungen vorzubeugen, das Metallpulver mit dem Kunststoffbinder zu beschichten, z. B. aus einer Lösung des Bindermittels, die beim Mischen getrocknet wird, oder aus der schmelzflüssigen Phase des Kunststoffs. Als duroplastische Binder haben sich Epoxidharze bewährt, die auf den Pressprozess – Kalt- oder Warmpressen – abgestimmt sein müssen (Topfzeit, Härteverlauf, Festigkeit….). Als weitere Kunststoffbinder sind Phenol- und Polyimidharze eingesetzt worden. Der Volumenanteil der Binderkomponente einschließlich der Schmiermittel und Zusätze im Pressmagneten beträgt typischerweise zwischen 8 und 25%. Bei isotropen Magneten ist die Formgebung im Prinzip einfach, da kein Magnetfeld benötigt wird. Beim Pressen anisotroper gebundener Magnete muss vor und während der Verdichtung ein ausreichendes Magnetfeld auf die Magnetpartikel einwirken. Je nach gewünschter Vorzugsrichtung unterscheidet man zwischen Axial-, Transversal- oder Radialfeldpressen, s. Bild 7. Auch eine multipolare Orientierung, z. B. mit n wechselnden Polen am Außenumfang eines Rings, ist möglich. Den höchsten Orientierungsgrad erhält man bei einer Ausrichtung des Pulvers quer zur Verdichtungsrichtung, da die von den Teilchen gebildete magnetischen Ketten dann beim Verdichten am wenigsten gestört werden. Spule1 Spule1 Spule1 Spule2 Stempel Spule2 Stempel Spule2 Dorn Stempel Bild 7: Magnetfeldpressen zur Herstellung anisotroper Magnete (a) im axialen Feld, (b) im transversalen Feld, (c) im radialen Feld Es haben sich zwei duroplastische Pressprozesse etabliert: das Kalt- und das Warmpressen. Beim Kaltpressen erfolgt die Verdichtung bei oder nahe Raumtemperatur, anschließend wird das Formteil in einem Ofen, typischerweise zwischen 100 und 200°C, gehärtet. Beim Warmpressen wird die Härtung ganz oder teilweise im Presswerkzeug vorgenommen. Dies führt zwar zu besserer Festigkeit beim Entformen, macht allerdings auch den Vorgang langsam. Um dem zu begegnen, wird fallweise mit mehrstufigen Pressautomaten gearbeitet: in einer ersten Station wird das Compound im Magnetfeld orientiert und kalt vorgepresst, in einer weiteren bei erhöhter Temperatur und hohem Druck ohne Feld fertig gepresst [14]. Vor dem Einsatz in einem Bauteil (fallweise auch nachher) werden die Pressmagnete in einem Magnetfeld „aufmagnetisiert“. Es können Maßtoleranzen von 0,3….0,6% des Nennmaßes, ähnlich wie bei Spritzgussteilen erreicht werden (in der Pressrichtung kann die Toleranz etwas größer als für ein werkzeuggebundenes Maß sein), so dass i. a. keine Nachbearbeitung erforderlich ist. Eine bevorzugte Teilegeometrie für Motormagnete sind Ringmagnete, s. Bild 8. Bei Ringmagneten sind Wandstärken von 0,8 mm aufwärts, abhängig von der Presshöhe, realisierbar. Im Folgenden werden die presstechnischen Randbedingungen für die Herstellung anisotroper SE-Magnete näher untersucht. Bild 8: Pressmagnete aus SE-Werkstoffen 5. Eigenschaften von gebundenen Pressmagneten Für ein mittels HDDR hergestelltes anisotropes Nd-Fe-B-Pulver der mittleren Teilchengröße von 80 µm wurden zwei Binder „DB“ und „LB“ auf Expoxidharzbasis entwickelt. Die Verdichtungskurven bei RT der beiden Compounds mit gleichem Volumenanteil des Binders zeigt Bild 9. Mit dem Binder LB gelingt es, auch im Kaltpressverfahren ähnlich hohe Packungsdichten, bis zu 82% bei 980 MPa Pressdruck, zu erzielen wie im Warmpressverfahren. Der Orientierungsgrad fällt für beide Compounds annähernd gleich aus und ist kaum pressdruckabhängig, s. Bild 10. Allerdings erhält man mittels Transversalfeldpressen eine um etwa 5% verbesserte Ausrichtung und damit 5% höhere Remanenz als mit Axialfeldpressen. 85 Transversales Feld TP 80 Orientierungsgrad [%] LB 75 DB 70 65 DB 80 LB 75 Axiales Feld AP DB 70 65 300 500 700 Preßdruck [MPa] 900 300 500 700 Preßdruck [MPa] 900 Bild 9:Verdichtungskurven von Nd-Fe-B Bild 10: Preßdruckabhängigkeit der Compounds DB und LB. des Orientierungsgrads, Axialfeld und Transversalfeld gepresst Packungsdichte und Biegebruchfestigkeit verlaufen bei dem Compound DB gegenläufig, wenn man den Binderanteil betrachtet, s. Bild 11. Eine Biegebruchfestigkeit 80 90 79 80 78 70 77 60 76 50 75 40 74 30 73 20 72 71 Biegebruchfestigkeit [N/mm²] größer als 30 N/mm2 gilt für die meisten Magnetanwendungen als ausreichend. Packungsdichte [ % ] Packungsdichte PD [%] 85 10 Packungsdichte Biegebruchfestigkeit 70 0 0 5 10 15 20 Vol.-Anteil Binder [ % ] Bild 11: Einfluß des Bindergehalts auf die Packungsdichte und Biegebruchfestigkeit von Nd-Fe-B Compound DB, Pressdruck 780 MPa Die zu einer guten Orientierung anisotroper Magnete erforderliche Feldstärke hängt stark von dem verwendeten Magnetpulver ab. Während man beim Pressen von Hartferriten bereits mit 0,2 T eine gute Ausrichtung erzielt, benötigt man für Sm2(Co,Cu,Fe,Zr)17 Feldstärken von mindestens 1,9 T, s. Bild 12 (a). Wenn man jedoch das Pulver vor dem Ausrichten einem hohen Pulsfeld von > 5 T aussetzt („vormagnetisiert“) und damit ein magnetisches Moment in den Teilchen erzeugt, gelingt die Ausrichtung auch bei niedrigeren Feldstärken. Bei einem HDDR-Nd-Fe-B-Pulver mit HcJ von 1320 kA/m ist der Einfluss der Vormagnetisierung nicht ganz so ausgeprägt, s. Bild 12 (b). Sofern man in diesem Fall ein Orientierungsfeld größer 0,6 T zur Verfügung hat, kann man einen Vorteil aus der Vormagnetisierung ziehen. Bei geringeren Ausrichtfeldern sind die magnetischen Anziehungskräfte in den magnetischen Agglomeraten größer als die Ausrichtkräfte des äußeren Feldes. Der Grund für das unterschiedliche Orientierungsverhalten ist in der Magnetisierverhalten der SE-Legierungen zu sehen: bei Sm2(Co,Cu,Fe,Zr)17 wird die Magnetisierung von Pinning-Prozessen bestimmt, während bei Nd-Fe-B der KeimbildungsMechanismus dominiert. 85 85 Sm-Co 80 AP 70 65 60 55 vormagnetisiert 75 Orientierungsgrad [ % ] 75 Orientierungsgrad [%] 80 vormagnetisiert 70 nicht vormagnetisiert 65 60 Nd-Fe-B 55 nicht vormagnetisiert TP 50 50 45 45 0 0,5 1 Orientierungsfeld [T] 1,5 2 0 0,5 1 Orientierungsfeld [ T ] 1,5 Bild 12: Feldabhängigkeit des Orientierungsgrades von (a) im Axialfeld gepressten Sm-Co-Magneten (HcJ = 760 kA/m), (b) im Transversalfeld gepressten Nd-Fe-B (HDDR) Magneten (HcJ = 1320 kA/m), jeweils mit und ohne PulverVormagnetisierung im Pulsfeld 5 T Mit dergestalt optimierten Bedingungen wird mit HDDR-Nd-Fe-B Pulver eine Remanenz von 1,0 T und eine Energiedichte (BH)max von 158 kJ/m³ bei einer Koerzitivfeldstärke HcJ von 1060 kA/m im transversalen Feld erreicht (Kaltpressverfahren, PD = 82%), s. Bild 13. Bei Verwendung eines hochkoerzitiven Pulvers, HcJ = 1300 kA/m, beträgt die Remanenz 0,89 T ((BH)max = 132 kJ/m³). Zum Vergleich: mit der gleichen Pulverqualität hat man im Spritzgussverfahren eine Packungsdichte von 65% und eine Remanenz von 0,71 T erhalten [15]. Die bisher bzgl. der Energiedichte besten anisotropen (Nd-Fe-B-) Pressmagnete sind im Warmpressverfahren mit spezieller Pulverbehandlung erzielt worden: Br = 1,1 T, (BH)max = 212 kJ/m³ [16]. 2 J,B[T] 1,2 Nd-Fe-B Pressmagnet VACOBOND NCA 158/103 1 VACOBOND NCA 158/103 Br = 0,995 T 570 kA/m HcB = HcJ = 1060 kA/m (BH)max = 158 KJ/m³ 132/20 0,885 T 558 kA/m 1300 kA/m 132 kJ/m³ Nd-Fe-B Pressmagnet VACOBOND NCA 132/120 0,8 0,6 Nd-Fe-B Spritzgußmagnet 0,4 0,2 0 -1600 -1400 -1200 -1000 -800 -600 -400 -200 0 H [kA/m] Bild 13: Entmagnetisierungskurven von Transversalfeld-gepressten Nd-Fe-B Magneten. Anisotroper Spritzguß-Werkstoff nach [15] zum Vergleich Bild 13A zeigt das Gefüge des hochverdichteten kaltgepressten Nd-Fe-B-Magneten. Bild 13A Sm-Co Pressmagnete, hergestellt aus dem Pulver VACOMAX 240AK, bestechen durch die sehr gute Rechteckigkeit ihrer Entmagnetisierungskurve, s. Bild 14. Es wurden 0,796 T Remanenz bei einer Koerzitivfeldstärke HcJ = 757 kA/m erreicht ((BH)max = 116 kJ/m³). J[T] 0,9 Sm-Co Pressmagnet VACOBOND SCA 116/76 0,8 0,7 VACOBOND SCA 116/76 Br = 0,796T HcB = 530 kA/m HcJ = 757 kA/m (BH)max = 116 kJ/m³ 0,6 0,5 0,4 0,3 Sm-Co Spritzgußmagnet 0,2 0,1 0 -1200 -1000 -800 -600 -400 -200 0 H [ kA/m ] Bild 14: Entmagnetisierungskurve bei RT eines Transversalfeld-gepressten Sm2(Co,Cu,Fe,Zr)17 Magneten. Anisotroper Spritzguß-Werkstoff zum Vergleich. Einige typische physikalische Daten von SE-Press- und Spritzgussmagneten sind in der Tabelle 3 aufgeführt. Der spezifische elektrische Widerstand liegt bei gebundenen SE-Magneten um mindestens eine Größenordnung höher als für die entsprechenden gesinterten Magnete, so dass Wirbelstromverluste hier nicht zu befürchten sind. Die angegebenen Festigkeitswerte bringen die vom Anwender geschätzte geringere Empfindlichkeit von Kantenabbrüchen bei gebundenen Magneten gegenüber Sintermagneten nur unzureichend zum Ausdruck. Tabelle 3: Typische physikalische Daten für Nd-Fe-B und Sm-Co Press- und Spritzgussmagnete Curietemperatur TK (Br) 20....100°C TK (HcJ) 20....100°C Nd-Fe-B Sm-Co Preßmagnete 310..340 ca. 800 -0,11 -0,03 -0,45 -0,15 °C %/K %/K Spez. elektr. Widerstand mΩ cm Therm. Ausdehungskoeffizient 10-6/K 20...100°C E-Modul MPa Biegefestigkeit MPa Druckfestigkeit MPa Härte (Vickers) HV 2 13 2 15 50-80 290000 65 Nd-Fe-B Sm-Co Spritzgußmagnete 310 ca. 800 -0,13 -0,03 -0,50 -0,15 > 40 25 > 60 30 60 290000 35 100 110 Für eine vollständige Magnetisierung der gebundenen isotropen und anisotropen SEMagnete sind hohe Feldstärken erforderlich, s. Bild 15. Für einen hochkoerzitiven gebundenen Nd-Fe-B Magneten (HcJ = 1360 kA/m) bzw. einen Sm-Co 2/17 Pressmagneten sollten möglichst 4 T bzw. 2,7 T bereitgestellt werden. Die Mindestfeldstärke hängt außer von der Koerzitivfeldstärke noch von dem Entmagnetisierzustand ab (falls nach dem Pressen entmagnetisiert wurde): magnetisiert man in der gleichen Richtung auf (DC+) wie bei der Herstellung, nachdem der Magnet durch einen Gegenpuls (DC) entmagnetisiert wurde, so benötigt man geringere Auf- magnetisierfeldstärken als nach einer Wechsfeld- Entmagnetisierung (AC) oder einem Magnetisieren entgegensetzt zur eingeprägten Magnetisierungsrichtung (DC-). Grad der Magnetisierung [ % ] 100 90 NdFeB aniso NdFeB gesintert HcJ = 960kA/m HcJ = 1360kA/m DC+ NdFeB aniso HcJ = 1360kA/m 80 AC SmCo VX 240AK 70 HcJ = 780kA/m DC+ B/µ0H =ca. -2,7 60 50 0 1 2 3 4 Aufmagnetisierungs-Feldstärke [ T ] 5 Bild 15: Aufmagnetisierungskurven einiger gebundener SE-Magnetwerkstoffe. Anisotroper Nd-Fe-B Sinterwerkstoff zum Vergleich. AC = Wechselfeld-, DC+ = Gleichfeldentmagnetisierung Für die Anwendung in Motoren ist das Temperaturverhalten von großer Bedeutung. Aufgrund der niedrigen Temperaturkoeffizienten sind Sm-Co 2/17 bei Temperaturen größer 120°C den anisotropen Nd-Fe-B Verbundmagneten überlegen, sofern die Arbeitsgerade (Scherung) B/µ0H größer -3,2 ist, s. Bild 16. Ähnlich der Entwicklung isotroper SE-Magnete kann man jedoch erwarten, dass dieses Verhalten anisotroper Nd-Fe-B Magnete noch verbessert werden wird. SE-Pressmagnete bei T = 120 °C Nd-Fe-B TK (B R) = -0,13 % / °C J,B[T] 1,2 1,0 Nd-Fe-B Pressmagnet VACOBOND NCA 132/120 TK (H cJ) = -0,45 % / °C Sm-Co TK (B R) = -0,033 % / °C 0,8 TK (H cJ) =- 0,15 % / °C 0,6 Sm-Co Pressmagnet VACOBOND SCA 116/76 0,4 0,2 0,0 -1600 -1400 -1200 -1000 -800 -600 -400 -200 0 H [ kA/m ] Bild 16: Entmagnetisierungskurven bei 120°C je eines anisotropen gebundenen Nd-FeB und Sm-Co Pressmagneten. Auch die irreversiblen Flussverluste, in Bild 17 für eine Scherung B/µ0H = -1,9 bei 120°C bis zu 1000h, fallen bei Sm-Co Pressmagneten günstiger aus; d.h. dieser Werkstoff ist unempfindlicher als Nd-Fe-B gegen Gefügeänderungen. Irreversible Jr' Verluste [%] 0 SmCo HcJ=780kA/m -10 DB-2 [15] -20 NdFeB HcJ=1290 kA/m -30 -40 LB-2 120°C Luft -50 B/µH= -1,9 -60 1 10 100 1000 Zeit [h] Bild 17: Irreversible Verluste der scheinbaren Remanenz Jr’ bei 120°C an Luft von anisotropen Nd-Fe-B und Sm-Co Pressmagneten. Nd-Fe-B DB-2 und LB-2 kaltgepresst, [15] warmgepresst. Offenbar sind aber auch Oberflächenzustand des Pulvers bzw. Art und Compoundierung des duroplastischen Binders von Bedeutung: das Compound DB weist z. B. nach 144h um 10% geringere Verluste auf als LB, s. Bild 17. 6. Zusammenfassung und Ausblick Die Weiterentwicklung des HDDR-Pulverherstellungsprozesses hat zu Nd-Fe-BPulvern mit einem hohen Anisotropiegrad geführt. Die hohe Sättigungs- magnetisierung dieses Werkstoffs zusammen mit einer optimierten MagnetfeldPresstechnik bietet die Grundlage zu einer neuen Generation von kunststoffgebundenen Dauermagneten mit bisher nicht erreichten Magneteigenschaften. In Bild 18 sind die wichtigsten Magnetwerkstoffe bzgl. ihrer Remanenz und Koerzitivfeldstärke HcJ geordnet. Die gebundenen SE-Dauermagnete füllen das Feld zwischen den Hartferriten und den gesinterten SE-Dauermagneten aus; es stehen hochremanente (bis 1T) und hochkoerzitive Werkstoffe (bis 1400 kA/m) technisch zur Verfügung. 1,40 Nd-Fe-B gesintert Remanenz Br (T) 1,20 1,00 Sm-Co gesintert Sm-Co Nd-Fe-B anisotrop kunststoffgebunden Pressen kunststoffgebunden 0,80 Spritzguß Pressen 0,60 Nd-Fe-B isotrop kunststoffgebunden Spritzguß 0,40 gesintert k-gebunden 0,20 Ferrit 0,00 0 400 800 1200 1600 2000 2400 2800 3200 Koerzitivfeldstärke HcJ (kA/m) Bild 18: Einordnung der kunststoffgebundenen SE-Magnete bzgl. Remanenz und Koerzitivfeldstärke in die Landschaft technisch genutzter Magnetwerkstoffe. Die presstechnische Herstellung mit geeigneten Duoplast-Bindersystemen führt zu Packungsdichten bis zu 84% bei technisch vertretbaren Pressdrücken. Anisotrope SE-Werkstoffe erfordern teilweise sehr hohe Magnetfelder von etwa 2 T, um eine gute Ausrichtung der Partikel zu bewirken. Die hohe Reaktivität der SE-Pulverwerkstoffe mit der Umgebung (Atmosphäre, Kunststoff) darf nicht unterschätzt werden und erfordert besondere Schutzmaßnahmen. Beschichtungen von Magnetpulvern und Pressmagneten können die irreversiblen Magnetflussverluste verbessern und somit die Langzeitstabilität erhöhen. An einer weiteren Verbesserung der Rechteckigkeit der Entmagnetisierungskurve von gebundenem anisotropen Nd-Fe-B wird weltweit noch gearbeitet. In dieser Hinsicht ist der anisotrope gebundene Sm-Co – Werkstoff ausgereift (isotrope Verbundmagnete sind bei Sm-Co wegen des relativ hohen Materialpreises wenig sinnvoll). Die niedrigen Temperaturkoeffizienten und die bessere chemische Stabilität von Sm-Co erlauben einen Einsatz bei höheren Temperaturen 120….200°C, abhängig vom duroplastischen Binder. Über die optimale Wahl des Kunststoffbinders und der Compoundiertechnik können Festigkeit, Füllgrad, Ausrichtung und magnetische Alterung beeinflusst werden. Da sich gebundene Pressmagnete sehr wirtschaftlich „net shape“ herstellen lassen, sollten neue Anwendungen oder auch Substitutionen mit Vorteil möglich sein. Für Motorapplikationen hat sich eine Neudimensionierung des Magnetkreises, die die Eigenschaften des neuen Magnetwerkstoffs ausreichend berücksichtigt, als unumgänglich erwiesen. Literaturverzeichnis: [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] B. Grieb, „Neue Magnetwerkstoffe auf der Basis von Neodym-Eisen-Bor“, Power Conversion & Intelligent Motion No. 4 (1996). Y. Hayashi, H. Mitarai, Y. Honkura, „Development of DC Brush Motor with 50% weight and volume reduction using an Nd-Fe-B anisotropic bonded magnet”, IEEE Transact. on Magn., Vol. 39, No.5, 2893ff (2003) H. Harada, „Bonded magnet market and new technology in Japan”, Gorham’s 14th Int. NdFeB Conference Oct. 15-17, 2003 Detroit O. Gutfleisch, A. Handstein, „Neue dauermagnetische Materialien”, Wissenschaftliche Zeitschrift der Tech,. Univ. Dresden 49 (2000), 1, 33-36 M. J. Kramer, Y. Xu, K. W. Denis, I. E. Anderson, R. W. McCallum, „Development of improved powder for bonded permanent magnets”, IEEE Transact. on Magn., Vol. 39, No.5, 2971ff (2003) L. Schultz, J. Wecker, Material Science and Engineering 99 (1988), 127ff D. N. Brown, B-M Ma, P. Campbell, „The comparison of anisotropic (and isotropic) powders for polymer bonded Rare-Earth permanent magnets“, Proc. of 17th Int. Workshop on RE Magnets and their Applications, Aug. 2002, Newark, Delaware, USA C. Mishima, N. Hamada, H. Mitarai, Y. Honkura, Proc. 16th Int. Workshop on RE magnets and their Applications, Sendai (2000), S. 873 ff. O. Gutfleisch, K. Khlopkov, A. Teresiak, K.-H. Müller, G. Drazic, C. Mishima, Y. Honkura, „Memory of texture during HDDR processing of NdFeB”, IEEE Transact. on Magn., Vol. 39, No.5, 2926ff (2003) EP 924720 (Aichi Steel) Production apparatus for rare earth anisotropic magnet powders T. Ishikawa, “Production of a Sm-Fe-N Magnet Powder and its Application in a Bonded Magnet”, The Magnetics Society of Japan (2001), p.39-45 Tobise (Hitachi), „Current status of isotropic and anisotropic SmFeN bonded magnets”, Gorham’s 14th Int. NdFeB Conference Oct. 15-17, 2003 Detroit S. Hirosawa, H. Kanekkiyo, T. Miyoshi, K. Murami, Y. Shigemoto, T. Nishiuchi, 9th Joint MMM Intermag 2004 Conf., paper FG-05 (to be publishes in IEEE Trans. Magn. 2004) G. W. Reppel, H. D. Zilg, DE 4228520, Verfahren zur Herstellung von dünnwandigen kunststoffgebundenen Dauermagnetformteilen, wie zum Beispiel Schalenmagneten Technical Data Aichi Steel N. Hamada, C. Mishima, H. Mitarai, Y. Honkura, „Development of Nd-Fe-B anisotropic bonded magnet with 27 MGOe”, IEEE Transact. on Magn., Vol. 39, No.5, 2953 ff (2003)