Formelsammlung – Fertigungstechnik
Werbung

Zusammenfassung – Fertigungstechnik
1
EINLEITUNG
1.1
Definitionen
Fertigen ist das Herstellen von Werkstücken mit geometrisch
bestimmter Gestalt und festgelegten stofflichen Eigenschaften
Fertigungsverfahren: Methoden zur Erzeugung best. fester K
Montage: Zusammenbau geometrisch bestimmter Teile
Produktion: Erzeugung eines materiellen Produkts (inkl.Plan)
Lastenheft: zum Hersteller hingetragene Liste aller vom Markt
(Kunde/Marketing) zu erfüllenden Anforderungen (Lasten)
Pflichtenheft:Umsetzung LH in Liste der verwirkl.Produktdaten
1.2
Produkt Lebenslauf
1.2.1 Qualität
Methoden zur Erzeugung von Qualität:
QFD: Konsequente Durchsetzung von Marktanford. (PH)
FTA: Syst. Suche nach Fehlerursachen aufgrund -ereignissen
FMEA: Suche nach Fehlermöglichkeiten und deren Einflüsse
DOE: Experimentelles Aufsuchen wichtigster Einflussfaktoren
Poka-Yoke: Umgang mit Murphy’s Law (Verm. zufäll. Fehler)
MFU: Maschinenfähigkeitsuntersuchung, Feststellung, ob
Maschine über lange Zeit die Toleranzen einhalten kann
Kennwert: c 2d (d=kleinster Abstand d. Mittelwerts zur Tol,
pk
S S=Prozesssteuerung (6xStandardabweich)
Stichprobe von über 50 Teilen unter Idealbedingungen
Toleranz
T
Maschinenfähigkeit:
cm
s = Standardabweichung
Maschinens treuung 6 s
T = Toleranzbreite (OGW-UGW)
Z
cmk krit
Maschinenfähigkeitskennwert:
3s
x = arithmetischer Mittelwert
Z krit Min ¦ OGW x; x UGW ¦
PFU: Prozessfähigkeitsuntersuchung, …Anlage…gute Teile…
Toleranz
T
Prozessfähigkeit:
cp
Pr
ozessstreu
ung
6
ˆ
̂ =Schätzwert für Standardabweichung
Z
krit
Prozessfähigkeitswert: c
pk
3̂
1.2.4 Zeiten
tP Prozesszeit / Brauchzeit: Prozessablaufszeit der Maschine
tH Hauptzeit: Zeit für eigentlichen Prozeß (Späne fliegen)
tN Nebenzeit: alle Zeiten, während Masch. NICHT auf Ws wirkt
tR Rüstzeit: Masch auf ein neues Produkt/Serie umgestellt wird
tS Stillstands-/Ausfallszeit: reduzierte Verfügbarkeit,
unproduktive Zeit miteinbezogen (Pausen, Mangel, Defekt…)
tNN Nettonutzungszeit: gesamte zu Verfügung stehende Zeit
t
minus Stillstandszeit
M Standmenge
t W
tWe Werkzeugwechselzeit infolge Standzeitende W e M
t
te Stückzeit: Zeit für Fertigung eines Stückes te t H t N tW e LR
L Losgrösse: Anzahl Teile die ohne Masch umzurüsten
abgearbeitet werden. Nach jedem Los: Umrüsten, Wzwechsel..
tB Belegungsdauer: Zeit, für die die Masch nicht für anderes
gebraucht werden kann,t weil aktuellen Auftrag bearbeitet
NN
t B te L L(t H t N tW e ) t R
V Verfügbarkeit V t S t NN
MTBF
Vt Technische Verfügbarkeit
V
MTD: Mean down time, mittl. Störungsdauer t MTBF MDT
MTBF: Mean time between failure,
mittl. Zeit zw. 2 Ausfällen
<- Abhängigkeit der Stückzeit von
der Fertigungszeit
tD Durchlaufszeit: Zeit zw. Bedarfsanmeldung & -deckung
tD (tLi tÜi )
tLi Brauchzeit tÜi Übergangszeit
1.2.5 Kosten
Hauptkosten/Variable/Direkte Kosten: stückzahlabhängig,
Arbeitskosten, Werkzeugkosten, benutzerabh. Instandhaltung
Nebenkosten/Fixkosten/Indirekte Kosten: benutzerunabh.
BasisNK: Kapital-, Investitions-, Ausbildungskosten
Verfahrens-& serienspezifische NK: Kosten für Vorbereitung,
Einrichtung, Spezialwerkzeuge, spezielle Haltevorrichtungen…
Z krit Min ¦ OGW x; x UGW ¦
x = arithm. Mittelwert der xi der einzelnen Stichproben
c p 1,33
Prozeß fähig
Prozeß unfähig
c pk 1,33
Prozess beherrscht
1,0 c pk 1,33
Prozess bedingt beherrscht
c pk 1,0
Prozess nicht beherrscht
1.2.6 Entwicklung und Konstruktion
SPC: Statistische Prozesskontrolle mit Gegenregelung vor
EDV-Hilfsmittel: CAD für Konstruktion; PDM als ProduktdatenToleranzgrenzüberschreitung(MFU&PFU dienen als Vorstufen) speicher (alle produktbezogenen Daten: Zeichnungen, Arbeitspläne, Prüfpläne, NC-Programme,Änderungshistorie,Stückliste)
1.2.7 Fertigungs-/Arbeitsvorbereitung
- Wahl der Fertigungsverfahren, Arbeitsplangenerierung
- Zeitrechnung, Vorkalkulation (Kosten)
1.2.2 Stückliste
- NC-Programmierung, Werkzeugdefinition
-Abbild der Produktstruktur
- Festlegung (Konstruktion) der Hilfs- und Spannvorrichtungen
-Modularisierung des Produktspektrums
- Verfügbarkeitsprüfung
-Ermittlung der Produktionsbedarfe für alle Einzelteile
- Fertigungssteuerung (Kapazitätsplanung, Terminplanung)
-Steuerung des Montageablaufs (Vor bis Endmontage, parallel) - Entscheid Make or Buy, Verlagerung
-Terminsteuerung und Produktionsplanung
- Vorbereitung Maschineninvestition
-Kostenerfassung und –zuordnung
- Unterstützung zu fertigungsgerechter Konstruktion
1.2.3 Fertigungsorganisation
- Prüfplanung (Konstruktion, Qualitätssicherung)
Prozeß: konkrete Realisierung, der Prozeß wandelt einen
Fertigungssteuerung: Einplanung der Aufträge auf
Strom von Informationen, Material und Energie um. Er benötigt Maschinen zu Terminen
dazu Maschinen, Vorrichtungen, Werkzeuge, sowie den
Vorwärtsterminierung: Ermittlung frühstmögl. Starttermine tV
Menschen mit Know-How, Kreativität und Arbeitskraft.
Rückwärtsterminierung: Ermittlung spätmögl. Starttermine tR
Bsp: Prozeß Fräsen: INPUT: Rohlinge, Kühlmittel, Energie für Pufferzeit: t P t R tV Spielmass krit.Pfad: keine Pufferzeit
Spindel, Vorschub, Hilfsantriebe, NC-Progr. OUTPUT: fertig
Optimale Losgrösse:
gefrästes Ws, Späne, Lärm, Dämpfe, Hitze, Fräsqualität: Lage, xges Bedarfsmenge pro Planperiode
Maß, Form, Rauhigkeit. EINRICHTUNG: Fräser, Halterung,
KA Rüst - / Bestellkosten pro Auftrag
Klemmvorrichtung, Fräsmaschine oder Bearbeitungszentrum. KH Herstellkosten
FRÄSPROZESS: Art der Werkzeugführung, Fräse bzgl.
iL Zinssatz für Lagerung
Schnittparamter, Prozeß-Stabilität
c p 1,33
1
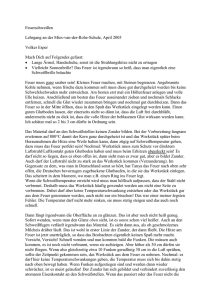
3.1
Druckumformen (MU)
Walzen: Warm oder kalt, Herstellung von Halbzeugen als
Profilstahl oder Flachmaterial
Freiformen: üblicherweise warm: Herstellung grosser
Schmiedestücke, die als Vorformen spanend nachbearbeitet
werden. Anwendung in der ersten Stufe vor dem Fliesspressen
zur Stauchung eines Setzlings
Gesenkformen: Warmformgebung zur Herstellung grosser
Stückzahlen und beliebiger Formenvielfalt
Eindrücken (Prägen): üblicherweise kalt, Herstellung von
Münzen, Essbesteck, Anwendung in Verfahren der
Blechumformung, zur Verbesserung der Masshaltigkeit von
Sitzen, z.B. Herstellung der Sitze für Fahrzeugradmuttern
Fliesspressen: Einteilung nach Fliessbewegung relativ zur
Bewegung des Oberwerkzeugs:
- Vorwärtsfliesspressen
- Rückwärtsfliesspressen
- Querfliesspressen
1.3
Einteilung der Fertigungsverfahren
Einteilung nach Voll- oder
Das Fertigungsverfahren umfasst die grundsätzliche
Hohlkörper Fliesspressen
Beschreibung der Art wie Stoffzusammenhalte oder
Verjüngen: kalt/halbwarm,
Eigenschaften verändert werden können:
Herstell. Masch.teilen aller Art.
Hauptgruppe 1: Urformen (Info s. unten), Hauptgruppe 2:
Vollvorwärtsfliesspressen:
Umformen; Hauptgruppe 3: Trennen; Hauptgruppe 4: Fügen
Wellen, Herstellung von
(Def: Fügen ist das auf die Dauer angelegte Verbinden oder
Kondensatorbechern, Behältern
sonstige Zusammenbringen von zwei oder mehr Werkstücken
Napfrückwärtsfliesspressen:
von geometrisch bestimmter Form oder von ebensolchen
z. B. Herstellung von Tuben
Werkstücken mit formlosem Stoff. Dabei wird der
Querfliesspressen: Herstellung von Gelenkkreuzen, die
Zusammenhalt örtlich geschaffen und im ganzen vermehrt.)
Symmetrieachse (für die Hauptgeometrieelemente) liegt
Hauptgruppe 5: Beschichten (Def: Beschichten ist Fertigen
parallel zur Hubrichtung
durch Aufbringen einer fest haftenden Schicht aus formlosem
3.2
Zug-Druckumformen
Stoff auf ein Ws. Massgebend ist der unmittelbar vor dem
Tiefziehen:
Beschichten herrschende Zustand des Beschichtungsstoffes.
Bsp: Pulver-, Tauch-Beschichten, Lackieren, Anodisieren,
Blechumformung,
Bedampfen, Sputtern) Hauptgruppe 6: Stoffeigenschaftsänd. Herstellung von
(Def: dies ist Fertigen durch Verändern der Eigenschaften des Näpfen aus Blech.
Werkstoffes, aus dem ein Werkstück besteht, Veränderung der Ziel: Blechdicke soll
submikroskopischen bzw. atomaren Bereich, durch Diffusion
unverändert bleiben.
von Atomen, Erzeugung von Versetzungen im Atomgitter und Die Formänderung
chem. Reaktionen. Bsp: Härten, Anlassen, Kaltrecken,
stammt aus der
spannungsfrei oder weich Glühen, Altern
Fläche.Typisches
Anwendungsbeispiel ist das Ziehen zweiteiliger Getränkedosen
d
2 URFORMEN (Hauptgruppe 1)
Grenzziehverhältnis βmax:
max o
dO = Ronden-, dSt = Stempeldurchmesser
Urformen ist Fertigen eines festen Körpers aus formlosem
d st
Die Herstellung von Karosserieteilen ist i.d.R. eine Kombi aus:
Stoff durch Schaffen des Zusammenhaltes. Dabei treten die
Tief- & Streckziehen (eigene Verf.bez: Karosserieteilziehen)
Stoffeigenschaften des Werkstückes bestimmbar in
Kragenziehen:
Erscheinung. Bei einigen Urformverfahren können auch
Hilfsstoffe, z.B. Bindemittel verwendet werden. Urformen wird Abrundung der
Aussenseite eines
auch beim Fügen und Beschichten verwendet.
Loches. Kragenziehen
Metalle: Giessen mit verlorener Form, Druckguss,
auch, um anschliessend
Kokillenguss, Schleuderguss, Wachsausschmelzverfahren
Kunststoffe: Schleuder-, Spritzgiessen, Pressen, Extrudieren Gewinde einzubringen
Abstreckgleitziehen:
3 UMFORMEN (Hauptgruppe 2)
Veränderung der Wandstärke zylindrischer Hohlkörper.
Umformen ist Fertigen durch bildsames (plastisches) Ändern Folgeschritt nach dem Tiefziehen zum Ausgleichen der
Wandstärke. Typische Anwendung: Abstrecken von Bechern
der Form eines festen Körpers. Dabei werden sowohl die
zu einer Getränkedose
Masse als auch der Zusammenhalt beibehalten.
Drücken: Blechumformung, Herstell. rotationssymmetrischer
Umformverfahren werden auch beim Fügen verwendet.
Hohlkörper aller Art. Vorteil ist ein einfaches Werkzeug.
Weitere Einteilungen:
Bewegung der Drückrollen CNC gesteuert.
i) Blechumformung
Nachteil: langsamer Vorgang. Vorteile:
ii) Massivumformung
Anwendung für Teile, die in der translat.
a) Kaltumformung
Hubbewegung nur schwer oder gar nicht
b) Warmumformung
erzeugbar sind, sowie für
c) Halbwarmumformung
kl und mittl Stückzahlen.
Druckspannungen
tangential,
Zugspannungen radial.
1.2.8 Flexibilität
Technologische Flexibilität: Variationsbreite der
beherrschten Technologien und Teilevielfalt
Bedarfsflexibilität: Flexibilität ggüber schwankendem Bedarf:
Durchlaufzeit & Bandbreite wirtschaftl. fertigbarer Stückzahlen
Produkteflexibilität: Bearbeitung bekannter Produkte in
beliebiger Reihenfolge: v.a. Umrüstaufwand ist zu bewerten.
Fertigungsredundanz: Möglichkeit zum Ausweichen auf
andere Produktionsmittel beim Ausfall eines Fertigungssystem
Mengenflexibilität: technische und wirtschaftliche
Möglichkeiten zur Veränderung der Ausbringungsleistung
Anpassflexibilität: Anpassungsfähigkeit bei (unbek.) völlig
verändertem Produktionsprogramm (Fertigung-,Mat-,Info.syst)
Erweiterungsflexibilität: Integration weiterer Bearbeitungs-,
Automatisierungs – und Informationseinrichtungen zur
Steigerung der Ausbringung
Flexibilität geht zu Lasten der Produktivität
2
Weiten, Tiefen, Streckziehen: Blechumformung: Material zur
Veränderung der Gestalt stammt aus der Blechdicke.
Zugumformverfahren gehen immer mit einer
Blechdickenreduktion einher. Streckziehen: für sehr grosse
Teile, z.B. Beplankungsteile von Flugzeugflügeln. Billiges,
einteiliges Werkzeug
(z.B. Schichtpressholz).
Herstellung konvexkonkaver Formen im
reinen Streckziehvorgang nicht möglich.
Dehnung so, dass an
keiner Stelle die
Gleichmassdehnung
überschritten wird.
Walzrunden: Umformung von Flachmaterial und Profilen,
Herstellung von Ringen aller Art, Kalt- und Warmumformung.
Anwendung für mittlere und kleine Stückzahlen
Walzrichten: Blechumformung. Rohmaterial für die meisten
Blechumformverfahren wird in Coils (Blechwickel) geliefert.
Walzrichten ist der Arbeitsgang zur Beseitigung der
Coilkrümmung vor der Zuführung in die Umformpresse.
Gesenkbiegen: Blechumformung zur Herstellung von
geradlinigen Kanten. Kästen, Gehäuse, Schaltschränke
Verdrehen: Herstell. von Kurbelwellen: Schmieden in der
Ebene, Verdrehen der Kurbelwangen in richtige Winkelstellung.
3.3
Kaltumformen
Definition: Verfahren,
bei denen das Ws vor
der Umformung nicht
erwärmt wird. Durch die
infolge Umformung
eingetragene Energie
kann die Temperatur um mehrere 100° C steigen, dennoch
heisst der Vorgang Kaltumformung, Bleche werden i.d.R. kalt
umgeformt (Ölkühlung)
3.4
Warmumformen
Def: Verfahren, bei denen das Ws vor der Umformung auf
Temperaturen über RT erwärmt wird (Wasserkühlung).
für Stähle: Umformung im austenitischen Gebiet = Schmieden
Ziel: niedrige Formänderungsfestigkeit k f bei hohen Geschw.
-> Bearbeitung oberhalb der Rekristallisationstemperatur
-> Hohe Temp. von
ca. 1000 – 1250 °C,
-> Umformung in
Gesenken, deren
Gravur die Geometrie
des Teils abbildet
3.5
Halbwarmumformen
Warmumformverfahren für die Umformung von Stahl, mit
tieferen Werkstücktemperaturen so, daß:
- die Zunderbildung noch begrenzt bleibt
- die Formänderungsfestigkeit deutlich gesenkt wird
- das Umformvermögen gesteigert wird
- i.d.R. die Phasenumwandlung unterbleibt
-> Umformtemperaturen zwischen 600 und 900 °C
- Beliebige Stahlqualitäten verarbeitbar
- Formen überwiegend rotationssymmetrisch
Gegenüber warm:
- Verbesserung der Masshaltigkeit und Oberflächenqualität
- grössere Umformkräfte, keine Gratbildung
- Verfestigung und kleineres Umformvermögen
- Geringere Erwärmungskosten
-> Aufbau Umformwz ähnlich wie bei der Kaltumformung
3.6
Tribologie
Vorgänge im Kontakt Werkzeug - Werkstück - Reibung >
Vergrösserung der erfolgten Umformkraft
-Verschleiss > Begrenzung der erreichbaren Stückzahl/Qualität
Verschleissbeeinflussende Parameter:
- Relativbewegung Werkstoff - Werkzeug
- Hohe Kontaktnormalspannungen (hohe Reibkräfte)
- Hohe Randtemperaturen
- Oberflächenvergrösserung (Trennschicht mit Schmiermittel
wird ausgedünnt, frisches reaktives Material gelangt an die
Oberfläche > Fressneigung)
Tribologie definiert durch Werkstück- & Werzeugwerkstoff,
Trenn- & Schmiermittel, Prozessbedingungen.
3.7
Umformmaschinen
Weggebundene Umformmaschine: Maschine legt über ihren
Antrieb den Weg-Zeitverlauf des Wzeugs fest. (mech. Presse)
Kraftgebundene Umformmaschine: Die Maschine legt über
ihren Antrieb den Kraft –Zeitverlauf fest (Hydraulikpresse)
Energiegebundene Umformmaschine: Umformung entsteht
durch den plastischen Stoss zwischen zwei Körpern (Wz&Ws).
Vorgabe der kin. Energie des Stössels/Werkzeugs. (Hammer)
3.8
4
Mathematik zum Umformen
TRENNEN (Hauptgruppe 3)
Def: Fertigen durch Ändern der Form eines festen Körpers,
wobei der Zusammenhalt örtlich aufgehoben wird. Endform in
Ausgangsform enthalten. Zum Trennen zählt man auch das
Zerlegen zusammengesetzter Körper. (Spanende Verfahren)
4.1
Zerteilen
Durch Zerteilen entstehen zwei getrennte mögliche Nutzteile
Gruppe Zerteilen: Scherschneiden, Messerschneiden,
Beissschneiden, Spalten, Reissen, Brechen
Def: Scherschneiden: Trennung durch überwiegende
Beanspruchungen durch Schubspannungen; Geschlossener
Schnitt: Schnittlinie läuft in sich zurück; Offener Schnitt
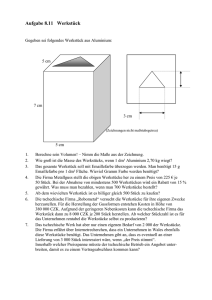
4.2
Stanzen/Scherschneiden
Prozess: Aufsetzen, elastisch verbiegen, plastisch verbiegen,
Scherung, Risseinleitung, Zusammenwachsen der Risse,
Trennung, Rückfederung Blech, Unterer Totpunkt (UT), max.
Eintauchtiefe, Rückhub
Defektes Stanzteil:
An der Länge der glatten
Zone kann man erkennen,
wie duktil das Material ist.
Zipfelbildung:
Zipfelbildung
verringern durch
Anpassung des
Schnittspalts
uopt = 0,08 ... 0,1 s
Verschleiss, falls u zu
klein.
Grosser Schnittspalt vergrössert Durchbiegung, Konizität,
Grathöhe; Abhilfe Feinschneiden, 2.Stufe Nachhobeln
Verschleiss des Stempels: L l N s
s
L...Lebensdauer
lN...nutzbare Stempellänge
n...Hubzahl pro Nachschliff
s...Verschleisshöhe = Eintauchtiefe
3
Berechnung der Schnittkraft: FGes=FS+FGeg+FRZ;FRZ =ARZ*RP Schruppen: Kombination aus Abbildung der
Werkstückgeometrie und einer erzeugenden Relativbewegung,
FS cV l S s k S
grosses Zerspanvolumen, geringe Genauigkeit
kS…0.8 Rm, Scherfestigkeit
Schlichten: kl.Zerspanvolumen, Einstellen der Endgenauigkeit
FS…Schnittkraft
4.5.1 Kinematik
s…Blechdicke
Schnittbewegung:
Rm…Zugfestigkeit
ohne Vorschubbew. pro Hub oder UmlS…Schnittlänge
drehung einmalige Spanabnahme in
cV…Verschleissfaktor, 1.0-1.6
Schnittrtg mit Schnittgeschwindigkeit vC
Rückzugskräfte = 0.01…0.4 FS
Vorschubbewegung:
Verringern der Maximalkraft: durch zeitliche Verteilung der
sorgt für fortgesetzte Spanabnahme in
Kräfte
Vorschubrtg mit Vorschubgeschwindigkeit vF
Beispiele:
Wirkbewegung:
a) Dachschliff Matrize
Resultierende aus Schnitt - und Vorschubb) Dachschliff Stempel
bewegung, mit Wirkgeschwindigkeit ve
c) abgesetzter Stempel
Wirkebene, Arbeitsebene:
d) abgesetzter Stempel
aufgespannt durch Schnitt- und Vorschubbewegung
im Komplettschnitt
4.5.2 Schnittfläche
4.3
Nibbeln
vom Spanprozess erzeugte Fläche, die Schnittrichtung ist für
Pilotpins: (Fangstifte) Ausgleich
Winkeldefinition maßgebend:
Vorschubgenauigkeit
φ…Vorschubrichtungswinkel vC / v F
(+/-0.05)
η…Wirkrichtungswinkel vC d n
a) Anschlagstift und
Einhängestift
b) Pilot oder Fangstift
b)
a)
Definitionen:
s = z * fZ
4.4
Feinschneiden
fZ…Vorschub pro Zahn
Glatte Schnittflächen als Funktionsfläche
z…Zähnezahl
- Gegenhalter: Verhindert das Durchbiegen des Blechs
s…Vorschub pro Umdrehung
- Ringzacke: drängt Material in Richtung Schnittfuge und sorgt Orientiert an der Arbeitsebene:
dort für rissverhindernde Druckspannungen
ap…Schnitttiefe, Schnittbreite
- Geringe Schnittspaltbreiten (ca. 0,01 Blechdicke): vergrössert Breite des Eingriffs der Schneide senkrecht zur Arbeitsebene
den Glattschnittanteil, Ziel: viel Fliessen
ae…Eingriffsgrösse
System fester Stempel,
Spanungsbreite in der Arbeitsebene senkrecht zur
Gesamtschneidwz:
Vorschubrtg (nicht definiert beim Drehen)
1 Schneidstempel
2 Schneidplatte
3 Auswerfer
4 Innenformstempel
5 Lochstempel
6 Innenformausstosser
7 Ausstosser
8 Ringzackenplatte
In der Schneidenebene:
9 Druckplatte; 10 Lochstempelhalteplatte; 11 Zwischenplatte;
b…Spanungsbreite: Breite des Eingriffs parallel zur Schneide
12 Untersatz; 13 Druckbolzen; 14 Verriegelungsbolzen;
h…Spanungsdicke: Dicke des abzunehmenden Spans
15 Führungsplatte; 16 Obergestell; 17 Untergestell;
senkrecht zur Schneidenebene Spanungsquerschnitt:
18 Führungseinheit; 19 Schrumpfsitz
Qw…Zeitspanvolumen
A…Spanungsquerschnitt
4.5
Zerspanen
Unter Spanen versteht man gemäss DIN 8589 einen
Trennvorgang, bei dem von einem Ws mit Hilfe der Schneiden
eines Wz Werkstoffschichten in Form von Spänen zur Veränd.
der Wsform und (oder) -oberfläche mech. abgetrennt werden. Schneidkeil/Keilschneide:
Teil wo der Span entsteht
Spanen mit geometrisch definierten Schneiden: Drehen;
Schneiden: Schnittlinie
Bohren, Senken, Reiben; Fräsen; Hobeln, Stossen; Räumen;
der den Schneidkeil
Sägen; Feilen, Raspeln; Bürstspanen; Schaben, Meißeln;
begrenzenden Fläche,
Spanen mit geometrisch unbestimmten Schneiden:
Freiflächen zeigen
Schleifen mit rotierenden Werkzeugen; Bandschleifen;
zum Werkstück
Hubschleifen; Honen; Läppen; Strahlspanen; Gleitspanen;
Spanfläche: Fläche auf
- Spanende Verfahren liefern die besten Genauigkeiten
der der Span abläuft
- Hohe Gestaltungsfreiheit
Hauptfreifläche:
- Hohe Flexibilität! Werkzeugwechsler, Teilewechsler
positive Projektion der Normale in Vorschubrichtung
- Spanender Verfahren haben immer noch grosse Bedeutung
- Ca. 70% Wert der verkauften Werkzeugmaschinen spanend Nebenfreifläche: Projektion der Normale entgg Vorschubrtg.
4
4.5.3 Bezugssysteme
Werkzeugbezugssystem: definiert am Wz, ohne Prozess
->Massgeblich für Herstellung und Instandsetzung
Werkzeugbezugsebene:
Für das Werkzeug charakteristische
Ebene (Dreh-, Hobelmeissel:
Auflagefläche) Normale
auf Werkzeugbezugsebene ist angenommene
Schnittrichtung
Schneidenebene: aufgespannt
durch angenommene Schnittrichtung und Schneidenlinie
(Tangente)
Keilmessebene: Orthogonal zu Schneidenebene und
Werkzeugbezugsebene
Wirkbezugssystem:
definiert am Prozeß,
Massgeblich für die
Beschreibung des
Zerspanprozesses.
Normale auf Wirkbezugsebene ist die Wirkrichtung
Wirkbezugsebene:
Ebene senkrecht zur Wirkrichtung
Wirk - Schneidenebene:
aufgespannt durch Wirkrichtung und Schneidenlinie (Tangente)
Wirk - Keilmessebene:
Orthogonal zu Schneidenebene und Wirkbezugsebene
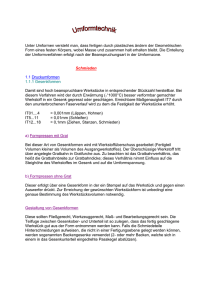
4.5.4 Winkel am Schneidkeil
4.5.5
Spanbildung
1. primäre Scherzone
2. Verformungsvorlaufzone
3. sekundäre Scherzone:
Reibungszone zw Wzfreifläche und gefertigter Fläche
4. sekundäre Scherzone:
Reibungszone zwischen
Werkzeugspanfläche und
Spanunterseite
5. Trenngebiet
α…Freiwinkel
γ…Spanwinkel
Φ…Scherwinkel
h… Spanungsdicke
hch… Spandicke
4.5.6 Scherzone
Vorgänge an der Spanunterseite:
4.5.7
-Reibung an der
Spanfläche des Wzeugs;
Energieumsetzung,
Wärme, Verschleiß.
-Äusserst stark verformte
Randschicht (Werkstück)
-Entstehung einer
plastischen Fliessschicht
auf Spanunterseite.
- Veränderung der
Gefügestruktur Werkstück
Span
Scherwinkel, Spangeschwindigkeit
tan
cos
h sin
Schergleichung:
4.5.8 Spanarten
a) Reissspan /Bröckelspan
Herausreissen von Wsteilen aus der Oberfläche
ohne Verformung in Scherebene
-> rauhe Oberfläche
Bedingungen:
- niedrige Schnittgeschw. vc = 5 ... 10 m/min
- spröde Werkstoffe
- Grosse Schnitttiefe
- kleine bis negative Spanwinkel
h
vc
vch
b) Scherspan
Abtrennung durch Scherung, Scherlokalisierung führt zu
diskontinuierlichem Fliessen bis vollst. Abscherung im Span
->glatte Oberfläche
Bedingungen:
- mittlere Werkstofffestigkeit
- mittlere Schnitttiefe, mittlerer Spanwinkel
- mittlere Schnittgeschwindigkeit (Baustahl: vc = 7 – 60 m/min)
- Verformung beim Spanen führt zur Aufhärtung
c) Lamellenspan
- ungleichförmiges Gefüge
- Schwingungen
- Hohe Geschwindigkeiten und / grosse Spanungsdicken
d) Fliessspan
->glatte Oberfläche (vom Bearbeitungsergebnis optimal)
Bedingungen:
- duktile Werkstoffe, geringe Schnitttiefe, grosse Spanwinkel
- hohe Schnittgeschwindigkeit (Baustahl: vc > 80 m/min)
- gleichmässiges Gefüge
- keine Schwingungen
bsp…Spanbreite b…Spanungsbreite
Spanraumzahl: R=Vs/V
Vs…Raumbedarf der Spanmenge (lose geschichtet)
V…Zerspantes Werkstoffvolumen
Bröckelspan Klein Spröd Inhomogen Instabil
Scherspan
vC
Werkstoff
Maschine
Lamellensp.
Fliessspan
Groß Zäh
homogen
Stabil
5
Klein
γ
gross
4.5.9
Aufbauschneide
a) Maximale Aufbauschneide
b) Aufbauschneide wird instabil
c) zerbricht, unsaubere Oberfl.
durch Bruchstücke (Periode
ca. 1kHz)
- Unregelmässige Ofl. durch Wachstum der Aufbausschneide
- Schlechte Masshaltigkeit
- Unsaubere Oberfl. wegen Verschweissen der Bruchstücke
- Erhöhter Freiflächenverschleiss
- Verminderte Kolkung der Spanfläche (Schutzschicht)
Begünstigung: Auftreten vor allem im Scherspangebiet
- Hohe Temperatur (Bis Erreichung der Rekristallisationstemp.)
- Schwache Kühlung
- grosse Spandicken
- Kleine Spanwinkel
- Grosse Schnittgeschwindigkeiten
- Hohe Werkstofffestigkeit
- frische und damit reaktive Oberfläche (Oberflächenvergröss.)
- hohe Kontaktnormalspannungen (Spankräfte auf Schneidkeil)
Querrauhigkeit (theor. kinematische Rauhigkeit Rt)
abhängig von: Schneidenradius, Vorschub, Verschleisszustand
der Schneidenecke; Werkzeugeigenschaften, Schnittgeschw.
4.5.10 Werkzeugbeanspruchung
Thermische Werkzeugbeanspruchung:
Aufheizung:
- Scherfläche
- Spanflächenreibung
- Freiflächenreibung
Durch die Scherung erwärmtes
Spanmaterial wird auf der Spanfläche
weiter erwärmt. Temperaturmaximum
auf der Spanfläche!!
Einflüsse auf Schneidenerwärmung:
- Schnittgeschwindigkeit vc
- Duktilität und Festigkeit des zu zerspanenden Werkstoffes
- Reibungsbedingungen, welche durch Beschichtungen
stark verbessert werden können.
- Spanungsquerschnitt
- Art, Menge und Zuführung des KSM (Kühlschmiermittel)
- Wärmeleitfähigkeit von Schneidstoff und Werkstoff
- Wärmekapazität von Schneidstoff und Werkstoff
4.5.11 Kraft / Leistung
4.5.12 Berechnung der Zerspankraft
Komponenten der Zerspankraft:
=aP∙f∙kc’
Kienzle-Formel:
Fc k c b h (1 z )
z = tan(α) von der Geraden
kc…spezifische Schnittkraft
kc'…kc∙h-z
b = f von oben!! (Spandicke)
Näherung: P = Fc ∙ vc
4.5.13 Winkel
Freiwinkel α: Grosse Freiwinkel reduzieren Freiflächenverschleiss und begünstigen Ausbrechen der Schneidkante
-> Freiwinkel nicht grösser als unbedingt nötig
- Harte kurzspanende Werkstoffe: Freiwinkel ca. 4°
- Baustähle: Freiwinkel 6 bis 10°
- Langspanende Werkstoffe geringer Festigkeit: > 10°
Spanwinkel γ:
Grosse Spanwinkel verringern die Schnittkraft und Bildung von
Aufbauschneiden und Stauchung, begünstigen Fliessspäne.
Kleinere (bis negative) Spanwinkel: je härter das Material,
je höher die Schnittgeschwindigkeit, je stossartiger die
Beanspruchung, je spröder der Schneidstoff
-> Spanwinkel umso grösser, je weicher der Werkstoff ist
- γ > 10°: Al und seine Legierungen
- γ bis 10°: bei duktilen Stählen, mittelharten Werkstoffen
Einstellwinkel κ: sin( ) h / f - zur Vermeidung von
Auftreffstössen,
besonders an der
Schneidenecke
- zur Verteilung der
Schneidkraft
(Schneidkraft steigt an)
- zum eindeutigen Aufdrücken aller Spiele der Maschine
κ > 90°: Umkehrung der Passivkraft -> Werkzeug wird
selbstverstärkend in das Werkstück gezogen, Bruchgefahr!
Neigungswinkel λ:
λ ≠ 0°:
-Vermeidung Auftreffschlag bei radial genuteten Teilen (λ<0)
- Beim Fräsen gleichmässiger (stetiger) Eingriffsverlauf
- Axialkraftkomponente beim Walzenfräsen (Passivkraft)
- λ < 0: Führung des Spans in Rtg Schneidenecke
- λ > 0: Span wird von der Schneidenecke weggeschält
4.5.14 Verschleiss
a) Kolkverschleiss b) Freiflächenverschleiss Hauptschneide
c) Freiflächenverschleiss Nebenschneide
Adhäsionsverschleiss (Aufbauschneide):
- Periodisches Aufschweissen von Werkstückstoff und dessen
Abriß mit Bruchfläche z.T. im Schneidstoff
- Reaktive neue Werkstückstoffoberfläche (z.T. plast.Verform.)
- Ausgeprägt bei niedrigen Geschw und Aufbauschneidenbild
- Verringerung durch Kühlschmiermittel (sehr effektiv)
- Verringerung durch kleinere Werkzeugoberflächenrauhigkeit
- Verringerung durch Beschichtungen
Abrasionsverschleiss:
- mechanischer Abrieb von Schneidstoffschichten durch
Relativgeschwindigkeit und Kontaktnormalspannungen
- Begünstigt durch Werkstoffe mit harten Einschlüssen
- Verringert durch harte Einschlüsse im Schneidstoff
(Sondercarbide, CBN, Keramik, Diamant)
- Verringert durch Beschichtung
Diffusionsverschleiss:
bei hohen Temp, Diff an Kontaktebene, z.T. Ausbrüche am Wz
als Folge. z.B. beim Bearbeiten von Eisenwerkstoffen mit
Diamantschleifen, weil C sehr hohe Affinität zu Fe hat.
Verzunderung/
Oxidationsverschl:
Bei hohen Temp (d.h. auch
hohe Schnittgeschw),
vorallem bei HM, führt zu
Vorlumenzunahme und
Ausbruch Schneidecke
6
- Thermoschockbeständig Kühlung mit Emulsion
Hartmetalle (25-40 HRC)
Hartmetalle werden durch Sintern von sehr harten und
verschleissfesten WC und (Ti, Ta, Nb) - Karbiden mit CO als
Bindephase hergestellt. CO als Diffusionsinhibitor für C.
Bezeichung: HW–P25
- P-Gruppe: Wolfram-,Titan- und Tantalkarbide (hohe Warmund Abriebfestigkeit) für langspanende Stahlws
- K-Gruppe: Wolframkarbid ergibt geringere Warmfestigkeit,
aber hohe Abriebfestigkeit. Bearbeitung von Grauguss und
Austenitischen Stählen, daneben NE-metalle und Kunststoffe
- M-Gruppe: Sowohl bzgl Zus.setz. wie Eigenschaften im
Mittelbereich. Relativ gute Warmverschleiss- und
Abriebfestigkeit. Anwendung allgemein rückläufig.
- Zahl hoch -> Zähigkeit hoch
Cermets (30-45 HRC)
Der Name wird aus ceramics und metals gebildet. Cermets
sind Hartmetallschneidstoffe aus TiC und TiN und NickelChrom- und Molybdän als Bindephase, kein WC.
Bezeichnung: HT-P20 (siehe Hartmetall)
Besondere Vorteile:
- Große Härte, geringe Diffusions- und Adhäsionsneigung
- Warmverschleiß- und Kantenfestigkeit
- hohe Schneidkantenschärfe, können mit pos. Spanwinkel
- Hohe Schnittgeschwindigkeit und Standzeit
- Bessere Oberflächen als HM und beschichtete HM
Thermoschockempfindlich wg. kleiner Wärmeleitfähigkeit.
Keramik (40-60 HRC)
Schneidkeramik hat als Basis harte kovalent gebundene
Substanzen und wird meist als Schneidplatten (ohne Loch)
eingesetzt. CA: Oxidkeramik (weiss)
th
Reinkeramik: weiss, Al2O3 mit 5-15% ZrO2 (Zirkonoxid)
K F K ML t h ( K ML tW KW T )
T t
1 Mischkeramik(CM): schwarz, Al2O3, mit hohen Anteilen von
Fertigungszeit pro Werkstück:
te th W
th a
Metallkarbiden (z.B. Titankarbid TiC)
n
vc CN: Nitridkeramik (TiN)
KML …Maschinensatz (inklusive Lohnkosten) pro Zeiteinheit
- Große Härte, Kantenfestigkeit, Hohe Einsatztemperaturen
KWT …Werkzeugkosten pro Standzeit
- chem. Beständigkeit (geringe Diffusions-& Adhäsionsneigung)
T…Standzeit
th…Hauptzeit pro Stück
- Warmverschleißfestigkeit, sehr hohe Schnittgeschwindigkeit
tW …Werkzeugwechselzeit (neues Werkzeug einwechseln)
-> Sehr thermoschockempfindlich, geringe Zähigkeit und
n…Während der Standzeit gefertigte Anzahl Ws: n = T/th
Biegefestigkeit, deshalb Kühlung i. d. R. nicht empfehlenswert!!
Ziel: Minimale Fertigungszeit
Diamant
Ziel: Minimale Fertigungskosten
- sehr hohe Verschleissfestigkeit
- hohe O.fl.güte (Spiegel für Laseroptiken, Rauhtiefe 0,02 µm)
-sehr hohe Schnittgeschwindigkeit
4.5.17 Schneidstoffe
Anwendung:
Härte und Druckfestigkeit
Schleifen (besonders von Hartmetall), Abrichten von
insbes im warmen Zustand
Schleifscheiben, Feinstfräsen mit Einzahnfräsern, Drehen und
- Zähigkeit, Biegefestigkeit
Fräsen (Schruppen und Schlichten) von Nichteisenmetallen,
- Warm-, Kantenfestigkeit
Kunststoffen und Keramiken.
- innere Bindefestigkeit
Nicht für Eisen!! -> C-Diffusion!!
- Beständigkeit gg Oxidation
Polykristallines kubisches Bornitrid (50-67 HRC)
- geringe Neigung zum
CBN ist nach Diamant der härteste Werkstoff. Er hat hohen
Verkleben und zur Diffusion
Verschleißwiderstand und große Zähigkeit.
- Verschleissfestigkeit
Beschichtungen
gegen mechan. Abrieb
Ws soll fest (bes warmfest) und zäh, aber nicht spröde sein!
- reproduzierbares Verschleissverhalten
Anforderungen an die Beschichtung:
- Mech. und therm. Unempfindlichkeit gegen Wechselbeanspr.
- Abriebfestigkeit (hohe Härte)
- niedrige Preise und geringe Instandsetzungskosten
- diffusionshemmend(nicht Affin zumWstückws,riss- &porenfrei)
Thermoschockzahl:
- Oxidationsbeständig, thermisch isolierend
σB…Biegebruchspannung
- kleiner Reibungskoeffizient (Materialpaarung)
λ…Wärmeleitfähigkeit E…Elastizitätsmodul
- gute Haftung auf dem Grundkörper (Ausdehnungskoeffizient)
α…linearer Wärmeausdehnungskoeffizient
- gleiche oder ähnliche Elastizität wie der Grundkörper
R > 25: gute Thermoschockbeständigkeit, KSM verwendbar
- kostengünstig in Beschaffung und Anwendung
Schnellarbeitsstahl
- Beschichtungen ungeeignet für Werkstoffe mit hoher Affinität
- Hochlegierter Stahl mit verschleissfesten und
zu TiC, TiN, Al2O3: Al, Ti, Zn, Sn, Ni und deren Legierungen
wärmebeständigen Bestandteilen wie Karbide von Wolfram,
- ungeeignet im unterbrochenen Schnitt (Stossempfindlichkeit)
Vanadium, Molybdän, Kobalt und Chrom.
- Vergrösserung des Schneidkantenradius. Vom Kantenradius
- Verwendung für Werkzeuge mit scharfen Schneidkanten wie
hängt min. Spandicke ab (bei Feinbearbeitung mögl. gering)
Gewindebohrer, Räumwerkzeuge, Spiral-Bohrer, Reibahlen.
- beschichtete Werkzeuge nicht lötbar
- Warmfest bis ca. 600 °C, Gute Kantenfestigkeit, Zähigkeit
7
4.5.15 Spröder Bruch und Deformation des Schneidkeils
Ausbrüche: Als Ursache kommen zu grosse Schnittkräfte, zu
kleiner Keil- oder Eckenwinkel, zu spröder Schneidenws und
harte, nichtmetallische Einschlüsse im Werkstückwerkstoff in
Frage. Sie führen vor allem beim Fräsen mit Hartmetallwerkz
zu sogenannten Querrissen. Hier sind aber auch wechselnde
Beanspruchung bei Lamellenspanbildung (bei der Zerspanung
von Titanwerkstoffen) und Schwingungen etwa von labilen
Werkstücken im akkustischen Bereich als Rissursachen.
Kammrisse: Die Kammrisse entstehen infolge thermischer
Wechselbeanspr, da sich die Werkzeugschneide während des
Zahneingriffs aufheizt und während des Luftschnitts wieder
abkühlt. Diese Verschleissart tritt vorallem bei hochwarmfesten
bzw. warm-spröden Schneidenws, speziell bei Hartmetall, auf.
Der Verlauf der Kammrisse deckt sich mit dem Verlauf der
Isothermen des Temp.feldes im Schneidteil. Die Tempwechselbelastung kann durch Einsatz von KSM beträchtlich verstärkt
werden. Deshalb ist der KSM-Einsatz bei Hartmetallwerkzeug
meist schädlich. Die Zugspannungen in der Oberflschicht
können die infolge hoher Temperatur niedrige Fliessgrenze
überschreiten, sodass auch plastische Verformungen auftreten.
4.5.16 Standzeit
Standkriterien: Verschleiss am Werkzeug, Veränderung der
Rauheit am Werkstück, Veränderung der Zerspankraft,
Prozessende (Blankbremsung)
vc = Schnittgeschwindigkeit
T = Standzeit
k = Exponent der Steigung
cv = Proportionalitätskonstante
Optimale Schnittgeschwindigkeit:
Fertigungskosten pro Werkstück:
5
DREHEN
Ist beim Runddrehen das Ziel, eine Zylinderfläche zu
erzeugen, wird beim Plandrehen eine Ebene senkrecht zur
Drehachse hergestellt. Profildrehen ist das Abbilden der
Schneide eines teilegebundenen Werkzeugs als Meridiankurve
Formdrehen: Erzeugung einer beliebigen Form aus einem
Steuerdatensatz oder durch Abfahren einer Kopierschablone
Schraubdrehen: Erzeugung von Schraubenflächen, wobei der
Vorschub je Umdrehung die Steigung ist
Unrunddrehen: Herstellung nicht rotationssymmetrischer
Teile. Zunehmend ersetzt durch Komplettbearbeitungszentren
Erzeugte Oberfläche
Qualität begrenzt
gute Qualität
Maschine
Prozesskräfte drängen
Werkzeug & -stück auseinander
Prozesskräfte wechseln die Richtung,
Massnahmen an der Maschine erforderlich
mittlere
Spanungsdicke
a) rechter gerader Drehmeissel
b) linker abgesetzter Eckdrehmeissel
c) rechter gebogener Schruppdrehmeissel
d) spitzer Drehmeissel
e) breiter Drehmeissel
f) abgesetzter Stirndrehmeissel
g) abgesetzter Seitendrehmeissel
Zeitabhängige
Spanungsdicke:
h(t ) f z sin[ (t )] sin( )
Eigenschaften:
- Einfaches, gut beherrschbares,
kostengünstiges Verfahren
- Rauhtiefen Rt = 2 ... 10 μm,
Verbesserung durch CBN oder
Diamantwerkzeuge auf 0,02 μm
- Genauigkeitsklasse IT 7, kl.
Durchmesser und Sorgfalt IT 6
Einflussfaktoren:
Werkzeugvoreinstellung,
-verschleiss, Wärmegang
Maschine, Dynamisches
Masch.verhalten,Zerspankräfte,
Eigengewicht, Umspannfehler
Prozesszeit:
- Hauptzeit durch
Schneidstoffentwicklung und
schnellere Maschinen immer
unbedeutender
- Leerwege zwischen Operationen
- Werkzeugwechselzeiten
- Messzykluszeit
- Bearbeitung von beiden Seiten konstruktiv vermeiden
- Teilewechsel (Stangenlader)
- Qualitativ hochwertiges Abstechen
Bauarten der Drehmaschine:
FlachbettDM, Schrägbett DM, FrontbettDM, EinständerSenkrechtDM, Zweiständer-SenkrechtDM, Vertikal-SpindelDM
6
FRÄSEN
Kennzeichnung:
- Vorschubrichtung axial erfordert Schneiden bis ins Zentrum
- Zustellung in 2 Richtungen, d.h. Schnitttiefe aP und ae
- Variable Spanungsdicke (Kommaspan)
- Erstellung fast beliebiger Geometrien
- Vorschubrichtungen 2(3) möglich
- Diskontinuierlicher Schnitt
Unterscheidung
Umfangs-(Walzen-)/Stirnplanfräsen(Stirnfräsen)
- Schittbewegung heisst Flächeneigen, wenn die erzeugte
Schnittfläche parallel zur Arbeitsebene ist. Sonst flächenfremd
- Umfangsfräsverfahren haben flächenfremde Schittbew
- Beim Walzenfräsen entsteht die Schnittfläche durch die
Hauptschneide. Beim Stirnfräsen durch die Nebenschneide
Eigenschaft
Gegenlauffräsen
Gleichlauffräsen
Eintritt
bei Spandicke 0, quetschend
bei Spandicke fz, schneidend
Austritt
bei Spandicke fz, hoher
Verschleiss
bei Spandicke 0 und Austrittswinkel 0,
verschleissoptimal
Zeitabh. Schnittkraftverlauf: Fc (t ) k S b{ f z sin[ (t )] sin( )}
6.1
Achsenbeschriftungen
Maschinenkoordinatensystem:
1.Haupt-, Frässpindelachse: Z. (misst positiv in Spindel hinein)
2. längste Linearachse: X
3. Y so, dass X,Y,Z zu einem Rechtssystem
4. Drehachsen A,B,C positiver Drehsinn um die X,Y,Z-Achsen
Werkzeugseitige Achsen: wie oben
Werkstückseitige Achsen: X',Y',Z',A',B',C' genau umgekehrt.
7
ALTERNATIVE VERFAHREN
Formspeichergrad: wertmässiger Anteil der Aktivteile, der im
Mittel zum Geometriewechsel auszutauschen ist.
Abbildendes Verfahren: Senkerodieren Formsp.grad 100%
Erzeugendes Verfahren: Formfräsen, Formsp.grad klein
Brauchbar: Stückzahl hoch -> Formspeichergrad hoch
7.1
Laser
Eigenschaften des Laserlichts:
- parallel
- monochrom
(einheitl. Wellenlänge)
- kohärent (gleichphasig)
- polarisiert
7.1.1 Laserarten
CO2-Laser: LAM = CO2
Anregung über Gasentladung,
höchste Leistung bis 25 kW,
Wellenlänge:10,6µm,
Spiegel- oder Linsenoptik.
Nd-YAG-Laser: LAM = Nd 3+
Anregung über Licht (Lampen
oder Dioden), Faseroptik,
P bis 8 kW, Wellenlänge: 1,06 µm
Diodenlaser: LAM = GaAs, Anregung über Stromdurchgang,
Leistungen bis 4 kW, Wellenlänge einstellb, Linsen oder Faser
w02
Strahlparameterprodukt: SPP w0 const
z
R
Schärfentiefe (Raleighlänge) zR:
0.1≤K≤1:ideal fokussierbar
Strahlkennzahl K:K
Θ…Divergenzwinkel
w0 w0…Strahltaillen-Radius
Prinzip der fliegenden Optik: (vorallem für CO2-Laser)
- Benötigt: Relativbewegung zwischen Brennfleck und Ws
- Laser bewegen: zu träge
- Werkstück bewegen: schlecht automatisierbar
-> Fliegende Optik: Laser fix, Werkstück fix, Veränderung des
Strahlweg mit Spiegeln
Strahlqualität (~M): Je gr. die Leistung,
je schlechter Strahlqualität 2 1 w0
M
8
K
/
Mögl. Relativbewegungen: a) Strahlquelle bewegt, b) Ws
bewegt, c) Umlenkspiegel bewegt
Laserschweissen:
Tiefschweissen bis 35 mm, ab Ikrit=106 W/cm2 I=L/A..Intensität
Vorteile des Lasers:
- Keine Werkzeuge, Formspeicherung nur in der Spanntechnik
- Werkzeug (Brennfleck) mit feinsten Abmessungen
- Durch Sensorik automatische hundertprozentige
Prozeßkontrolle inkl. vollständiger Dokumentation
- Bearbeitung aller Materialien, Flexibilität
Nachteile des Lasers
- Langsamer Prozeß (Schneiden)
- Schlechter Wirkungsgrad(CO2 ca. 10-12%, Nd-YAG ca.5-7%)
7.2
Prozessreengineering
1.) Substitution und Optimierung konventioneller
Fertigungsverfahren
2.) Lösung neuer Fertigungsaufgaben:
Schneiden von Sandwichpanelen mit runden Schnittkanten
3.) Umsetzung neuer Fertigungsstrategien:
Lokales Härten ohne Nacharbeit, Schweissen ohne Verzug
4.) Umsetzung neuer Konstruktionen:
Verdecktschweißungen bei Deckspaneelen, Tailored Blanks
5.) Aufbau neuer Produktentstehungsprozesse:
Lasersintern im rapid prototyping
Lasereinsatz nur dann, wenn die spezifischen Eigenschaften
des Laserstrahls gefordert sind!!
8
PROZESSKETTENPLANUNG
Arbeitsvorbereitung, Fertigungssteuerung (Vorhandene
Verfahren und Fertigungsmittel einsetzen) (operativ)
- Investitionsplanung (Neuplanung und -beschaffung von
Fertigungsverfahren und -mitteln)
- Technologieplanung und -entwicklung (strategisch)
Planungsprinzip:
- Generierungsprinzip (Neuplanung)
- Ähnlichkeitsprinzip (Kombi/Anpassung vorhand. Arbeitspläne)
- Variantenprinzip (Verwendung Standartplan)
Black Box der Prozesse: Input: Material, Energie, Information
(Bsp Fräsen: Werkstück im Ausgangszustand; Spindel-,
Vorschub-, Hilfsantrieb; NC-Programm) Output: Material,
Energie, Information (Fräsen: Werkstück im Endzustand;
Abwärme; Messwerte, Lage, Mass, Form) Ressource: (Fräsen:
Fertigungsmittel: Fräser, Spannvorrichtungen, Fräsmaschinen
oder Bearbeitungszentrum)
2.2 Auswahl Fertigungsverfahren: Technologischer Vergleich
(schleifen oder hartdrehen); Wirtschaftlicher Vergleich
(Neuinvestition oder existierendes Verfahren)
2.3 Auswahl Prozesskette: Aufstellen alternativer
Prozessketten; Bewertung und Auswahl
2.4 Auswahlverfahren, Make-or-Buy-Entscheidung
(Festanforderungen, Mindestanforderungen,
Wunschanforderungen) Bewertungskriterium: Qualität, Kosten,
Zeit, Flexibilität, Zuverlässigkeit, Randbedingungen (Gesetze)
3. Festlegung der Fertigungsmittel
3.1 Lastenheft
3.2 Maschinensteckbrief (Bsp: Verfahren (Bohren, Senken,
Gewindeschneiden, Reiben), Arbeitsraum, Steuerung,
Genauigkeit, Wirtschaftlichkeit, Umweltverträglichkeit)
3.3 Auswahl- und Bewertungsverfahren (Bsp (Wsgrösse,
Verfahren, Technologie, Geometrie, Anzahl untersch.
Bearbeitungselemente, Genauigkeit) vergleichen mit
Maschinensteckbrief
3.4 Zielgrössen, Zieltoleranzen, -masse, -genauigkeit….
4. Optimierung der Prozesskette
4.1 Systematik, Adaption, Substitution, Integration,
Reihenfolge, Eliminierung
4.2 Zielgrösse
4.3 Ferigungs- und montagegereichte Konstruktion
Vorgehensweise:1. Define (Identifikation der Problembereiche,
Projektauftrag, Ziele und Zuständigkeiten festlegen) 2.
Measure (Strategie zur Datenerhebeung, Ausganssituation
3. Analyze (analyse der Daten, Ursache der wirklichen
Steuerung erkennen) 4.Improve (generieren, auswählen,
planen der Implementierung von Lösungen zur
Prozessverbesserung) 5. Control
9
MESSTECHNIK
1. Am Werkstück ( Eingangs, Zwischen Endkontrolle, inprozess-messungen, post-prozess-messungen) 2. Am
Messgerät (Mikrometerschraube, Koordinatenmessgerät,
Endmass-Lehre, Messunsicherheit, Prüfen und Überwachen
der Eigenschaften) 3. An Fertigungsmaschinen (Werkstück/Achsen-/Winkel-positionierung, Kompensation, Abnahme:Prüfwerkstück, -Maschinenfähigkeit)
Abweichungen am Werkstück:
A) Massabweichungen, (Abweichung von der geometrischen
Sollform: Ebenheit, Zylinder-, Gerad-, Rundheit)
B) Lageabweichung, (Parallel, rechtwinklig, Bohrungsabstand,
Ebenenabstand, Koaxialität)
C) Gestalltabweichungen,
8.1
Vorgehensweise
1.Grobgestalltabweichung (1.Ordn., Inhalt, Zylinderform,
1. Analyse der Bearbeitungsaufgabe
1.1 Produkteigenschaften (geometrisch [Struktur, Baugruppe, Geradheit, Rundheit
Konstruktion, Fertigungszeichnung], technologisch [Werkstoff, 2.Feingestalltabweichung
2a)Welligkeit (2.ordn. 4 oder mehr Wellen auf einer Linie)
Tolernaz, Oberfläche], organisatorisch [Stückzahl,
2b i) Rauheit (3.ordn. Rillen durch Kinematik) ii) Riefen,
Liefertermine, Losgrösse, Kosten] )
Schruppen, Kuppen durch Trennrauheit (5.Ordn.durch Prozess)
1.2 Randbedingungen (vorhandenes Know-How, verfügbare
Ressourcen und Fertigungsmittel, sonstige [gesetzl. Bestimm]) iii) Gefügestruktur durch Kristallisation (chem. Ätzen)
1.3 Ermittlung Prozessschritte und -vorrang (Prozessvorrangs- 2c) Gitteraufbau (001,111) (6.Ordn.)
Ra yi ( x)dx
Rauheit: Ra…arithmet. Mittelrauhwert
matrix: Prozess A vor (+1) B oder (-1) B; Bsb: Aussenkontur
Symmetrie: Bewegung ohne neue Raumaufteilung, welche
herstellen, Oberfläche herstellen, Nut 1 einbringen)
Bewegungen kann ich ausführen, ohne, dass sich etw. ändert
Zielgrössen: Kosten, Zeit, Qualität, Flexibilität
Translation X,Y,Z Rotation A,B,C
2. Erstellen der Verfahrenskette
Bsp Objekte: 1) Starrer Körper: keine Symetrien, 6 Pkte für
2.1 Verfahrensbeschreibung: Einordnen der Verfahren (Ur,Umformen, Trennen, Fügen, Beschichten, Stoffeigenschaften) Lage; Abweichungen 3 Transl. 3 Rotationen
2) Ebene |XY|: Symm in X,Y,C; 3 Pkte für Lage; Abw in Z, A, B
Verfahrenssteckbrief: (mögliche Informationen einer
3) Kugel: Symmetrie in A,B,C; 3 Punkte für Lage; Abw in X,Y,Z
Verfahrensbeschreibung: technologische Einordnung,
4) Zylindermantel |Z|: Symm:Z,C; 4 Pkte für Lage; Abw AYAB
Kurzbeschreibung, Vor-/Nachteile, Herstellbare Geometrien/Messunsicherheiten: Gerät, Ws-Oberfläche, Reinigung,
dimensionen, Variantenspektrum, Automatisierungsmögl,
Umgebungseinfluss, Messunsicherheit ≤ 10% der Toleranz
Adaptionsaufwand, vorhandenes Erfahrungswissen,
Längenanderung durch Tempänderung: ΔL=L▪α(T-20°C)
einsetzbare Werkstoffe, erzielbare Oberflächen/Toleranzen,
Korrektur: ΔL(Werkstück)- ΔL(Messgerät)
Prozesszeiten, Stückzahleigung, bes Verfahrensgrenzen,
Unsicherheit der Korrektur der Längenänderung:
wechselwirkung mit anderen Verfahren, Fallbeispiel,
Investitionsbedarf, Betriebskosten)
uc u2L ,WS u2L , MG u2 ,WS u2 , MG u2T ,WS u2T , MG
9
10 MECHATRONIK
Eletrotechnik, Informatik, Mechanik
Betrachtungsebenen:
System: Aufbau, Funktionsweise
Methoden: Synthese, Analyse, Optimierung
Prozess: Verhalten,
Funktionsfähigkeit
Abläufe: Entwicklung,
Herstellung, Betrieb
Ingenieuraufgaben:
Anforderungen an Entwicklung mechatronischer Systeme:
(virtueller Prototyp, Modularisierung, Domänen übergreifende
Modellbildung, Informationsmanagement) Simulationsunterstützung, hohe Anforderung an Widerverwendbarkeit,
Transparenz in Systemtopologie, effiziente Nutzung von
Entwicklerdaten, implementierungsunabhängige Modellierung,
exakte Spezifikation von Systemfunktionalität, Integration
unterschiedlicher Sichten, geregelter Informationsfluss, hoher
Abstimmungbedarf, entw.begleitendes Anforderungsmanagem
Werkzeuge zur Analyse mechatronischer Systeme:
1. Feder-Masse Modelle mit Antrieb und Regler
2. FEM-Modelle mit Antrieb und Regler
3. Modelle nach 1 oder 2 mit Einbezug des Prozesses
4. Messmittel zur exper. Untersuchung von mechatr. Systemen
Simulationsaufgaben:
• Bewegungen (Kollisionserkennung)
• Arbeitsraum (bes. bei komplexen Kinematiken wie PKM)
• Steifigkeiten, Eigenschwingungen, thermisches Verhalten
• Auswirkung von Bauteil- oder Montagefehlern auf die
Genauigkeit des Gesamtverhaltens
• Führungs- und Störverhalten des angetriebenen und
geregelten Systems (Reglerauslegung)
• Dynamik und Stabilität unter Einbezug des Prozesses
• Ablaufsimulation (Auslastung, Synchronisation von Modulen)
Nutzen der Simulation:
- Verkürzung der Time-To-Market bei Kopplung von 3D-CAD
und FEM-Berechnung
- Verbesserung der stat. und dyn. Maschineneigenschaften
- (eventueller) Wegfall des mechanischen Prototypen
- Möglichkeit der Optimierung bew. Massen einer Wzmaschine
entspricht den Anforderungen moderner Vorschubantriebe
- Integrationsmöglichkeit mit den Regelalgorithmen moderner
Vorschubantriebe (Gekoppelte Simulation)
Systems (Reglerauslegung)
• Dynamik und Stabilität unter Einbezug des Prozesses
• Ablaufsimulation (Auslastung, Synchronisation von Modulen)
10