Als erstes bekam ich eine Werkbank zugewiesen, in der sich alles
Werbung

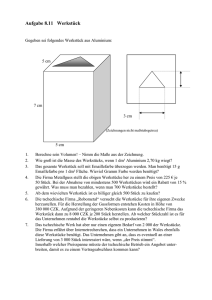
Als erstes bekam ich eine Werkbank zugewiesen, in der sich alles grundlegende Werkzeug auffand, das ich während meines Aufenthalts in der Lehrwerkstatt benötigte und für das ich während dieser Zeit verantwortlich war. Bevor ich mit dem Werken beginnen konnte, bekam ich eine theoretisch Unterweisung über die allgemeinen Sicherheitsvorkehrungen im Betrieb. Diese bezogen sich in erster Linie auf die Kleiderordnung und auf die unterschiedlichen Gefahren im Umgang mit verschiedenen Maschinen. Besonders ist darauf zu achten, das man eng anliegende Kleidung trägt, das man die Ärmel immer nach innen umschlägt um ein verharken in sich bewegenden Maschinen zu vermeiden und dass das tragen von Halsketten, Armbändern und Armbanduhren im Umgang mit Maschinen zu unterlassen ist. Meine Hauptaufgabe in den ersten 4 Wochen war das herstellen eines Automatenmodells. Vor jedem Arbeitschritt bekam ich eine Übung passend zu den zu erreichenden Ergebnissen an den Bauteilen des Automatenmodells. Die grundlegenden Kenntnisse über das Sägen, Feilen und Bohren wurden mir anhand einer Praktischen Übung erklärt: Übung: Erstellen einer Bohrplatte Als Ausgangsmaterial bekam ich eine Stahlplatte aus dem Material st37 (Automatenstahl). Diese hatte eine Länge von ca. 155mm, eine Breite von 80mm und eine Dicke von 15mm. Die Außenmaße sollten aber 155mm x 80mm x 15mm betragen. Also war meine erste Aufgabe das Sägen des Werkstücks auf eine Länge von 143mm. Um eine Orientierung beim Sägen zu haben, riss ich die Länge des Werkstücks mit einem Anschlagwinkel an. Anreißen mit dem Anschlagwinkel: Man misst die gewünschte Länge mit dem Stahlmaß ab und markiert sich diese mit der Anreißnadel. Ist dies geschehen, nimmt man den Anschlagwinkel und legt diesen an den Markierungen an. Nun kann man mit der Anreißnadel eine gerade Linie auf dem Werkstück anreißen. Um beim Sägen beim Einsägen in das Werkstück nicht zu verrutschen, fast man das Werkstück 3mm neben der gewünschten Schnittstelle mit einer Dreiecksfeile an. Diese 3mm Toleranz sollen sicherstellen, dass man nicht in das eigentliche Werkstück hineinsägt. Sägen: Das Sägen mit der Stahlbügelsäge erfordert einen festen Stand. Man übt beim Sägen nur Druck in Richtung weg vom Körper aus. Die Zähne der Säge zeigen weg vom Körper. Zum Absägen des Werkstücks spannte ich die Stahl platte in einen Schraubstock ein. Um Verformungen des Werkstücks zu vermeiden wurden zwischen Werkstück und Schraubstock Aluminiumbacken gespannt. Nachdem ich das Werkstück auf eine Länge von ca. 143mm gesägt hatte, musste ich die restlichen 3mm mit Feilen abtragen. Feilen: Feilen unterscheiden sich in ihrer Oberfläche, welche in Hieben angegeben wird. Hieb1 ist hier eine Schlichtfeile mit der man langsam Material abträgt und glatte Oberflächen erzielt und Hieb3 eine Schruppfeile mit der man schneller Material abtragen kann, auf Kosten der Oberfläche. Außerdem gibt es sie in verschiedenen Formen: Vierkant-, Dreikant-, Flach-, Rund- und Halbrundfeilen. Zudem gibt es sie in verschiedenen Größen. Beim Feilen wird der Druck mit beiden Händen in der Vorbewegung ausgeübt. Beim zurückziehen nimmt man den Druck zurück, damit die Feile die Späne abführen kann. Sollten sich Späne in der Feile festsetzen, so kann man diese mit einer speziellen Feilenbürsten reinigen. Wichtig ist es, das Werkstück nach dem Feilen zu entgraten, um das Verletzungsrisiko zu verringern. Hierzu spannt man das Werkstück hochkant in den Schraubstock ein und feilt im 45° Winkel eine etwa 0,2 mm breite Fase. Nun bearbeitete ich die Abgesägten Seiten zuerst mit einer Schruppfeile (Hieb3), bis ich mich der fertigen Länge von 140mm bis auf wenige zehntel genähert hatte. Um eine glattere Oberfläche zu erhalten, wechselte ich nun auf eine Schlichtfeile (Hieb 1), mit der ich das Werkstück in den Winkel und auf die Länge 140mm feilte und anschließend entgratete. Nun hatte ich die Vorraussetzungen geschaffen, um die Platte winklig in einen Schraubstock einzuspannen und die Bohrungen auszuführen. Bevor ich mit dem Bohren beginne konnte, musste ich jedoch erst die Stellen, an denen gebohrt werden sollte, markieren. Dies macht man mit einem Parallelanreißer. Anreißen mit dem Parallelanreißer: Man entnimmt der Zeichnung die Abstände der Bohrmittelpunkte von den Seiten. Nun stellt man den Abstand auf dem Parallelanreißer ein, indem man seine Spitze um den aus der Zeichnung entnommenen Betrag vom Tisch in die Höhe fährt. Man stellt das Werkstück senkrecht auf die Seite, von der aus man den Abstand zum Bohrmittelpunkt gemessen hat. Nun zieht man den Parallelanreißer entlang des Werkstücks und reist den Abstand vom ersten Rand an. Nun wiederholt man das Verfahren mit einer Anderen Seite, um einen Schnittpunkt zu erhalten. Um den Schnittpunkt deutlicher erkennen kann, kann man das Werkstück vorher mit einem Edding oder ähnlichen anmalen. Von der Farbe hebt sich das angekratzte Material besser ab. Damit der Bohrer beim eintauchen in das Material nicht verrutscht, muss man die Oberfläche noch ankörnen. Ankörnen: Man nimmt einen Körner (Spitze 90°) und setzt diesen, schräg weggerichtet vom Körper auf den beim Anreißen entstandenen Schnittpunkt. Nun stellt man den Körner senkrecht auf und hält diesen mit den Fingerspitzen fest. Man nimmt einen Hammer und treibt so den Körner ein Stück in das Material. Der entstandene Kegel sollte mindestens einen Durchmesser von der Breite der Querschneide des Bohrers haben mit dem gebohrt werden soll. Nun konnte ich mit dem Bohren beginnen. Bohren: Man unterscheidet zwei Hauptgruppen von Bohrmaschinen: Säulen- und Ständerbohrmaschinen. An einer Bohrmaschine kann man folgende spanende Fertigungsverfahren ausführen: Bohren, Flach- und Kegelsenken, Reiben. Alle Bohrer bestehen im Wesentlichen aus zwei Hauptschneiden, einer Querschneide, zwei Spanflächen und zwei Freiflächen. Wichtig ist hier das richtige einstellen der Drehzahl der Spindel und der Vorschub. Ich arbeitete mit einer Säulenbohrmaschine. Auf dem Bohrtisch kann man den Schraubstock festschrauben um ihn vor verreißen während dem Bohren zu sichern. Bevor man ihn jedoch festschraubt, spannt man das Werkstück ein. Um gute Vorraussetzungen zum Bohren zu haben kann man unter das Werkstück Parallelunterlagen legen, damit man beim Durchbruch durch das Werkstück nicht in den Schraubstock oder Bohrtisch bohrt. Außerdem gibt es Unterlagen mit bestimmten Winkeln, um nicht rechtwinklige Werkstücke besser einspannen zu können. Ist das Werkstück fest eingespannt, startet man die Bohrmaschine. Man fährt nun den Bohrer leicht in die Körnung. Der Schraubstock darf hier noch nicht fest mit dem Bohrtisch verbunden sein, weil der Bohrer sich jetzt selber zentriert. Hat sich das Werkstück mittig unter den Bohrer gezogen, stellt man die Bohrmaschine ab, fährt den Bohrer mit leichtem Druck in die Körnung um das Werkstück gegen Verrutschen zu sichern und zieht die Schrauben an, mit denen der Schraubstock auf dem Bohrtisch befestigt ist. Jetzt kann man die Kühlschmierflüssigkeit anstellen und auf die Körnung ausrichten. Man startet die Spindel und dringt mit dem Bohrer gleichmäßig in das Material ein. Wenn sich längere Späne bilden, muss man den Bohrer kurz aus dem Bohrloch herausfahren, damit der Span gebrochen wird und Kühlschmierflüssigkeit in das Bohrloch nach fließen kann. Wenn man merkt, dass man durch das Werkstück durchstößt, nimmt man den Vorschub zurück. Mit dem Handentgrater und einem 45° Kegelsenker entfernt man nun die scharfen Kanten. Der nächste Schritt war das Flach- und Kegelsenken. Hierzu spannt man eine Zentrierspitze in das Bohrfutter und fährt diese bis zum Anschlag in die Bohrung, in die gesenkt werden soll. Jetzt zieht man die Schrauben am Schraubstock fest um zu gewährleisten, das sich die Bohrung exakt mitten unter dem Bohrfutter befindet. Nun entfernt man die Zentrierspitze und spannt den 45° Kegelsenker oder je nach dem den Flachsenker ein. Um nicht zu tief in das Material einzudringen, kann man sich an einer an der Säulenbohrmaschine angebrachten Skala orientieren. Man kann hier auch, wenn man mit dem Werkzeug auf der Oberfläche des Werkstücks ist, mit einer Stellschraube eine Tiefe fixieren, über die man nicht hinausbohren kann. Beim Senken arbeitet man mit geringer Drehzahl und geringem Vorschub. Wichtig ist auf Grund der hohen Reibungskräfte das Kühlschmiermittel. Die Flachsenkungen muss man anschließend noch mit dem Handentgrater entgraten. Die Bohrungen die anschließen gerieben werden sollen, müssen 0,2 mm kleiner im Durchmesser sein als das geriebene Loch. Beim Reiben Zentriert man wie beim Senken das Werkstück mit der Zentrierspitze unter dem Bohrfutter. Das Reiben erfordert einen sehr geringen Vorschub und Kühlschmiermittel bei geringen Umdrehungen, um eine hohe Oberflächengüte zu erzielen. Nun hatte ich alle Tätigkeiten an der Bohrmaschine abgeschlossen und konnte mit dem schneiden der Gewinde beginnen. Innengewindeschneiden per Hand: Der Durchmesser eines Gewindes wird mit einer Zahl und dem Großbuchstaben M in der Zeichnung angegeben. Um ein Gewinde zu schneiden, muss man zuerst ein Loch mit einem bestimmten Durchmesser entsprechen dem zu schneidenden Gewinde bohren. Den Durchmesser für die Bohrung entnimmt man dem Tabellenbuch. Soll das Gewinde nicht durch das Werkstück durchgehen, so kann man mit der Formel XXXXX die nötige Tiefe der Bohrung errechnen. Es gibt drei unterschiedliche Gewindebohrer für jede Gewindestärke, die man nacheinander einsetzen muss. Die Reihenfolge erkennt man an Ringen beziehungsweise keinem Ring auf den Gewindebohrern. Der erste Gewindebohrer ist mit einem Ring markiert, der zweite mit zwei und der dritte mit drei oder keinem Ring. Vom ersten bis zum dritten Gewindebohrer nimmt die tiefe des geschnittenen Gewindes zu. Wichtig ist, dass man die Bohrung mit einer 45° Kegelsenkung versieht, die mindestens so breit ist wie der Umfang des dritten Gewindebohrers. Sind diese Vorraussetzungen geschaffen, nimmt man den mit einem Ring markierten Gewindebohrer und spannt diesen in ein Windeisen. Man tropft ein wenig Schneidöl in die Bohrung und auf den Gewindebohrer. Schneidöl ist sehr dünnflüssig und eignet sich so sehr gut zum Gewindeschneiden. Man muss darauf achten, das man den Gewindebohrer rechtwinklig auf das Werkstück aufsetzt. Nun fängt man an, das Windeisen mit leichtem Druck im Uhrzeigersinn zu drehen. Alle drei Wiederholungen dreht man das Windeisen um eine halbe Umdrehung zurück, um die Späne zu brechen und so ein Festsetzen des Gewindebohrers zu vermeiden. Diesen Vorgang führt man genauso mit den weiteren zwei Gewindebohrern aus. Nachdem ich alle diese Schritte an meiner Bohrplatte ausgeführt hatte, sägte ich die Bohrplatte noch an den in der Zeichnung vorhandenen Schnittbildern auf, um einen besseren Eindruck von der erzielten Ergebnissen zu bekommen. Nun hatte ich alle Grundlagen geschaffen, um mit dem Bau einer Vorrichtung zu beginnen. Ein grossteil der Bauteile dieser Vorrichtung mussten gefräst werden. Als erstes bekam ich hierzu eine theoretische Einweisung in die verschiedenen Möglichkeiten der Werkstückbearbeitung mit unterschiedlichen Werkzeugen. Fräsen: Das Fräsen ist ein trennendes spanendes Fertigungsverfahren und unterteilt sich wegen der unterschiedlichen Bearbeitungsflächen in sechs unterschiedliche Fräsverfahren: Planfräsen, Rundfräsen, Profilfräsen, Schraubfräsen, Formfräsen und Wälzfräsen. Anhand der Lage der Bearbeitungsstelle unterscheidet man noch zwischen Außen- und Innenfräsen. Die Spanabnahme erfolgt beim Fräsen allgemein immer durch eine Kreisförmige Schnittbewegung des Fräsers. Der Vorschub beim Fräsen erfolg in drei Achsen: längs entlang der X-Achse, quer in der Y-Achse und vertikal in der Z-Achse. Die Umdrehungen pro Minute und den Vorschub entnimmt man dem Tabellenbuch abhängig vom verwendeten Werkzeug und dem Material des Werkstücks. Die Schnitttiefe entnimmt man auch dem Tabellenbuch abhängig vom Werkzeug. Hierbei sollte man jedoch darauf achten, ob die Fräsmaschine genügend Kraft aufbringt, um mit den maximalen Werten zu arbeiten. Je nach der Einstellung der Drehrichtung der Spindel und des Vorschubs ergeben sich hier zwei Überbegriffe des Fräsens: Das Gegenlauffräsen und das Gleichlauffräsen. Beim Gleichlauffräsen heben die Schneiden direkt beim Eindringen den maximalen Spanungsquerschnitt ab. Man kann hier einen höheren Vorschub erzielen als beim Gegenlauffräsen allerdings kommen hier große Kräfte auf, denen nicht jede Maschine Stand halten kann. Gegenlauffräsen kann man auf alles Fräsmaschinen ausgeführt werden, hat aber auch den Nachteil, dass die Freiflächen schneller verschleißen. Es ist darauf zu achten, das das Werkstück richtig eingespannt ist, da hier die Gefahr besteht, dass es aus dem Schraubstock gerissen wird. Nach der Lage des Werkzeugs unterscheidet man weiterhin zwischen Umfangfräsen, Stirnfräsen und Stirn-Umfangfräsen. Beim Umfangfräsen ist die Achse des Fräsers parallel zum Werkstück und nur die Schneiden am Umfang des Fräsers greifen in das Material ein. Beim Stirnfräsen steht die Fräserachse senkrecht zum Werkstück. Nur die Nebenschneiden greifen in das Material ein. Da man mit dem Fräser immer mittig über das Werkstück fährt, finden hier Gegenlauf- und Gleichlauffräsen in einem statt. Beim Stirn-Umfangfräsen wird die erzeugte Oberfläche durch die Haupt- und die Nebenschneiden erzeugt. Beim Planfräsen unterscheidet man nach der entstandenen Oberfläche Umfangsplanfräsen, Stirnplanfräsen und Stirnumfangsplanfräsen. Das Prinzip des Umfangsplanfräsens ist dasselbe wie beim Umfangsfräsen. Durch die Nebenschneiden des Fräsers wird hier eine ebene Fläche erstellt. Das Prinzip des Stirnplanfräsens ist identisch mit dem des Stirnfräsens. Da Hauptund Nebenschneiden gleichmäßig im Einsatz sind, erhält man durch den ruhigen Lauf des Fräsers eine gute ebene Oberfläche. Das Stirnumfangsplanfräsen ist prinzipiell gleich mit dem Stirnumfangsfräsen. Hierbei entstehen immer mehrere ebene Oberflächen. Je nach Größe des Werkstücks sind hier mehrere Arbeitsschritte erforderlich. Beim Profilfräsen ergibt sich die Form des Werkstücks abhängig von der Form des Fräsers. Ich arbeitete mit einer Universalfräsmaschine. Im Wesentlichen kann die Universalfräsmaschine senkrechte und Waagerechte Fräsarbeiten ausführen. Sie besteht aus fünf Hauptgruppen: Maschinengestell, Konsole, Hauptantrieb, Vorschubeinrichtung und Vertikalfräskopf. Das Maschinengestell ist aus Grauguß gefertigt, weil dieses Material schwingungsdämpfend wirkt. Das Maschinengestell ist das Gerüst, auf das alle anderen Bauteile aufgesetzt werden. Die Konsole besteht im wesentlichen aus zweit Teilen: dem Winkeltisch und dem Maschinentisch. Der Winkeltisch ist nur in der Senkrechten verstellbar. Der Maschinentisch kann nur längs und quer verstellt werden. Auf ihm wird in der Regel ein Schraubstock befestigt, in dem man die Werkstücke einspannen kann. Der Hauptantrieb beinhaltet den Elektromotor, das Hauptgetriebe und die Horizontalfrässpindel. Die Vorschubeinrichtungen waren bei der Universalfräsmaschine alle manuell zu bedienen. In der X-Achse konnte ich hier einen in Stufen unterteilten Vorschub einschalten. Der Vertikalfräskopf wird vom Hauptmotor über das Getriebe über die Horizontalfrässpindel angetrieben. Zum Fräsen von Schrägen kann man den Vertikalfräskopf mit Hilfe einer Skala in einen gewünschten Winkel einstellen. Die von mir verwendeten Werkzeuge waren der Schaftfräser und der wendelgezahnte Fräser. Die Werkzeuge aus Hochleistungs-Schnellarbeitsstahl (HSS) wählt man abhängig vom zu bearbeitenden Material. Man unterschiedet hier Fräswerkzeuge des Typs W (weich) für weiche, zähe oder langspanende Werkstoffe wie Kupfer, Aluminium oder PVC. Sie haben eine geringere Zahl an Zähnen und große Spanwinkel. Werkzeuge des Typs N (normal) werden für unvergüteten Stahl und Gusseisen verwendet. Sie haben mehr Zähne als die des Typs W. Werkzeuge des Typs H (hart) werden für harte, kurzspanende Werkstoffe verwendet. Sie haben eine sehr hohe Anzahl von Zähnen. Je nach Anwendung kann man bei jedem Werkzeug noch zwischen Schrupp-, Schruppschlicht und Schlichtfräsern unterscheiden. Mit einem Schruppfräser kann man schneller viel Material abtragen, weil sein Schneideprofil rund ist. Man erhält jedoch eine geringe Oberflächengüte. Ein Schlichtfräser kann verhältnismäßig nur wenig Material abtragen, erzielt aber eine sehr hohe Oberflächengüte. Sein Schneideprofil ist gerade. Der Schruppschlichtfräser ist ein Kompromiss aus beidem. Sein Schneideprofil ist rund mit abgeflachten Seiten. Mit ihm kann man viel Material in kurzer Zeit abtragen und eine akzeptable Oberfläche erreichen. Bei Walzenstirnfräsern sind die Hauptschneiden immer zum schlichten. Gekennzeichnet sind alle Walzenstirnfräser in folgender Art: DIN 1880 63 N HSS. Die DIN-Nummer gibt die Form des Werkzeugs an. Die darauf folgende Zahl gibt die Zahl der Zähne an (63) und Den Typ des Werkzeugs (N). Die Letzten Buchstaben geben den Werkstoff des Fräsers an (HSS). Schaftfräser unterscheiden sich in der Art der Kennzeichnung gegenüber zum Walzenstirnfräser nur in der zweiten Angabe. Sie kann so aussehen: A25K N. Hier wird die Form (A) angegeben, der Durchmesser (25mm), die Ausführung (K = kurz) und der Werkzeugwerkstoff (N). Beim Einspannen der Werkstücke habe ich ausschließlich mit einem Maschinenschraubstock gearbeitet. In Ihm kann man kleine bis mittlere Werkstücke bei maximalem Vorschub einspannen. Drehen: Drehen ist ein spanendes Trennungsverfahren. Drehen lässt sich in 6 unterschiedlichen verfahren unterscheiden: Plandrehen, Runddrehen, Profildrehen, Schraubendrehen, Formdrehen und Wälzdrehen. An einer Drehmaschine gibt es grundsätzlich nur drei Bewegungen. Als Vorschub bezeichnet man die Bewegung des Werkzeugs entlang des Werkstücks. Zustellen nennt man es, wenn man die Schnitttiefe. Die Schnittbewegung ist die Drehbewegung des Werkstücks. Das Werkzeug wählt man entsprechend der gewünschten Oberfläche des Werkstücks und dessen Material. Die Schneidstoffe des Werkzeugs werden in drei Arten unterteilt. Schnellarbeitsstähle, Hartmetalle und Schneidekeramik. Werkzeuge aus Schnellarbeitsstahl (HS) sind zäh und wenig empfindlich für wechselnde Belastungen. Der Nachteil ist, das sie nur bis ca. 600° C benutzt werden können und nicht so große Standzeiten haben, das heißt, dass sie schneller abnutzen. Diesen Verschleiß kann man mit einer Titannitridbeschichtung verzögern, da diese extrem hart ist. Diese Beschichtung ist zwei bis vier XXXXXXX dick. Hartmetalle (HM) können bis zu 900° C eingesetzt werden und werden in sich nochmals für die jeweilige Anwendung unterschieden in: je nach Werkstoff in P01, P10, P30, P40 (P = langspanende Werkstoffe wie Stahl bis Stahlguß ), M10, M20, M30, M40 ( M = lang- bis kurzspanende Werkstoffe wie Leichtmetalle bis Stahl ), K01, K10, K20, K30, K40 ( K = kurzspanende Werkstoffe wie Gusseisen bis Holz). Schneidekeramiken sind sehr hart und verschleißfest. Man kann mit ihnen bis zu einer Temperatur von 1200° C arbeiten. Man kann hohe Schnittgeschwindigkeiten erreichen, der Nachteil ist jedoch, dass Keramik spröde ist und nicht so gut mit wechselnden Belastungen klar kommt. Wenn man sein Werkzeug entsprechend diesen Vorgaben ausgewählt hat, muss man sich die Umdrehungsfrequenz der Spindel aus dem Tabellenbuch entnehmen. Diese ist abhängig von dem Werkstoff des Werkstücks und des Werkzeugs, vom Durchmesser des Drehteils, der Schnitttiefe und der gewünschten Oberflächengüte. Um eine hohe Oberflächengüte zu erzielen, schruppt man zuerst das meiste Material bis auf zwei bis drei zehntel des gewünschten Durchmessers runter, wechselt das Werkzeug und schlichtet die letzten zehntel. Um die Oberflächengüte weiter zu steigern, benutzt man hierbei noch Kühlschmiermittel. Dieses spült die losen Späne weg und verhindert so, dass diese die Oberfläche des Werkstücks beschädigen. Außerdem kühlt es das Werkzeug und Werkstück. Wichtig um eine gute Oberfläche zu erreichen auch die richtige Wahl von Umdrehungen und Vorschub. Am besten wählt man einen sehr geringen Vorschub und mittlere Umdrehungen. CNC: „Drei-Achsen-Bahn-Steuerung“, Jede Achse Messwegesystem und spielfreie Kugelgewindetriebe





![CNC - oliver.huber[at]](http://s1.studylibde.com/store/data/002108962_1-5bd209a25b150a32042c7ca2fb900011-300x300.png)