voraussetzungen für einen zusätzlichen glätteeffekt bei mehrfacher
Werbung

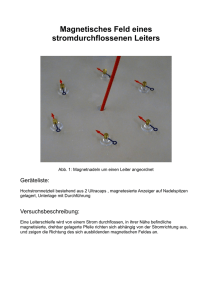
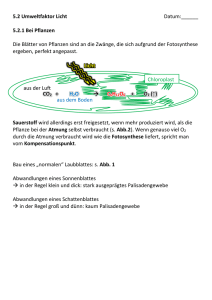
XХ МНТК „АДП-2011” VORAUSSETZUNGEN FÜR EINEN ZUSÄTZLICHEN GLÄTTEEFFEKT BEI MEHRFACHER ANWENDUNG DER PLASTISCHEN OBERFLÄCHENVERFORMUNG Veselin Grigorov, Sava Savov, Maria Marinova Resüme: Analysiert werden die Bedingungen für das Erreichen eines zusätzlichen Glätteffekts bei mehrfacher Anwendung der plastischen Oberflächenverformung (POV). Die Voraussetzungen sind mit der Ermöglichung der Homogenität in der Qualität der behandelten Oberflächen verbunden. Stichwörter: plastische Oberflächenverformung ( POV ), Homogenität der Qualität Die Vielzahl der Krafteinwirkung auf dem gleichen Punkt der behandelten Oberfläche ist ein Faktor, der seinen Einfluss durch das Erreichen eines zusätzlichen Glätteeffekts realisiert, aber sein Verhalten im Bezug auf die Homogenität der Oberflächenqualität wird durch die Überlagerung der Kontaktzonen der rollenden Walzen verzerren bestimmt ihre auf behandelten Flächen. Bei der POV nach Schema mit axialem Vorschub, zeigt sich die Überlagerung in Überlappung der Schraubenbänder, die von einer oder mehreren Verformungsrollen beschrieben werden. Deshalb ist das Verhältnis zwischen der Einreichung der Walze Sz und der Länge der Aufstandsfläche entlang der Richtung Vorschub ℓk von großer Bedeutung. Es ist zwingend notwendig, um unter Berücksichtigung der Auswirkungen der verschiedenen Abweichungen in der Position der Elemente zu verzerren, durch die jeweiligen axialen und radialen Abmessungen des Werkzeugs und der Anbaufläche ausgedrückt. Es ist möglich, dass ihre kleine Veränderungen mit erheblichen Änderungen der deformierenden Kraft oder auch kleine Veränderungen in Verformung oder Verschiebung von einer speziellen anfälligen Einheit für geringe Änderung desVerformungskraft Ursache zugeordnet sind. Der erste Fall entspricht einem Schema mit Festumsetzung der Verformungseinwirkung, bei der die Verformungselemente praktisch konstant radiale Position sind, was die Umsetzung des Kalibrierungeffekts hervorruft. Bei der zweiten Schema - mit einer flexiblen Anwendung der deformierenden Kraft, in denen kleine Änderungen in radialer Position der verzerrenden Elemente durch den vorgesehenen zusätzlichen Freiheitsgrad für ihre Bewegung erreicht wird. Bei der Anwendung der elastischen Verformungskraft gibt es eine bessere Homogenität der Qualität der behandelten Oberflächen, vorgestellt durch die Parameter der Rauheit und physikalisch-mechanischen Eigenschaften der anhaftenden Schicht. Die axialen Verformungselemente sind meistens so eingegeben, dass ähnliche Punkte ihrer Oberfläche, in einer Ebene senkrecht zur Drehachse des Werkstücks 183 XХ МНТК „АДП-2011” liegen. In diesem Fall überlappen sich die Spurkontakte jedes der Verformungselemente auf der behandelten Oberfläche gleichmäßig, wie in Abb.1a dargestellt. Die Vielzahl der Verformungeinwirkung m widerspiegelt die Dichte der Überschneidungen und wird durch die Abhängigkeit m =[ℓк]/ Sz (1) eingegeben, wobei [ℓk] dieser Teil von ℓk ist, in dem der Anpressdruck einen effektiven Wert hat. L S /2 S/2Z πD L L a) πD πD b) c) Abb.1 Die Lage des Kontaktzonen der Abb.1a können Auffälligkeiten in Abhängigkeit von der gegenseitigen Anordnung der Verformungsrollen haben (Abb. 1b und c). Dabei wird die ungleiche Überlappung von Kontaktzonen mit ungleicher Verteilung des Anpressdrucks im Bereich der Interaktion zwischen behandelten Oberflächen und Verformungsrollen gekoppelt. Für kleine axiale Verschiebungen der Verformungselemente, um ihre Position zu diesem Fall Abb.1a entsteht ungleiche Überlappung, die in Abb. 1b dargestellt ist. Bei großen axialen Verschiebungen der Verformungselemente ist es möglich, dass Spurkontakte von einigen oder allen Elementen eine solche Position auf der behandelten Oberfläche haben, die das teilweise Fehlen von Überlappung reflektiert (Abb.1b). In diesen Fällen haben die Einheiten mit Spuren, die nicht überlappen oder Gruppen von Elementen mit sich nur unter ihnen überlappenden 184 XХ МНТК „АДП-2011” Spuren das Verhalten eines Verformungsmoduls ohne Separator, oder eines parallelarbeiten mehrreihigen Separator-Verformungsmoduls. Vorausgesetzt, dass die Verformungselemente mit gleichmäßiger Winkelverteilung sind, die minimale axiale Verschiebung ℓoc gegenüber einer oder Gruppen von Verformungselemente, die das Auftreten von Situation die nicht überlappen werden, identifizierbar ist mit Ungleichheit gewährleistet sind. ℓос > ℓк + S.(z – 1)/z (2) wo ℓk die Länge der Aufstandsfläche des Verformungselemente mit behandelten Oberfläche in axialer Richtung ist; z – Anzahl der Verformungselemente; S – Drehungvorschub des Verformungsmoduls. Wenn die Verformungselemente mit unregelmäßiger Winkelverteilung sind, sollen die Werte von z durch den minimalen Winkel zwischen zwei benachbarten φmin eckig ausgerenkt Elemente ermittelt werden, wo z = 2π / φmin ist. Bei der POV nach einem Schema ohne axialen Vorschub, wenn die Verbinding zwischen Verformungsrollen mit behandelten Oberfläche nicht unterbrochen wird, hängt die Vielzahl der Verformungeinwirkung m von der Anzahl der Verformungsrollen z und der Anzahl der Umdrehungen N, welche die Achse der Rollen beschreibt in ihrer relativen Bewegung gegenüber der behandelten Oberfläche. Dabei ist m =N.z. (3) Wenn das Schema der POV ohne axialen Vorschub sich mit der Unterbrechung des Kontakts zu Verformungsrollen mit behandelten Oberfläche verbindet, hängt die Vielzahl der Verformungeinwirkung m vom Verhältnis der Zentriwinkel [1], die zwischen den Positionen der beiden benachbarten Rollen ε und zwischen zwei aufeinander folgenden Positionen die Verformungsrollen ψ ab, wenn sie mit der behandelten Oberfläche nach der laufenden Unterbrechung des Kontakts mit ihr zu interagieren beginnen. Der letzte dieser Winkel enthält zwei Komponenten - ψO, entsprechend dem Zeitraum, in dem die Verformungsrollen effektive und technologische Einwirkung ψ1 ausüben, wenn durch eine Unterbrechung des Kontakts eine kraftvolle Wirkung uneffektiv ist. Die Tatsache, dass eine regelmäßige Unterbrechung des Kontakts vorhanden ist, bestimmt, dass die Realisierung der Krafteinwirkungen auf einige der Punkte der behandelten Oberfläche nicht die gleiche Vielheit ist. Es ist angebracht die Benutzung eines Parameters, der die durchschnittliche Häufigkeit der Einwirkungen msr ausdrückt, die durch No- die Zahl der Umdrehungen der Achsen der Rollen in ihrer relativen Bewegung gegen das tragende Element der Abhängigkeit mcp = z 2 ⋅ ψO ⋅ N O . ausgedrückt werden kann. 2π 185 (4) XХ МНТК „АДП-2011” Wenn die gewünschte Vielfalt der Kraft erreicht wird, kann die Bearbeitung der Oberfläche unter verschiedenen Bedingungen beendet werden, die die Widerspiegelung auf die Homogenität der resultierenden Qualität haben. - Es ist eine Übereinstimmung der Kontaktzonen realisiert, gebildet von der gleichen verformbaren Rolle; - Es ist eine Übereinstimmung der Kontaktzonen realisiert, gebildet von verschiedenen verformbaren Rollen; - Es wurde nicht volle Überlappung der Kontaktzonen erreicht, gebildet von einer oder verschiedenen verformbaren Rollen. Die Umsetzung der aufgeführten Optionen hängt von der Kombination der Werte der beiden Koeffizienten - K1 und K2 ab, durch die Abhängigkeiten definiert 2π k1 = , (5) ψ ε k k2 = = 1 . (6) ψ z Die Werte von K1 und K2 können durch ganze, gebrochene rationale oder irrationale Zahlen ausgedrückt werden. Mögliche Kombinationen sind wie folgt - K1 und K2 sind rationale Zahlen; - K1 ist ganze und K2 ist gebrochene rationale Zahl; - K1 und K2 sind gebrochene rationale Zahlen; - K1 und K2 sind irrationale Zahlen. Im ersten Fall wird die Verarbeitung die Übereinstimmung von Kontaktzonen der unterschiedlichen Verformungsrollen nach dem Einschalten der Achsen der Rollen gegen die tragenden Bauteile der Winkel φ = ε erreicht. Im zweiten Fall sind zwei Situationen möglich, die Option zu Kontaktzonen auf der gleichen Rolle mit ihrer Drehachse auf das tragende Element des Winkels φ = 2π oder Überschneidungen von Kontaktflächen verschiedener Verformungsrollen ausdrücken. Die letzte Option ist dann erreicht, wenn es teilerfremde ganze Zahlen k und K gibt, bei denen K.ε = k.ψ und der Winkel φ=К.ε<2π.ist. Im dritten Fall ist es günstig K1 und K2 als die Summe der ganzen und der Bruchzahl in der Form k1=КО’+а1/в1 und k2=КО”+а2/в2 vorzustellen. Übereinstimmung der Kontaktzonen, die von einer oder verschiedenen Rollen gebildet sind, werden bei Drehachseverfälschen der Verformungsrollen in einem Winkel φ=B.ε, wobei B=min[в1, в2.z].ist, vorhanden sein. Im vierten Fall wird es keine Übereinstimmung der Kontaktflächen geben, und mit der Zunahme des Winkels φ, wird sich die gegenseitige Lage dieser Zonen immer mehr annähern. Wenn die Rate Häufigkeit der Verformungeffekte realisiert wird(4), aber der Wert des Winkels φ für die ersten drei Fälle nicht erreicht wurde, besteht Grund zu erwarten, dass die Qualität der Oberfläche mit dem möglichen Grad an Homogenität verwirklicht ist. Die Bedingungen, unter denen die Variabilität der Oberflächen gebildet wird durch ungleiche Behandlung mit einer Vielzahl von technologischen Auswirkungen 186 XХ МНТК „АДП-2011” in allen ihren Grundstücken, wird auch bei der Untersuchung der Phasen festgestellt. Wenn eine Variable Winkel θ von der Lage des Punktes Kontaktbereich auf der Umfang der behandelten Oberfläche bestimmt wird, ist die gegenwärtige Bedeutung der θn+1 durch die wiederkehrenden Abhängigkeit gegeben θ n+1 = θ n + ω (mod1) , (7) wobei die Indizes (n +1) und n zwei aufeinander folgende normierte Werte von θ verweisen (0 <θ <1) und ω ist die Kreisfrequenz Korrelation, womit die Werte 1/k1 und 1/k2 präsentieren werden. Operator (modl) “modulus” bedeutet in diesem Fall das Auslassen des gesamten Teils der Zahl, wo sie auftritt in aufeinander folgenden Iteration [25]. In Abb. 2 ist die Phasen-Interpretation von (7) für den Richtwert von ω = 2 / 7 und Abb. 3 für – ω=1/π [104] graphisch dargestellt. Die graphische Darstellung der beiden Figuren beinhalten zwei parallele Linien, auf beiden Seiten der Diagonale parallel liegend, für die ω = 0 ist. Abb.3а Abb.2. Abb.3b 187 XХ МНТК „АДП-2011” Auf der einer Abbildung sieht man eine geschlossene Traektorie, die in sieben Iterationen gebildet wurde, während auf der anderen Abbildung die Flugbahn nach Iterationen unverschlossen bleibt, sowohl nach den Iterationen, gezeigt in 3a, als auch nach ihrer mehrfachen Wiederholung, gezeigt in 3b. Beide Bahnen sind qualitativ verschieden, wobei in einem Fall die Schließung des Zyklus der Frequenz bei dem Wert in der Fraktion 2/7=0.2857142857142... folgt, und im anderen stellt sie sich in Pseudoperiodität dar, hervorgerufen durch die Nähe der aufeinander folgenden Zyklen der Flugbahn. Literatur: 1. Suchkov, A.G., V.S. Kostadinov, M.K. Karschakov, V.I. Grigorov. Fertigungsbearbeitung von zylinderförmigen Oberflächen durch POV. Verlagshaus "Wissenschaft und Praxis ", Ruse, 1999, S.279. 2. Panchev, S. Chaostheorie. Marin-DrinovVerlag, Sofia, 2001, S.452. 3. D. Kaplan, L. Glass. Understanding Nonlinear Dynamics. Springer-Verlag, 1995. PRECONDITIONS FOR FURTHER SMOOTHING EFFECT FOLLOWING REPEATED SURFACE PLASTIC DEFORMATION Veselin Grigorov, Sava Savov, Maria Marinova Abstract: Analyses of conditions for reaching further smoothing effect following a repeated surface plastic deformation. The preconditions which have been examined relate to the possibility for achieving homogeneity of quality of processed surfaces. Informationen über dieAutoren: Veselin Ivanov Grigorov, Prof., Angel-Kantschev-Universität Ruse, StudentskaStr. Nr.8, 7017 Ruse, Bulgarien, Mobiltelefon: +359/888573676, e-mail: [email protected]; Sava Ivanov Savov, Dipl-Ing., Wasserversorgung und Kanalisation GmbH Ruse, Tultscha-Str. Nr.6, Eingang 3, 7004 Ruse, Bulgarien, Mobiltelefon: +359/888209178, e-mail: [email protected]; Maria Krasteva Marinova, Dipl-Ing., Angel-Kantschev-Universität Ruse, Studentska-Str. Nr.8, 7017 Ruse, Bulgarien, Mobiltelefon: +359/887760103, e-mail: [email protected] 188