2_0_Die Zustandsformen von Kunststoffen
Werbung

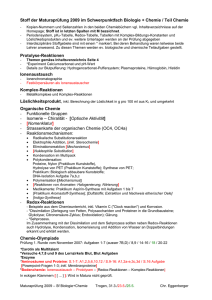
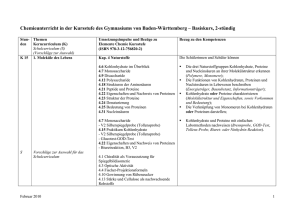
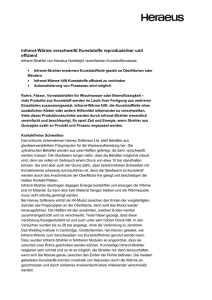
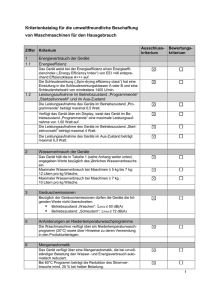
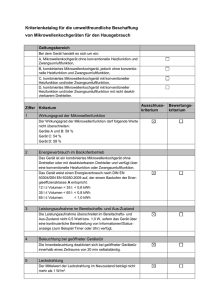
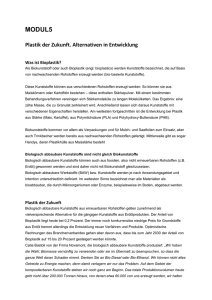
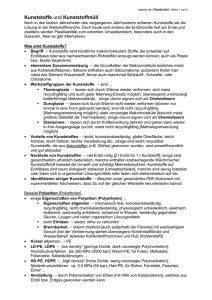
0.2 Die Zustandsformen von Kunststoffen Wir haben in Kapitel 3 gesehen, dass je nach dem Ordnungsgrad der Polymerketten im Kunststoff sich gewisse übergeordnete Strukturen erkennen lassen. Diese Anordnungen der Polymerketten zueinander führen zu anwendungstechnisch wichtigen Zuständen der Kunststoffe, da diese Zustandsformen wiederrum durch äußere Faktoren beeinflusst werden und zu wesentliche Eigenschaftsänderungen führen. Es lassen sich, wie allgemein bei den meisten Feststoffen auch bei Kunststoffen drei wichtige Zustandsformen unterscheiden: der amorphe Zustand der flüssig-kristalline Zustand und der kristalline Zustand. Der amorphe Zustand bei Kunststoffen Amorphe Körper sind ihnen aus dem täglichen Leben bekannt, zum Beispiel das Siliziumdioxid SiO2 in amorpher Form als Glas oder als Kristallit in Form eines Kieselsteins. Die Eigenschaftsunterschiede sind erheblich. ?Warum ist Glas eigentlich durchsichtig und ein Kiesel aus einem Bach nicht? Was macht einen amorphen Zustand aus? Schauen wir uns als Beispiel ganz gewöhnliches Wasser an. Die Moleküle des Wassers können in Abhängigkeit vom äußeren Druck und der herrschenden Temperatur die drei Aggregatzustände (ssolid, l – liquid und g – gaseous) einnehmen. Diese Zustände unterscheiden sich durch die Energie der Wassermoleküle. Bei Wasser wird für eine Änderung des Aggregatzustands viel Energie benötigt. Das kennen Sie für das Schmelzen von Eis oder das Verdampfen von Wasser. Andererseits kann bei der Kondensation und bei der Kristallisation diese Energie wieder zurück gewonnen werden. Quelle: http://de.wikipedia.org/wiki/Aggregatzustand#mediaviewer/File:Aggregatzustands%C3%A4nderung_von_Wasser_Deutsch.svg Denken Sie an die Obstbauer, warum lassen diese es bei Frost im Frühjahr regnen? Die als Phasenübergänge bezeichneten Änderungen des Aggregatzustandes verlaufen beim Wasser sehr schnell und vollständig reversibel. Quelle: http://upload.wikimedia.org/wikipedia/commons/thumb/0/00/Phasendiagramme.svg/500px-phasendiagramme.svg.png Werden die Moleküle bzw. die Verbände die die Moleküle bei einer Änderung des Aggregatzustands bilden größer, ist das nicht immer so, da wird für die Neuanordnung der Moleküle insbesondere für die Fernanordnung der langen Polymerketten zueinander sehr viel Zeit gebraucht. Wird dem Stoff diese Zeit zur Anordnung der Moleküle nicht gegeben, werden bei Abkühlung praktisch die Eigenschaften des flüssigen Ausgangszustandes „eingefroren“. Es kommt so nur zu einer Nahordnung der Moleküle, für eine Fernanordnung bzw. für die Bildung von größere Strukturen oder Strukturverbänden bleibt vor dem Erstarren des Körpers einfach keine Zeit, die Stoffe werden dann amorph. Quelle: http://www.chemgapedia.de/vsengine/glossary/de/amorpher_00032zustand.glos.html Technisch werden solche, quasi „eingefrorenen“ Zustände vielfältig eingesetzt, z. B. bei der oben schon erwähnten Herstellung von Gläsern, weitere Bespiele sind das amorphem Silizium in Solarzellen, oder die amorphen Metalle, die sich durch Rascherstarrung von Folien für weichmagnetische Legierungen (Fe, Ni, Co) oder amorphe Lötfolien (eutektische Legierungen) sich bilden. Nach unseren klassischen Vorstellungen muss für die Bildung von amorphen Feststoffen, die Viskosität der Schmelze einen gewissen Grad überschreiten und die Kristallisation darf nicht einsetzen. Die dafür notwendigen Abkühlraten können zwischen ca. 1 K pro Minute bei Glas bis zu ca. 1000 K bei Metallen variieren. Die Kunststoffe erhalten durch diese für sie zu schnelle Art des Erstarrens einen mehr oder weniger strukturlosen inneren Aufbau, Beispiele sind amorphe Thermoplaste PS, PVC oder Polycarbonat (PC). Eine vom Effekt her sehr interessante Eigenschaft ist die Thixotropie (griechisch: thixis „das Berühren“ und trepo „ich wende“, „ich ändere“). Nichtnewtonsche Fluide (???) ändern ihre Viskosität bei Einwirken mechanischer Kräfte. Auf dem Tisch finden Sie etwas Bastelknete (Plasteline), daran können Sie die Thixotropie testen. Technische Anwendungen sind Additive für Motorenöle (VI-Verbesserer), Ton für Keramiken, Spritzlacke, Korrosionsschutzöle, Bohrspülungen (Bergbau), Klebstoffe auf Basis von thixotropen Kunstharzen. Bitte beachten Sie, Joghurt und Honig sind keine thixotropen Fluide, warum Honig eigentlich nicht? Die Synovialflüssigkeit in ihren Gelenken wegen der Hyaluronsäure schon, deswegen immer schön aufwärmen, bevor es losgeht. Zurück zum Thema. In Anlehnung an die innere Struktur des amorphen Glases wird dieser mehr oder weniger regellose Zustand der Polymerketten in Kunststoffe als Glaszustand bezeichnet. Polyoxymethylen (POM)-Formteil -[CH2-O]n- mit amorpher Randschicht, Faserorientierung in Formteil mit Hindernis (POM auch als Polyacetal oder Polyformaldehyd bezeichnet. Hinweis, sie sehen in der Abbildung keine polymerketten sondern Bündel von vielen Ketten!!!) Quelle: http://www.skz.de/content/Joo/index.php?option=com_content&task=view&id=716&Itemid=1116 Generell lassen sich die Eigenschaften dieser amorphen und auch abgeleiteter Zustände durch spezielle thermischen Untersuchungsmethoden wie: die Mechanisch-Dynamische-Analyse DMA, die Thermo-Mechanische-Analyse TMA und die Differential-Scanning-Calorimetrie DSC bestimmen. Bevor wir uns mit diesen speziellen Analysemethoden vertraut machen, wollen wir uns die charakteristischen technisch wichtigen Parameter eines amorphen Kunststoffs ansehen. Amorphe Kunststoffe können von den mechanischen Eigenschaften hart und spröde, gummiartig oder viskos sein. Wie kommt das? Stellen wir uns dazu einen kleinen Versuch mit zwei Kunststoffen vor. Auf der y-Achse unserer Graphik tragen wir die zur Verformung des Kunststoffs nötige Energie, das E-Modul auf (E‘ in MPa), die x-Achse repräsentiert die jeweilige Versuchstemperatur. Die sich ergebenen Kurven beschreiben somit das Temperaturverhalten von zwei Kunststoffen, eines amorphen (ataktisches PS, aPS) und eines teilkristallisierten (syndiotaktisches PS, sPS) bei einer Krafteinwirkung. Sie sehen vier Bereiche, die für den technischen Gebrauch und die Verarbeitung der Kunststoffe sehr wichtig sind, den Glasbereich, den Erweichungsbereich, den Gummibereich und den viskosen Bereich. Im völlig amorphen Zustand liegen beide Kunststoffe unterhalb einer Temperatur von ca. 90°C vor. Die Polymerketten bilden einen festen und wenig elastischem Zustand. Sichtbar an der großen Energie, die für die Verformung aufgewandt werden muss. Oberhalb einer Temperatur von ca. 90°C werden beide Kunststoffe weich und plastisch. Ab ca. 100°C unterscheiden sich beide Kunststoffe dann schon dramatisch in ihren Eigenschaften, beide Eigenschaftskurven laufen auseinander. Wer schon etwas Rheologie gehört hat, kennt oszillatorische rheologische Messungen. Da gibt es ein Speichermodul G‘ und ein Verlustmodul G‘‘ und wenn wir mit den Definitionen etwas großzügig sind, passiert hier in etwa dasselbe. Das Speichermodul G‘ ist hier unser Elastizitätsmodul E‘ (auch bekannt als Steifigkeit, Zugmodul, Elastizitätskoeffizient oder Youngscher Modul). So etwas wie ein Verlustmodul G‘‘ haben wir hier auch, es wird als Scher- oder Schubmodul G (G wird ohne Strich geschrieben!) bezeichnet und fasst zusammen, was nicht mehr als Elastizität (Steifigkeit) von der Probe erhalten bleibt. Was ist von den Eigenschaften her passiert? Der auf der y-Achse aufgetragen E-Modul beider Kunststoffe ist ein Maß für die Elastizität (im Sinne von Steifigkeit) des Kunststoffs und wird in kN/mm2 angegeben. Syndiotaktisches PS wird zwar auch wie ataktisches PS oberhalb 100°C weich, behält aber über einen weiten Bereich seine elastischen Eigenschaften (Steifigkeit im Sinne von Formstabilität). Ob diese Elastizität reversibel also gummiähnlich ist werden wir noch sehen. Ataktisches PS hat oberhalb 100°C jedenfalls kaum elastische Eigenschaften, eine technisch sehr wichtige Feststellung, die Eigenschaft der Formstabilität ist nicht mehr da. Glasverhalten Zurück zu unserer Abbildung - was macht diesen amorphen Glaszustand aus? Das alle Kunststoffe zumindest teilweise amorphe Bereiche haben ist eine Annahme, die wir aus der bloßen Molekülgröße abgeleitet haben. Die Anordnung der Polymerketten können wir uns wie einen ordentlichen Haufen Spaghetti auf einem Teller vorstellen. Wenn wir unsre Spaghetti richtig „al dente“ hergestellt haben, liegen sie schön „unvernetzt“ auf unserem Teller. Solange die Spaghetti warm sind lassen sie sich komfortabel mit einer Gabel aus dem Haufen ziehen. Decken wir sie ab und lassen wir sie kalt werden, verkleben sie und sind nicht mehr gut zu handhaben. Bei den Spaghetti ist es die Stärke, die zu einem Verkleben führt. So etwas Ähnliches passiert bei tieferen Temperaturen auch mit den Polymerketten in den Kunststoffen. Die Molekülketten verhalten sich dann so, als ob sie miteinander vernetzt wären. Die Kräfte zwischen den langen Polymerketten werden nämlich auch bei tiefen Temperaturen größer. Dipol-Dipol-Wechselwirkungen und van der Waalsche-Kräfte, die nur relativ schwach sind, summieren sich bei den langen Molekülketten und wirken dann fast wie die viel stärkeren echten chemischen Bindungen in vernetzten Polymeren. Sie können sich das Ganze auch wie eine Art Mantelreibung der einzelnen Ketten im Brei aller Ketten, vorstellen, denken Sie an Pfahlbauten, wo das Prinzip erfolgreich für Fundamente auf weichem Grund eingesetzt wird. Bei genügend tiefer Temperatur sind die Ketten somit zueinander „eingefroren“ und können sich relativ wenig gegeneinander verschieben. Unvernetzte Ketten verhalten sich praktisch wie vernetzte Ketten. Der Kunststoff ist hart und spröde und besitzt eine bestimmte Festigkeit und Steifigkeit. Steigt die Temperatur an, wird ein Punkt erreicht, an dem die unvernetzten Ketten die sie haltenden Kräfte plötzlich überwinden und sich bewegen können. Dabei wird schlagartig Energie durch die Ketten aufgenommen, diese Energiemenge erzeugt im Messsystem einen energetischen Effekt der gemessen werden kann. Die eingesetzten Analyseverfahren DSC und TMA werden wir noch im Praktikum kennenlernen. Hier ist nur wichtig, dass ein Punkt existiert an dem das System einen Übergang von einem relativ starren Zustand in einen plastischeren (verformbaren) Zustand vollzieht. Die Temperatur bei der diese Änderung erfolgt heißt Glasübergangstemperatur TG, der Vorgang Glasübergang. Auch die vernetzten Kunststoffe können solch einen Glasübergang besitzen, nur liegt der und das ist für technische Anwendungen wichtig, bei sehr viel höheren Temperaturen. Bei stark vernetzten Polymeren liegt er allerdings über dem Zersetzungspunkt, das heißt der Kunststoff ist nicht mehr verformbar (siehe Duroplaste) Gummiverhalten Verfolgen wir jetzt den weiteren thermischen Lauf unserer beiden Kunststoffe aPS und sPS. Das sPS erreicht den Gummibereich das aPS nicht. Das aPS hat ab 110°C praktisch schon viskose Eigenschaften und ein Kunststoffteil aus aPS verliert seine Form. Wodurch ist dieser Gummibereich gekennzeichnet? Ein Kunststoff zeichnet sich im Gummibereich durch eine hohe reversible Verformbarkeit und eine geringe Steifigkeit aus. Strukturell sind für diese Gummieigenschaften Vernetzungen erforderlich. Beispiel: Vulkanisation von Autoreifen (Polybutadien), Schwefel - Elastizität und Härte Für sPS sind Vernetzungen aber nicht so einfach zu erklären, da sPS aus linearem Molekülen besteht und keine verknüpften Ketten existieren. Effekte die wie Vernetzungen von Ketten wirken müssen unser Modell erweitern: 1. Die Bildung von Schlaufen, durch „Verheddern“ von Ketten. Das ist ein Modell Ketten kann frau/man nicht. 2. Kristallite, werden dadurch gebildet, dass mehrere Ketten kleine Mizellenkristalle bilden. 3. Copolymere mit Hart-Weich-Segmenten, die sich zu einander orientieren. und 4. Entropische Elastizität. Sehr interessanter Effekt. Durch die Dehnung des Gummis richten sich die Ketten zueinander in Dehnrichtung aus. Dadurch ändert sich die Entropie (hier im Sinne von Ordnung), die innere Energie bleibt aber gleich. Daraus ergeben sich 3 Effekte: 1. Bei Dehnung erwärmt sich der Körper. 2. Ein gedehnter Körper unter konstanter Last verkürzt sich bei Wärmezufuhr von außen. 3. Der thermische Ausdehnungskoeffizient α ist für eine belastete Probe negativ, für eine unbelastete Probe positiv. Wie kommt das? Exkurs: Energieformen, wiederholen Sie die Begriffe innere Energie (∆U), Enthalpie (∆H), Volumenarbeit (-p∆V), Entropie (∆S) und freie Enthalpie (∆G) Viskoelastisches Verhalten Erhöhen wir in unserem Beispiel für sPS die Temperatur über 240°C nimmt unser Kunststoff einen viskosen Zustand ein. Diese Viskosität ist aber nicht mit der Viskosität von zum Beispiel Mineralölen vergleichbar. Wiederholen Sie die Begriffe dynamische Viskosität, kinematische Viskosität und Newtonsche Flüssigkeiten. Bei Kunststoffen bleibt wegen der langen Molekülketten immer ein Rest von Elastizität zurück, so dass besser von einem viskoelastischen Verhalten gesprochen werden sollte. Wir haben jetzt aber ein Problem. Elastizität und Viskosität gleichzeitig messen wie soll das gehen? Es gibt rein elastische Körper, die auch als Hooksche Körper bezeichnet werden und es gibt rein viskose Körper, die als Newtonsche Flüssigkeiten bezeichnet werden. Die beiden oberen Teile der nachfolgenden Abbildung zeigen den Kurvenverlauf bei einer Krafteinwirkung auf den jeweiligen Körper. Die beiden unteren Messverfahren nach Voigt/Kelvin (Parallelschaltung) oder Maxwell (Reihenschaltung) stellen Kombinationen aus Hook und Newton dar und dienen der Messung von visko-elastischen Eigenschaften. In der Praxis ist die möglichst genaue Beschreibung der visko-elastischen Eigenschaften sehr wichtig für die Herstellung von Spritzgussteilen in der Massenproduktion. Es sind deshalb verschiedene Modelle und Messmethoden entwickelt worden. Einige sollen Ihnen kurz vorgestellt werden. Zeit-Temperatur-Superpositionsprinzip Kunststoffe verändern oft durch ihr Fließverhalten über die Zeit ihre Form. Dieser Vorgang kann durch Temperaturerhöhung beschleunigt und phänomenologisch beobachtet werden. Es wird dann ein Energie-Zeit-Temperatur-Modul E(t, T) des Kunststoffs aufgezeichnet. Kriechprozesse, die bei höheren Temperaturen ermittelt werden, können auf langsam verlaufende Kriechprozesse bei niederen Temperaturen umgerechnet werden. Superposition klingt gut, heißt hier aber nur Überlagerung im Sinne von Übertragung von kurzzeitig ermittelten Werten auf das Langzeitverhalten. So etwas ist immer kritisch zu hinterfragen, siehe die „zu Tode optimierten“ verschleißfreudigen kleine Kunststoffteile die zum Ausfall von ganzen Baugruppen führen können oder auch böse, als verkaufsfördernde Maßnahme deklariert werden können, nach Ablauf der Garantie versteht sich. Wie wird es gemacht? Links die kurzen Kurven sind die bei verschiedenen Temperaturen vermessenen Spannungsrelaxationskurven E(t). Es wird praktisch an dem Prüfkörper eine Kraft angelegt und gemessen ob diese angelegte Kraft nach einem relativ kurzen Zeitraum zu einer elastischen Antwort führt, d. h. ob der Prüfkörper seine ursprüngliche Form wieder einnimmt (Relaxation)oder ob der Prüfkörper sich verformt und nicht wieder in seine Ausgangsform zurück kehrt und somit viskoses Verhalten zeigt. Diese praktischen Kurven werden in Pfeilrichtung mit einem Zeitwert (t) als logarithmische Funktion (log t Achse) nach rechts verschoben bis sie zum rechten Kurvenzug (nach einer Glättung der erhaltenen Kurve) verschmelzen. Mittels Standards wird dann die log t Achse gegen die t Achse getauscht. Nochmal, das ist eine Simulation, wenn die Standards nicht zum eingesetzten Kunststoff passen kommt da Blödsinn raus. Diffusion Die Diffusion verläuft nach dem ersten und zweiten Fick’schen Gesetz. Nach dem ersten Fick’schen Gesetz ist die Teilchenstromdichte (Fluss) J (mol m-2 s-1) proportional zum Konzentrationsgradienten. Im zweiten Fick’schen Gesetz wird der zeitliche Verlauf der Diffusion beschrieben. Mit anderen Worten, je höher die Konzentrationsunterschiede desto mehr Stoff wird transportiert und je weiter der Weg desto länger dauert die Diffusion. Auf einen Kunststoffe angewandt ergibt sich das Reptationsmodell (lat. reptare - kriechen). Dabei wird von einer Art Selbstdiffusion ausgegangen. Das einzelne Molekül „schlängelt“ sich praktisch durch die Kunststoffmatrix. Wichtig ist diese Diffusion beim Verschweißen von Kunststoffen. Das das Verschweißen erfolgt umso schneller, je geringer das mittlere Molekulargewicht der Kunststoffe ist. Warum wohl? Nun Sie ahnen es schon, kürzere Ketten können besser „schlängeln“, das heißt sie haben eine größere Diffusionsgeschwindigkeit, ihre viskosen Eigenschaften sind in diesem Fall für diese Anwendung besser. Mischungen von Kunststoffen und Ihre Zustände Um es gleich vorweg zu sagen: „Polymere sind auf der molekularen Ebene in der Regel nicht mischbar.“ Ein Blick auf die nachfolgende Abbildung macht dies deutlich. Bei größer werdenden Molekülen steigt auch die Größe der heterogenen Bereiche. Thermodynamisch wird der Vorgang des Mischens von Kunststoffen auch nicht begünstigt, da mit steigender Kettenlänge die Mischungsentropie immer kleiner wird und das System durch die Mischung der beiden Kunststoffe kaum noch einen energetischen Gewinn erzielt. Warum ist das so? Nun stellen Sie sich zwei Gläser, eins mit Sirup und eines mit Wasser vor. Schütten Sie beide zusammen und rühren Sie gut durch erhalten Sie eine homogene Mischung. Die Moleküle der Mischung sind klein und verteilen sich gleichmäßig. Füllen Sie jetzt wieder zwei Gläser eins mit einem abgewickelten roten Wollfaden und eins mit einem abgewickelten gelben Wollfaden. Schütten sie beide zusammen und rühren sie gut durch. Sie erhalten zwar eine Art Vermischung aber die Fäden werden Bereiche bilden, die mehr rot oder mehr gelb sind. Die Mischung ist mehr oder weniger heterogen. Die Bildung von heterogenen Mischungen hat gravierende Auswirkungen auf die Materialeigenschaften von Kunststoffen. Der Nachweis ob eine Mischung der beiden Kunststoffe erfolgt oder nicht gelingt über die Messung der Glasübergangstemperatur TG des Systems. Nicht mischbare Kunststoffe haben zwei Werte für TG mischbare Kunststoffe nur einen. Bisher wurden nur sehr wenige Mischungen von zwei Kunststoffen gefunden: Polystyrol (PS) – Polyphenylenoxid (PPO) Polyvinylchlorid (PVC) – Polycaprolacton (PCL) aPS – sPS Um die Bandbreite für Mischungen von Kunststoffen zu erhöhen, wurden alternative Methoden gefunden. Zwangsmischungen Die eine Form der Zwangsmischungen sind die Copolymere die chemisch miteinander verknüpft werden und nur eine mikroskopische Entmischung zulassen. Die andere Form sind die interpenetrierenden Netzwerke (IPN-Kunststoffe). Bei der Herstellung werden zwei verschiedene Reaktionsmechanismen mit unterschiedlichen Monomeren gestartet, die dann ein verwobenes gemeinsames Netzwerk bilden. Beide Netzwerke liegen getrennt voneinander vor. Wichtiges Infomaterial (bearbeitet): Quelle: http://www.maschinenbau-wissen.de/skript3/werkstofftechnik/stahl-eisen/58-eisen-kohlenstoff-diagramm Wenn wir gerade von Abkühlraten bei Schmelzen sprechen. Was ist ein Eutektikum? Was ist ein Eutektoid? Was ist Perlit? Quelle: http://de.wikipedia.org/wiki/Datei:Alloy_diagram_separate_crystal_building.png Quelle: http://www.maschinenbau-wissen.de/skript3/werkstofftechnik/stahl-eisen/58-eisen-kohlenstoff-diagramm Die Zustandsdiagramme von Zweistoffsystemen wurden Ihnen bereits vorgestellt. Das Zustandsdiagramm des Zweistoffsystem Eisen-Kohlenstoff ist jedoch etwas komplizierter und ist eigentlich ein Eisen-Eisencarbid-System und das landläufige Eisen-Kohlenstoff-Diagramm müsste eigentlich als Eisen (Fe)-Eisencarbid (Fe3C)-Diagramm bezeichnet werden. Nun gut - es handelt sich bei den beiden Komponenten dieses Zweistoffsystems um Eisen (Fe) und Kohlenstoff (C). Der Teil des Eisen-Kohlenstoff-Diagramms, den wir betrachten, ist jedoch nur ein Ausschnitt aus dem gesamten Zustandsdiagramm. Denn der Teil, der für die Werkstofftechnik interessant ist, erstreckt sich von 0% Kohlenstoff bis 6,67% Kohlenstoff. Der Bereich des Eisen- Kohlenstoff-Diagramms, der über 6,67% Kohlenstoffgehalt (Masseanteil) hinausgeht, wird also nicht betrachtet. Das Eisen-Kohlenstoff-Diagramm in drei Hauptbereiche unterteilt werden: Bereich 1: Dieser Bereich umfasst die Gebiete um den Punkt C. Hier findet die Phasenumwandlung von flüssig zu fest statt. Beim Punkt C liegt das Eutektikum. Außerdem liegt in diesem Bereich der Punkt E, der auf der Konzentrationslinie von 2,06% Kohlenstoff liegt. Die 2,06%-Kohlenstoffgrenze ist für die Werkstofftechnik besonders wichtig, da Eisen-Kohlenstoff-Legierungen, die einen höheren Kohlenstoffgehalt aufweisen als Eisen bezeichnet werden, die die darunter liegen (von 0,002% bis 2,06% C) als Stahl. Bereich 2: Das Besondere am zweiten Bereich im Eisen-Kohlenstoff-Diagramm ist, dass hier eine Umwandlung von fest zu fest stattfindet. Bei Punkt S befindet sich der Eutektoid (= ein Eutektikum bei einer Umwandlung im festen Zustand). Das Gefüge des Eutektoid wird Perlit genannt. Bereich 3: In diesem Bereich liegt (wie in Bereich 1) eine Umwandlung von flüssig zu fest vor. Das besondere hier ist aber, dass in diesem Bereich des Eisen-Kohlenstoff-Diagramms das Peritektikum liegt. Zur Erinnerung: Das Peritektikum ist ein Temperaturpunkt ab dem aus einem Gleichgewicht zwischen einer Schmelze einem α-Mischkristall, um den α-Mischkristall sich bei weiterer Abkühlung ein βMischkristall bildet, der eine andere Zusammensetzung als der α-Mischkristall oder die Schmelze hat. Beschreibung der Linien und Reaktionen ABCD-Linie = Liquiduslinie Unterhalb dieser Linie beginnt das Erstarren der Schmelze. Unterhalb der ABC-Linie entstehen Eisenmischkristalle (γ-Mischkristalle + δ-Mischkristalle). Unterhalb der CD-Linie bildet sich Fe3C, also Zementit. AHIECF-Linie = Soliduslinie Unterhalb der Soliduslinie ist das Erstarren vollständig abgeschlossen. Im Eisen-Kohlenstoff-Diagramm ist zu erkennen, dass die Erstarrungstemperatur vom Kohlenstoffgehalt der Legierung abhängig ist. ECF-Linie = Eutektikale Oberhalb dieser Linie existieren flüssige und feste Phasen nebeneinander. Es haben sich hier γMischkristalle und Zementit Fe3C gebildet. Beim Durchschreiten der eutektischen Linie erstarrt die Schmelze zu γ-Mischkristallen und Fe3C. Dieses eutektische Kristallgemisch wird als Ledeburit bezeichnet. PSK-Linie = Eutektoide Die PSK-Linie befindet sich in Bereich 2. Sie ist eine Linie konstanter Temperatur (723°C). Die γMischkristalle, die oberhalb dieser Linie noch existieren, sind unterhalb der PSK-Linie vollständig zerfallen. Hier bildet sich das eutektoide Kristallgemisch, das Perlit genannt wird. Perlit besteht aus αMischkristallen und Fe3C. SE-Linie = Löslichkeits- bzw. Sättigungslinie Bei Kohlenstoffkonzentrationen zwischen 0,8% und 2,06% wird der zu viel gelöste Kohlenstoff bei Abkühlung in Form von Sekundärzementit (Fe3C) ausgeschieden. GPQ-Linie Im Gebiet links von der GPQ-Linie ist ein Einphasengebiet mit α-Mischkristallen (Ferrit). Kohlenstoff ist hier nur in sehr geringer Konzentration löslich (10-5 bis 0,02%) DL Diese Linie bildet den rechten Rand des Eisen-Kohlenstoff-Diagramms. Hier liegt zu 100% Zementit (Fe3C) vor. Am linken Rand liegt 0% Fe3C vor. Der prozentuale Massegehalt steigt also vom linken bis zum rechten Rand des Diagramms – d.h. mit steigendem Kohlenstoffgehalt – linear an. ------------------------------------------------------------------------------------------------------------------------------------