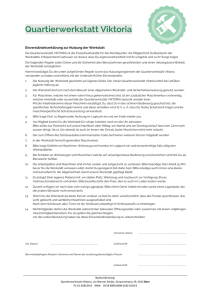
Arbeitsaufträge der Werkstatt für Elektronik und IT
Werbung

Wissenschaftliche Werkstätten Jahresbericht 2008/2009 www.physik.uni-osnabrueck.de FB 04 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 2 Vorwort Die experimentell arbeitenden Naturwissenschaften sind existenziell darauf angewiesen, dass geeignete Geräte und Vorrichtungen für Experimente zur Verfügung stehen. Im Bereich der Lehre sind es Demonstrationsexperimente in den Vorlesungen und Laborexperimente in den Praktika, die sinnvoll aufgebaut sein müssen, um das jeweilige didaktische Ziel zu erreichen. In der Forschung gilt es, den aktuellen Stand der Technik zu erreichen, möglichst sogar zu überbieten, um innovative Forschungsresultate zu erzielen. Die Ideen der Wissenschaftlerinnen und Wissenschaftler müssen konsequent und zeitnah diskutiert, gegebenenfalls modifiziert und dann umgesetzt werden, damit eine effiziente Lehr- und Forschungstätigkeit gewährleistet werden kann. Eine enge Zusammenarbeit mit exzellent funktionierenden – universitätsinternen oder externen – Werkstätten ist daher unabdingbar. Mit der Gründung des Fachbereichs Physik an der Universität Osnabrück im Jahre 1974 wurden auch zwei Wissenschaftliche Werkstätten eingerichtet – eine für Elektronik und eine für Feinmechanik – die vom Fachbereich Physik organisatorisch betreut werden. Die Werkstätten werden seither überwiegend von den Arbeitsgruppen der Experimentalphysik genutzt, um experimentelle Aufbauten neu zu entwickeln, umzubauen, zu reparieren oder zu überprüfen. Daneben wird zunehmend auch der Bedarf anderer Bereiche der Universität auf den Gebieten der Feinmechanik, Elektronik und Informationstechnologie abgedeckt. In den Jahren 1997 und 2002/2003 wurden die Werkstätten im Auftrag der Universität von der HIS GmbH1 evaluiert mit dem Ziel, den Bestand der wissenschaftlichen Werkstätten zu erfassen und Reorganisationschancen auszuloten. Die damals erstellte Studie2 kommt im Wesentlichen zu dem Schluss, dass der Personalbestand in den Werkstätten insgesamt gesehen in einer sinnvollen Größenordnung liegt. Es wird empfohlen, die Satellitenwerkstätten mit den Hauptstandorten zusammenzufassen, Stundensätze zu verrechnen sowie die Personalentwicklung an den jeweiligen Dienstleistungsbedarf zu koppeln. Im Anschluss an die HIS-Studie wurde in umfänglicher Diskussion zwischen allen Beteiligten ein Werkstattkonzept entwickelt, das 2005 verabschiedet wurde. Dieses Konzept wird seitdem stufenweise umgesetzt, der vorgelegte Jahresbericht diskutiert unter anderem die Umsetzung des Konzepts. HIS Hochschul-Informations-System GmbH, 30159 Hannover, http://www.his.de Dr. Georg Jongmanns: Stellungnahme zum Bestand der wissenschaftlich-technischen Werkstätten an der Universität Osnabrück, Hannover, Dezember 2003 1 2 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 3 Inhalt Aktueller Status der Wissenschaftlichen Werkstätten ............................................................................. 4 Aufgaben und Ziele .............................................................................................................................. 4 Organisationseinheiten und Standorte ................................................................................................ 4 Entwicklung der Werkstätten im Berichtszeitraum .............................................................................. 5 Organisation, Umsetzung des Werkstattkonzepts ............................................................................... 6 Personal ............................................................................................................................................. 10 Auftragsvolumen, Auslastung ................................................................................................................ 11 Werkstatt für Elektronik und IT .......................................................................................................... 11 Feinmechanische Werkstatt............................................................................................................... 13 Beispielprojekte ..................................................................................................................................... 15 Berührungssicherer Anschluss einer Elektronenablenkröhre (Laborpraktika, FB 4)......................... 15 NC-AFM Vorverstärker (AG Reichling, FB 4) .................................................................................... 16 Steuerelektronik für atom tracking (AG Kühnle, FB 4) ...................................................................... 18 Das Robotersystem PACO (AG Brockmann, FB 6) .......................................................................... 19 Hautwaschapparat (AG John, FB 8) .................................................................................................. 20 Human Power Bike (AG Zimmer, FB 3) ............................................................................................. 21 Temperiereinrichtung für Mikroskop (AG Rosemeyer, FB 5) ............................................................ 22 Weitere Projekte ................................................................................................................................ 23 Auszubildende ....................................................................................................................................... 25 Weitere Planung .................................................................................................................................... 26 Werkstatt für Elektronik und IT – Personal ........................................................................................ 26 Feinmechanische Werkstatt – Personal ............................................................................................ 28 Werkstatt für Elektronik und IT – Sachausstattung ........................................................................... 28 Feinmechanische Werkstatt – Sachausstattung ............................................................................... 29 Anlagen.................................................................................................................................................. 30 Arbeitsaufträge der Werkstatt für Elektronik und IT 2008/2009 ......................................................... 30 Arbeitsaufträge der Feinmechanischen Werkstatt 2008 .................................................................... 33 Arbeitsaufträge der Feinmechanischen Werkstatt 2009 .................................................................... 34 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 4 Aktueller Status der Wissenschaftlichen Werkstätten Zur Unterstützung von Forschung und Lehre unterhält die Universität Osnabrück wissenschaftliche Werkstätten. Diese Werkstätten sind räumlich und organisatorisch einzelnen Fachbereichen zugeordnet, sie können jedoch grundsätzlich von allen Mitgliedern der Universität zur Erfüllung universitärer Aufgaben in Anspruch genommen werden. Das Präsidium der Universität hat 2005 ein Konzept für die Wissenschaftlichen Werkstätten an der Universität Osnabrück (Werkstattkonzept) beschlossen, in dem das Ergebnis einer längeren Diskussion über Aufgaben, Ziele, Struktur und Organisation der Werkstätten zusammengefasst wurde. Der Fachbereich Physik, dem die Werkstätten organisatorisch zugeordnet sind, hatte sich bereit erklärt, dieses Konzept zu realisieren; die Umsetzung ist inzwischen weitgehend erfolgt. Aufgaben und Ziele Hauptaufgabe der Werkstätten sind Planung, Bau, Wartung, Prüfung und Reparatur wissenschaftlicher Geräte und Einrichtungen, weiterhin sind Mitarbeiterinnen und Mitarbeiter der Werkstätten technisch beratend und ausbildend tätig. Ziel der Werkstattarbeit ist es, aus einem begründeten Bedarf in enger Zusammenarbeit mit Wissenschaftlerinnen und Wissenschaftlern optimale Lösungen für technische Fragestellungen zu entwickeln. Die Arbeit orientiert sich nicht nur an dem Ziel, eine technisch perfekte Lösung für die gestellte Aufgabe zu finden, sondern es wird immer auch auf eine möglichst sachgerechte, sichere und ergonomisch sinnvolle Ausführung bei möglichst geringer Inanspruchnahme öffentlicher Ressourcen geachtet. Organisationseinheiten und Standorte Die Werkstatt für Elektronik und Informationstechnik (WEI) bietet ein breites Spektrum an Dienstleistungen aus den Bereichen Elektronik, Mikroprozessortechnik und Messdatenverarbeitung an. Das Angebot umfasst Entwurf und Realisierung analoger und digitaler Schaltungen sowie die Konstruktion entsprechender Geräte. Gefertigt werden überwiegend Spezialgeräte, die höchste Anforderungen für die Forschung erfüllen wie zum Beispiel hochempfindliche Detektoren, hochstabile Netzteile, Regeleinrichtungen, Experimentsteuerungen und Hochfrequenzgeräte für die Resonanzspektroskopie. Neben Konstruktion und Gerätebau gehören die Prüfung auf Betriebssicherheit und elektromagnetische Verträglichkeit, Wartung und Reparatur elektrischer Geräte zu den Aufgaben der WEI. Die WEI ist organisatorisch in zwei Werkstattbereiche aufgeteilt, einen am Fachbereich Physik, an dem die überwiegende Mehrzahl der Mitarbeiter tätig ist, und einem im Fachbereich Biologie, wo zwei Mitarbeiter tätig sind. Die beiden Werkstattbereiche entwickelten in den zwei Jahrzehnten ihres Bestehens jeweils ein eigenes Profil, das genau auf die Anforderungen an den jeweiligen Standorten abgestimmt ist. Hierbei treten nur wenige Überschneidungen auf. Während der Werkstattbereich an der Physik ein breiteres Spektrum an Aufgabenstellungen bearbeitet und Schwerpunkte in der Experimentsteuerung mit Mikroprozessoren und Verarbeitung digitaler Messdaten entwickelt hat, arbeitet die Teilwerkstatt in der Biologie überwiegend an hochspezialisierten Aufgabenstellungen, die den dortigen Anforderungen entsprechen. Hierbei geht es insbesondere um die Wartung und Reparatur biotechnischer Anlagen (z. B. Fermenter) und die Entwicklung hochspezialisierter Messtechnik für biologische Experimente (z. B. extrem empfindliche Stromverstärker). Die Feinmechanische Werkstatt (FMW) bietet ein breites Spektrum an Dienstleistungen aus den Bereichen Metall- und Kunststoffverarbeitung an. Hierzu gehören insbesondere die Konstruktion mechanischer Einzelteile, Geräte und Hilfseinrichtungen für die Forschung und die Beschaffung der dafür nötigen Materialien. Zur Materialbearbeitung wird das Standardrepertoire klassischer Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 5 zerspanender Verfahren (Bohren, Drehen, Fräsen) eingesetzt, es sind aber auch Kompetenzen und Anlagen für zahlreiche weitere Techniken (z. B. Schweißen und Funkenerosion) vorhanden. Die Werkstatt hält weiterhin Spezialkenntnisse und -geräte in Bereichen vor, die für eine größere Anzahl von Nutzern wichtig sind (zum Beispiel für den Bau und Lecktest von Vakuumanlagen und Kryostaten). In der FMW sind regelmäßig Auszubildende tätig, die von zwei dafür qualifizierten Mitarbeitern ausgebildet werden. Die FMW ist räumlich wie organisatorisch ihrem langjährigen Hauptnutzer, dem Fachbereich Physik zugeordnet. In einer der Biologie angegliederten Außenstelle der FMW können vor Ort einfache Standardarbeiten für diesen Fachbereich kompetent durchgeführt werden. Entwicklung der Werkstätten im Berichtszeitraum Dem vom Präsidium beschlossenen Werkstattkonzept folgend werden in der laufenden Entwicklung insbesondere drei Ziele verfolgt: 1. 2. 3. Anpassung des Profils und der fachlichen Kompetenz an die Auftragslage, die sich in den vergangenen Jahren durch die Etablierung zahlreicher neuer Forschungsgruppen innerhalb und außerhalb des Fachbereichs Physik stark gewandelt hat. Personalentwicklung und Neueinstellungen zur personellen Konsolidierung der Werkstätten in einer Phase des altersbedingten Ausscheidens zahlreicher Werkstattmitarbeiter. Verbesserung der Arbeitsbedingungen in den Werkstätten und Erneuerung des teilweise sehr veralteten Maschinen- und Geräteparks. Die Profilanpassung der Wissenschaftlichen Werkstätten konnte größtenteils bereits sehr erfolgreich vollzogen werden – in enger Zusammenarbeit mit Forschungsgruppen aus der Physik und u. a. der Informatik, der Mathematik, oder auch aus der Lehreinheit Sport und der Biologie (vor allem feinmechanische Werkstatt). In direkter Diskussion zwischen den Nutzern und den Ausführenden in den Werkstätten wurden die neuen Anforderungen definiert und technische Lösungen dafür entwickelt. Unterstützt wurde dieser Prozess durch Qualifizierungsmaßnahmen für die Werkstattmitarbeiter. Ein wichtiger Schritt war hierbei die Einführung von Autodesk Inventor, einer neuen CAD3-Software, die eine Konstruktion und Ansicht der Werkstücke in dreidimensionaler Darstellung ermöglicht. Mehrere Werkstattmitarbeiter und weitere technische Mitarbeiter des Fachbereichs wurden in einem mehrtägigen Kurs des Herstellers im Umgang mit dieser Software geschult. Der Einsatz moderner Konstruktionsverfahren gewinnt angesichts der beständig steigenden Anforderungen an die Präzision und Komplexität der zu fertigenden Bauteile größte Bedeutung. In der Feinmechanischen Werkstatt wurde weiterhin ein besonderes Augenmerk auf die Feinstmechanik gesetzt, das heißt auf die hochpräzise Fertigung von Bauteilen, die Dimensionen von nur wenigen Millimetern oder Bruchteilen von Millimetern haben. Solche kommen am Fachbereich Physik insbesondere in Geräten für die Raster-Mikroskopie im Ultra-Hochvakuum, bei Resonatoren für die magnetische Resonanzspektroskopie sowie bei mikromechanischen Bauelementen in der Optik und Optofluidik zur Anwendung. In der Elektronikwerkstatt wurde ein wesentlicher Fortschritt durch die Einführung der SMD 4Technik erzielt, die heute die Standardtechnik für den Aufbau sehr leistungsfähiger Komponenten auf kleinstem Raum ist. Hier wurde ein neuer Schwerpunkt in der Analogelektronik bei der Entwicklung extrem rauscharmer und störunempfindlicher Vorverstärker und Netzteile gesetzt, die für hochempfindliche Messgeräte und die hochpräzise Bewegung mittels piezoelektrischer Stellelemente benötigt werden. Interessante neue Entwicklungslinien ergaben sich für die Elektronikwerkstatt auch 3 4 CAD: Computer Aided Design SMD: Surface Mounted Device Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 6 durch Aufträge aus der Informatik im Kontext der Entwicklung von Robotern und durch Aufträge aus dem Bereich der Gesundheitswissenschaften. Die personelle Konsolidierung ist für die Feinmechanische Werkstatt weitgehend abgeschlossen, während sie aufgrund einer anderen Altersstruktur in der Elektronikwerkstatt 2010 in Angriff genommen wird. Im Berichtszeitraum konnten in den Werkstätten – der dritten Zielsetzung folgend – substanzielle Investitionen getätigt werden, welche die Ausstattung in Teilbereichen der Werkstätten an den heutigen Stand der Technik heranführte. Die Wissenschaftlichen Werkstätten waren im Jahr 1984 mit dem Umzug der Naturwissenschaften der Universität Osnabrück in Neubauten auf dem Westerberg im Fachbereich Physik räumlich und technisch gemäß damaliger Standards hervorragend ausgestattet worden und konnten mit dieser Ausstattung über viele Jahre hinweg hervorragende Arbeit leisten. Gemessen am heutigen Stand sind aber praktisch alle Maschinen als veraltet zu betrachten; zahlreiche Ausfälle und vielfache Reparaturen an Geräten und Maschinen führen zu deutlichen Produktivitätsverlusten in den Werkstätten. Für die Feinmechanische Werkstatt wurde für 190.000 Euro eine moderne CNC 5-Fräsmaschine beschafft, mit der nicht nur einfach umrissene Bauteile wesentlich schneller produziert werden können als durch manuelle oder teilautomatisierte Bearbeitung sondern auch Bauteile mit sehr komplexen Konturen gefertigt werden können. Daten aus der Konstruktion mit dem CAD-System können direkt in Maschinenbefehle für die CNC-Fräsmaschine umgesetzt werden, so dass eine besonders rationelle Fertigung ermöglicht wird. Für die Anschaffung moderner Messgeräte in der Elektronikwerkstatt und Fertigungseinrichtungen wurden 60.000 Euro investiert. Durch die beschaffte Bestückungsanlage für SMD-Bauteile eröffnen sich der Elektronikwerkstatt neue Möglichkeiten im Design und in der Realisierung elektronischer Schaltungen für die hoch entwickelte Messtechnik, die bereits tragend zum Einsatz gekommen sind. Die Arbeitsbedingungen im Werkstattbereich konnten weiterhin durch die Beschaffung mehrerer neuer Arbeitsplatzcomputer verbessert werden. Nach einer längeren, für die Wissenschaftlichen Werkstätten schwierigen Zeit des Umbruchs war der Berichtszeitraum durch eine in vieler Hinsicht positive Entwicklung geprägt. Die Verbesserung der Arbeitsbedingungen und die Schaffung neuer technischer Möglichkeiten wirkten sich ebenso positiv auf die Motivation der Mitarbeiter aus wie die zahlreichen interessanten Aufträge aus den experimentellen Arbeitsgruppen/Forschergruppen der in den vergangenen Jahren neu berufenen Hochschullehrer. Organisation, Umsetzung des Werkstattkonzepts Die Organisation und Auftragsabwicklung in den Werkstätten orientiert sich an den Zielen der Notwendigkeit und Zweckmäßigkeit von Aufträgen, sowie der Wirtschaftlichkeit, Effizienz und Transparenz für alle Verwaltungs-, Geschäfts- und Arbeitsvorgänge. Notwendigkeit und Zweckmäßigkeit von Aufträgen leiten sich grundsätzlich aus Forschung und Lehre oder anderen wesentlichen Belangen der Universität Osnabrück ab. Um qualitativ wie quantitativ beste Ergebnisse zu erzielen und dabei die vorhandenen Ressourcen optimal einzusetzen, werden die Werkstätten und ihre Teilbereiche nach einem möglichst einheitlichen Organisationsmodell und einheitlichen Regeln betrieben. Zur Organisation legt das Werkstattkonzept fest: 1. 5 Jeder Werkstattbereich wird durch eine/n Leiter/in geführt. Die Werkstattleitung trägt die Fachverantwortung für den jeweiligen Werkstattbereich. Jeder Werkstattbereich ist einer CNC: Computerized Numerical Control Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 2. 3. 4. 7 Organisationseinheit der Universität, d.h. gegenwärtig dem Fachbereich Physik oder dem Fachbereich Biologie/Chemie zugeordnet. In Organisationseinheiten, die Werkstätten betreiben, wird ein/e Werkstattbeauftragte/r (Hochschullehrer/in oder permanent beschäftigte/r Wissenschaftler/in) benannt. Die Werkstattbeauftragten begleiten die Arbeit und Entwicklung der Werkstätten beratend und helfend, stimmen sie auf die Nutzerinteressen ab, und vertreten sie gegenüber ihrer jeweiligen Organisationseinheit sowie der Universitätsleitung. Andere Organisationseinheiten, die nennenswert zum Auftragsvolumen der Werkstätten beitragen berufen eine/n Werkstattbeirat/rätin, der /die Nutzerinteressen aus dem jeweiligen Bereich vertritt. Die Werkstattbeauftragten und Beiräte sind Anlaufstellen für Vorschläge oder Beschwerden von Nutzern bezüglich der Arbeit in den Werkstätten. Die Werkstätten legen dem/der jeweiligen Beauftragten jährlich einen Bericht vor, in dem die Tätigkeit, wirtschaftliche und Arbeitsdaten, Personalentwicklung, sowie Erfolge und eventuell auftretende Probleme dokumentiert werden. Diese Berichte bilden die Grundlage für das Controlling der Werkstätten und fließen in die Weiterentwicklung und dynamische Bedarfsanpassung der Werkstätten ein. Controlling und systematische Weiterentwicklung der Werkstätten sind Aufgaben der Werkstattbeauftragten, die hierbei untereinander in Kontakt stehen und mit den Werkstattbeiräten zusammenarbeiten. Kommunikation und Information erfolgen im Werkstattbeirat, der mindestens einmal im Jahr tagt. In diesem Beirat sind die Werkstattbeauftragten, ein/e Werkstattbeirat/rätin, die Werkstattleiter/innen sowie je ein/e Vertreter/in der zentralen Universitätsverwaltung und des Personalrats vertreten. Die Werkstattbeauftragten und Beiräte sind Anlaufstellen für Vorschläge oder Beschwerden von Nutzern bezüglich der Arbeit in den Werkstätten. Die Punkte 1 und 3 sind realisiert, die Funktion des Werkstattbeauftragten wird im Fachbereich Physik in der Regel einem Mitglied des Dekanats (im Berichtszeitraum Herrn Reichling) übertragen. Auf die Installation eines Werkstattbeirats (Punkte 2 und 4) wurde verzichtet, da bisher keine Problemfälle aufgetreten sind, die das Eingreifen eines solchen Gremiums erforderlich machten. Gegebenenfalls kann ein solcher Beirat kurzfristig eingerichtet werden. Die Aufgaben des Beirats wurden im Berichtszeitraum vom Werkstattbeauftragten des Fachbereichs Physik wahrgenommen. Zur Auftragsabwicklung legt das Werkstattkonzept fest: 1. 2. 3. 4. 5. Das Leistungsangebot der wissenschaftlichen Werkstätten steht grundsätzlich allen Angehörigen der Universität offen, sofern sie für ihre Aufträge einen Bedarf im Sinne der oben dargelegten Ziele haben. Aufträge werden daher aus allen Bereichen der Universität gleichberechtigt angenommen und nach den gleichen Grundsätzen und Verfahren bearbeitet. Das Leistungsspektrum, die Kompetenzen und Spezialkenntnisse der einzelnen Werkstätten werden über eine Webdarstellung universitätsöffentlich bekanntgegeben. Die Webdarstellung enthält auch einen Servicebereich, über den Aufträge abgewickelt werden. Aufträge an Werkstätten werden, abgesehen von Bagatellaufträgen, grundsätzlich nur nach vorheriger Prüfung durch den/die Finanzstellenverantwortliche/n (=Auftraggeber/in) und an den/die Werkstattleiter/in oder eine andere von der Werkstattleitung dazu beauftragte Person vergeben. Die Auftragsvergabe und -abwicklung erfolgt, abgesehen von Bagatellaufträgen, grundsätzlich schriftlich. Richtlinien der Werkstätten bezüglich der Form (Formulare, Hinweise zur Gestaltung von Skizzen und Zeichnungen etc.) sind hierbei einzuhalten. Bagatellaufträge sind solche, deren Bearbeitung nicht mehr als 30 Minuten Arbeitszeit in Anspruch nimmt, und bei denen keine Kosten entstehen, die höher als 20 € sind. Aufträge, deren Bearbeitung nicht unmittelbar den Zwecken der Universität Osnabrück dienen, werden nur im Rahmen von ausgewogenen Kooperationen mit anderen Werkstätten oder mit Zustimmung des Werkstattbeirats und gegen mindestens kostendeckende Vergütung ausgeführt. Die Werkstätten werden nicht, auch nicht außerhalb der regulären Arbeitszeiten, für andere Zwecke genutzt. Vor Beginn der Arbeiten an Werkstattaufträgen erfolgt durch die Werkstattleitung grundsätzlich eine technische Prüfung und eine Beratung des/r Nutzers/in, eine Kostenabschätzung und wirtschaftliche Prüfung des Auftrags, sowie eine Priorisierung und Terminsetzung für die Bearbeitung. Die Bearbeitung Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 6. 8 erfolgt in zeitlicher Reihenfolge des Auftragseingangs, es wird durch eine davon abweichende Priorisierung aber darauf geachtet, dass kleine Aufträge in angemessen kurzer Zeit bearbeitet werden. Weitere Kriterien für eine vom Auftragseingang abweichende Priorisierung können eine vom Nutzer glaubhaft gemachte Dringlichkeit sowie die optimale Ausnutzung von Maschinen und ein optimierter Personaleinsatz sein. Die Priorisierung erfolgt durch den/die Werkstattleiter/in; in Konfliktfällen werden die Werkstattbeauftragten und Werkstattbeiräte hinzugezogen. Das Einreichen der Aufträge an Werkstätten erfolgt in der Regel durch Mitarbeiter/innen des/der jeweiligen Auftraggebers/in. Zum Erteilen eines Auftrages ist das persönliche Erscheinen des/der Mitarbeiter/in in der Werkstatt unbedingt erforderlich. Nach Aufnahme der Arbeit am Auftrag soll, sofern notwendig oder sinnvoll, ein möglichst enger Informationskontakt zwischen dem/der Mitarbeiter/in und dem/der Ausführenden in der Werkstatt bestehen. Wesentliche Änderungen des Auftrages erfolgen nur mit Zustimmung des/r Auftraggebers/in und Rücksprache mit der Werkstattleitung. Gleiches gilt, wenn bei der Bearbeitung des Auftrags der gesetzte Termin wesentlich überschritten wird, oder die, bei Auftragsannahme geschätzten Kosten wesentlich überschritten werden. Bis auf Punkt 2 sind alle Vorgaben des Konzepts (Punkte 1, 3, 4, 5, 6) realisiert. Ein umfänglicher Webauftritt konnte bisher nicht erstellt werden, da dafür kein versierter Mitarbeiter im Fachbereich zur Verfügung steht. Eine Vergabe kommt aus Kostengründen nicht infrage. Es hat sich weiterhin gezeigt, dass eine persönliche Nutzerberatung durch Werkstattleiter und oder Konstrukteur zielführender ist als eine webbasierte Auftragsvergabe, da dabei auch Realisierungsmöglichkeiten konkret diskutiert werden können. Ergänzend zu der bisherigen Darstellung der Werkstätten innerhalb der Internetpräsentation des Fachbereichs Physik sollte zukünftig auch in den zentralen Seiten der Universität über die beiden Werkstätten informiert werden, um potenzielle neue Nutzer an der Universität auf die vielfältigen Fähigkeiten der Werkstätten hinzuweisen. Zu Buchführung und Abrechnung legt das Werkstattkonzept fest: 1. 2. 3. Die Auftragsabwicklung für die Werkstätten erfolgt durch eine einheitliche und möglichst an die Software im Verwaltungsbereich (SAP) angepasste Software, die eine automatisierte Annahme, Verfolgung und Abrechnung der Aufträge ermöglicht. Hierbei werden alle wichtigen Auftragsdaten, nicht aber Arbeitnehmerdaten erfasst. Die softwaregestützte Auftragsdokumentation ermöglicht eine faire Abrechnung mit vertretbarem Aufwand und ihre Auswertung hinsichtlich statistischer Merkmale bildet eine wichtige Grundlage für Berichte über die Arbeit in den Werkstätten und für das Controlling. Um eine ineffiziente „Überorganisation“ zu vermeiden wird aber nicht der Versuch unternommen, alle Vorgänge vollständig zu erfassen. Für Aufträge an die Werkstätten werden dem/r Auftraggeber/in zusätzlich zu den Materialkosten auch Arbeitskosten in Rechnung gestellt, deren Höhe sich an der aufgewendeten Arbeitszeit orientiert. Die hierbei angesetzte Stundenpauschale wird durch den Werkstattbeirat festgelegt (derzeit 3 €/Stunde). Durch diese Einnahmen werden die laufenden Kosten und kleinere Erneuerungsinvestitionen für die Werkstätten gedeckt. Die Werkstätten arbeiteten über viele Jahre mit einem Personalbestand der von den Fachbereichen Physik und Biologie/Chemie gestellt wird. Das trägt der Tatsache Rechnung, dass während dieser Zeit regelmäßig ca. 95 % aller Werkstattaufträge aus der Physik und Biologie/Chemie vergeben wurden. Die Werkstätten waren durch diese Aufträge weitgehend ausgelastet. Falls in anderen Fachbereichen nennenswerter neuer Bedarf entsteht, der nicht durch Rationalisierung von Arbeitsvorgängen aufgefangen werden kann, müssen aus diesen Fachbereichen Ressourcen zur Aufstockung des Personalbestandes zur Verfügung gestellt werden. Eine Beteiligung an den Personalkosten ist insbesondere dann erforderlich, wenn der Anteil eines einzelnen Fachbereichs 5 % der gesamten Auftragssumme übersteigt. In Punkt 1 war die Erstellung einer speziellen Software für die gesamte Auftragsabwicklung geplant. Davon wurde inzwischen aus verschiedenen Gründen Abstand genommen (Ausscheiden des Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 9 zuständigen EDV-Mitarbeiters, ungenügende Schnittstelleninformationen zur Anpassung an das SAP-System, Aufwand zur Übernahme vorhandener Datenbanken in das neue System, Inkompatibilität der elektronischen Preislisten von Firmen mit Public-Domain-Software etc.). Die Auftragsdaten werden jedoch schon seit längerer Zeit in den Werkstätten in Datenbanken festgehalten, so dass Berichte und Abrechnungen problemlos möglich sind (vgl. Folgekapitel). Punkte 2 und 3 sind realisiert. Zur Berechnung der Arbeitskosten werden die laufenden Nebenkosten in den Werkstätten zugrunde gelegt und anteilig nach den aufgewendeten Arbeitszeiten auf die nutzenden Fachbereiche umgerechnet. Die sich daraus ergebenden Stundensätze liegen derzeit bei 2,06 € für die Feinmechanische Werkstatt und 2,56 € für die Werkstatt für Elektronik und IT. Die Abrechnung und Erstattung erfolgt jährlich. Eine Aufstockung des Personalbestands wurde bisher nicht für nötig erachtet, praktisch alle Aufträge konnten ohne unzumutbar lange Wartezeiten abgewickelt werden. Zur Personalentwicklung legt das Werkstattkonzept fest: 1. 2. 3. Um auch unter Bedingungen sich wandelnder Anforderungen eine gleich bleibend hohe Leistung erbringen zu können, betreiben die Werkstätten eine aktive Personalentwicklung. Hierzu gehört eine ständig aktualisierte Planung für die Besetzung frei werdender Stellen, wobei sich die geforderten Qualifikationen an der Entwicklung des Bedarfs orientieren. Ein weiteres Element aktiver Personalentwicklung ist die permanente Weiterbildung der Werkstattmitarbeiterinnen und -mitarbeiter im Rahmen eines umfassenden Qualifizierungsprogramms. Ziel sollte es sein, dass jede Mitarbeiterin und jeder Mitarbeiter mindestens einmal alle zwei Jahre an einer Weiterbildungsmaßnahme teilnimmt. In Zeiten begrenzter Finanzmittel muss hierbei mit Initiative und Kreativität vorgegangen werden, insbesondere sind Möglichkeiten kostengünstiger/freier Weiterbildungsangebote zu prüfen, die von Firmen für die Arbeit an speziellen Maschinen und Geräten angeboten werden, und es sind Möglichkeiten interner Weiterbildung durch Selbstqualifikation und Weitergabe des Wissens an Kolleginnen und Kollegen auszunutzen. Produktive Arbeit und eine gedeihliche Entwicklung der Werkstätten ist nur möglich, wenn die Arbeit nicht durch innerbetriebliche Konflikte gestört wird. Die Werkstattleiter nehmen daher regelmäßig an Fortbildungen zu Fragen der Personalführung teil und bemühen sich aktiv um Konfliktbewältigung. Nötigenfalls erfolgt dies in Zusammenarbeit mit dem Dezernat 2. Diese Punkte werden sorgfältig beachtet. So wird bei der Wiederbesetzung von Stellen die geforderte Qualifikation jeweils auf den festgestellten aktuellen Bedarf der Werkstattnutzer abgestimmt. Werkstattmitarbeiter und Werkstattleiter nehmen regelmäßig an Weiterbildungsveranstaltungen teil, um auf dem aktuellen Stand der Technik zu bleiben. In der Feinmechanischen Werkstatt gehören dazu beispielsweise Weiterbildungen auf dem Gebiet der CAD- und CNC-Technologie sowie in der Vakuumtechnik, in der Werkstatt für Elektronik und IT Weiterbildungen in der Hochfrequenztechnik oder im Bereich der für SMD-Schaltungen notwendigen Verfahrensabläufe. Darüber hinaus setzen sich insbesondere die Werkstattleiter, aber auch die in der Nachwuchsausbildung tätigen Mitarbeiter intensiv mit Fragen der Personalführung auseinander, teilweise auch in speziellen Fortbildungsveranstaltungen, um ein optimales Arbeitsklima in den Werkstätten zu gewährleisten. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 Personal Stand 01.01.2010 Werkstatt für Elektronik und Informationstechnik Ohne die Mitarbeiter in der Satellitenwerkstatt Biologie Werkstattleitung: Werner Schniederberend Entwicklung: Dirk Rathmann Techniker: Martin Drop Uwe Klaas Otto Lohre Hans-Jürgen Schmidtke Hans-Dieter Sobieralski Feinmechanische Werkstatt Werkstattleitung: Uwe Klink Konstruktion: Holger Heine Techniker: Jakob Depperschmidt Herbert Lutter (FB 5) Hermann Niemann Karl-Heinz Schnabel Michael Schnieder (FB 5) Wolfgang Schöbel Thomas Wöste Auszubildende: Johannes Dresmann René Grawemeyer Alexej Ilie Andreas Möller Jan Niemeier Nam Verhufen 10 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 11 Auftragsvolumen, Auslastung Im Folgenden sind die Auftragsvolumina der beiden Wissenschaftlichen Werkstätten für die Jahre 2008 und 2009 zusammengestellt. Eine detailliertere Auflistung findet sich im Anhang. Werkstatt für Elektronik und IT In der nachstehenden Tabelle sind die für Aufträge aus den verschiedenen Bereichen geleisteten Arbeitsstunden der Werkstatt für Elektronik und IT für die Jahre 2008 und 2009 zusammengestellt. Fachbereich Umbau Reparatur Prüfung Neubau Summe FB Fachbereich 2 0 2 0 0 2 Fachbereich 3 0 0 0 262 262 Fachbereich 4 691 1681 1485 2952 6809 Fachbereich 5 1 198 119 400 718 Fachbereich 6 14 10 0 400 424 Fachbereich 8 10 63 0 1709 1782 716 1954 1604 5723 9997 Gesamt Von der Werkstatt für Elektronik und IT in 2008 und 2009 geleistete Arbeitsstunden für die Fachbereiche der Universität aufgeschlüsselt nach den Rubriken Umbau, Reparatur, Prüfung und Neubau von Geräten. Die von der Satellitenwerkstatt im Bereich Biologie geleisteten Arbeitsstunden sind in der Aufstellung nicht berücksichtigt. Nicht aufgezeichnet und daher nicht in der obigen Liste enthalten sind Arbeitszeiten für Projektberatung, Arbeitsvor- und -nachbereitung, Dokumentationen, Versuchsaufbauten, Einweisung in Messtechnikanordnungen in den Versuchslaboren, Projektentwicklung und Erarbeitung von Lösungen messtechnischer Art für vorhandene oder käufliche Geräte, Auswahl von Material und Geräten, Werkstattorganisation, jährliche Inventur (ca. 320 Arbeitsstunden pro Jahr), alle Kleinaufträge unter einer Stunde (Messtechnik, EDV), Materialbewirtschaftung und Ausgabe an experimentelle Arbeitsgruppen und für Projekte, werkstattinterne Weiterbildung zur Erhaltung und zum Ausbau der Fachkompetenz und Fertigungstechniken, Aneignung neuer Vorschriften der Arbeits- und Gerätesicherheit. Arbeitskapazität Den oben aufgeführten Arbeitsstunden für größere Aufträge steht eine verfügbare Stundenkapazität von ca. 16.500 Arbeitsstunden im Berichtszeitraum gegenüber6. Nicht mit aufgeführt sind die von der Satellitenwerkstatt in der Biologie geleisteten Arbeitsstunden (schätzungsweise 4000 – 5000, davon mehr als die Hälfte für die Prüfung von Geräten). Bei der Berechnung wurden 5,5 Mitarbeiter (Personalstand abzüglich Werkstattleiter und abzüglich 0,5 Entwicklungsingenieur) mit im Mittel 1.500 Arbeitsstunden pro Jahr zugrunde gelegt. 6 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 12 In den beiden folgenden Diagrammen ist die prozentuale Verteilung der für die Projekte investierten Arbeitsstunden nach auftragserteilenden Fachbereichen und nach den Rubriken Umbau, Reparatur, Prüfung und Neubau von Geräten dargestellt. Danach wird derzeit etwa zwei Drittel des Auftragsvolumens vom Fachbereich Physik bestritten, mit knapp einem Fünftel liegt der Fachbereich Humanwissenschaften an zweiter Stelle. Der Neubau von Geräten umfasst gut die Hälfte des Auftragsvolumens, jeweils etwa ein Fünftel ist für Reparaturen und für Geräteprüfung zu veranschlagen. Wiederum sind die von der Satellitenwerkstatt Biologie geleisteten Arbeitsstunden in den Diagrammen nicht berücksichtigt. FB 4 68% FB 8 18% FB 3 3% FB 6 4% FB 5 (nur Chemie) 7% Prozentuale Aufteilung der von der Werkstatt für Elektronik und IT für die bearbeiteten Projekte investierten Arbeitsstunden nach auftragserteilenden Fachbereichen. Eine Berücksichtigung der Satellitenwerkstatt Biologie würde den Anteil des FB 5 auf etwa 35 % erhöhen, die übrigen Anteile entsprechend erniedrigen. Neubau 57% Prüfung 16% Reparatur 20% Umbau 7% Prozentuale Aufteilung der von der Werkstatt für Elektronik und IT für die bearbeiteten Projekte investierten Arbeitsstunden nach den Rubriken Umbau, Reparatur, Prüfung und Neubau von Geräten. Eine Berücksichtigung der Satellitenwerkstatt Biologie würde den Anteil der Rubrik Prüfung auf etwa 30 % vergrößern, die übrigen Anteile entsprechend verkleinern. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 13 Feinmechanische Werkstatt Die von der Feinmechanischen Werkstatt für die verschiedenen Projekte geleisteten Arbeitsstunden sind in der nachstehenden Tabelle summarisch zusammengestellt. Fachbereich Neubau Umbau Reparatur Summe FB FB 4 Physik 6842 869 506 8217 FB 5 Biologie 1886 523 348 2757 FB 5 Chemie 933 72 94 1099 1277 241 159 1677 10938 1705 1107 13750 Sonstige Fachbereiche Gesamt Von der Feinmechanischen Werkstatt in 2008 und 2009 geleistete Arbeitsstunden für die verschiedenen Nutzer aus der Universität aufgeschlüsselt nach den Rubriken Neubau, Umbau und Reparatur von Geräten. Nicht aufgezeichnet und daher nicht in der obigen Liste enthalten sind Arbeitszeiten für Projektberatung, Arbeitsvor- und Nachbereitung, Dokumentationen, Konstruktion, Projektentwicklung , Erarbeitung und Erprobung von mechanischen Lösungen , Optimierung, Wartung , Pflege und Reparatur werkstatteigener Maschinen, Werkzeuge und Einrichtungen, Werkstattorganisation, Materialbewirtschaftung und Ausgabe, alle Kleinaufträge unter einer Stunde, jährliche Inventur (ca. 360 Arbeitsstunden pro Jahr), Ausbildung Industriemechaniker Fachrichtung Feinwerktechnik, werkstattinterne Weiterbildung zum Erhalt und zur Erweiterung der Fachkompetenz von Fertigungstechniken, Unterweisung über neue Vorschriften der Arbeits- und Gerätesicherheit, innerbetriebliche Fort-und Weiterbildung im Rahmen der Universität, Schulungen für die neu angeschaffte Fräsmaschine, Schulung für das CAD-System AutoCAD Inventor. Arbeitskapazität Den oben aufgeführten Arbeitsstunden für größere Aufträge steht eine verfügbare Stundenkapazität von ca. 18.000 Arbeitsstunden im Berichtszeitraum gegenüber 7. In den beiden folgenden Diagrammen ist die prozentuale Verteilung der für die Projekte investierten Arbeitsstunden nach auftragserteilenden Fächern und nach den Rubriken Neubau, Umbau und Reparatur von Geräten dargestellt. Danach wird derzeit etwa 60 % des Auftragsvolumens von der Physik bestritten, mit einem Fünftel liegt die Biologie an zweiter Stelle. Der Neubau von Geräten umfasst 80 % des Auftragsvolumens, jeweils etwa ein Zehntel ist für Reparaturen und für Umbauten zu veranschlagen. Bei der Berechnung wurden 6 Mitarbeiter (Personalstand abzüglich Werkstattleiter, Konstrukteur und insgesamt einer Stelle für die Lehrlingsausbildung) mit im Mittel 1.500 Arbeitsstunden pro Jahr zugrunde gelegt. 7 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 Physik 60% Andere 12% Biologie 20% Chemie 8% Prozentuale Aufteilung der von der Feinmechanischen Werkstatt für die bearbeiteten Projekte investierten Arbeitsstunden nach auftragserteilenden Fächern. Neubau 80% Umbau 12% Reparatur 8% Prozentuale Aufteilung der von der Feinmechanischen Werkstatt für die bearbeiteten Projekte investierten Arbeitsstunden nach den Rubriken Neubau, Umbau und Reparatur von Geräten. 14 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 15 Beispielprojekte An einigen Projekten soll die Arbeit der Wissenschaftlichen Werkstätten beispielhaft veranschaulicht werden. Berührungssicherer Anschluss einer Elektronenablenkröhre (Laborpraktika, FB 4) Die Elektronenablenkröhre ermöglicht die quantitative Untersuchung der Ablenkung von Elektronen in elektrischen und magnetischen Feldern und die Abschätzung von Geschwindigkeit und spezifischer Ladung der Elektronen. Durch Anbau eines berührungssicheren Gehäuses und Verwendung von Sicherheitsbuchsen ist ein berührungssicherer Anschluss bis zu einer Spannung von 5kV möglich. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 16 NC-AFM Vorverstärker (AG Reichling, FB 4) Die Nichtkontakt-Rasterkraftmikroskopie (engl: non-contact atomic force microscopy, NC-AFM) ist eine Methode, mit der Oberflächen hochaufgelöst bis hin zur atomaren Skala abgebildet werden können. Diese Technik kann darüber hinaus auch zur gezielten Identifikation einzelner Oberflächenspezies und zur Manipulation einzelner Atome oder Moleküle eingesetzt werden. Die Messmethode basiert auf einer Kraftmessung zwischen der atomar feinen Spitze eines Biegebalkens und der zu untersuchenden Probe. Die Detektion erfolgt über ein optisches System, bei dem die Auslenkung eines Laserstrahles auf einer lichtempfindlichen Photodiode gemessen wird. Um die hohen Anforderungen an die Signalqualität für die Aufnahme atomar aufgelöster Bilder überhaupt erfüllen zu können, müssen die Signale der Photodiode geeignet verstärkt und verarbeitet werden. Hierzu wurde von der Werkstatt für Elektronik und IT ein neuer Vorverstärker entwickelt und angefertigt, der speziell auf die Anforderungen in der Nichtkontakt-Rasterkraftmikroskopie optimiert wurde. Dieser Vorverstärker übertrifft in seinen Eigenschaften den von der Herstellerfirma gelieferten Vorverstärker bei weitem. Zusammen mit einem neuen Demodulator („easyPLL“ der Firma NanoSurf) konnte das Rauschen im Messsignal durch den neuen Vorverstärker um etwa den Faktor 100 reduziert werden. Dies ist in Abbildung 1 gezeigt. Die schwarze Kurve des originalen Systems zeigt ein Rauschen von etwa ±15 Hz, die rote Kurve des verbesserten Systems zeigt ein Rauschen von etwa ±0.15 Hz. Abbildung 1: Schwarze Kurve: Linienprofil aufgenommen mit dem originalen Setup der Firma Omicron. Rote Kurve: Linienprofil aufgenommen mit dem verbesserten System. Die Periodizität dieser roten Linie stellt den atomaren Kontrast, d.h., die gewünschte Information dar. Rauschen ist hier nicht sichtbar. Es wird insbesondere deutlich, dass der atomare Kontrast in verrauschten Daten wie der schwarzen Kurve schwer bis gar nicht zu identifizieren ist. Die Reduktion des Rauschens ist für die Forschung von zentraler Bedeutung, da die für die atomare Auflösung relevanten Signale typischerweise im Bereich von 1 bis 5 Hz liegen. Zur Illustration sind in Abbildung 2 beispielhafte Messungen gezeigt. Die erzielte Auflösung wäre mit dem originalen Setup nicht möglich gewesen, wie die ebenfalls dargestellten Linienprofile mit atomaren Korrugationen im Bereich von 0,5 bis 5 Hz eindrücklich unter Beweis stellen. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 17 Die technischen Verbesserungen des Detektionssystems haben die zuverlässige Durchführung hochauflösender Messungen auf atomarer Skala daher erst möglich gemacht. Die Arbeitsgruppe ist heute eine der wenigen Arbeitsgruppen weltweit, die routinemäßig Aufnahmen von so hoher Qualität durchführen kann. Dies spiegelt sich auch in einer Reihe an Publikationen wieder, die in international renommierten Journalen veröffentlicht werden konnten. Abbildung 2: Atomarer Kontrast auf (a) Titandioxid, (b) Calcit und (c) Calciumfluorid. Helle Bildpunkte können als einzelne Oberflächenatome identifiziert werden. An dieser Stelle sei angemerkt, dass diese Verbesserungen in der Arbeitsgruppe inzwischen nicht nur für den Betrieb im Ultrahochvakuum, sondern auch für hochauflösende Messungen in Flüssigkeiten eingesetzt werden. Das Rauschen eines kommerziellen Geräts für den Betrieb in Flüssigkeiten wurde in der Arbeitsgruppe von ursprünglichen 150 fm/Hz auf heute 7 fm/Hz reduziert. Die Demonstration von atomarer Auflösung mit der Nichtkontakt-Rasterkraftmikroskopie auf Calcit in Flüssigkeiten ist bisher weltweit einmalig (siehe Abbildung 3). Abbildung 3: Atomarer Kontrast auf Calcit mit dem NichtkontaktRasterkraftmikroskop. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 18 Steuerelektronik für atom tracking (AG Kühnle, FB 4) Thermische Drift ist eine in der hochaufgelösten Nichtkontakt-Rasterkraftmikroskopie häufig auftretende experimentelle Schwierigkeit. Sie wirkt sich als Verzerrung der entstehenden Bilder aus und verhindert eine reproduzierbare Kraftspektroskopie auf atomarer Skala. In einer Arbeitsgruppe an der Universität Osaka wurde zur Kompensation der thermischen Drift eine spezielle Technik entwickelt, die so genannte „atom tracking“ Technik. Hierbei kreist die verwendete Spitze um ein einzelnes Atom oder Molekül und verfolgt dessen Bewegung. Diese Bewegung kann durch Addition zusätzlicher Spannungen ausgeglichen werden, sodass die relative Position von Spitze und Probe stets identisch bleibt. Die Umsetzung dieser Technik erfordert analoge wie digitale Schaltungstechnik. Die Werkstatt für Elektronik und IT entwarf und fertigte hierzu die benötigte Schaltung und übernahm ebenfalls die hardwarenahe Programmierung des verwendeten Mikrocontrollers. Die Kontrollelektronik wird per USB an einen Computer angeschlossen. Universität Osnabrück, FB Physik, Elektronikwerkstatt, Postfach 4469, D-49069 Osnabrück D-A-Wandler Gerät Atom-Tracking Blatt 1 von 1 Geräteteil Blockschaltbild Techniker Lohre Auftragsdaten Konstr. WS Auftraggeber Archiv A56 Inv. / Kostenst. Datum 04.11.2009 Abbildung 1: Fotografien der atom tracking Steuerelektronik. Blockschaltbild. Abbildung 2: (links) Durch Drift (unterer Teil) und absichtlich falsche Korrektursignale (oberer Teil) verzerrtes Bild. (rechts) Abbild der Calcitoberfläche mit aktiviertem Driftausgleich. Die hellen Ovale werden durch die Wechselwirkung der einzelnen Oberflächenatome mit der Spitze gebildet. Die Bildgröße beträgt bei beiden Bildern 3.5nm. Die inzwischen implementierte Technik ermöglicht der Arbeitsgruppe jetzt nicht nur die Aufnahme unverzerrter Bilder, sondern insbesondere auch die Aufnahme von atomar genau definierten Kraftspektroskopiekurven bei Zimmertemperatur. Während solche Messungen bei tiefen Temperaturen inzwischen in vielen Arbeitsgruppen möglich sind, sind entsprechende Untersuchungen bei Zimmertemperatur nach wie vor kein Standard und nur in wenigen Arbeitsgruppen möglich. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 19 Das Robotersystem PACO (AG Brockmann, FB 6) Um den Entwurf von komplexen technischen Systemen beherrschbar zu halten, werden in der Automatisierungstechnik vermehrt Methoden der Computational Intelligence eingesetzt. Diese speziellen inkrementellen Lernverfahren werden in der AG Technische Informatik der Universität Osnabrück erfolgreich zur Optimierung von Regelungen im laufenden Betrieb genutzt. Die Wirksamkeit dieser Lernmethoden wird in Osnabrück an einfachen Robotern überprüft. Mit dem abgebildete System PACO wird zum Beispiel ein selbstlernendes System zur Bewertung von Sensordaten erforscht. Dafür ist PACO mit verschiedenen Sensoren und Aktoren ausgerüstet. Die gewonnenen Sensor- und Steuerungsdaten sollen möglichst in Echtzeit mit dem Methodenrechner ausgetauscht werden. Die hierfür benötigte effiziente Hardware wurde von der Elektronikwerkstatt / IT der Universität Osnabrück in enger Zusammenarbeit mit der Forschungsgruppe entwickelt und gebaut. PACO ist bestückt mit: - 3* Motorsteuerungen, bestückt mit Sensoren für Stromaufnahme und mit Sensoren für die Geschwindigkeitsmessung - Drehwinkel-Sensor - 3* komplexen Sensorplatinen, bestückt mit einem 2 Achsen-Beschleunigungs- und Neigungssensor, mit einem 1 AchsenBeschleunigungs- und Neigungssensor und mit einem 1 Gyro- und Intertialsensor Alle Daten werden in einer Millisekunde von einem FPGA gesammelt und per USB-Verbindung zum Methodenrechner geschickt. Gleichzeitig werden Steuerungsbefehle entgegen genommen und in Fahrbefehle für die Motoren umgesetzt. Durch die Redundanz der Sensorumgebung können verschiedenen Störszenarien an diesem Modell gezielt untersucht werden. Dies ermöglicht wiederum die Bewertung der Güte von bestimmten Messgrößen und mittelbar des Systemzustandes. Das System eignet sich sowohl für die Grundausbildung in Praktika als auch als Basis für Abschlussarbeiten. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 20 Hautwaschapparat (AG John, FB 8) Universität Osnabrück, FB Physik, Elektronikwerkstatt, Postfach 4469, PC1 C35 C36 C31 C26 24k R15 0,1u ADC +12V -12V Drehz1_ist Gew1_ist Drehz2_ist Gew2_ist Drehz3_ist Gew3_ist C18 C17 C16 C15 C14 C13 0,1u +5V GNDD Drehz1_soll VoutB Gew2_soll Din Vcc CS/LD GND DAC Dout Voutb Drehz2_soll CLK VoutB Gew3_soll M.AAob2 M.AAob3 M.AAab1 Gew1_soll MotAAEin Drehz1_soll M.AAab2 Gew2_soll M.AAab3 Gew3_soll Drehz2_soll Drehz3_soll 100u C25 K2 2x8 + + C9 10u IC2 IC6IC5 GND +5V +Vin -Vin GNDD BS170 T1 + +12V +5V D17 4148 Rel1 TK Rel R12 4k7 4007 + D16 R7 1k 0,1u +12V BS170 T2 R9 4k7 C22 0,1u MotSchub GNDD Versorgung Schubmotor 100u 0,1u C28 C32 0,1u C33 GNDD GNDD GNDD + +12V + GND Versorgungsspannung 1000u W1 C27 K3 2x8 MotS MotS+ 1K R19 C20 OUT R8 100R R13 10k K1 2x8 GNDA K11 GND D 220u C21 GND 1u C19 0,1u 1u +12V IN MotS +5V Tasten Drehz3_soll Drehz3_ist Gew3_ist D15 4007 RDI_TTL +VDDA Tast1 Tast2 Tast3 Vcc Voutb Drehz2_ist Gew2_ist TXD +5V OUT 680R R14 R16 R17 LED1 LED2 LED3 GND Dout Drehz1_ist Gew1_ist PB3frei Reserve M.AAob1 IC10 7805 GNDD + Voutb CLK + GNDD + T1OUT T2OUT R1OUT R2OUT C24 100u 47u C29 Dout CS/LD IC9 LTC1446CN8 GNDD Gew1_soll VoutB GND IC8 LTC1446CN8 GNDD +5V + GND 7805ABV 1% IC4 C12 0,1u 220u C11 + IC7 LTC1446CN8 PC2 +5V GNDD 4007 D1 IN D2 4007 GND GNDD GNDD DIN2pol(m) 1 2 K5 +12V GNDD V+ V- T1IN T2IN R1IN R2IN RXD +12V TXD RXD +Vout Gerät : -12V -Vout Hautwaschapparat Blatt: 1 von: Tech. HJS Konst. WS/RA Geräteteil Digitalteil Archiv : Auftragsdaten 23.12.2007 Proj.:Hautwasch Digital Auftraggeber Fr. Flora Terhaer Datum Inv. / Kostenst. AGW-Dermat H56 TEN 5-1212 -12V 20.04.2006 Änderungen siehe Blatt 2 Universität Osnabrück, FB Physik, Elektronikwerkstatt, Postfach 4469, D-49069 Osnabrück IC6 OP07 TLE2061ACP 4 0...3,2V = 0...50g Gewicht (Sollwert)=2000/4096 TP5 C23 4700µF R29 R28 10k D14 0,033u 10R D2 1N4148 1N4148 D3 K5 R37 4k7 10k D10 D9 1N4148 1N4148 R31 Motor oben R27 10k 10K R35 R10 4k7 1N4148 D11 R32 56R 10K R34 R30 56R 10K R26 10k D8 D6 1N4148 1N4148 R7 10K R36 4148 C25 0,1µF D7 K12 sw 1N4148 Motor AA + rt gr bl sw K11 Mikroschalter #Aufwärts Anschlag + T3 BC560 Mot.Ab Drehzahl Ist Gewicht Ist T5 BS170 BS170 T4 D4 4148 8MotEin 10MotAb 12 0,1µF + 100R TK12V Rel2 C22 0,1µF #Motor AA ab Gewicht Soll #Motor AA Ein Drehzahl Soll -12V C24 0,1µF 7 8MotEin 10MotAb 12 16 +12V BS170 T1 + BC560 T2 100µF + C21 GNDD GNDA MAAout R12 1k CAL 330R TK12V Rel1 Mot.Ein C1 C18 5 -12V GNDD -12V +12V 3 10k D5 1N4004 1,5nF 0,1µF 10k MAAout 2x8 R33 1M C17 1µF GNDD C20 100R 200k C13 R18 C30 TP2 Istwert 0..50mV=0..50g 0,1µF -12V R41 1k R43 TP2 1k R14 10k TP1 Sollwert 0..50mV=0..50g R13 1k NC 10K R24 C14 IC5 GNDA GNDA + IC3 OP07 - IC6 IC4 IC3 0,1µF 0,1µF IC1 C32 C26 0,1uF - 100µF 0,1µF 100µF 0,1µF K10 C19 C8 - Gnd C7 0...+1,0V R17 0...50g 18K R22 R15 10K K7 IC5 (Fassung) TLE2061 OUT R25 R23 C31 0,1µF 0,1µF K9 C15 C10 R20 R8 100K 10K 0,1µF C16 C11 R42 6k84 1 TP 2 0,1µF 0,1µF 0,1µF 3K 0,1µF 0,1µF 0,1µF C4 R6 10K 1k R19 820K 50g=>50mV TPSoll TPIst R16 1k Zero V+ V- K8 -12V C12 - 1k TP3 C2 C9 R21 9k1 IC4 OP07 + D1 0,1µF K1 sw V OUT R5 C6 C3 Schirm K19 V IN V IN+ R1 300R Rg1 Rg2 Ref R9 R11 10K 470R NC K2 ws + R4 10K R2 10K 0...-3Vmax IC2 INA114AP R3 22R R45 Kalibrierung (cal) Cal. (Fassung) OUT ZTK9 K3 rt Andruck 100g=1V 9V ± 90mV IC1 C5 0,1µF GNDA K4 gn +12V Entwickelt und gebaut von Elektronikwerkstatt/IT in Zusammenarbeit mit der Feinmechanischen Werkstatt. D9 D10 D11 D12 D13 D14 4148 D8 D7 D6 D5 D4 D3 C23 10u TDO_TTL +12V ISP K13 IC6 MAX232 GNDA GNDD GNDD MISO SPICLK /RESET ISPSEL +12V Mikrocontrollergesteuertes Bediengerät mit 12stelligem Display und serieller Schnittstelle. Alle Einstellungen werden gespeichert und sind nach Einschalten des Bediengerätes im Display abzulesen. Abmessungen (HxBxT): 40/72x150x200mm 1u RDI_TTL TDO_TTL ST72334N4B6 K12 Vcc CS/LD NotAus -12V Aus=H C1+ C1C2+ C2- C30 0,1u 4k7 C7 PF0/MCO PF1/BEEP PF2 PF4/OCMP1_A PF6/ICAP1_A RESET PF7/EXTCLK_A /RESET Din PC0 Din 10k RN2 +5V ISPSEL R1 CLK MOSI GNDD + 10k SPICLK Tast1 Tast2 Tast3 R3 R4 R5 R6 R10 R11 47R C10 0,1u GNDD R2 MotAAEin M.AAab1 M.AAab2 M.AAab3 MotSchub LED1 LED2 LED3 M.AAob1 M.AAob2 M.AAob3 PB3frei +5V PE0/TDO PE1/RDI PE4 PE5 PE6 PE7 ISPSEL B8 B7 B6 B5 B4 B3 B2 B1 IC2 74HCT245 GNDD 1u 2u2 C3 GNDA VSSA A8 A7 A6 A5 A4 A3 A2 A1 IC5 74HCT245 +5V PD0/AIN0 PD1/AIN1 PD2/AIN2 PD3/AIN3 PD4/AIN4 PD5/AIN5 PD6/AIN6 PD7/AIN7 + VDDA B8 B7 B6 B5 B4 B3 B2 B1 MISO MOSI SPICLK +5V +VDDA EN\ DIRAB A8 A7 A6 A5 A4 A3 A2 A1 DIRAB EN\ PC0 PC1 PC2 C8 + +5V 2u2 C4 GNDD RN3 10k PC0/OCMP2_B PC1/OCMP1_B PC2/ICAP2_B PC3/ICAP_1B PC4/ISPDATA/MISO PC5/MOSI PC6/SCK/ISPCLK PC7/SS DIN 5-p Handgerät Hautwaschgerät: Aluminium lackiert, drehbar gelagert, ausgestattet mit drei oszillierenden Bürstenmotoren, Drehzahl-und Andruckregelung, extern über serielle Schnittstelle mit Bediengerät steuerbar. Ausgestattet mit medizinisch zugelassener Stromversorgung und elektronischer Steuerung mit Mikrocontroller. Abmessungen (HxBxT): 430x340x340mmGewicht: ca. 20kg PB0 PB1 PB2 PB3 PB4 PB5 PB6 PB7 VSS_0 VSS_1 VSS_2 +5V Das Gerät ermöglicht reproduzierbare Waschungen durch Einstellung der Drehzahl und des Andrucks der Reinigungsbürsten bzw. Schwämme und der Dauer des Waschvorgangs. VDD_0 VDD_1 VDD_2 + Q1 GNDD OSC2 33p RN1 68k PA0 PA1 PA2 PA3 PA4 PA5 PA6 PA7 C2 D-49069 Osnabrück GNDD +5V IC1 OSC1 33p 14,746MHz C34 0,1u GNDD C1 +5V Der Hautreinigungsapparat dient der standardisierten mechanischen Einwirkung auf definierte Hautareale mit dem Zweck der Durchführung einer standardisierten Waschung oder mit dem Zweck der Erzeugung definierter mechanisch bedingter Hautirritationen im Rahmen wissenschaftlicher und hautphysiologisch-medizinischer Studien an menschlichen Probanden. Innenansicht, eine Mechanik C5 C6 + Gerät mit Bedienteil Gewicht Ist : 3,922V=50g (0200dez) Gewicht Soll : 2,00V = 50g ( 2000dez) Gerät : Hautwaschapparat Mot.Regler Blatt: 1 Tech. HJS von: 2 Konst. WS/RA Geräteteil Motorregelung Andruck (AA) Archiv : Auftragsdaten 23.12.2007 Proj.:Hautwasch Motorr Auftraggeber Fr. Flora Terhaer Datum H56 Inv. / Kostenst. AGW-Dermat Änderung 27.05.09 20.04.2008 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 Human Power Bike (AG Zimmer, FB 3) Mit diesem Versuchsaufbau soll im Rahmen der Bewegungs- und Gesundheitsförderung demonstriert werden, wie durch Muskelkraft aufgebrachte mechanische Energie in nutzbare elektrische Energie umgesetzt werden kann. Der Aufbau besteht aus einem handelsüblichen Fahrrad 24“Größe, einem Fahrradständer mit Stromgenerator und einem Umsetzer. Durch das Fahrrad wird der eigentliche Generator angetrieben, der elektrische Spannung erzeugt. Sie wird dem Umsetzer zugeführt. Dieser setzt die erzeugte Kleinspannung in die gebräuchliche Netzwechselspannung um. Diese kann zum Betrieb von elektronischen Geräten zur Bild- und Tonwiedergabe oder ähnlichem verwendet werden. Das Messinstrument zeigt die Bilanz von erzeugter und abgenommener elektrischer Energie an. 0 18V 20V 30V Universität Osnabrück FB-Physik, EW / IT 0 18V 20V 30V Universität Osnabrück FB-Physik, EW / IT Technische Daten Fahrradhalter: Geeignet für Einfachfahrrad, kein Tandem! Mitgeliefertes Fahrrad „COBRA“ Radgröße 24Zoll, mit Schaltung, zusätzlichem Kettenschutz und Geschwindigkeitsmesser. Generator 3Phasen Drehstromgenerator max. 200W, 0-55Vdc nach anschließender Gleichrichtung, Anschlussüberwachung. Umsetzer Eingang: 0 bis 55 Vdc , max 80 Vdc kurzzeitig 3xEingangsbuchse 7polig (Erzeuger 1-3) Gleichspannung Ausgang: Schukosteckdose, 230V AC 100W, kurzzeitig max. 150W. 21 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 22 Temperiereinrichtung für Mikroskop (AG Rosemeyer, FB 5) Verwendungszweck: Die Temperiereinrichtung dient dazu, schwach absorbierenden Substanzen unter Temperatureinfluss zu untersuchen, um Phasenübergänge oder anderer optischer Effekte zu beobachten. Das Gerät ermöglicht reproduzierbare Temperatureinstellungen im Bereich von 25° 180°C. Daten: Die Temperiereinrichtung besteht aus einer Heizplatte mit elektrischem Heizelement und Platintemperaturfühler, einem Regelgerät und einer medizinisch zugelassenen Stromversorgung. Hersteller der Heizplatte: Universität Osnabrück, Feinmechanische Werkstatt, FB Physik Elektronische Ausstattung: Werkstatt für Elektronik + IT, FB Physik Barbarastr.7, 49076 Osnabrück Ausführung in Polyetheretherketon und Edelstahl, Integrierter PT100 Foliensensor und Heizer Betriebsspannung: 12V= , Stromaufnahme 1,2A, Anschluss über 7-pol DIN-Stecker Abmessungen (LxBxH): 80x80x11mm Hersteller des Regelgerätes: Universität Osnabrück, Werkstatt für Elektronik + IT, FB Physik Barbarastr.7, 49076 Osnabrück Mikrocontrollergesteuerter Regler der Firma Cal Controls CAL 3200, Transistorschalter für Heizelement, eingebaut in Aluminiumgehäuse. Kurzschlussschutz durch Sicherung auf der Rückseite des Gerätes. Alle Reglereinstellungen bleiben gespeichert. Im Display des Reglers wird die aktuelle Temperatur der Heizplatte angezeigt. Regelgenauigkeit ± 0,1 K, Absolutgenauigkeit der Anzeige ± 3 K. Die Absolutgenauigkeit kann durch Kalibrierung erhöht werden. Abmessungen (HxBxT): 65x190x190mm Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 23 Weitere Projekte Justierbare Umlenkeinheit an einem Laserstrahlführungssystem (FB 4) Linsenhalterung für ein Spezialmikroskop (FB 5 Biologie) Details einer Spezialkonstruktion (FB 5 Biologie) Schweißnähte in Edelstahl, WIG-geschweißt (FB 4) Höhenverstellung (FB 4) Hautwaschapparat in Aktion (AG John, FB 8) Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 24 Edelstahlflansch für eine Vakuumapparatur (FB 4) Reparatur eines mechanischen Antriebs für einen Feuchtigkeitsmesser (FB 5 Biologie) Kleinteile für einen UltrahochvakuumProbenmanipulator (FB 4) Handschuhkasten zum Arbeiten unter Schutzgasatmosphäre (FB 4) Teile für einen Ultrahochvakuumverdampfer (FB 4) Transportbox für empfindliche Proben (FB 4) Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 25 Auszubildende In der Feinmechanischen Werkstatt sind regelmäßig Auszubildende sowie – nach Maßgabe des Bedarfs und der Möglichkeiten – Praktikantinnen und Praktikanten tätig, die von zwei dafür qualifizierten Werkstattmitarbeitern auf dem Gebiet der Metalltechnik ausgebildet werden. Ausbildungsinhalte sind unter anderem grundlegende manuelle Fertigkeiten wie Feilen, Sägen, Schweißen und Löten, die Arbeit an verschiedenen Werkzeugmaschinen – Bohren, Drehen, Fräsen – und der Umgang mit numerischen Steuerungen an CNC-Maschinen. Die Universität Osnabrück leistet damit im Bereich der technischen Berufe einen wichtigen Beitrag zur Berufsausbildung in der Region. Grundlehrgang Metall: Feilarbeiten Bohren an der Ständerbohrmaschine Drehmaschine mit manueller Bedienung und elektronischem Messsystem CNC-Bedienung einer Fräsmaschine Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 26 Weitere Planung Die Zukunftsplanung für die beiden Wissenschaftlichen Werkstätten sollte sich am aktuellen Bedarf und an der Nachfrage der Nutzer aus der Universität orientieren. Daneben spielen übergeordnete Gesichtspunkte eine wichtige Rolle. So sollte beispielsweise angestrebt werden, die Satellitenwerkstätten – zumindest in Teilen – wieder zu integrieren, um die vorhandenen Ressourcen sinnvoll nutzen zu können und um die Nachfragelast jederzeit optimal verteilen zu können. Personalentwicklung Die Aus- und Weiterbildung des Personals wird auch in Zukunft eine zentrale Rolle in beiden Werkstätten spielen. Nur durch stetige Fortbildung sind die in der Technologie sich ständig ändernden Anforderungen effizient zu bewältigen. Dem verbesserten Ausbildungsstand muss dann auch durch eine höhere Stellenbewertung entsprochen werden, um gut ausgebildetes Personal dauerhaft halten zu können. Sachausstattung Um dem technologischen Fortschritt in allen Bereichen gewachsen zu sein, ist es notwendig, die Sachausstattung in den Werkstätten von Zeit zu Zeit kritisch zu hinterfragen. Notwendige Erneuerungen dürfen nicht zu lange verzögert werden, da ansonsten der Stand der Technik nicht mehr gehalten werden kann und dadurch dann keine konkurrenzfähige Forschung mehr geleistet werden kann. Der Fachbereich Physik bemüht sich, die Sachausstattung kontinuierlich zu verbessern. Dies wird unter anderem dadurch angestrebt, dass die Werkstätten bei den Investitionsanmeldungen den experimentellen Arbeitsgruppen im Fachbereich gleichgestellt werden. Werkstatt für Elektronik und IT – Personal In der Elektronikwerkstatt werden in den kommenden fünf Jahren etwa drei Viertel der derzeit vorhandenen Stellen zur Neubesetzung frei. Dies kann zum Anlass genommen werden, über eine modifizierte Ausrichtung und neue Strukturierung nachzudenken. FB 6 (Math/Inf) X X FB 8 (KogSci) FB 5 (Chemie) Praktika AG Didaktik AG Wollschläger AG Steinhoff AG Schlücker AG Reichling AG Imlau Anforderungen an die Werkstatt Eine Umfrage unter den Nutzern ergab das in der nachstehenden Tabelle zusammengestellte Anforderungsportfolio. Die Werkstatt wird überwiegend von den experimentellen Arbeitsgruppen des Fachbereichs Physik genutzt (ca. 70 %), nicht unwesentlich aber auch von anderen Bereichen (ca. 30 %). Aus diesen Bereichen werden in zunehmendem Maße Spezialgebiete abgefordert, die über das frühere Anforderungsprofil hinaus gehen (Mikroprozessorschaltungen, Robotik, Medizintechnik). Dies ist bei zukünftigen Stellenbesetzungen zu berücksichtigen, wenn diese Spezialgebiete tatsächlich weiterhin nachhaltig abgedeckt werden sollen. Analogelektronik Schnelle Photoverstärker Rauscharme (Vor-)Verstärker Schnelle HV-Schalter Delay-Generatoren Standardelektronik Piezoansteuerungen X X X X X X X X X X X X X X X X X X X X X Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 Ventilsteuerungen, Geräte Geräteanpassung, Modifikation Atom-Tracking-Unit Analoginterface Regelelektroniken HV-Verstärker X X X X X X 27 X X X X X X X X X X X Digital/Interfacing PC <-> Hardware Schnelle Pulssteuerungen, ECL Treibersoftware Schrittmotorsteuerungen Mikroprozessorsteuerungen X X X X X X X X X X X X X X X X X X X X X X Mechatronik Roboterbau Servo-Ansteuerung etc. X X X Laborinstallation Laserschutzeinrichtungen Stecker und Kabel Sicherheitseinrichtungen Netzanschlüsse X X X X X X X X X X X X X X X X X X X X X X Reparatur/Fehlersichtung Lasernetzteile Messelektronik Spezialkabel Turbopumpen X X X X X X X X X X X X X Beratung Signaldetektion Erdschleifen, Verbesserung Messtechnik Gerätebeschaffung Erklärung von Geräten Hochspannung Magnetfelder, Versorgungsgeräte X X X X X X X X X X X X X X X X X X X X X Lagerhaltung, Bevorratung Standardbauteile X X X X X X X X X X X X X X X Geräteprüfung Ortsveränderliche Geräte Aktuelle Personalsituation Derzeit sind der Elektronikwerkstatt acht Stellen zugeordnet. Die Dotierung der Stellen reicht von einer E13 (Konstrukteur) über zwei E10 (Leiter, Digitalelektroniker), eine E9 und drei E8 bis zu einer E6. Eine Stelle (E6) ist seit dem Frühjahr 2009 unbesetzt (Vorruhestand), zwei Stellen (E10, Leiter, und E8, Elektroniker Gerätetechnik) werden Mitte 2010 frei Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 28 (Altersteilzeit). Drei weitere Stellen (E9 – Altersteilzeit, E10 und E13) werden voraussichtlich 2013 und 2014 frei. Kurzfristige Planung Es ist erforderlich, die beiden durch Altersteilzeit (ATZ) Mitte 2010 frei werdenden Stellen zügig neu zu besetzen, um die Arbeitsfähigkeit der Werkstatt aufrecht zu erhalten. Zumindest für die Leiterstelle wäre ein zeitlicher Überlapp mit der aktuellen Besetzung angebracht. Die derzeitige Regelung der Universität für ATZ-Stellen sieht vor, dass bei voller Neubesetzung während der Freistellungsphase 40 % der Kosten vom Fachbereich getragen werden müssen. Das bedeutet, dass für die Besetzung der beiden Stellen insgesamt € 32.610 aufzubringen sind (44.545*0.4 + 36.979*0.4). Das entspricht ziemlich genau dem Aufkommen aus einer freien E6-Stelle (€ 32.778). Es ist mithin naheliegend, zur Finanzierung der ATZ- Stellen die E6-Stelle vorübergehend frei zu halten. Mittelfristige Planung Aus Obigem ergibt sich, dass eine weiter gehende Planung erst zu den Neubesetzungen Mitte 2013 bzw. 2014 sinnvoll und notwendig ist. Es erscheint aus heutiger Sicht angebracht, die Stelle eines allgemeinen Konstrukteurs aufzugeben und stattdessen mehrere auf bestimmte Bereiche spezialisierte Kleingruppen zu etablieren. Die Spezialgebiete müssten auf die dann festzustellenden Anforderungen abgestimmt werden (analoge Messtechnik, Hochfrequenztechnik, Medizintechnik, Hochspannungselektronik, Energietechnik, Mikroprozessorschaltungen, Robotik, Experimentsteuerung etc.). Weiterhin bei der Personalplanung zu berücksichtigen ist der Bedarf anderer Fächer. So muss beispielsweise auch weiterhin sichergestellt sein, dass auf Reparatur- und Beratungsanforderungen aus anderen Fächern ebenso zeitnah reagiert wird wie auf entsprechende Anforderungen aus der Physik. Feinmechanische Werkstatt – Personal Auch für die Feinmechanische Werkstatt sollten die entsprechenden Grundsätze bei der weiteren Planung berücksichtigt werden. Kurzfristig besteht hier aber weniger Handlungsbedarf, da der aktuelle Generationswechsel dort weitgehend abgeschlossen ist. Kurzfristige Planung Derzeit sind in der Feinmechanischen Werkstatt zwei Stellen nicht besetzt; insgesamt drei Stellen, davon eine von den unbesetzten, stehen zur Höhergruppierung (nach E8) an, um dem benötigten verbesserten Ausbildungsstand – insbesondere im CNC-Bereich – Rechnung zu tragen. Nach erfolgter Höherstufung soll eine der freien Stellen umgehend ausgeschrieben werden, die zweite freie Stelle muss voraussichtlich zur Finanzierung der Höhergruppierungen herangezogen werden. Mittelfristige Planung In etwa vier Jahren werden zwei weitere Mitarbeiter in den Ruhestand gehen, die Stellen sollten nach Maßgabe der dann erforderlichen Spezialkenntnisse rasch wiederbesetzt werden. Werkstatt für Elektronik und IT – Sachausstattung Im Bereich der Elektronik besteht insbesondere Bedarf an schneller analoger und digitaler Messtechnik. Um den jeweils aktuellen Standard von Bauteilen und Geräten nutzen zu können, ist ein (gestufter) Generationswechsel bei Oszilloskopen und Standardmessgeräten etwa alle fünf Jahre notwendig. Der dafür erforderliche Finanzbedarf liegt bei etwa 15.000 € pro Jahr. Für die regelmäßige Weiterbildung der Werkstattmitarbeiterinnen und -mitarbeiter bei Firmen sollten etwa 3.000 € pro Jahr veranschlagt werden. Dieser regelmäßige zusätzliche Jahresbedarf sollte durch eine entsprechende Erhöhung der Stundenpauschale mit den in der Werkstatt bearbeiteten Projekten erwirtschaftet werden können. Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 29 Größere Einzelinvestitionen müssen – am Bedarf der Nutzer orientiert – im Rahmen der Investitionsanmeldungen der Universität erfolgen. Feinmechanische Werkstatt – Sachausstattung Dringend erforderlich, daher schon in die Investitionsliste der Universität aufgenommen, ist eine moderne Funkenerosionsmaschine, die von einem CAD/CAM8-System gesteuert wird. Die Technik der Funkenerosion gewinnt in der Feinmechanischen Werkstatt der Universität zunehmend an Bedeutung, da damit beispielsweise hochgenaue Kleinteile aber auch schwierige Konturen oder scharfkantige Durchbrüche gefertigt werden können. Das erforderliche Finanzvolumen liegt bei etwa 100.000 €. Weiterhin besteht Bedarf an einem hochgenauen digitalen Messsystem, um die Geometrie von solchen (vorhandenen) Teilen exakt bestimmen zu können, für die von der Werkstatt Zubehörteile gefertigt werden sollen. Je nach Funktionsumfang liegt der Preis eines solchen Systems zwischen 10.000 und 40.000 €. Laufender regelmäßiger Finanzbedarf für die Weiterbildung der Mitarbeiterinnen und Mitarbeiter , hier unter anderem in den Bereichen des CAD und CAM sowie in der Vakuumtechnik, besteht ebenso wie in der Werkstatt für Elektronik und IT. Die erforderlichen Mittel, etwa in der gleichen Größenordnung wie in der Werkstatt für Elektronik und IT, sollten auch hier aus einer Erhöhung der Stundensätze erwirtschaftet werden. 8 CAD: Computer Aided Design, CAM: Computer Aided Manufacturing Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 Anlagen Arbeitsaufträge der Werkstatt für Elektronik und IT 2008/2009 30 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 31 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 32 Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 33 Arbeitsaufträge der Feinmechanischen Werkstatt 2008 Kostenstellen Arbeitsstunden Neubau Umbau Reparatur Gesamt 1004 1701 Feinmechanische-Werkstatt 3 3 1004 1702 Elektronikwerkstatt 6 6 1004 1703 Kristallzucht Hesse, Pankrath 1004 1704 Praktika Reyher, Bondarenko,Pankrath 170 5 175 1004 1705 Demo Schmid 124 1004 1113 Exp.-Phys. Schlücker 1004 1114 Oberfläche Neumann 1004 1115 Optik Betzler / Wöhlecke 1004 1117 Numerische Phys.Modellierung Kallenrode 1004 1118 Exp.- Physik Steinhoff 1004 1119 22 94 146 50 144 18 429 343 68 7 60 Lokale Sonden Reichling, 1058 171 26 1255 1004 1122 Oberflächen u. dünne Schichten Wollschläger 1078 27 185 1290 1004 1123 Photonik Imlau 237 2 1004 1142 Didaktik Berger 104 64 1004 1603 Molekulare Selbstorg., Kühnle 303 1005 1101 Biophysik Wagner 211 1005 1103 Genetik Heinisch 1005 1104 Angewandte Genetik Schrempf 1005 1105 Mikrobiologie Altendorf 1005 1106 Pflanzenphysiologie Scheibe 1005 1107 Tierphysiologie Wieczorek 5 1005 1108 Spezielle Botanik Hurka 4 1005 1109 Spez.Zoologie Purschke 1005 1110 Ethologie Schröpfer 1005 1111 Ökologie Kratochwil 1005 1112 Neurobiologie Brand, Hamann, Jeserich 1005 1701 Botanischer Garten Hurka, Betriebs. 1005 5102 Anorganische Chemie Haase 1005 5103 Anorganische Chemie Reuter 1005 5104 Organische Chemie I Rosemeyer 1005 5105 Organische Chemie II Walder 1005 5106 Physikalische Chemie Steinmeyer FB 4 Physik 67 239 26 194 7 310 95 29 335 24 39 63 36 4 40 4 41 45 17 17 30 100 3 7 10 10 65 23 23 44 2 46 226 10 21 18 2 3 257 23 117 34 3 36 13 120 83 3518 414 326 4258 FB 5 Biologie 530 219 194 943 FB 5 Chemie 169 38 19 226 Sonstige Fachbereiche 678 22 38 738 4217 671 539 6165 Alle Fachbereiche Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 34 Arbeitsaufträge der Feinmechanischen Werkstatt 2009 Kostenstellen Arbeitsstunden Neubau 1004 1701 Feinmechanische-Werkstatt 1004 1702 Elektronikwerkstatt 1004 1703 Kristallzucht Hesse, Pankrath 1004 1704 Praktika Reyher, Bondarenko,Pankrath 1004 1705 Umbau Reparatur Gesamt 44 2 37 83 85 115 37 237 Demo Schmid 276 41 5 322 1004 1113 Exp.-Phys. Schlücker 225 14 7 246 1004 1114 Oberfläche Neumann 1004 1115 Optik Betzler / Wöhlecke 1004 1117 Numerische Phys.Modellierung Kallenrode 1004 1118 Exp.- Physik Steinhoff 151 10 2 163 1004 1119 Lokale Sonden Reichling, 503 58 4 565 1004 1122 Oberflächen u. dünne Schichten Wollschläger 778 41 84 903 1004 1123 Photonik Imlau 582 27 1004 1142 Didaktik Berger 191 104 1004 1603 Molekulare Selbstorg., Kühnle 466 43 1005 1101 Biophysik Wagner 1256 162 1005 1103 Genetik Heinisch 1005 1104 Angewandte Genetik Schrempf 1005 1105 Mikrobiologie Altendorf 1005 1106 Pflanzenphysiologie Scheibe 11 44 1005 1107 Tierphysiologie Wieczorek 29 73 1005 1108 Spezielle Botanik Hurka 1005 1109 Spez.Zoologie Purschke 1005 1110 Ethologie Schröpfer 1005 1111 Ökologie Kratochwil 1005 1112 Neurobiologie Brand, Hamann, Jeserich 1005 1701 Botanischer Garten Hurka, Betriebs. 1005 5102 Anorganische Chemie Haase 1005 5103 Anorganische Chemie Reuter 1005 5104 Organische Chemie I Rosemeyer 1005 5105 Organische Chemie II Walder 1005 5106 Physikalische Chemie Steinmeyer 23 23 12 4 16 3 609 4 509 10 1428 7 19 43 47 29 84 52 154 2 2 8 27 16 2 299 16 1 3 26 6 2 34 45 2 24 71 1 1 302 26 19 347 59 5 32 96 358 358 FB 4 Physik 3324 455 180 3959 FB 5 Biologie 1356 304 154 1814 FB 5 Chemie 764 34 75 873 Sonstige Fachbereiche 599 219 121 939 6043 1012 530 7585 Alle Fachbereiche Wissenschaftliche Werkstätten – Jahresbericht 2008/2009 © 2010 beim Herausgeber Alle Rechte vorbehalten Herausgeber: Der Dekan des Fachbereichs Physik Redaktion: Klaus Betzler Beiträge: Klaus Betzler, Uwe Klink, Michael Reichling, Werner Schniederberend, Heinz-Jürgen Steinhoff Fotos: Uwe Klink, Michael Reichling, Werner Schniederberend Layout: Klaus Betzler Druck: Hausdruckerei der Universität Osnabrück 35