Starkstromprobleme - ETH E
Werbung

Prom. Nr. 2213
Starkstromprobleme
bei Schweißmaschinen
VON DER
EIDGENÖSSISCHEN TECHNISCHEN HOCHSCHULE IN ZÜRICH
ZUR ERLANGUNG DER
WÜRDE EINES DOKTORS DER TECHNISCHEN WISSENSCHAFTEN
GENEHMIGTE
PROMOTIONSARBEIT
VORGELEGT VON
Stanislaw Owczarek
Dipl. El.-Ing.
ETH
polnischer Staatsangehöriger
Referent:
Herr Prof. E. Dünner
Korreferent: Herr Priv.-Doz. Dr. C. G. Keel
Zürich 1953
Dissertationsdruckerei Leémann AG
Erscheint als Nr. 3 der
für
Elektromasehinenbau
an
der
Mitteilungen
Eidgenössischen
Herausgegeben
Verlag
von
aus
dem Institut
Technischen Hochschule in Zürich
Prof. E. Dünner
Leemann Zürich
MATRI
MEAE
Inhaltsverzeichnis
Vorwort
5
Bezeichnungen
6
1.
1.1
1.2
1.3
2.
Bestimmung
2.2
2.3
2.4
Einschaltdauer bei
max.
11
Schweißstrom
...
3.3
15
21
Lichtbogenschweißtransformator
Lichtbogenschweißgenerator
Mehrstellen-Schweißanlagen für Gleichstrom
Mehrstellen-Schweißanlagen für Wechselstrom
21
28
52
54
55
Einführung
3.2 Momentane
5.
äquivalenten
9
Einschaltdauer bei
Widerstandsschweißmaschinen
3.1
4.
der
9
Lichtbogenschweißmaschinen
2.1
3.
in die Theorie der Lichtbogenschweißmaschinen
Berechnung der Einschaltdauer
Leerlaufspannung und Einfluß des Kondensators auf die
Lichtbogen-Schweißtransformatoren
Einführung
55
Überlastbarkeit
Kompensation
der
von
Blindleistung
Kondensatoren
mit momentan überlasteten Kondensatoren
Grundzüge der Steuerung von WiderStandsschweißmaschinen, elektronische Methode,
4.1 Einführung
4.2 Grenz-Leistungsfaktor einer Widerstandsschweißmaschine bei Steuerung mit
Ignitronröhren
4.3 Steuerung mit Zündverspätung
4.4 Methoden der Steuerung von Ignitronröhren
Hochfrequenz- Überlagerung
ö. Literaturnachweis
bei den
Lichtbogen-Schweißverfahren
57
59
65
65
66
69
77
86
93
3
Leer
-
Vide
-
Empty
Vorwort
In der Industrie hat die elektrische
Schweißung in den letzten Jahren immer
Bedeutung gewonnen und dementsprechend sind die
die
an
Qualität von Schweißverbindungen gestiegen. Diesen Anfor¬
Ansprüche
derungen entgegenkommend, müssen auch die Schweißmaschinen und Appa¬
rate immer besser und leistungsfähiger gebaut werden. Gerade auf dem
Gebiete der Berechnung elektrischer Maschinen für die Schweißtechnik herrscht
aber ausgesprochener Mangel an einschlägiger Literatur. Der
vorhegenden
Arbeit liegt daher der Gedanke zu Grunde, dem Ingenieur die hauptsächlich¬
sten theoretischen Unterlagen über die Berechnung elektrischer Schwei߬
maschinen in übersichtlicher und klarer Form zu vermitteln. Um eine gewisse
Geschlossenheit der Abhandlung zu wahren, wurde auf die Behandlung von
Spezialfragen verzichtet.
Es bleibt mir noch die angenehme Pflicht, den Herren Prof. E. Dünner und
Dr. Ing. C. G. Keel von der Eidgen. Technischen Hochschule in Zürich für
ihre wertvollen Anregungen und Vorschläge auf das beste zu danken. Ebenso
mehr
und
mehr
an
danke ich der Direktion der Firma AG
die
der
Brown, Boveri
& Cie. in Baden für
Ermöglichung
Durchführung
Konstruktionsabteilung für Schweißmaschinen, Herrn H. Kocher, für
entgegengebrachte Verständnis und die freundliche Unterstützung
Bestrebungen.
Die für die
meiner Arbeiten und dem Vorstand der
vorliegende Abhandlung nötig
gewesenen
praktischen
das mir
meiner
Versuche und Messun¬
gen wurden in den Werkstätten und Laboratorien der Firma AG Brown, Boveri & Cie.
in Baden (
Nachdruck
nur
Schweiz) durchgeführt.
mit Erlaubnis des Verfassers gestattet.
5
Bezeichnungen
E
=
U
=
Spannung
in Volt
Spannungsabfall
Spannungsabfall am Vorschaltwiderstand
Wiederkehrende Spannung
Primärspannung
Transformator Primärspannung während dem
Schweißvorgang
Transformator Primärspannung während dem
Innerer
Kurzschluß
Sekundärspannung
Lichtbogenspannung (Schweißspannung)
Dauerspannung (Nennspannung) des Kondensators
Kondensatorspannung während dem Kurzschluß
Kondensatorspannung während dem Schweißen
Leerlaufspannung
Spannungsabfall am ohmschen Widerstand
Netzspannung
Induktiver Spannungsabfall
J
=
Strom in
Ampère
Primärstrom
Schweißstrom
d
Kondensatorstrom
=
dauernd
Kurzschlußstrom
Strom in der
Primärwicklung
unter
Berücksichtigung
des Kondensatorstromes
Innerer Ankerstrom
Erregerstrom
Kondensatorstrom während dem Kurzschluß
Kondensatorstrom während dem Schweißen
Kondensatorstrom
umgerechnet
Leerlaufstrom
Netzstrom
Stromdichte in
Amp./mm2
auf
Netzspannung
P
Pc,d
Pc,K
Pc,s
=
=
=
Leistung
=
Dauer-Blindleistung des Kondensators
Bündleistung des Kondensators während
kVar
dem Kurzschluß
kVar
Blindleistung
des Kondensators während
kVar
dem Schweißen
Pä
Pk
Pr
Ps
=
=
=
=
kVA
Dauerleistung
Kurzschlußleistung
Leistung des Widerstandes
Aufgenommene Leistung beim
kVA
kW
Schweißen
kVA
ohne Kondensator
P\,s,c
Pr
Peu
Ppe
P
=
=
=
=
=
Aufgenommene Leistung
mit Kondensator
kVA
Verluste
kW
Kupferverluste
kW
Eisenverluste
kW
Mechanische Verluste
kW
Z
ZK
=
beim Schweißen
=
Impedanz
in Ohm
Schweißmaschinen-Impedanz
im Kurzschluß
ohne Kondensator
ZKc
=
Zs
=
Zsc
=
Schweißmaschinen-Impedanz
im Kurzschluß
mit Kondensator
Schweißmaschinen-Impedanz während
Schweißvorgang ohne Kondensator
Schweißmaschinen-Impedanz während
Schweißvorgang mit Kondensator
R
Ea
Ee
Ef
=
=
=
Em
=
Et
=
=
Xf
=
dem
Widerstand in Ohm
Anker und Bürstenwiderstand
Widerstand der
Erregerwicklung
(Schleifenwiderstand)
Fensterwiderstand
Schweißgutwiderstand
Transformatorwiderstand auf Sekundärseite
X
Xc
=
dem
=
Reaktanz in Ohm
Kondensatorreaktanz
Fensterreaktanz
(Schleifenreaktanz)
7
Xs
Xs
X(
=
Schweißmaschinen-Reaktanz ohne Kondensator
=
Schweißmaschinen-Reaktanz mit Kondensator
=
Transformatorreaktanz
c
L
La
Le
=
Induktivität in
=
Induktivität der
=
Induktivität der
<p
cos
cpK
=
cos
<pK
=
c
cos<ps
cos
=
cpsc
=
<Pt
=
<pv
=
tp
Ankerwicklung
Erregerwicklung
Phasenwinkel
Leistungsfaktor bei Kurzschluß ohne Kondensator
Leistungsfaktor bei Kurzschluß mit Kondensator
Leistungsfaktor während dem Schweißen ohne Kondensator
Leistungsfaktor während dem Schweißen mit Kondensator
totaler
Verschiebungswinkel 1 bei Steuerung mit
f Zündverspätung
Verschiebungswinkel
t
ts
=
Henry
Zeit in Sekunden
=
=
Schweißzeit
=
Pause
=
Schweißperiode
=
Zeitkonstante
t„
=
Arbeitszeit
tr
=
Ruhezeit
c
=
Spez.
=
Einschaltdauer
°/r
Tageseinschaltdauer
Frequenz
0/
t
T
ED
EDT
/
fk
np
ns
nw
to
V
^
=
=
,
,
.,
bei Nahtschweißen
Wärme
=
Kadenz
=
Pausenzeit
=
Schweißzeit
=
Zahl Halbwellen pro
=
=
v
=
w
=
=
kal/g
Punktzahl pro Minute
°C
1/sec
1/Min
Halbwellen
Halbwellen
Schweißpunkt
—
Raumwinkel
1/sec.
Umfangsgeschwindigkeit v. Elektrodenrolle m/Min
Effektive Nahtlänge pro Zeiteinheit
m/Min
Windungszahl
—
=
Übertemperatur
=
Wärmemenge
kal
y
=
Dichte
p
=
SpezifischerWiderstand
=
Temperaturgradient
g/cm3
Ohm-mm2/m
°C/sec
A &
Q
A&jt
°
C
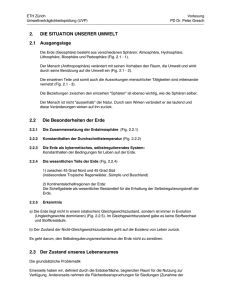
1.
Einführung
Unter
in die Theorie der
Lichtbogenschweißmaschinen
mende Maschinen
Lichtbogenschweißmaschinen
sind
stromerzeugende
verstehen, deren Charakteristiken
oder
-umfor¬
bei der
Energieabgabe
speziellen Anforderungen eines Schweißbetriebes angepaßt sind. Die an
solche Maschinen angeschlossenen Belastungen unterscheiden sich in mehr¬
facher Hinsicht weitgehend von allen üblichen Verbrauchern, da die den
Erzeugern abgeforderte Stromabgabe nicht nur in der Zeiteinheit, sondern
auch im betriebsmäßigen Zeitablauf sehr unregelmäßig erfolgt. Die Ursachen
hierfür liegen einmal in dem äußerst unstabilen Zustand, in dem sich ein
Schweißlichtbogen jederzeit befindet, und zum anderen Male in dem ungleich¬
mäßigen Rhythmus der Durchführung einer manuellen Schweiß arbeit. Elek¬
zu
den
trische Maschinen für Schweißzwecke sind daher sowohl in ihrem elektrischen
als auch im thermischen Verhalten besonderen
Anforderungen ausgesetzt.
vorliegender Arbeit werden zuerst die Probleme der Erwärmung für alle
Lichtbogenschweißmaschinen gemeinsam und zum Teil auch von Stromquellen
für die Widerstandsschweißung behandelt und dann die theoretischen Voraus¬
setzungen und Bedingungen für Schweißgeneratoren, Transformatoren und
Mehrstellen-Anlagen, sowohl für Gleich- als auch für Wechselstrom, untersucht.
Die sich daraus ergebenden Erkenntnisse zeigen die grundlegenden Unter¬
schiede in den Eigenschaften von Schweißmaschinen gegenüber normalen
Stromerzeugern und ermöglichen die Aufstellung von gesetzmäßigen Zusam¬
menhängen für Entwurf und Berechnung solcher Maschinen.
In
1.1.
Berechnung
der Einschaltdauer
Bei
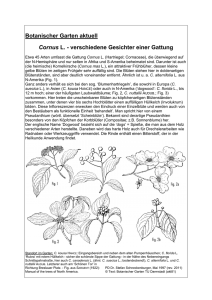
Lichtbogenschweißmaschinen ist die aufgenommene Schweißleistung
(Ps) dem Schweißstrom nicht proportional; dies wird durch Fig. 1 veranschau¬
licht,
wobei Kurve
1
Schweißtransformator
für einen Schweißumformer und Kurve
2
für einen
gelten.
geschalteten Wicklung ein Strom, der
großen Teil des Dauerstromes betragen kann.
Bei der Berechnung der bei einem bestimmten Schweißstrom zulässigen
Einschaltdauer muß man darauf achten, daß die Verluste nicht größer werden
Im Leerlauf fließt in der auf das Netz
einen ziemlich
als beim Dauerstrom:
9
(kVA)
to
IS
«
$
.
Jf (Ampi
Fig.
in Funktion des Schweißstromes
Aufgenommene Leistung (P s)
1.
bei Brown-
(Js)
Bo veri Schweißmaschinen.
-
Kurve 1
:
Typ QGS 50. Kurve 2 : Schweißtransformator Typ TLsk 25 a.
Arbeitsspannung (Lichtbogen) und 380 Volt Netzspannung.
Schweißumformer
Messungen
bei 25 Volt
Die elektrischen Verluste der Schweißmaschine
und EisenVerlusten
lungsverlusten (PCu)
(PJ-
aus
Wick¬
sowie mechanischen Verlusten
(PFe)
Verluste bei Leerlauf
(P,,) bestehen
Pr
Dauerbelastung, d. h. mit I
thermisch zulässigen Dauerstrom j
0
=
PCu
0
+
PFe
0
+
Pm
0
Verluste bei
dem
Verluste bei Schweißstrom
Pv
=
s
Auf Grund der oben
Schweißen mit einer
gleich
Gleichung:
stens
Cw,d
v'd~
gestellten Forderung, daß
gewissen Einschaltdauer (ED
PCu,s
Fe'd
+
Ppe.s
m'd
+
Pm,s
die Gesamtverluste beim
in
%) kleiner oder höch¬
ergibt sich folgende
den Verlusten beim Dauerstrom sein sollen,
ED
(
ED\
Daraus
ström
folgt die zulässige Einschaltdauer bei einem bestimmten
unter Berücksichtigung der zusätzlichen Leerlaufverluste:
Schweiß
ED_<Pv.dTPr,0
100
"
-
(2)
P„jS-Pr,0
gilt für gekapselte Maschinen (z. B. Öl-Schweißtransformato¬
ren).
luftgekühlte Schweißmaschinen kann diese Formel etwas vereinfacht
werden. Formel (1) wird nach Zerlegung in Kupfer-, Eisen- und mechanische
Verluste geschrieben:
Diese Formel
Für
Peu,d + Ppe,d + *m,d
=
i^Cu
s
+ -*Fe,s +
Diese Formel kann vereinfacht
Pm,s)~J^ + (•»
werden,
Cu,0+^Fe,O+^m,o) I
wenn man
Ppe.O + Pm,0
10
-*
Fe,d +
Pfn.d
=
~~
^qq I
annimmt, daß die Eisen-
und mechanischen Verluste bei Leerlauf, Dauer- und Schweißstrom
~
1
PFe,s +
*
m,s
gleich
sind:
Daraus
folgt:
FT)
"cu, d
~
*Cu, 0
=
ED
_
Ferner ist bekannt, daß die
_,
die
zulässige
r
=
konst-
=
konst-
=
konst-
•
•
•
dem Quadrat
„
«V
Jd2
Js2
Einschaltdauer in Funktion der Ströme
Jjl^Jl
ED
=
100
meistens der Fall
ist,
(
J,2-J02
Wenn im Leerlauf kein Strom fließt
nungswicklung
o)
Pcu,d~Pcu,o
,
Pcu,d
pcu,s
folgt
*Cu,
Wicklungsverluste proportional
pcu,o
und hieraus
—
s
PCu,s-Pcu,o
100
des Stromes sind:
( "eu
Tqq
so
(d.h. J0
erhält
=
man
0),
was
in der
'
Unterspan¬
eine einfachere Formel:
100
1.2.
Leerlaufspannung und Einfluß des Kondensators auf die
Lichtbogen-Schweißtransformatoren
Leistungsfaktor
Berücksichtigung
Der
ohne
cos
93 eines
Einschaltdauer bei
Lichtbogen-Schweißtransformators beträgt
(siehe Fig. 15):
des Leerlaufstromes und der Verluste
U,
cos
Ub
U20
=
=
99
=
-jfU
(5)
2,0
Lichtbogenspannung (hat ohmschen Charakter)
Leerlaufspannung.
sekundäre
Bei üblichen Elektroden
steigt bei einer Erhöhung des Schweißstromes von
Lichtbogenspannung1) von ca. 20 bis 35 Volt. Für den Auf¬
bau der Theorie richtet man sich nach Vorschriften des SEV (Pubhkation
Nr. 191 d) und VDE (siehe Publikation Nr. 0541/XII. 40), da diese für die
Berechnung einer Schweißmaschine maßgebend sind. Die den Vorschriften
entnommenen mittleren Werte, siehe Fig. 2, Kurven 3—5, können durch fol¬
gende empirische Formel dargestellt werden:
20 auf 500 A die
x) Durchgeführte Versuche: Siehe Zeitschrift Elektroschweißung 1939, Heft 5.
Conrady: Atomphysikalische Grundlagen der Vorgänge im Schweißlichtbogen. Zeitschrift :
Elektroschweißung, Jahrgang 1934, Heft 2.
Hagenbach: Der elektrische Lichtbogen.
—
—
11
Ub
gilt
für
0
Die Leerlauf Spannung ist
=
Js
<
20 +
<
0,03 Js
500
erforderlichen Schweißstrom
vom
die üblichen Elektroden kann sie nach einer
werden
(6)
Amp.
empirischen
abhängig.
Für
Formel bestimmt
(s. Hochfrequenz-Überlagerung bei den Lichtbogen-Schweißverfahren,
Kg-85):
£/2;0
=
55(l
_j^
+
e
(7)
10°)
gewisse Elektroden darf sie unter Umständen etwas kleiner sein, soll
aber nicht weniger als die minimale Leerlaufspannung U20 min betragen, sonst
erhält man sehr schlechte Zündeigenschaften.
Für
^o»in
Die Formeln
(40—60 Hz).
und
zwar
(7)
und
Sie sind
auf Grund
—
50 + 30e
=
(8) gelten
(8)
[Volt]
für Wechselstrom bei
genügender Genauigkeit
mit
von
"6°
Versuchen,
—
Industrie-Frequenz
empirisch aufgestellt,
die in den Laboratorien der AG Brown,
durchgeführt worden sind. Diese
dargestellt, und man ersieht daraus, daß
guten Zündeigenschaften insbesondere bei klei¬
Boveri & Cie. mit handelsüblichen Elektroden
Beziehungen
sind durch
Fig.
2 und 3
ein Schweißtransformator mit
nen
Schweißströmen einen schlechten cos9 haben muß.
Uv'
Vàlt}
too
»
SO
X
SO
SO
40
30
M
n
WO
Fig.
2.
Leerlaufspannung (U2t0)
200
und
300
Lichtbogenspannung (Ub)
stromes
Kurve 1
:
Leerlaufspannung nach
Kurve 3
:
Lichtbogenspannung
Formel
(7).
:
in Funktion des Schwei߬
(Js),
Kurve 2
:
Leerlaufspannung nach Formel (8).
nach SEV-Vorschrift. Kurve 4
VDE-Vorschrift. Kurve 5
12
SO0
400
Lichtbogenspannung,
:
Lichtbogenspannung
mittlere Werte.
nach
a?
a«
4»
a*
a'
,J
«0
Fig.
3.
Leistungsfaktor
300
m
in Funktion des Schweißstromes,
Formeln
f*y;
ÜW
«09
gerechnete Werte,
nach den
(5)—(8).
der
Blindleistung benötigt man Kondensatoren, die aus
wirtschaftlichen Gründen an die höchste Spannung der Oberspannungswick¬
lung angeschlossen werden. (Man baut nämlich Lichtbogen-Schweißtransfor¬
matoren für verschiedene Netzspannungen, die z. B. sowohl an 220 oder 380 V,
als auch an 500 V angeschlossen werden können; dies sind sogenannte Montage¬
Zur
Kompensation
transformatoren
.
)
Wicklung verkleinert
großen Einfluß auf die
die
aufgenommene
Scheinleistung,
Aus dem Vektordiagramm kann man die Ströme, die in der am Netz ange¬
schlossenen Wicklung fließen, leicht bestimmen: Fig. 5 und 6 lassen die Art
der graphischen Berechnung ohne weiteres erkennen.
Der Kondensatorstrom
in
der
die wiederum einen
Fig.
4.
Prinzipschema
eines Schweißtransformators mit Kondensator.
J°-Pc
Kondensatorstrom
Pe
Uc
Uz
Die Resultierende
=
=
=
von
103
'Vr
Kondensator-Scheinleistung
Kondensatorspannung in V
Netzspannung in V
Jtz
Einschaltdauer hat.
und
Jc ergibt
sich bei
in kVar
Belastung
zu
13
J\
Oberspannungswicklung fließender Strom bei Belastung
aufgenommener Strom während dem Schweißen ohne Kondensator
Kondensatorstrom, umgerechnet auf die Netzspannung
in
=
s.
Jls
Jc
=
=
2
J„
Der
Kondensatorstrom.
=
Kondensatorstrom, umgerechnet auf die Netzspannung, ergibt sich
Jc,z
Fig.
Js
5.
Vektordiagramm
Netzstrom,
=
cos
<pz
Verwendung
<*c
Belastung.
Schweißanlage mit Kondensator, cos q>s
Schweißanlage ohne Kondensator.
Leistungsfaktor
der
der
=
0
U1
6.
=
Vektordiagramm
=
Jcz
Aufgenommener
cos
ç>2j0
=
=
eines
=
nun
gemäß
Formel
(10)
(t/i%)2-(j1:0)2
unter
(3)
Einschaltdauer:
Berücksichtigung
des Kon¬
Schweißtransformators mit Kondensator bei Leerlauf.
=
Aufgenommener
Kondensatorstrom, umgerechnet
Strom bei Leerlauf mit
Strom bei Leerlauf ohne Konden¬
auf die
Kondensator.
Netzspannung.
GB
=
JC
=
OC
=
Js0
=
=
Kondensatorstrom,
Leerlaufstrom
Leistungsfaktor bei Leerlauf mit Kondensator. OB J[fi
Primärwicklung unter Berücksichtigung des Kondensatorstromes.
der
14
^{J^Y-iKtf
loo
Primärwicklung
(s. Fig. 6).
Netzspannung. OA=J^
sator. AC
zulässige
ED
Leerlaufstrom in der
densatorstromes
Fig.
=
eines Kondensators berechnet sich
die bei einem bestimmten Schweißstrom
J\
(9)
u
eines Schweißtransformators mit Kondensator bei
=
Leistungsfaktor
Bei
—
zu:
—
in
1.3.
Bestimmung
Da der Betrieb
der
von
stark intermittierende
äquivalenten
Einschaltdauer bei
Schweißmaschinen nicht
nur
max.
Schweißstrom
gekennzeichnet
ist durch
Arbeitsweise, sondern da auch in den Arbeitszeiten sehr
unterschiedliche
Belastungen auftreten, ist es zweckmäßig, zu ermitteln, wel¬
Belastung der unregelmäßige Betrieb im Laufe eines
Tages gleich kommt. Der entsprechende äquivalente (fiktive) Strom sei im
folgenden „Tagesdauerstrom {Jd,T)" genannt. Von diesem Begriff wird auch
noch ein weiterer abgeleitet, nämlich die „Tageseinschaltdauer".
In der Praxis zeigt es sich, daß sich verschiedene Lichtbogen-Schwei߬
maschinen und Apparate (Gleichstromgruppen, Lichtbogenschweißtransfor¬
cher kontinuierlichen
Schweißstromregler für Gleich- und Wechselspannung), die unter
gleichen Arbeitsbedingungen und mit gleicher Einschaltdauer bei maximalem
matoren,
Schweißstrom verwendet werden, im Betrieb sehr verschieden bewähren. Das
unterschiedliche Verhalten der verschiedenen
die bei
und der
mungsvorgang näher
rührt davon
Apparate
Einschaltdauer
Schweißstrom
zulässige
Tageseinschaltdauer abhängig
Frage der Berechnung dieser Größen.
max.
von
her, daß
der Zeitkonstante
ist. Es stellt sich daher die
Vorher ist
es
zweckmäßige
jedoch nötig, den Erwär¬
untersuchen.
zu
a) Temperaturgradient
Die
Wicklung
von
erwärmt sich nach
Schweißmaschinen, ständig
folgender
Aê
A&max{l-e~ï)
=
A&
=
A
=
&max
t
T
.
mit Dauerstrom
belastet,
Kurve:
(11)
Übertemperatur in °C
maximale Übertemperatur
=
Zeit in
=
Zeitkonstante in
in
°
C
sec
sec
*v
j/
tw
T
/
A
t
Ù
Fig.
der
7.
Erwärmungskurve.
OA
=
Temperaturgradient.
Erwärmungskurve, während
Bei
Beginn
dem
Temperaturgradient,
erhöhung
,
Ar
der
gemeinsamen
wird die ganze entstehende Wärme
zur
Strecke mit
Temperatur¬
verwendet.
15
Wenn die
Wicklung
die
weiter entstehende Wärme
Übertemperatur
max.
erreicht
abgeführt, siehe Fig. 7.
Q ergibt sich aus
Die total entstehende Wärme
Q
=
hat,
so
wird die
dem Jouleschen Gesetz:
0,239 RJ2t
(12)
Im weiteren nehmen wir einen Würfel
J
fließt; l
=
Länge
in mm, q
=
an (siehe Fig. 8), durch den der Strom
Querschnitt in mm2. Der Widerstand dieses
Würfels ist
l
R
p
Fig.
Das Gewicht
8.
dem Strom J.
beträgt
Wärmegleichung
G
=
=
Dichte in
yqll0-s [g]
(14)
g/cm3
lautet
Q
Q
c
Formel
=
GcA&
=
Wärmemenge
=
spez. Wärme in
in kal
kal/g
°C
(14) eingesetzt:
Q=yqllO~3cA&
Setzt
so
erhält
(13)
spez. Widerstand
Leiterstück, belastet mit
y
Die
=
[Ohm]
P-10-S
=
man nun
Formel
(12) und (15) gleich
(15)
und ersetzt R durch Formel
(13),
man:
0,239p— lO-3J2t
=
q
yql\0-3cA&
72
0,239p—*
=
q1
J
A&
=
t
16
.
0,239p/21
=
Temperaturgradient
=
j Stromdichte
ycAd-
ycA&
0,239
—
yc
in
j2
Amp/mm2
(16)
Damit
theoretisch der
ist
Differentialquotient
im Punkte
0
von
Fig.
7
bestimmt.
Nun stützt sich aber Formel
(16) auf die Annahme, daß
Anfang des Ver¬
suches die ganze Wärme verbraucht wird, um die Temperatur der Wicklung
zu erhöhen. Versuchsresultate zeigen jedoch: je mehr die Kühlung forciert
wird, um so kleiner wird der Temperaturgradient. Mit Berücksichtigung eines
Erfahrungsfaktors kann man schreiben:
Au
im
o
(17)
0,2B9^-fkt
yc
l
Faktor:
Erfahrungsfaktoren kt
Die
an
kt ^0,8—0,9
kt ^0,6—0,7
für ruhende Luft
für strömende Luft
beruhen auf zahlreichen
Erwärmungsversuchen
Schweißmaschinen, durchgeführt in den Versuchslokalen der AG Brown,
Boveri &
p, y,
c
Cie., Baden.
sind Größen, die
Wicklungsmaterial abhängig
vom
sind. Man kann
daher eine vereinfachte Formel schreiben:
A&
Kvfkt
=
Material
P
-0,01754
8,8
0,094
Rein-Aluminium
0,029
2,7
0,22
Konstantan
0,49
8,86
0,1
Temperaturgradient
für
=
t
b)
Temperaturgradient
(siehe Fig. 7),
AJ-
1
=
0,239-^yc
5•lu"8
11,7-10-3
132-10"3
Kupferwicklung:
A&
Aus dem
K„
c
y
0,01724
Elektrolyt-Kupfer
(18)
5-10-3fkt
Zeitkonstante
kann
man
die Zeitkonstante T bestimmen
denn
A&
_
T
\A&)
max
\0,239
p
fktj
"
17
200
T
85
T
—"max
j2]c
7,5
T
(19)
für Aluminium
(20)
für Konstantan
A&„
—"max
jifo
Kupfer
für
max
j2 k
zulässige
der
(21)
Schweißgeräten)
Sonderzwecke in
c) Berechnung
Die
(verwendet für
Tageseinschaltdatier
Einschaltdauer für einen Schweißstromkreis läßt sich sehr
Voraussetzung, daß die Wicklungsverluste beim
Schweißen im Durchschnitt nicht größer werden dürfen als bei Dauerbelastung.
Im Diagramm Fig. 9 ist der Verlauf des Schweißstromes in Funktion der Zeit
schematisch dargestellt.
leicht berechnen unter der
h
JkJeL.
^Ji_
Fig.
9.
Diagramm :
Schematischer Verlauf des Schweißstromes in Funktion der Zeit.
Schweißstrom in Amp. JA
Dauerstrom in Amp. JdT
TagesBezeichnungen: Js
Schweißzeit in Sek. t
Pause in Sek. t
dauerstrom in Amp. ts
Schweißperiode in
Sek. ED
Einschaltdauer in %. EDT
Tageseinschaltdauer in % (bezogen auf
24 Stunden und auf den max. Schweißstrom).
=
=
=
Diese
=
=
=
—
=
Überlegung
führt
zu
der
Gleichung
JA2
ED
t.
mj<i
Aus dieser
siehe
Fig.
allgemeinen Fassung
j
18
~ED
js
Töö
erhält
den
man
Tagesdauerstrom (Jd_T),
10:
ud,T
Die
~
Tageseinschaltdauer
kann
_
—
i
j
us,max
nun
wie
1/
EDt
iqq
folgt
definiert werden:
Unter
versteht
Tageseinschaltdauer EDT (in %)
plizierte Quadrat
das mit 100 multi¬
man
des Verhältnisses zwischen durchschnittlichem
gen auf 24 Stunden
(Jd T)
möglichen
und dem maximal
EDT
(-~^-Y
100
=
Strom, bezo¬
Schweißstrom:
(22)
\"s,max!
J
n n
8
E
1
O
1
S
3
t*
5
6
1
ê
S
10
11
12
U
13
IS
II*
>t
11
&
18
i
19
20
i
Fig.
M 23
&
h
W
'3
10. Annahme des Schweißstromverlaufes während eines
Fig.
'
!
a
achtstündigen Arbeitstages.
zeigt den Schweißstromverlauf in Funktion der Zeit. Zur Bestim¬
Tagesdauerstromes (JdrT), bezogen auf 24 Stunden, geht man von
10
mung des
der bekannten Formel
Jeff
-=
ii2dt
TA
d) Einfluß
—
24
der Zeitkonstanten und der
Darin
eingesetzt
6
erhält
man:
«=24
1
"d,T
aus.
* J°Ut
(23)
Tageseinschaltdauer auf
Schweißstrom
die
äquivalente
Einschaltdauer bei maximalem
Erklärung
1.
Wenn
dieses Einflusses:
man
die Zeitkonstante T
=
0
annimmt, dann erreicht die Schwei߬
maschine bei maximalem Schweißstrom sofort nach dem Einschalten die
maximale
Übertemperatur (Analogiefall: Glühlampe).
Berücksichtigung
menden
2.
der
Tageseinschaltdauer,
für den
Darum soll
jeweils
100%
Wenn
man
die Zeitkonstante T sehr
groß (aber
nicht
von
unendlich) annimmt,
dann wird bei maximalem Schweißstrom die maximale
Temperatur
erst
liegen außerdem noch Schwei߬
Elektroden etc.). In diesem Falle kann man
Zeit erreicht. Dazwischen
längerer
(zum Wechseln der
praktisch die äquivalente Einschaltdauer
pausen
in Betracht kom¬
Strom, im besonderen den Maximalstrom, eine Einschaltdauer
haben.
nach
sie, ohne
bei maximalem Schweißstrom
aus
19
dem Dauerstrom
Jd
T
während des
EDmin ^EDT
Auf Grund dieser
Maschine
1.
folgende
Tages
=
100
Überlegungen ergeben
berechnen :
U^X
\
s, max
I
sich für die
Berechnung
einer
Leitsätze:
Die Wahl der Einschaltdauer bei maximalem Schweißstrom ist eine Punk¬
Tageseinschaltdauer und der Zeitkonstanten des Schweißapparates.
Eine Vergrößerung der Tageseinschaltdauer bei gleicher Zeitkonstante T
erfordert eine Vergrößerung der Einschaltdauer bei maximalem Schwei߬
tion der
2.
strom.
3.
Eine
Verkleinerung
erfordert,
der Zeit konstante T bei
wie im Falle 2, eine
malem Schweißstrom.
20
Vergrößerung
gleicher Tageseinschaltdauer
der Einschaltdauer bei maxi¬
2.
Lichtbogenschweißmaschinen
2.1.
Lichtbogenschweißtransformator
a) Regulierbereich
Der
Regulierbereich ist
das Verhältnis zwischen maximalem und minimalem
Schweißstrom.
Bei
gewöhnlicher Handschweißung werden Ströme von ca. 25—-500 Amp.
zugehörigen Lichtbogenspannung verlangt (siehe Fig. 2). Es ist jedoch
sehr schwer, einen so großen Regulierbereich zu erhalten. In Europa baut man
daher z. B. drei Typen Transformatoren, die sämtliche Schweißströme ermög¬
lichen. Der Regulierbereich eines Typs beträgt ca. 10:1 (siehe Fig. 13).
bei der
100
U, (Volt)
80
_4
60
-^,1
i
40
20
3(h
50
150
100
200
3*
3k,max
mm
Fig. 13. Spannung in Funktion des Stromes bei Schweißtransformator mit variabler
Leerlaufspannung. Belastung auf ohmsche Widerstände; Werte gemessen an einem
Schweißtransformator Fabrikat Brown Boveri,
Kurve 1
:
Charakteristik bei
teristik bei
Einstellung
Einstellung
auf maximalen Schweißstrom. Kurve 3:
nach Formel 6. Kurve 4
^
s
min
~
strom.
Minimaler Schweißstrom.
Jsmax
—
Typ TSKz, Versuchsausführung.
auf minimalen Schweißstrom. Kurve 2
Jkmin
=
Maximaler Schweißstrom.
b) Zusammenhang
:
Charak¬
Leerlaufspannung.
Minimaler Kurzschlußstrom.
J^max
=
Jd
=
Dauer¬
Maximaler Kurzschlußstrom.
zwischen den elektrischen
Um einen Schweißtransformator berechnen
Zusammenhang zwischen dem
formators abgeklärt werden.
:
Lichtbogenspannung
zu
Größen
können,
muß zuerst der
Schweißstrom und der Induktivität des Trans¬
21
Ersatzschema für einen
Leerlaufspannung
Fig. 14.
Lichtbogen-Schweißtransformator mit variabler
Berücksichtigung des Transformatorwiderstandes siehe
ohne
wm\
Fig. 14. Ersatzschema des Sekundärkreises
Lichtbogen-Schweißtransformators mit
abler Leerlaufspannung.
eines
vari¬
Induk¬
Leerlaufspannung in Volt, üx
Spannungsabfall in der Transformator
wioklung. XJh
Lichtbogenspannung (hat ohm-
U2 0
=
=
tiver
-
=
U„ --f(h)
schen
Bei dieser
Schaltung sind alle
Fig. 15 zeigt die
Schweißstromes.
Charakter).
Größen eine Funktion des
vektorielle
Darstellung
der
Spannungen.
Fig.
15.
Seh weiß transformator mit variabler
tordiagramm
OD
=
AC
=
BD
=
Winkel AOC
=
Winkel BOD
=
Daraus
Leerlaufspannungx)
Leerlaufspannung* )
Lichtbogenspannung
Lichtbogenspannung
Induktiver Spannungsabfall
Induktiver Spannungsabfall
Leistungsfaktor
bei
Leerlaufspannung;
Belastung.
Einstellung
Einstellung
für
max.
Schweißstrom
fiir min. Schweißstrom
bei maximalem Schweißstrom
bei minimalem Schweißstrom
bei maximalem Schweißstrom
bei minimalem Schweißstrom
bei maximalem Schweißstrom
sich der induktive
Spannungsabfall ( Ux)
ux=iuio-ub*
U20
und
Vek¬
bei minimalem Schweißstrom
Leistungsfaktor
ergibt
bei
bei
(24)
können ersetzt werden durch
Ub
U2i0= 55(l + e--V100)
Ub'
Der induktive
Ux
Die
Xs
=
Siehe
22
œ
iulo
=
des
V,
=
-
Fig.
16.
Siehe
Fig.
20 +
Spannungsabfall Ux
Impedanz
Ls
=
=
-
CV
=
0,03 Js
in Funktion des Schweißstromes :
]/[55(l + e-^/ïo»)]2-(20 + 0;03Js)2
(25)
Lichtbogen-Schweißtransformators beträgt:
~fÜlJ^U^=-^-i[55(l+e-J>l1^)f-(20
2 und 13.
+
0,03J/)
(26)
Fig. 16. Lichtbogenspannung Ub, Leerlaufspannung £720, induktiver
Spannungsabfall Ux und Induktivität in Funktion des Schweiß
Stromes bei Lichtbogen-Schweißtransformatoren. Gerechnete Werte
-
nach den Formeln
(6), (7), (24)
und
(26).
ul?f<V
3S
c)
Konstruktiver
Der
Lichtbogen-Schweißtransformator
Prinzip zeigt.
Fig.
17.
(Amp)
Aufbau
kann
gebaut werden,
Konstruktiver
Transformators
mit
Aufbau
variabler
wie
Fig.
eines
17 im
Schweiß-
Leerlaufspannung,
Annahme.
Links
:
Regulierbarer
1
=
2
=
3
=
4
=
Teil
Teil
Oberspannungswicklung
fester Teil
Unterspannungswicklung (
I
Zusatzwicklung
regulierbarer Teil
Kern
eingestellt für minimalen Schweißstrom. Rechts : Regulierbarer
eingestellt für maximalen Schweißstrom.
23
Der
Lichtbogen-Schweißtransformator besteht aus einem Haupttransfor¬
mator und einer Zusatzwicklung (regulierbarer Teil) mit variabler Impedanz
und variabler induzierter Spannung. Die Unterspannungswicklung des Haupt¬
transformators und die Zusatzwicklung sind in Serie geschaltet.
Die
des
gesamte Induktivität (Ls) besteht
Haupttransformators (Lk)
Die Induktivität des
derjenigen
und
Ls
in diesem Falle
=
der Induktivität
aus
Zusatzwicklung (Lr), d.h.
der
Lh + Lr
(27)
Haupttransformators (Lh)
kann als eine Konstante
angenommen werden.
Die
gesamte Induktivität beträgt
1. Bei maximalem Schweißstrom
r
^s, min
_
=
r
^h
,r
-y1—
w
Ux
_
-"r, min
'
M
"s,
i
_
j
w
max
\Ijj1
'
j
u
2,0, min
_
tj2
u
b,
max
"s, max
l/[55 ( 1 + e^^TÏSojjïT^oTÔ.OS Js_ maxf
(28)
"s, max
2. Bei minimalem Schweißstrom
T
us,max
__
T
***
Nun ist
Formel (7)
es
r
,
LJh~t~
aber
1Jr,max
^—
s,
Ux
_
w
l
=
j
"'
"s, min
\[Jrt
'
j
^2,0,max
7-/2
_
ub,min
.«, min
j/[55 (1 + e-s>^WZrW+0~,W Js>minf
(29)
mt»
praktisch sehr schwer, die Leerlaufspannung nach
der
erreichen. Aus diesem Grunde müssen die
Leerlaufspannung und
zugehörige Impedanz des Schweißtransformators bei einer bestimmten
Stellung der Zusatz wicklung berechnet werden. Aus diesen Größen läßt sich
der zugehörige Schweißstrom auf folgende Art bestimmen:
zu
die
Formel
(26) lautet:
'2,0"
J.
Wenn
eine
Ub ersetzt wird
Gleichung in der nur
Xs
=
durch 20 + 0,03
so
erhält
man
J- Vül^2Ö+Öfi3J^
.-.
(X* + 0,0009)J/ +
-1,2± VM4 +
_
2
24
Js (siehe Formel (6)),
Js unbekannt ist :
der Schweißstrom
4
1,2Js-{Uio-400)
(X/+ 0,0009) (Uj,- 400)
(X/ +0,0009)
=
0
*
'
Berechnung von Js auf diese Art bei verschiedenen
Stellungen des regulierbaren Teiles, so kann daraus die Charakteristik von
U2 0 in Funktion von Js aufgezeichnet werden (siehe Fig. 13 und Kurve 4).
Braucht man nicht allzu große Genauigkeit, so kann man den maximalen
und minimalen Schweißstrom auch nach folgender Annäherungsformel rech¬
Wiederholt
man
die
nen:
b,max
xe
Dabei bedeutet
Lichtbogenspannung beim maximalen Schweiß
(siehe Fig. 13).
Aus Fig. 13 sieht man, daß bei Einschaltung des Transformators auf mini¬
malen Schweißstrom die Lichtbogenspannung nur einen geringen Einfluß auf
ström, den
man
die
Ub^max
-
erreichen möchte
die Größe des minimalen Schweißstromes hat.
Der minimale Schweißstrom
ist
( Js min) bei relativ großer Leerlaufspannung
praktisch gleich dem minimalen Kurzschlußstrom, d. h.
E"
Xs
reguliert werden, so
Schweißtransformators (Ls) variabel sein. Ls kann
Soll
der
Schweißstrom
muß
die
Induktivität
nach der bekannten Formel
La=A,v?
berechnet
(ls)
(32)
werden2).
Der Leitwert
weges
des
As
As
=
w
=
kann
aus
Streuflußweges
Windungszahl
Leitwert des
der Streufläche
(Fs)
und der
Länge des Streufluß
-
berechnet werden:
A
jti0
Prei
=
~
F
=
(33)
PoPrel-r
Konstante
=
Permeabilität
47t10_9
{^rel
für Luft
=
1)
Gleichung (32) folgt sofort, daß die Induktivität des Schweißtrans¬
formators entweder mit variabler Windungszahl oder mit variablem Leitwert
geändert werden kann. Die konstruktiven Möglichkeiten hierfür sind sehr zahl¬
reich (siehe z.B. Fig. 17). Theoretisch handelt es sich jedoch nur, wie schon
oder nach
erwähnt, um die Veränderung der Impedanz bei konstanter
Kurve Fig. 16 variabler
Leerlaufspannung.
Aus der
—
—
2)
Siehe
:
E. Dünner,
Einführung
in die Elektrotechnik,
Kapitel
IV. Zeitschrift VDI
1909, Heft 71.
25
1.
Änderung
der
Impedanz durch variablen Leitwert
Streuflußweges
des
Fig. 18 zeigt eine solche Ausführung im Prinzip. Der Abstand zwischen
der Unterspannungs- (US) und der Oberspannungswicklung (OS) ist regulier¬
bar, und zwar durch Verschieben beider oder auch nur einer Spule auf dem
Die
Eisenkern.
Fig.
18.
mit
1
Die
=
Konstruktiver Aufbau eines Schweiß-Transformators
praktisch
Leerlaufspannung,
Oberspannungs-Wicklung.
Sekundär-Leerlaufspannung
nachlässigung
konstanter
des Leerlaufstromes
einer solchen
—
Fig.
konstant
2
=
Annahme.
Unterspannungs-Wicklung.
Ausführung
ist
—
unter Ver¬
(siehe Fig. 19).
19. Äußere Charakteristik des Transformators
nach
Kurve
1
Fig.
Charakteristik
Charakteristik bei
l.
max-
18.
bei
lm{n-
Kurve 3
=
Kurve 2
=
Lichtbogen-
Spannung.
Bei relativ
großer Impedanz des Transformators werden schon
speziell
bei Einstellung auf kleine Schweißströme
bei Leerlauf Spannungsabfälle
(ca. 5% auf der Sekundärseite) hervorgerufen. Durch diese werden die Zünd¬
eigenschaften verschlechtert.
Der Leitwert des Streuflußweges kann aber auch bei konstantem Abstand l
durch Eintauchen eines Eisenkernes (sogenannter Streukern) zwischen die
beiden Spulen bedeutend vergrößert werden.
—
—
2.
Änderung
der
Impedanz
durch Variieren der
Windungszahl
Lichtbogen-Schweißtransformatoren werden sehr oft mit variabler Win¬
dungszahl ausgeführt. Zu diesem Zwecke wird die Unterspannungswicklung
mit ca. 5 bis 10 Anzapfungen ausgeführt. Fig. 20 zeigt das Prinzipschema einer
solchen Bauart.
Mit dieser
liert
werden,
Die
kann der Schweißstrom
jedoch
aber für einfache Arbeiten auch nicht
Leerlaufspannung
Formeln
26
Ausführung
was
kann
in
Funktion
(30) und (31) berechnet werden.
des
nicht stufenlos regu¬
nötig
ist.
Schweißstromes
aus
den
o
=
Fig.
20. Konstruktiver Aufbau eines Schweiß
Transformators
mit
?
,k
*r~
-
Annahme.
Anzapfungen,
3
o
Unter
6
o
Oberspannungs-Wicklung.
c
Regulierwicklung.
spannungs-Wicklung.
=
=
-
Ç Z
a
=
0
-
Berechnungsbeispiel:
Leerlaufspan¬
Ohm.
Diese Werte
von
0,5
Impedanz
zugehörigen
Xs
nung
in die Formel (30) eingesetzt, ergibt einen zugehörigen Schweißstrom von
110 Amp. (bei 23 Volt). Der zugehörige Kurzschlußstrom beträgt:
Angenommen
von
wird ein Transformator mit einer minimalen
60 V und einer
j>-
^.-£-1*,^
abgestuftem Kupferquerschnitt auf die
Unterspannungs-Stammwicklung aufgewickelt wird, so kann angenommen
werden, daß der Leitwert des Streuflußweges bei verschiedenen Anzapfungen
konstant bleibt. Wenn man ferner annimmt, daß die Leerlaufspannung zwi¬
schen 60 und 120 Volt variiert, so muß die Impedanz quadratisch mit der
Windungszahl steigen (siehe Formel (32)). Aus der Formel (31) folgt der Schwei߬
strom bei 120 Volt Leerlaufspannung.
Wenn die
mit
Regulierwicklung
U2.0
Wird diese
erhält
Fig.
man
Berechnung
120
=
k, min
"s,min
bei verschiedenen
60
Amp.
Windungszahlen wiederholt,
die Charakteristik nach
uifi (m)
21.
120
x^>
90
(und Licht¬
Leerlaufspannung U2 0
Fig.
bogenspannung Ub) in Funktion
21.
Js.
Schweißstromes
(30)
und (6)
Nach
den
so
des
Formeln
30
-
"*j£W_-
Wenn
man
man
£0
40
i 0
80
100
statt den Schweißstrom den Kurzschlußstrom
(Am?)
120
berechnet,
so
folgende hyperbolische Gleichung
U20Jk
d.h. die
3s
gerechnete Werte; Beispiel
im Text.
erhält
so
=
konstant
aufgenommene Scheinleistung
laufstromes und der Verluste
—
—
ohne
Berücksichtigung
des Leer¬
bleibt konstant.
27
2.2.
Lichtbogenschweißgenerator
Schweißeigenschaften
2.21.
Die Maschine soll
an
den
werden können. Um
zu
verstehen,
wird,
müssen die
verlangten Arbeitsvorgang möglichst gut angepaßt
was von der Maschine im Prinzip verlangt
Vorgänge
während des Zündens und Schmelzens der Elek¬
trode näher beschrieben werden.
Im Zündmoment ist die Elektrode mit dem Werkstück
die
Spannung
kurzgeschlossen;
zwischen den beiden Polen ist also Null. Der auftretende Kurz¬
schlußstrom darf
jedoch
eine bestimmte Größe nicht
überschreiten, weil
sonst
Löcher in das Werkstück
gebrannt werden oder die ganze Elektrode rot¬
die Elektrode zur Einleitung des Schweißvorganges
glühend wird. Wenn nun
abgehoben wird, wobei auch der Lichtbogen entsteht, so muß die Spannung
sofort von Null auf wenigstens die Lichtbogenspannung steigen. In Fig. 22 ist
dieser relativ komplizierte Arbeitsvorgang dargestellt:
f.
Em
Üb
Fig.
22.
E0
ub
=
=
1
2,4,5
=
-
Spannungs
-
Charakteristik des
Leerlaufspannung
Jk,m
Wiederkehrende
J
Spannung
Liehtbogenspannung
Liehtbogencharakteristik
Dynamische Charakteristik
Äußere Charakteristik
3
Kurve
Strom
1
bestimmter
Schweißgenerators,
Js
min
Punkt A
max.
=
max.
=
Dauerkurzschlußstrom
Schweißstrom
=
Schweißstrom
=
min.
=
normaler
Sehweißstrom
Arbeitspunkt
zeigt die Spannungs-Strom-Charakteristik einer Elektrode bei
Lichtbogenlänge. Der beim Zünden auftretende Stoß-Kurzschluß
ström erreicht nach Kurve 2 den Maximalwert
28
Kurzschlußstromstoß
=
s,m
Jk,d
Annahme.
-
Jj.
„.
Diese Kurve wird in der
Literatur3) allgemein
dynamische, Charakteristik (s. Abschnitt 2.22) bezeich¬
net. Die momentan auftretende Stromspitze Jk
klingt nach kurzer Zeit auf
den Dauerkurzschlußstrom Jkd ab, welcher als Endpunkt der äußeren Charak¬
teristik gegeben ist. Diese ist in Fig. 22, Kurve 3, dargestellt (s. Abschnitt 2.23).
Wird die Elektrode vom Werkstück abgehoben (um den Lichtbogen zu bilden)
wenn z.B. der Kurzschlußstrom den Wert Jk d erreicht hat, so soll der Gene¬
rator in möglichst kurzer Zeit (ca. 0,02sec.) eine Spannung erreichen, die das
Entstehen des Lichtbogens ermöglicht. Diese Spannung, wiederkehrende Span¬
nung genannt, sowie die Stromänderung verlaufen nach Kurve 4, die als
dynamische Charakteristik parallel zur Kurve 2 verläuft. Die wiederkehrende
Spannung ist dann gegeben durch Ew.
Im Schnittpunkt der Kurve 1 mit 4 ist die Lichtbogenspannung erreicht
und der Lichtbogen brennt. Die Stromstärke ist in diesem Moment Js>min. Der
stationäre Wert muß aber auf der äußeren Charakteristik liegen. JStmin steigt
daher auf den Wert Js und die Lichtbogenspannung auf Wert Ub, d.h. der
Schnittpunkt A der äußeren Charakteristik Kurve 3 mit der LichtbogenCharakteristik Kurve 1 ist der normale Arbeitspunkt.
Bei Elektroden, die einen tropfenförmigen Materialübergang im Lichtbogen
zeigen, findet ein ähnlicher Vorgang wie bei dem Zündvorgang statt, während
bei Elektroden mit sprühendem Materialfluß diese Erscheinung nicht so aus¬
geprägt ist. Bei ersteren pendeln Strom und Spannung längs der Kurve 5, die
wieder parallel zur Kurve 2 verläuft, wogegen bei den zweitgenannten Elek¬
troden keine drastischen Änderungen des Schweißstromes und der Lichtbogen¬
als
m
spannung auftreten.
Die
Spannung
Js
Maximalwert
m
sinkt
jedoch
nie ganz auf
nicht. Man hat
es
nicht mit einem vollkommenen Kurzschluß
Elektrodensorte 10 bis 20 und mehr
Null, und der Strom erreicht den
im Moment des
zu
Tropfen
Tropfenüberganges also
gehen je nach
tun. Pro Sekunde
von
der Elektrode auf das Werk¬
Auffassung und auf Grund durchgeführter Versuche
sollten die dabei auftretenden Stromspitzen im Hinblick auf einen guten Einbrand aber auch nicht zu klein sein. Daraus geht hervor, daß die dynamische
Charakteristik nicht zu steil sein soll, daß ein Schweißgenerator diesbezüglich
also ganz bestimmte Bedingungen erfüllen muß.
Bei kleinen Schweißströmen jedoch tritt diese Bedingung in den Hinter¬
grund. Hier müssen vor allem gute Zünd- und Schweißbedingungen geschaffen
werden, weil dünne Elektroden weit schwieriger zu verschweißen sind als dicke
stück über. Nach meiner
(s. Fig. 23). Daraus geht hervor, daß bei einer Ideal-Schweißmaschine mit
Schweißeigenschaften zusehends besser, mit
abnehmenden Schweißströmen die
anderen Worten die
3)
Zeitschrift
dynamische
Charakteristik
stetig
„Elektroschweißung", Jahrgang 8, 1937,
steiler werden muß.
Heft 6, Seite 107.
29
Definition der
2.22.
Aus dem
Gesagten geht
im Unterschied
Vorgänge
zu
erfassen hat. Durch sie kommt
der
werden,
Leerlaufspannung
partiellen Kurzschlüssen
Spannung),
Der Ausdruck
es
zum
lediglich
die unstationären
Ausdruck, wie groß die auf¬
beim Zünden
also beim Kurzschluß
—
oder bei den
Tropfenübergängen, d.h. bei
Spannung, oder wie groß die an
erscheinende
„sofort"
Spannung ist (wiederkeh¬
aus
—
mit reduzierter
den Klemmen der Maschine
rende
sei
Charakteristik
hervor, daß die dynamische Charakteristik
der statischen Charakteristik
zu
tretenden Stromstöße
von
bereits
dynamischen
z.B. der Dauerkurzschlußstrom unterbrochen wird.
wenn
„sofort" kann natürlich
nicht Zeit
0 bedeuten, denn wie wir
sogleich sehen werden, müssen magnetische Felder entweder abklingen oder
aufgebaut werden, wofür eine gewisse Zeit nötig ist. Diese soll erfahrungs¬
gemäß nicht größer als etwa 0,02 sec. sein. Maßgebend ist aber nicht vor allem
der Differentialquotient dUjdt, sondern bei einem gegebenen dU/dt der End¬
wert der wiederkehrenden Spannung, der aber innerhalb der oben erwähnten
Zeit erreicht sein soll. Im allgemeinen
vor allem bei den kleinen Strömen —'
ist dieser Endwert der Spannung kleiner als die Leerlaufspannung der Maschine.
=
—
Letztere stellt sich nach
Maßgabe
der Zeitkonstanten der
Erregerwicklungen
Leerlaufspannung ist für
die Beurteilung der Schweißeigenschaften aber nicht von ausschlaggebender
Bedeutung, denn dieser Vorgang ist im allgemeinen viel zu.langsam als daß
der Schweißlichtbogen dadurch gezündet und dann gehalten werden könnte.
Diese Verhältnisse sollen in der Fig. 23 zum Ausdruck gebracht werden.
Zunächst wird von einer gewöhnlichen Nebenschlußmaschine ausgegangen.
Wenn man vom Einfluß der Ankerrückwirkung zunächst absieht, so ist die
bei Kurzschluß der Leerlaufspannung E0 auftretende Stromspitze
gegeben
erst
später ein. Dieses natürliche Hochklettern auf die
durch den
der
Spannungsabfall
gewählten
als bei
Drehzahl
niedertourigen)
(sie
des inneren Widerstandes der Maschine. Je nach
ist bei
kann
hochtourigen
diese Stromspitze
Fall wird sie immer
ten Gründen
Maschinen
sehr
so groß, daß eine solche Maschine
(starke Spritzer und Löcher brennen)
prozentual kleiner
groß werden; auf jeden
aus den eingangs genann¬
zu
Schweißzwecken
un¬
brauchbar würde.
Der Wert der
Fall die
Stromspitze betrage Jkm und die Gerade 2 stelle für diesen
dynamische Charakteristik dar. Nach kurzer Zeit klingt Jk auf den
m
Dauerkurzschlußstrom J kd ab, welcher durch die statische Charakteristik der
Maschine
gegeben
ist. Wenn
Abhub der Elektrode
nun
lange
der Schweißer beim
wartet bis
Jkd
Zünden, d.h. bis
erreicht
wird,
zum
praktisch
durchaus möglich ist, so sieht man, daß bei dem
angenommenen Beispiel die
denn
die
2" ergibt keinen
Charakteristik
Zündung unmöglich ist,
dynamische
mit
der
Schnittpunkt
Lichtbogencharakteristik 1. Dies würde jedoch noch
30
so
was
(V
Fig.
23.
Strom-Spannungscharakteristik
einer Nebenschlußmaschine mit Vorschaltwider-
stand; Annahme.
Innerer Spannungsabfall. Eg
Äußere
bogencharakteristik. 3
Dynamische Charakteristik ohne
Et
=
stik
mit
Vorschaltwiderstand.
knapp möglich,
wenn
Spannungsabfall
=
Vorschaltwiderstand. 4-4'
3'
=
Äußere
Die
Beachtung
—
=
Licht¬
Charakteristik
ein
Vorschaltwiderstand.
mit
größerer Wert)
=
Dynamische Charakteri¬
nur so
lange gewartet
erreicht würde.
solcher Feinheiten dürfen den Schweißern aber nicht zuge¬
Aus dem Vorstehenden
schlußmaschine, d.h. eine
magnetisch
verwendet werden kann. Selbst
zusätzlich eine
=
mit dem Abheben der Elektrode
würde, bis der Stromwert J'kd (oder
mutet werden.
auf Vorschaltwiderstand. 1
Charakteristik ohne Vorschaltwiderstand. 2-2'-2"
=
ergibt
sich also, daß eine Neben¬
träge Maschine
wenn man zur
Gegenkompoundwicklung
Schweißen nicht
zum
Verringerung
verwenden würde
des Stromstoßes
—
vorausgesetzt,
wäre wegen der starren
zulässig
—,
magnetischen Kupplung dieser Wicklung mit der Nebenschluß wicklung, welche
als Dämpferwicklung wirken würde, dadurch praktisch nichts gewonnen.
Es gibt allerdings ein sehr einfaches Mittel, um die dynamische Charak¬
teristik brauchbar zu machen, nämlich die Vergrößerung des inneren Wider¬
daß dies
aus
statischen Gründen
wäre
so
standes der Maschine durch einen Vorschaltwiderstand. Wählt
man
denselben
vom Betrag
Stromspitze Jkm
JKm<r
Fig. 23 angenommenen Verhältnisse der
Grenzwert, bei dem eine Zündung noch knapp möglich ist, denn die neue
dynamische Charakteristik 4' tangiert, ausgehend vom Dauerkurzschlußstrom
Ju,ä,r> gerade noch die Lichtbogencharakteristik 1. Nach der Fig. 23 bestimmt
sich der Wert dieses- gerade noch ausreichenden Vorschaltwiderstandes zu
R
EJJkdr, wobei der innere Maschinenwiderstand Ra Ei\Jk^T beträgt.
von
einer
erreicht
=
Größe, daß
wird,
so
statt der
eine solche
ist dies für die in der
=
Die Schraffur bedeutent also den durch den Vorschaltwiderstand R gewon¬
nenen Anteil an dynamischer Charakteristik. Solche Vorschaltwiderstände sind
jedoch unwirtschaftlich und bei einer modernen Schweißmaschine nicht mehr
notwendig. Vorschaltdrosselspulen, mit welchen auf induktivem Wege ein
ähnliches Resultat erreicht werden könnte, sind ebenso unzeitgemäß.
31
Es mußte daher nach Mitteln
gesucht werden, dieses Resultat durch die
Maschine selbst zu
naturgemäß nur so geschehen, daß beim
Entstehen des Kurzschlußstromes Jk oder bei seinem Verschwinden der
Differentialquotient dJk\dt mit Hilfe von besonderen Wicklungen und einer
besonderen Konstruktion so zu Nutze gezogen wird, daß das Ankerfeld mög¬
lichst in Phase mit ihm entsprechend ändert. Dies läuft darauf hinaus, daß
beim Kurzschluß die EMK der Maschine möglichst rasch, d.h. trägheitslos
sich verkleinert und umgekehrt beim Unterbrechen des Kurzschlusses ebenso
rasch auf einen bestimmten, durch die Lichtbogenverhältnisse gegebenen
Betrag, ansteigt. Auf diese Art kann demnach die gleiche Wirkung erreicht
werden wie mit einem Vorschaltwiderstand, und deshalb hat sich in der Fach¬
erzielen. Dies kann
literatur4) zur Erzielung
eingebürgert.
dieses Effektes die
Bezeichnung „Scheinwiderstand"
Mit Hilfe des Scheinwiderstandes können also die
einer
Schweißeigenschaften
Maschine, d. h. die dynamische Charakteristik quantitativ genau erfaßt
werden. Man muß
nur
entweder bei einem Kurzschluß
oszillographisch
die
oder beim Abschalten des Kurzschlußstromes die wiederkehrende
Stromspitze
Spannung messen
und die
Quotienten Eü\Jkm bzw.
erhaltenen Scheinwiderstand ist
E"w\Jktd
bilden. In dem
so
der Anteil des Maschinenwiderstan¬
allerdings
eingeschlossen ; doch da dieser Anteil erfahrungsgemäß im Mittel nur
etwa 10—15% ausmacht, so spielt dieser Einfluß für eine rasche und allgemeine
Beurteilung einer Maschine praktisch keine Rolle.
Durch solche Messungen kann man die Scheinwiderstandswerte bei den
verschiedenen Schweißstromeinstellungen experimentell ermitteln und dadurch
des mit
prüfen,
in welchem Maße die betreffende Maschine die erforderlichen Schein¬
widerstandswerte besitzt.
2.23.
Statische Charakteristik
Die statische oder äußere Charakteristik
Strom-Spannungskurve
Fig. 23).
bei
ist, wie allgemein bekannt, die
langsamer Veränderung
des Stromes
Die Form der statischen Charakteristik ist für die
nicht
(Kurve
3 der
Schweißeigenschaften
diesbezüglich
ausschlaggebender Bedeutung,
gewährleistet sein. Ein Verlauf nach Kurve 3 der Fig. 24
ist z.B. sehr ungünstig, wie dies aus dem Abschnitt 2.22 leicht verständlich
wird. Will man nämlich, ausgehend vom stationären Kurzschlußstrom Jkd,
den Lichtbogen zünden, so ist mit einer gegebenen dynamischen Charakteri¬
stik 2 ein Schnittpunkt mit der Lichtbogencharakteristik 1 nicht mehr möglich,
und der Lichtbogen muß abreißen. Anders hingegen, wenn die äußere Charakzwar
ein
gewisser
4)
32
aber
von
es
muß auch
Verlauf
Elektrotechnische
Zeitschrift, Jahrgang
53
(1932), Heft 11,
Seite 257.
teristik wie
punktiert
nicht unter
J'k
d
verlaufen würde: hier kann der Dauerkurzschlußstrom
sinken, und der Schnittpunkt mit der Lichtbogenspannung
Eine reine Nebenschlußmaschine, welche bekanntlich eine rück¬
liegt in 8.
läufige Charakteristik hat, ist also ungeeignet. Noch aus einem anderen Grunde
darf im Arbeitspunkt A keine Rückläufigkeit vorhanden sein: Der geübte
Schweißer will nämlich den Lichtbogen beherrschen können, und das kann er
wie dies
nur, wenn bei Verkleinerung der Lichtbogenlänge der Strom zunimmt,
wird
Außerdem
Fall
ist.
der
bei der punktiert angegebenen Charakteristik
angestrebt, daß die Leistung im Lichtbogen bei Veränderung der Lichtbogen
—
länge möglichst wenig ändert.
Fig.
24.
Bedingung
Spannung.
Auch diese
menden Strom mit abnehmender
erfordert einen zuneh¬
Strom-Spannungs-Charakteristik einer
Kompoundwicklung;
Nebenschlußmaschine mit
Annahme.
1
=
2
—
3
=
Punkt A
=
Lichtbogencharakteristik
Dynamische Charakteristik
Schnittpunkt
mit der
2'
=
3'
=
Punkt S
Es
gibt
Man kann
der
=
Lichtbogen-Charakteristik
Dynamische Charakteristik
Äußere Charakteristik
Schnittpunkt der dynamischen
mit der Lichtbogen-Charakteristik
B. die Maschine
Einstellung
Kompoundwicklung
der äußeren
verschiedene Mittel,
z.
ohne
Äußere Charakteristik
um
mit
Kompoundwicklung
eine solche Charakteristik
fremderregen. Nachteilig
ist aber
zu
erreichen.
hier, daß bei
verschiedener Schweißströme mit diesen auch die Leerlauf¬
ist die Verwendung einer Nebenschluß- und
spannung ändert. Am einfachsten
sei es mittels
einer Kompoundwicklung, deren Kompoundierungsgrad
—
Anzapfungen
oder durch
Veränderung
eines Shuntwiderstandes
—
verändert
werden kann. Im Kurzschluß arbeitet eine solche Maschine als reiner SerieGenerator und schneidet dann auf der Abszissenachse entsprechend den ver¬
schiedenen
3').
Eine
Kompoundierungsgraden
Rückläufigkeit
stabile Punkte heraus
der statischen Charakteristik wird
(s. Fig. 24, Kurve
so
vermieden. Hin-
33
gegen wäre eine solche
Wicklungsanordnung,
wenn
keine anderen Vorkehrun¬
gen getroffen würden, aus dynamischen Gründen nicht brauchbar (siehe 2.24).
Ein weiteres Mittel, mit dem z.B. eine stabile äußere Charakteristik erzielt
werden kann, besteht in der
Verwendung einer Nebenschluß- und FremdErregung zusammen mit einer Gegenkompoundwicklung (Krämer-Schaltung)5).
Mit dieser Schaltung kann jede gewünschte Steilheit erreicht werden, je
nachdem wie die Neigung der Widerstandsgeraden der Nebenschlußwicklung 2
zum geradlinigen Teil der Leerlaufspannungskurve 1 gewählt wird. Im dar¬
gestellten Fall der Fig. 25 bleibt das für den Spannungsabfall maßgebliche
charakteristische Dreieck (ohmscher Abfall, Ankerrückwirkung, Gegenkompoundierung) für den geradlinigen Teil der Spannungskurve praktisch kon¬
stant,
so
daß für diesen Teil die statische Charakteristik gezwungen wird, sehr
steil
(senkrecht) abzufallen. Würde die Widerstandsgerade 2' gewählt, so
könnte eine entsprechend weniger steile statische Charakteristik erhalten wer¬
den. Nachteilig ist jedoch, daß für die Stromregulierung sowohl die Fremd¬
erregung als auch die Gegenkompoundierung geändert werden muß.
1
1
n
li
/1
/
(
i
Fig. 25. Spannung in Funktion der Amperewin¬
dungen beimKrämerschenGenerator ; Annahme.
i
lr
S/ AW,
i
=
1
1
=
AW
AW„
=
2.24.
Um die relativ
erläutern,
ist
=
=
1
AWr
Spannung in Abhängigkeit der Summe der
Amperewindungen. 2, 2'
Widerstandsgeraden.
A Wp
Amperewindungen der Fremderregungswicklung. AWN
Amperewindungen der Ne¬
benschlußerregungswicklung. AW0
Ampere¬
windungen der Gegenkompoundwicklung.
1
i
es
Theorie
komplizierten Probleme
notwendig,
beim
die mathematischen
Schweißvorgang besser zu
Zusammenhänge zwischen
Strom, Spannung und Zeit darzustellen.
Im
folgenden
wird eine Nebenschlußmaschine bei Kurzschluß und Leerlauf
untersucht. Damit die
Ableitung und auch die abgeleiteten Formeln nicht
kompliziert werden, können einige Vereinfachungen angenommen werden.
zu
Es wird angenommen:
a) Die elektromotorische Kraft E verhalte sich nach folgender Gleichung:
E
5) Siehe:
34
=
E0 + cJe
Arnold-la Cour, Die Gleichstrommaschine zweiter Band, Jahr 1927,
(34)
Kapitel
22.
Diejenige LeerlaufSpannung,
(Remanenzspannung)
E0
=
c
=
Konstante
Je
=
Erregerstrom
für die der
Erregerstrom
£
Fig. 26. Elektromotorische Kraft (E) in Funktion 'des
Erregerstromes (Je) bei einer Nebenschlußmaschine.
fnoA.
.CK
Annahme fur den Aufbau der Theorie bei der Unter¬
suchung
E0
einer Nebenschlußmaschine fur Schweißzwecke.
=
max
Max. elektromotorische Kraft.
spannung. J'
b)
=
max
Max.
Ea
Erregerstrom.
c
=
=
Null wird
i
f.
Remanenz¬
%~
Konstante.
Die Bürsten befinden sich in der neutralen Zone, d. h. die Induktivität zwi¬
schen der
Ankerwicklung
und der
c) Die Generatordrehzahl bleibe
Fig.
Fig.
27.
27
Schema
Untersuchung
mit
sei Null.
das Schema mit den verwendeten elektrischen Größen.
zeigt
schlußmaschine
Erregerwicklung
konstant.
fur
den
Neben¬
der
Schweißzwecke.
verwendeten elek¬
trischen Größen.
J'
—
Innerer Ankerstrom. J
und Burstenwiderstand.
Erregerwicklung.
Le
=
La
=
=
Abgegebener
Strom.
Jg
Anker¬
Erregerstrom. Ra
der
Widerstand
Ankerwicklung. Rg
Schweißstelle. L
Erregerwicklung. S
=
=
Induktivität der
Induktivität
der
=
=
=
Elektrode.
Das
gestellte Problem, Darstellung des Spannungs- und Stromverlaufes
Kurzschluß, läßt sich mit Hilfe von folgenden Gleichungen lösen:
U
(35)
dJ„
La~^ + BaJa + E0 + cJe
Die
Zeit
=
0
Lösung der Gleichung (35) ergibt den Erregerstrom Je
und zugleich die elektromotorische Kraft E, weil
E
dJ„
=
bei
(36)
in Funktion der
E0 + cJe
Rp
r
„
35
Daraus
Je
folgt;
K
für t
=
0
Je
=
=
Je>maa; und «/e>mra
=
Ke
_*<
L»
Integrationskonstante
=
# wird der
.7
"e
=
J
p
^
"e, max
Erregerstrom in Funktion der
i«
(37)
Die elektromotorische Kraft E bei Kurzschluß verläuft also nach
Gleichung (unter Berücksichtigung
der
Zeit:
folgender
Gleichung 34):
£
\.
.E-ffM
u
Fig.
V?
Elektromotorische
28.
t
stellung
,LeK
der Formel 38 ;
(E) bei Kurz¬
(t). Graphische Dar¬
Kraft
schluß in Funktion der Zeit
Bezeichnungen
siehe
Fig.
26 und 27.
-El
E
=
L<
E0 + cJe,maxe
(38)
Daraus
ergibt sich, daß die elektromotorische Kraft beim Kurzschluß (der
Werkstück) sinkt; wie schnell sie jedoch steigt und somit
einen Lichtbogen ermöglicht, wird die weitere Untersuchung von Kurzschluß
auf Leerlauf zeigen (siehe Fig. 30).
Nun soll noch der Ankerstrom Ja bei Kurzschluß in Funktion der Zeit dar¬
gestellt werden.
Elektrode mit dem
Gleichung (36)
lautet:
La~ + BaJa + E0 + cJe^0
J.=
und
—
Setzt
T
Je
und
dPJa
LeLa^
36
,
+
dJeJdt
ff
dJa
(LeBa +
in
^
d"Ja
dt*
dt
c
man nun
T
dJe
LaRe)^
dJg
+
-p
ReRaJa
p
dJa
dt
C
Gleichung (35) ein,
-r
,
+It«
T
=
so
,
erhält
man:
ET
-ReE0
(39)
Die
allgemeine Lösung
einer solchen
Ja
Tx
T2 bedeuten
und
rechten Seite der
A e-'i 2'i + B e-" 2'2 + C
=
—
C
m
1
Tx
BeE0),
_Ä^o
und
=
hängt
ab
von
der
die konstant ist:
T2 lassen
=
sich
_J?o
(41)
der
aus
Gleichung (39)
berechnen:
2LeRa
_
1,2
(40)
Zeitkonstanten. Die Konstante C
Gleichung (
Die Zeitkonstanten
lautet
Gleichung
—
LeRa + LaRe± i(LeRa + La Ref -±LeLaReRa
Wenn angenommen wird, daß
(LeRa + LaRe)*>4LeLaReRa
so
kann
geschrieben
werden:
m
1
T9
2
=
LeRa+LaRe
^ei?eÄ,Äa
e
Le
»
Ra
"a
=
L
R
+L
^e -"a
~
R
XJa -"e
Ra
-]
-C'a
LJRe
ist
ungefähr
das zehnfache
von
einfachen und schreiben:
Es sind
jetzt
nur
-^e
Daher kann
=
man
weiter
ver¬
T2
=
(42)
Re
j±
(43)
noch die Konstanten A und B in
Ja
=
LJRa.
Re
?
j
Tl
bestimmen. Dies kann mit Hilfe der
Wenn t
-A
,
»
^e
=
Ausgangsbedingungen
A e-"Ti + B e-tw*
-
Gleichung (40) zu
0 geschehen.
für t
^
=
(44)
Ka
0, dann ist
Ja
Gleichung (36)
geschrieben werden:
Die
I
—
kann
~m
=
Je,max
nun
yfTJ
=
unter
+%
A +
B-^-
(45)
Ka
Berücksichtigung
^mctc + -"0 + c "'«.»hb
der
=
Gleichung (44)
"
37
Wird B durch
dieser
Jemax
A +
—
E0IRa
die Konstante A
Gleichung
^emax(LJT2
A
ersetzt
durch
Tx
man
A
—
Ba
—
C)
—
E0+
Setzt
die
man
folgt
aus
^- ^
=
LJBe
und
tJ
durch
T2
-J,
e,max
LajRa,
-J.
p
in die
Gleichung (46)
so
erhält
man:
(46)
Br.
B„-PL„
Konstante B
so
=
Mt2
Ersetzt
(s. Gleichung (45)),
:
Gleichung (45) ein,
so
folgt
daraus die
:
B
=
e.max
E
-°
-A +
J.
-
T
"
e, max
B~J
"
= "
e,
T
'
EüIBa
~d
max
/1
W
—
e,
—
'
=
i
^B
"e,max I
+
'
A\+1»
I
p
""
p
^+Ä
max
'
p
JX„
p
K„
Der Kurzschlußstrom einer Nebenschlußmasehine in Funktion der Zeit läßt
sich also nach
Gleichung (40)
bestimmen:
Ja^J=Ae-'i^ + Be-ti^ + c
A
-J. ,max
=
p
|
e,max
C
p
""
p
E»
=
B„
T
T
Eo
c
r
=
p
Le
-
La
_
2
—
p
-Zt-t
C
Ja=J= ~Je,max ~p~
e
L'
+
En
e,max
z>
(47)
T?
Fig. 29 zeigt den Stromverlauf in Funktion der Zeit. Die
Moment, in welchem die Elektrode das Werkstück
dem
Zeit t' tritt eine unerwünschte
den Wert
38
E0jBa
ab.
Stromspitze auf;
nachher
Zeit t
=
0
entspricht
berührt. Nach der
klingt
der Strom auf
Nach dem Abheben der Elektrode
kurzen Zeit
von
Werkstück muß nach der relativ
vom
ungefähr 0,02 Sekunden,
motorische Kraft E den Wert der normalen
damit der
Lichtbogen erhalten bleibt. Bei
bogenspannung (Ub) vom Schweißstrom
nommen aus
Lichtbogenspannung erreichen,
hängt die Licht¬
üblichen Elektroden
ab. Es werden mittlere Werte ange¬
der SE V-Publikation, Nr. 190 d, und
0540/XII. 40.
Die mittleren Werte
Fig.
aus
der VDE-Veröffentlichung,
entsprechen der früher erwähnten Formel (6).
Kurzschlußstrom
29.
in
(J)
Graphische Darstellung
=
Zeit,
zu
erreicht.
Es soll
steigt,
nun
kann
nun
Zeit
(*)•
26 und 27.
Lichtbogenspannung erreicht ist.
so lange dauert, bis die elektro¬
(siehe Fig. 28). Mit Hilfe zweier
E0 erreicht
gelöst werden:
das Problem
E
=
E
26 und
27);
aus
J.=
in
der
(47).
untersucht werden, wie schnell die elektromotorische Kraft
motorische Kraft E den Wert
eingesetzt
Formel
welcher der Kurzschlußstrom sein Maximum
Es wird angenommen, daß der Kurzschluß
(siehe Fig.
Funktion
der
Übrige Bezeichnungen siehe Fig.
oder nach welcher Zeit der Wert der
Gleichungen
erwähnt, die elektro¬
wie bereits
=
E,, + cJe
ReJe + Le
(34)
dJ„
(48)
Gleichung (34) folgt:
E
-
E0
—-
dJe
,
und
-—
dJl
=
dt
dt
Gleichung (48)
E
=
R,
E
—
Ef,
+
LedE
—
c
E
B.
=
dt
En
39
Die
allgemeine Lösung
einer solchen linearen
R.-c
E
A
L<
=
e
=
Ae
A +
II
R,-c.
E
Wenn t
=
0 und E
=
L°:t+E0
EQ gesetst werden,
Differentialgleichung
lautet:
Rt-c
E0e
dt
L°
R
(49)
R,-c
kann die Konstante A bestimmt
so
werden:
E0
A
Wird
nun
A in der
=
A +
E01^c
=E0-E01^-c
Gleichung (49) eingesetzt,
J7
so
erhält
man
(50)
=
RJc-l
l-cjRe
Die wiederkehrende elektromotorische Kraft E verläuft also, unter der
Bedingung,
erreicht
daß die Elektrode erst
hat, nach Fig.
abgehoben wird,
wenn
E den Wert
Ea
30.
Errm.
Fig.
30.
Wiederkehrende
rische Kraft
(E)
elektromoto¬
in Funktion der Zeit
Graphische Darstellung der
Bezeichnungen siehe Fig.
(t).
Formel (50).
26 und 27.
Wenn in der
Gleichung (50) E durch die Lichtbogenspannung Ub ersetzt
zur Bildung des Lichtbogens benötigte Zeit, nach welcher
elektromotorische Kraft den Wert der Lichtbogenspannung erreicht hat,
wird,
die
so
kann die
berechnet werden.
*-".~*|b
B.
40
e
L<
In
R.
En
°
+—
\-c!R„
We-C)
(51)
Die
Eignung einer Gleichstrom-Maschine für Schweißzwecke
genden drei Belastungszuständen beurteilt werden:
kann
aus
fol¬
a) Leerlauf
b) Kurzschluß
c) Leerlauf
nach dem Kurzschluß
In diesen drei Zuständen der Maschine wird
und der
Spannung
in Funktion der Zeit
mit Hilfe der Formeln
der Verlauf des Stromes
nun
bestimmt,
und
einfachsten
zwar am
(38), (47) und (50).
Beispiel
Angenommen
sei eine Nebenschlußmaschine mit
folgenden
elektrischen
Daten:
Leistung
10 kW
ca.
Leerlaufspannung
Et
^max
Anker- und Bürstenwiderstand
Induktivität der
Ra
La
50 V
=
0,05
0,01 Hy
=
20
Le
=
Le
Ankerwicklung
Induktivität der Erregerwicklung
Widerstand der Erregerwicklung Re
Max. Erregerstrom
e,
Konstante (siehe Fig. 26)
C
Min. Leerlaufspannung6)
E0
=
"
Fig.
31
zeigt
den Strom- und
Spannungsverlauf
max
.=
Hy
10ß
-
5A
=
8
=
10 V
dieser Maschine:
a) Im Leerlauf bleibt die elektromotorische Kraft (E) konstant; der abge¬
gebene Strom ( J) ist Null.
b) Im Kurzschluß sinkt die EMK auf den Wert E0, der abgegebene Strom
steigt
auf das Maximum und sinkt nachher auf d«n Wert
c) Im Leerlauf nach dem Kurzschluß
steigt
die EMK
zu
langsam,
so
(d.
E{>jRa.
Elektrode)
Lichtbogens unmög¬
h. nach dem Abheben der
daß das Entstehen eines
lich wird.
Die angenommene Maschine kann daher für Schweißzwecke nicht verwendet
werden.
Diese Nachteile der Nebenschlußmaschine können, wie die
zeigt,
Untersuchung
Fremderregung und Einschaltung eines ohmden Hauptstromkreis (siehe Fig. 32).
verhindert werden durch
schen Widerstandes in
Remanenzspannung wurde so groß gewählt um das Berechnungsbeispiel
vereinfachen; in Wirklichkeit beträgt sie nur ca. 1% der max. Leerlaufspannung.
6)
Die
zu
41
Fig.
31.
Untersuchung
der Nebenschlußmaschine für Schweißzwecke. Elektromotorische
Kraft
Untersuchung
(E)
und Strom
(J)
in Funktion der Zeit
(t).
bei: Leerlauf
Kurzschluß
Schweißvorgang
Leerlauf nach dem Kurzschluß
Siehe
Beispiel
im Text.
Graphische Darstellung
und
42
(50).
mit Hilfe der Formeln (6),
(38), (47)
Untersuchung
Schaltung Fig.
der
32 auf
Eignung
zu
Schweißzwecken:
Es wird angenommen, daß die Induktivität zwischen der Anker- und der
Erregerwicklung Null sei. In diesem Falle ist bei konstantem Erregerstrom die
konstante elektromotorische Kraft
unabhängig
von
dem Strom J.
n_n_TLn_r
Hi|i
Fig.
32.
H
Sehweißstelle.
J
=
Strom.
Ra
=
Induktivität. <f>
Mit Hilfe der
und Vorschaltwiderstand
Fremderregung
mit
Schweißgenerator
=
und
Anker-
Je
Fluß.
Bürstenwiderstand.
=
Anker-
Erregerstrom.
=
läßt sich der
folgenden Gleichung
L(l
(.ff).
abgegebene
Strom in Funk¬
tion der Zeit darstellen.
L„~ +
a
dt
R„ + R
dJ
dt
Die
(Ra + R)J
h-
Ra + B,
=
J
=
l\
e
X?a + Ä
A
e
0
folgt
der
lautet:
e
+
=
Ra +
J
=
dt
Q berechnet werden kann:
E
.
A+Ra + R
abgegebene
L'
R
0 und J
E
=
Rg + R
E
E
L"
A bedeutet eine Konstante, die für tf
Daraus
=
f
A
E
E
J
allgemeine Lösung dieser Gleichung
J
=
A
=
Ra +
R
Strom in Funktion der Zeit :
.Rfl-f R
E
Ra+R
l-e
(52)
.
bedeutet die Zeitkonstante. Sie ist wegen dem Vorschaltwiderstand
Ba + R
R viel kleiner als bei Nebenschlußmaschinen. Dies ist sehr günstig, da der nor¬
male
Zündvorgang
nur
0,06 bis 0,08
sec.
dauert. In dieser Zeit soll aber der
43
Schweißgenerator den maximalen Kurzschlußstrom erreichen. Die graphische
Darstellung von Strom und EMK in Funktion der Zeit (während den Belastungszuständen Leerlauf, Kurzschluß und Leerlauf nach dem Kurzschluß)
zeigt Fig. 33
Kurischluss
Leerlauf
^
Leerlauf
£'f(t)
kl
t
La
Fig.
33. Elektromotorische Kraft
bei einem Generator mit
Diese
(E)
und
Fremderregung
abgegebener
Strom
(J) in Funktion
und Vorschaltwiderstand
Lösung eignet sich, abgesehen
von
(siehe
der Zeit
Schema
(t)
Fig. 32).
den Verlusten in dem Vorschalt¬
widerstand, sehr gut für Schweißzwecke und wurde früher allgemein angewen¬
det. Um die Schweißmaschinen im Betrieb wirtschaftlicher zu bauen, kann
man
den Vorschaltwiderstand durch eine
das
praktisch
(siehe Fig.
gleiche
34 und
Fig.
34 und 35.
=
34: Verlauf des
Darstellung
ergibt;
spezielle
Konstruktion ersetzen, die
die ohmschen Verluste fallen dabei weg
35).
S
Fig.
Resultat
Prinzipschema
Schenkelpol. 8
Erregerfiusses (<j>)
des Strom- und
der Konstruktion nach
=
eines
Schweißgenerators.
Variabler
bei
Luftspalt.
Leerlauf, Fig.
Spannungsverlaufes
35: bei
Belastung.
in Funktion der Zeit bei
Fig. 34 und 35:
Wicklung auf dem Schenkel S wirkt für den Anker als Gegenkompoundwicklung, und es wird angenommen, daß der von ihr erzeugte Fluß proportional
Die
zum
44
Strom J sei, d. h.
=
Elektromotorische Kraft
Emax
=
Elektromotorische Kraft bei Leerlauf
c
=
Konstante
J
=
abgegebener
E
Strom
(Schweißstrom)
Die Formel für den Strom kann mit Hilfe
folgender Gleichung gefunden
werden:
dJ
j
wobei
d<f>ldt
bedeutet:
vorganges. Die
änderung J,
d(f>
Gesamtänderung des Flusses während des Ausgleichs¬
Flußänderung dj>\dt ist proportional der gesamten Strom¬
also
La-^ + RaJ
<M
,
Rg + C
ET
j
_
^max
R„ + c
Emax-cJ
—
j
_
Ra +
r
<
-
[-
Man erkennt die
definierte
IT
F
C
*
Analogie mit der Formel (52),
Scheinwiderstand aufgefaßt werden. Die
der Konstruktion nach
Fig.
(53)
d.h.
c
kann als der früher
Größe desselben kann bei
34 und 35 mit Hilfe des variablen
zwischen dem Anker und dem
Schenkelpol
Luftspaltes
verändert werden. Auf diese Weise
kann der Schweißstrom J bei konstantem
Erregerstrom in einem bestimmten
reguliert werden. Will man den Luftspalt konstant halten,
so kann die Wicklung auf dem Schenkelpol mit Anzapfungen
vorgesehen wer¬
den. Dies erlaubt aber keine stufenlose Regulierung des Schweißstromes ohne
Veränderung des Erreger Stromes, d. h. der Leerlaufspannung.
Die Erregerwicklung eines Schweißumformers kann mit Hilfe eines Gleich¬
richters gespeist werden. Zu diesem Zwecke verwendet man z.B. eine Anzap¬
fung an der Statorwicklung des Antriebsmotors.
Bereiche stufenlos
Bei allen anderen Konstruktionen
hat
man
Zur
ähnliche mathematische
Belegung
gramme Fig. 36
von
wirtschaftlichen Schweißumformern
Zusammenhänge wie
Untersuchungen sei
hingewiesen. Das erste zeigt
oben.
der vorstehenden
auf die beiden Oszillo-
und 37
die
Untersuchung des
Span¬
nung sehr klein, nachträglicher Spannungsanstieg sehr langsam. Das zweite
bezieht sich auf eine neuzeitliche Maschine, entsprechend Fig. 37. Hierbei
ist die wiederkehrende Spannung viel größer. Außerdem ist die Stromspitze
vollständig zulässig.
Kurzschlußstromes bei einer Nebenschlußmaschine: Wiederkehrende
45
K
J
,
»>.
B«3*N
Fig.
BCIvr»!
36. Nebenschlußmaschine. Ein- und
Ausschaltvorgang
von
Leerlauf auf Kurzscliln Li
und umgekehrt.
BROWN
"Fiir. ."IT.
1.
Leerlaufspannunj;
\.
2.
KurzschluQstrom
4.
Spannunjj
Nulluni' des Stromes
BOVERI
I.ii-hthojicnscliwt'iUjit'iit'ratiir. Fabrikat
wchaltvnrgang
46
Niilhnii' der
vi in
linmn Bi>\ eri.
Leerlauf auf Kurzschluß und
1.
Leerlaul'--|i.uniu!ig
2.
Kuiv.rlilul.i--t
nun
.'!.
Typ
( !SM.
umgekehrt.
Xullnnr der S|iamimi<r
und de> St
ri une-
Kin- und Am
2.25.
Nachdem
Konstruktiver Aufbau
die charakteristischen
Eigenschaften, die ein Schweißgene¬
schwierig, den grundsätz¬
lichen Aufbau einer neuzeitlichen Schweißmaschine anzugeben, d. h. einer
Maschine, die zur Erlangung der erforderlichen Schweißeigenschaften keine
zusätzlichen Hilfsmittel (Vorschaltwiderstände, Drosselspule) benötigt. Ganz
prinzipiell geht aus dem Abschnitt 2.22 hervor, daß jeder nach diesem Gesichts¬
punkt konstruierte Schweißgenerator ein durch den Schweißstrom erzeugtes
Gegenfeld besitzen muß, das sich magnetisch trägheitslos entwickeln kann.
Außerdem soll dieses Gegenfeld mit abnehmenden Schweißströmen zusehends
größer werden, damit der Scheinwiderstand stetig größer wird. Dabei soll aber
rator haben
nun
muß, bekannt sind, ist
nicht mehr
es
auf dem ganzen Schweißstrombereich die im Abschnitt 2.23 als
zweckmäßig
gewahrt bleiben, und zudem soll
Stromregulierbereich möglichst groß, feinstufig und nach Möglichkeit
erwähnte Form der statischen Charakteristik
der
kontinuierlich sein.
Im
Prinzip kann
der Aufbau eines
Schweißgenerators, wie z.B. in den
Fremderregung angegeben sein. Bei Schweißgeneratoren
mit Eigenerregung (s. Fig. 38 und 39) benötigt man außer der Nebenschlu߬
wicklung NS noch eine Kompoundwicklung Cpd.
Fig.
34 und
Fig.
38.
35, mit
Beispiel
die
fur
Schweiß-Generators
mit
Konstruktion
eines
Sehenkelpol (8),
An¬
nahme.
NS
Kom¬
Nebenschlußwicklung.
Cpd.
poundwicklung. Geg.Cpd.
Gegenkompound
wicklung. W.P.
Wendepolwicklung.
=
=
=
-
=
Mit der
Nebenschlußwicklung
und der
Kompoundwicklung ist es möglich,
zu erzeugen. Zur Erzeugung der dyna¬
mischen Charakteristik dient die Gegenkompoundwicklung {Geg. C'pd.). Da die
magnetischen Kreise, in welchen sie wirksam ist, in beiden Fällen keine Dämp¬
denn es können
fung durch andere Wicklungen oder durch massives Eisen
eine stabile statische Charakteristik
—
lameliierte Bleche verwendet werden
—
aufweisen,
erwähnten
Es muß dann
das
allen
Bedingungen erfüllt.
resultierende Erregerfeld bei
nur
so
sind die unter 2.22
dafür gesorgt werden, daß
Stromeinstellungen kompoundiert
wirkt.
47
1
1
MS
<
Cpä<
)
(
>
<
f=
}Geg.
> Cpd.
Fig.
39.
Beispiel
für die Konstruktion eines
Generators mit
H
Zusatz-Hauptpolen,
Schweiß-
Annahme.
NebenHauptpole. Z
Zusatz-Hauptpole. NS
schlußwicklung. Cpd.
Kompoundwicklung. Oeg.Cpd.
Gegenkompoundwicklung.
H
2
=
=
=
=
1
1
=
D.h.: Die Kompound-Ampère Windungen müssen die Gegenkompound-Ampere¬
windungen auf dem ganzen Strombereich überwiegen. Die magnetische Aus¬
nützung dieser beiden Maschinen ist allerdings schlecht; außerdem ist die
Regulierung
nicht stufenlos.
Eine weitere
Ausführungsmöglichkeit
ist
z.
B.
eine solche nach
Fig.
40
Fig.
41
und 41.
Fig.
40
Fig.
40 und 41.
Beispiel
für die Konstruktion eines Schweiß-Generators mit Schenkel¬
pol (S),
Verlauf des Flusses
Der Unterschied
(<f>) bei
Leerlauf.
Annahme.
Verlauf des Flusses
{(j>) bei Belastung.
gegenüber Fig. 38 besteht in einer verschiedenen Wirkung
Gegenkompoundwicklung im statischen Betrieb.
Eine recht interessante Konstruktion ist in Fig. 42 und 43 dargestellt:
Auf den Hauptpolen (H) sind besondere Streupole (S) angebracht. Im sta¬
tischen Zustand geht ein Teil des Flusses ((/>) durch den Anker, wo er eine
bestimmte EMK induziert. Ein anderer Teil geht infolge der relativ großen
Wendepol-AW vom Hauptpol (H) auf den Streupol (S) und durch den Luft¬
spalt (S) in den Wendepol (W). Mit zunehmendem Strom nimmt dieser Streuder
48
Fig.
42 und 43.
Beispiel
für die Konstruktion eines
alte
H
Hauptpol.
=
S
=
Ausführung
Streupol.
W
zeigt : Magnetisches
42
Feld bei
Luftspalt. <f>
Wendepol. 8
Gegenfiuß.
<fi0
=
=
fluß.
Fig.
Schweißgenerators
mit
Streupol (S),
der Firma Brown Boveri.
=
Fluß.
<f>s
=
Streu-
=
dei; Aufnahme der
Zündvorgang.
äußeren Charakteristik,
Fig.
43
bei
praktisch ohne
Einfluß. Wenn man jedoch den Generator im Leerlauf plötzlich kurzschließt,
was beim Zündvorgang der Fall ist, so entsteht ein Gegenfluß (<f>a), dessen Weg
Fig. 43 zeigt. Dieser Gegenfluß kann nur deshalb entstehen, weil er bei so
großer Änderungsgeschwindigkeit nicht durch die Erregerwicklungen treten
kann, da diese wie Dämpferwicklungen wirken. Er entsteht nicht nur beim
Zünden, sondern auch bei jedem Tropfenübergang. Umgekehrt kann der Gene¬
rator die Lichtbogenspannung sofort erreichen, wenn die Elektrode bei der
Zündung abgehoben wird.
Eine weitere Anwendungsmöglichkeit für Schweißzwecke bildet die Quer¬
feldmaschine7). Wenn ihre Wirkungsweise nachstehend ziemlich eingehend
fluß
(<f>a)
beschrieben
weil in
die sich
7)
1.
induzierte
zu; auf die
wird,
neuerer
Die
neues zu
bieten, sondern
Amplidynes7), Metadynes7)
Querfeldprinzip zurückführen lassen.
usw.
von
auf das
Rosenberg,
bleibt dies aber
nicht in der Absicht, damit
Zeit viel
prinzipiell
E.
so
Ankerspannung
Gleichstrom-Querfeldmaschine.
Gleichstrommaschine, 2. Band, 1927, Kap. 22.
—
—
2.
die Rede
nur,
ist,
Cour, Die
Zeitschrift, Jahr¬
Arnold-la
3. Elektrotechnische
4. Elektrotechnik und Maschinenbau, Jahrgang 1944, Heft 15/16.
gang 1942, Heft 1/2.
6. Elettrotecnica, Jahrgang
5. General Electric Review, March 1940, Number 3.
—
—
—
1951, Heft 11, S. 508.
—
7.
Elettrotecnica, Jahrgang 1951, Heft 12, S. 548.
—
8. Elettro¬
tecnica, Jahrgang 1952, Heft 9, S. 398.
49
Dort
wo
bei einer
jedoch
bei einer normalen Gleichstrom-Maschine die Bürsten stehen, sind
Querfeldmaschine ebenfalls Bürsten (K) angebracht (siehe Fig. 44) ;
diese kurzgeschlossen. Dadurch entsteht bereits infolge des
sind
Remanenzflusses der
Hauptpole
und damit ein Querfluß
(cf>q).
senkrecht dazu müssen die
entsteht also
an
großer
so
Verstärkung
Strom in der
Querfluß bildet
jetzt
den
Ankerwicklung
Nutzfluß, d. h.
Hauptstrombürsten (H) angebracht werden. Es
diesen schon im Leerlauf eine
die Maschine belastet,
zunächst eine
ein relativ
Dieser
erfolgt
mit
Hilfe
gewisse Spannung. Wird nun
Hauptstromwicklung (W)
der
des Remanenzflusses und damit auch eine Verstär¬
des Stromes in den kurzgeschlossenen Bürsten, bzw. eine Verstärkung
Querflusses (<f>q). Nutzstrom und Nutzspannung werden also steigen, jedoch
nur solange bis irgendwo im magnetischen Kreis für den Längsfluß Eisen¬
kung
des
sättigung
auftritt. Dann entstehen durch die
Wirkung des Netzstromes im
längsmagnetisierende Amperewindungen und als Folge davon
((f>s), welcher dem Längsfluß (<j>L) entgegenwirkt.
Anker auch noch
ein Streufluß
Fig.
4L
=
Längsnuß. <t>q
=
44.
Querfeldmaschine
Querfluß. <f>s
sten. H
als
Streufluß.
=
=
Schweißgenerator.
W
Hauptstromwicklung.
Hauptstrombürsten.
=
K
=
Bür¬
Dieser Streufluß nimmt
erwähnte
Sättigung
also
praktisch linear mit dem Nutzstrom zu. Sobald die
auftritt, kann der Strom nicht mehr stark wachsen,
d. h. die äußere Charakteristik
beginnt jetzt,
wie dies
charakteristisch ist, steil abzufallen. Dadurch, daß
den
50
Eisensättigungspunkt ändert,
ist eine
ja
bei
Querfeldmaschinen
für den
Längsfluß (<f>L)
Reguliermöglichkeit gegeben. Zu
man
diesem Zwei kc kann
man
Handrad andern. Kur das
ausschlaggehende
magnetischen Widerstand
dynamische Verhalten spielt
den
Hauptpole
der
der Streufluß
mittels
(<f>s)
die
(iegentluß und, was wichtig ist, von
Wicklungen magnetisch entkuppelt. In jeder Querfeld-
Rolle. Dieser Fluß ist ein
irgendwelchen
anderen
maschhic sind
also, ohne äußeres Zutun, die Bedingungen fur ein bestimmtes
d\ Hämisches
naturgemäß
Verhalten
Kinschwinnen des Stromes bei
tvpische
Oszillogranun Kit:.
Die IVndelung
jedem Zund\organg gewertet,
siehe
4.">.
ist eine
der viel rascheren
Folge
dem mit
(<^J gegenüber
Streurlusses
wird aber das
nachteilig
enthalten. Als
chend ist auch die wiederkehrende
Zustandsanderungen des
Fisen behalteten Fluß
Spannung
mit
(</>). Dementspre¬
gewissen Einschwin-
einem
gungsvorgang verbunden.
Versuche, die bei der Firma Brown Bo\eri
daß diese
gezeigt,
Lichtbogens
Krscheinungen
auswuken,
Festiirkeitswei
\ or
allem aliei
(gioße Streuung),
der Schweißnaht
te
maßigen Kinhrand /.uiiick/uliihicn
feldmaschinen die
duichgeiulut woiden sind, haben
Schwierigkeiten bei der Fuhrung des
m einer ungunstigen Beeinflussung der
sich in
offenbar auf unsrlcieh-
was
ist. Wesentlich isi aber, daß bei den l^uer-
dynamischen Eigenschaften n.ichtiaulich
(îesenfeldes begnügen,
wie
herein fixiert ist. Dadurch
keiten etlichen
MFVL
ml'.
4.1
wie
es
müssen
dies die K.i hihi
(,1111 rli liliiiiisi Iuni
Die
2.2(i.
Anker-Amperewindungen
sich bei kleinen Schweißströmen
iihlt
auch
gezeigt
.
Mi "in
In
Hin
im
s,
halti
n
\ iiihI J.1 \
\<>w
\i
vorne¬
Schwierig¬
hat.
l,i
i
i
Metadyne (Zw ischcnburstenmaschine)
maschine und das
um
\
letzteiei (iesaL'te
gilt
laut auf
Km
/sc
liluli. Statische
licilsspamimiL'.
Verwendunü einer Metad\ne
lurdie Metadvne. Die
zeigen,
(Jrdße des
zum
A3
lan-ti IlmiL.'
Eine
durch die
nicht mehr beein¬
gegebenen
flußt werden können. Man muß sich mit einer einmal
bis
ist
zu
Schweiß/wecke
tur
im
Prinzip
einem
eine
gewissen
(Juerfeld-
(îrade auch
icklungsarbciten von Prof. Pestarini
dei Verwendung als Umformer, Gene¬
erdienstx ollen Kntw
wie außen» dent lieh
vielseitig
in
hat sie in den letzten
rator, Motor und Verstärker diese Masclnnenart ist. Doch
lo .Jahren
nur
als rasch wirkender Vcistarker
zur
Bewältigung komplizierter
51
Eegulierprobleme in der Technik einige Verbreitung finden können. Da die
Metadyne noch ganz am Anfang ihrer Entwicklung steht und über ihre Ver¬
wendung als Schweißmaschine8) praktisch noch keine Erfahrungen vorliegen,
so kann lediglich prinzipiell gesagt werden:
Es bietet keine Schwierigkeiten, mit einer Metadynè die für Schweißzwecke
notwendige abfallende Charakteristik zu erreichen, wie dies in Kapitel 2.23
(statische Charakteristik) erläutert ist. Auch die geforderten Bedingungen für
die dynamische Charakteristik (Kapitel 2.22) können erfüllt werden, wenn die
Maschine schwach gesättigt ist, so daß eine kleine Zeitkonstante erreicht wird.
Dies bedingt aber eine reichlich dimensionierte, große Maschine. Es soll hier
auch bemerkt werden, daß ein gewöhnlicher Schweißgenerator einen einfache¬
ren elektrischen Aufbau hat als eine Metadyne, dagegen mechanisch etwas
komplizierter ist. Die Metadyne in ihrer heute bekannten Form kann deshalb
mit den modernen Schweißgeneratoren preislich nicht in Konkurrenz treten.
Ihre Verwendungsmöglichkeit liegt heute auf anderen Gebieten; die Entwick¬
lungsmöglichkeiten dieser interessanten Maschinenart sind dagegen noch
offen.
durchaus
2.3.
Mehrstellen-Schweißaplagen
für Gleichstrom
Mehrstellen-Schweißanlagen müssen über den
haben. Diese beträgt
ganzen Strombereich eine möglichst konstante Spannung
meistens ca. 50 Volt. Die Einstellung des Schweißstromes geschieht mit einem
variablen ohmschen Widerstand, wie das Prinzipschema Fig. 46 zeigt.
Gleichstromgeneratoren
Fig.
G
Die
=
46.
für
Prinzipschema
Generator. R
=
für
Gleichstrom-Mehrstellen-Schweißanlage.
Variabler ohmscher Widerstand. S
Strom-Spannungsverhältnisse
=
im Betrieb sind in
Schweißstelle.
Fig.
47
dargestellt.
Darin bedeuten 2 die statische Charakteristik des Generators, die nach den
Erläuterungen
zugleich auch dessen dynamische Charakteri¬
Lichtbogencharakteristik, die den Spannungsabfall
in Abschnitt 2.2
stik ist. Die Kurve 1 ist die
8) Antonio Carrer: Metatrasformatrice per saldatura
Elettrotecniea, Jahrgang 1951, Heft 11, S. 508.
52
a
corrente continua. Zeitschrift:
im
Lichtbogen in Abhängigkeit vom Strom bei einem bestimmten Elektroden¬
abstand zeigt.
Der Schweißstrom ändert sich aber von einem gegebenen
Arbeitspunkt A aus längs der Kurve 2.
—
Fig.
1
=
47.
Spannung (U)
Lichtbogenspannung.
2
in Funktion des Stromes
Statische und
=
dynamische
(J), Annahme.
Charakteristik. A
—
Arbeits¬
punkt.
Mehrstellen-Schweißgeneratoren
plätze,
werden dort verwendet,
wo
viele Schwei߬
10 bis mehreren
Hundert, zu versorgen sind. Es ist dann an jedem
eigener Regulierwiderstand vorzusehen. Der Vorteil dieses Systems
liegt darin, daß alle Regulierwiderstände nur an einem Generator angeschlossen
von
Platz ein
werden können, während als Nachteil die relativ
diesen
Reglern anzuführen sind.
Generatorspannung auf z. B. 40
schlechter werdenden
ders bei kleinen
großen Wärmeverluste in
Um diese Verluste zu verkleinern, kann die
Volt
herabgesetzt werden. Um
Zündeigenschaften auszugleichen, schaltet
Strömen,
eine Drossel in Serie
die dadurch
man, beson¬
ohmschen Widerstand.
zum
Diese verursacht beim Unterbrechen des Kurzschlußstromes eine
Überspan¬
(Selbstinduktion), welche das Zünden ermöglicht. Die benötigte Induk¬
tivität (L) in mH kann als Funktion des Schweißstromes
unter der Voraus¬
daß
die
minimale
setzung,
Leerlaufspannung (U0) nicht kleiner als 35 Volt
ist
nach folgender empirischer Formel berechnet werden:
nung
—
—
L
Formel (54) ist
=
(40 +
10
e-^100)
empirisch aufgestellt,
-
und
U0 [mH]
zwar
(54)
auf Grund
von
Versuchen9)
der Firma Brown Boveri mit handelsüblichen Elektroden.
9)
Formel
54 wurde
empirisch
aus
Erfahrungswerten aufgestellt.
Man fand diese
Werte nach zahlreichen Versuchen, welche bei der Firma Brown, Boveri & Cie. und in
anderen
geführt
Schweißbetrieben mit
BBC-Schweißstromregler
wurden. Die Versuche wurden in einem Zeitraum
im
von
In-
und
30 Jahren
Ausland
durch¬
gemacht.
Leider
keine Einzelheiten mehr über die
Durchfuhrung der Versuche zu ermitteln, da
man sich bei den Schweißbetrieben auf die Feststellung der
Erfahrungswerte beschränkte.
Die bisherigen Erfahrungen wurden von mir in der obigen Formel
zusammengefaßt, da
sie bisher noch nicht publiziert wurden. Diese Faustformel bezieht sich auf die handels¬
üblichen Elektroden, welche bis 1951 in den europaischen Landern verwendet wurden.
waren
53
Der
Wirkungsgrad von Mehrstellen-Schweißanlagen ist relativ klein. Trotz¬
dem haben solche Anlagen dank den guten Schweißeigenschaften in der Praxis
eine gewisse Bedeutung erlangt, da der Wirkungsgrad wirtschaftlich eine unter¬
geordnete Rolle spielt. Maßgebend sind die gesamten Betriebskosten, welche
zur Hauptsache (über 95%) aus Löhnen und Elektrodenkosten bestehen. Letz¬
tere sind auch von der verwendeten Stromart abhängig, wobei sich, wie ein¬
gehende Untersuchungen gezeigt haben, der Gleichstrom dem Wechselstrom
überlegen gezeigt
2.4.
hat.
Mehrstellen-Schweißanlagen
für Wechselstrom
Infolge der kleineren Anschaffungs- und Strom-Kosten wird die Wechselstromschweißung immer mehr eingeführt. Mit Wechselstrom können jedoch
gewisse Schweißarbeiten nicht ausgeführt werden. Weiterhin benötigen Wech¬
selstrom-Schweißanlagen eine relativ große Leerlaufspannung (siehe Formeln
(7) und (8)), die bei der Ausführung gewisser Arbeiten (z.B. Schweißen auf
Werften und in Kesseln) gefährlich werden kann. Theoretisch bietet eine
Mehrstellen-Wechselstrom-Schweißanlage keine Schwierigkeiten. Sie besteht
mit konstanter Leerlaufspannung und
aus einem Dreiphasentransformator
einer der Zahl der Schweißplätze entsprechenden Anzahl Regulierdrosseln.
Damit der Kurzschlußstrom, der unter Umständen sehr oft aufteten kann, den
Transformator nicht
zu
stark
überlastet, sollte
er
den zehnfachen des Dauer¬
stromes nicht überschreiten. An einen solchen Transformator können bis
zu
30
Schweißplätze angeschlossen
Schweißplätze sind wegen
den zu großen Verkabelungskosten nicht mehr rentabel. Der benötigte
Dauerstrom pro Schweißplatz variiert bei normalem Betrieb zwischen 50 und
100 Ampère.
Die Regulierung des Schweißstromes geschieht mit den schon erwähnten
Drosselspulen. Die min. und die max. Impedanz kann mit Hilfe der Formel (26)
werden. Noch mehr
bestimmt werden.
,
x
Y
Xs
Js
der Drossel
=
Impedanz
=
Schweißstrom
'
—
As,max
As,min
i/r7~2
—
j
^
u2
rf~2
—
1/77 2
—
>
—
f
^
U2
Ub
ub
s,min
u2
77~2
_
ub
s,max
=
=
Sekundärspannung des
Lichtbogenspannung
Solche Drosseln können entweder mit stufenloser
Transformators
Regulierung
oder mit
Anzapfungen ausgeführt
Der Leistungsfaktor einer solchen Anlage ist klein (siehe Formel (5)). Zur
Kompensation der Blindleistung werden daher Kondensatoren in die Anlage
eingebaut.
werden.
54
3. Widerstandsschweißmaschinen
Die
Widerstandsschweißung
hat sich im letzten Jahrzehnt unter dem Ein¬
fluß der
kriegsbedingten Verhältnisse außerordentlich entwickelt und als vor¬
zügliches Hilfsmittel der modernsten Form der Industrie, der Massen- und
Serienproduktion erwiesen. Zugleich mit der vermehrten praktischen Anwen¬
dung bemühte man sich auch um eine immer gründlichere Untersuchung der
theoretischen Zusammenhänge, die auf diesem Gebiete sehr vielfältiger Natur
sind. Die dabei auftretenden Probleme sind jedoch nicht nur sehr zahlreich,
sondern beziehen sich auch vielfach auf ausgesprochene Spezialfälle, so daß
ich mich
einer Anregung von Herrn Prof. Dünner folgend
entschlossen
habe, in der vorliegenden Arbeit nur die wichtigsten theoretischen Aussagen
und die diesbezüglichen praktischen Untersuchungen zusammenzufassen. Zur
allgemeinen Verständlichmachung der elektrischen Vorgänge in Widerstands¬
schweißmaschinen habe ich noch kurze Abschnitte eingefügt, die an und für
sich keine neuen Beiträge bedeuten, sondern nur der Abrundung des behan¬
—
—
delten Gebietes dienen sollen. Es sind dies die Abschnitte 3.1 und 4.1
führungen) und einige
Tgnitronröhren.
Teile
Von den oben erwähnten
nämlich der
welche
dreiphasige
4.4
von
über
Methoden
Spezialproblemen sei eines
Netzanschluß
von
der
der
Steuerung
(Ein¬
von
wichtigsten erwähnt,
Widerstandsschweißmaschinen, für
bis heute noch nicht
möglich war, eine in allen Belangen zufrieden¬
Lösung zu finden. Der bisher versuchte Umweg über dynamische
oder statische Energiespeicherung, Frequenzumwandlung, Unipolarmaschinen
usw. ist wohl in jedem Falle theoretisch klargestellt, kann jedoch den prak¬
tischen Erfordernissen immer nur teilweise in genügendem Ausmaß entgegen¬
es
stellende
kommen. Hier muß wahrscheinlich der weitere Fortschritt der daran interes¬
sierten Industrie überlassen werden.
3.1.
Man versteht unter
verfahren, bei welchem
Einführung
Widerstands-Schweißung dasjenige
unter Ausschluß
von
elektrische Schwei߬
Zusatzwerkstoffen die erforderliche
Wärme in den Werkstücken selbst erzeugt wird. Hierzu dient elektrischer
Amperezahl bei relativ niedriger Spannung. An der Übergangs-
Strom hoher
55
stelle zwischen zwei Metallstücken bewirkt der Strom
Widerstandes die
Erwärmung
Zustandes, und in diesem Zeitpunkt wird durch
unlösbare
infolge des Schweißgutzur Erreichung eines teigigen
Zusammenpressung die innige,
der Werkstoffe bis
Verbindung hergestellt.
Punktzahl pro Minute beim Punktschweißen
3.11.
Für Widerstandsschweißmaschinen
5000—100 000
Amp.
benötigt
man
Schweißströme1)
von ca.
Die Schweißzeiten pro Punkt schwanken zwischen 0,01
und 20 Sekunden.
graphische Darstellung des Stromverlaufes ist bei Punkt-Schweiß
maschinen ähnlich wie bei Lichtbogen-Schweißmaschinen, siehe Fig. 9.
Wie bereits früher abgeleitet wurde, beträgt die Einschaltdauer
Die
m
-
Siehe Formel
10°
(4).
Etwas anders
geschrieben,
erhält
ED
%
m
man
St,
_
_
100
—
'St
t
ülJs
—
60
(it]
U/
und daraus errechnet sich die Punktzahl pro Minute
t„
3.12.
Geschweißte
Versuche haben
Nahtlänge
gezeigt,
-
(fk)
(55)
\J„
pro
Minute
daß der Strom
aus
beim
Nahtschweißen
schweißtechnischen Gründen
während dem Schweißen unterbrochen werden muß; dies
seitig.
geschieht primärImpuls ist sehr kurz, sie beträgt ca. 0,01 bis
Schweißpause variiert ebenfalls innerhalb dieser Grenzen
Die Schweißzeit für einen
0,2 Sekunden. Die
(s. Fig. 48).
k fc
'.
>,
t
Fig.
48.
Graphische Darstellung
des Schweißstromverlaufes
(Js)
in Funktion der Zeit
(t)
bei einer Widerstands-Nahtschweißmaschine ; Annahme.
ts
=
Schweißzeit,
t
=
Pausenzeit.
ta
=
Arbeitszeit.
1) Resistance Welding Manual, Published by
Philadelphia, Pa., USA (Seiten 147, 303—317).
56
tr
=
Ruhezeit,
t
=
Sohweißperiode.
Resistance Welder Manufacturers Assoc,
Dieses
Diagramm
kann auf das
Diagramm
des Punktschweißens
(s. Kapitel
3.11) zurückgeführt werden:
/
*',
Zt'
.
',
L
t.
/
Fig. 49.
Vereinfachte
graphische Darstellung
der Zeit; Annahme.
Es können
nun
des
Schweißstromverlaufes in Funktion
Bezeichnungen
siehe
Fig.
48.
folgende Beziehungen aufgestellt werden:
ER
100
ja
=
^_ ^
=
ts + tp
t
1JA*
=
\jj
JL
V
t
:^v=l^\\h±hL.V
(56)
=
Schweißzeit in Halbwellen
=
Pausenzeit in Halbwellen
=
Arbeitszeit in
tr
=
Ruhezeit in
t
=
Schweißperiode
v
=
Effektive Nahtlänge pro Zeiteinheit in m/Min. (Vorschub und Pause)
=
Umfangsgeschwindigkeit
ts
tp
ta
V
sec.
sec.
in
sec.
der Elektrodenrolle in
m/Min. (Vorschubgeschw.)
Prinzip zum Erhitzen von Werkstücken
(z.B. Nietwärmemaschine). Dabei berechnet man den Tem¬
Werkstückes unter Vernachlässigung der Abstrahlungs¬
des
peraturanstieg
Bei relativ kleiner Strom¬
und Wärmeleitungsverluste nach Formel (16).
dichte und großer Oberfläche soll die Krümmung der Erwärmungskurve
Jede Schweißmaschine kann im
verwendet werden
—
berücksichtigt
werden.
3.2. Momentane
Die
Überlastbarkeit
von
Kondensatoren
aufgenommene Scheinleistung bei Widerstandsschweißmaschinen vari¬
Ausführungen zwischen 10 und 1000 kVA. Der Leistungs-
iert bei üblichen
57
faktor ist
beim Aluminiumschweißen
verhältnismäßig klein, speziell
(bis 0,4),
geringen Schweißgutwiderstandes2).
Belastungen (Schweißzeiten von 0,01—-20 sec.) ergeben
im Lichtnetz große Spannungsabfälle. Glühlampen sind aber auf Spannungs¬
abfall sehr empfindlich. Ein einfaches, aber ziemlich teures Mittel zur Kom¬
und
zwar
infolge
des
Die momentanen
pensation der Blindleistung sind Kondensatoren. Diese sind aber bei Wider¬
standsschweißmaschinen, im Gegensatz zu Lichtbogen-Schweißtransformato¬
ren, im
ausgeschaltet (wegen den zu großen Spannungsabfällen im
zeigt verschiedene Möglichkeiten für den Anschluß des Kon¬
Leerlauf
Netz). Fig.
50
densators.
Fig.
50.
Möglichkeiten
für den Anschluß
des Kondensators.
Steuerung (autom. Schal¬
Einstellung entspr. Schweißzeit.
Schweiß
Kondensator. T
Clt C2, Cs
JV
=
Netz. S
=
ter),
=
=
transformator.
L
=
-
Schweißstelle.
Die maximale Einschaltdauer einer Widerstandsschweißmaschine variiert
von
5 bis
50%.
Es stellt sich
momentan überlastet werden
nun
die
ob und wie weit ein Kondensator
Frage,
darf, ohne daß
er
Schaden nimmt.
genügender Genauigkeit annehmen, daß die Verluste im
proportional zum Quadrat des Stromes sind. Wenn man voraus¬
Verluste beim Schweißen gleich groß sind wie bei Dauerbelastung,
Man kann mit
Kondensator
setzt, daß die
so
ergibt sich:
-
ts
=
Schweißzeit pro Punkt
t
=
Schweißperiode
Jcd
Jc,
2)
b)
Der
Fig. 9,
48 und 49
Dauerstrom des Kondensators in
=
Kondensatorstrom während dem Schweißen in
—
ist
abhängig
c) Elektrodenkraft; diese
bestimmte Blechdicke
gutwiderstand beträgt
von
Amp.
folgenden
—
Aluminium
ca.
Faktoren: a) Werkstoff.
—
—
d) Abstand
der Schwei߬
e) Oberflächenzustand der Bleche (blank,
oberflächenbehandelt).
für
Amp.
ist für ein bestimmtes Material und eine
(als Erfahrungswert) vorgeschrieben.
der Nebenschluß Wirkung).
verrostet, verzundert oder
200-10-6 Ohm.
siehe
pro Punkt
=
Schweißgutwiderstand
Blechdicke.
punkte (wegen
58
t
(58)
[Jj
-
loo
—
f ) Elektrodenform.
30-10-6
—
Der Schwei߬
Ohm; für Stahlblech
ca.
60
bis
Jc zu erhalten, muß die Kondensatorspannung während
( Uc s) vergrößert werden. Da die Kondensatorspannung pro¬
Strom ist, so folgt daraus:
Um den Strom
s
dem Schweißen
portional
zum
^c'd
TT
(59)
=
KD
TÖÖ
Ucd
=
des Kondensators.
Dauerspannung (Nennspannung)
Wenn die Gleichungen (58) und (59) multipliziert werden,
zulässige Blindleistung während dem Schweißen (Pe s)
J,
Jc,s' "es
erhält
man
die
u.
cd
cd
^
so
'
c,
s
c,
"c,s'
—
s
10
ED
100
V.d'
J
P„
ED
Î0Ô
c,
d
ED
^e,d
—
*c,d'
I"
[kVar]
(60)
100
Diese Formel stimmt,
gewissen
sator mit
3.3.
Ausführung
des
Grenze. Es soll für Schweißzwecke aber
ca.
300%
Kompensation
zu
der
Man verwendet
dem Schweißen
zu
Blindleistung
möglich sein,
bis
zu
einer
den Konden¬
mit momentan überlasteten Kondensatoren
Parallel-Kondensatoren
Parallelkondensatoren,
reduzieren.
—
Eine
um
große Scheinleistungen
während
Änderung der Schweißmaschine ist nicht
Um die Stromstöße beim Einschalten
dem Kondensator ein ohmscher Widerstand
Fig. 51. Kondensator
in Parallel-Schaltung
Kondensators,
überlasten.
3.31.
nötig.
nach
je
zu
verkleinern, kann in Serie mit
geschaltet
werden (s.
Fig. 51).
mit Vorschaltwiderstand
mit
einer
schweißmaschine
Widerstands¬
.
59
Um die Stromstöße
genügend
'
UR
=
—
nach
Schaltung
(s. Fig. 52).
-P/.
o
(61)
UCtS
am
ohmschen Widerstand
am
Kondensator während dem Schweißen
51 wird die
aufgenommene Wirkleistung vergrößert
Darstellung
Leistungen;
von
Annahme.
V
mit Kondensator
kVA
=
Maximale
ohne Kondensator
kVA
=
Leistung
m„„—
Ps max
PR
(0,25 h-0,35)
Netzspannung
Maximale Schweißleistung
=
z
„
Fig.
52. Vektorielle
Fig.
U
=
Spannungsabfall
Spannungsabfall
Bei
P«
verkleinern3), sollen UR und Uc>s folgende
erfüllen:
Bedingungen
JJR
Ucs
zu
„^= Maximale
q>s
=
<ps
=
Schweißleistung
Leistung
Leistungsfaktor
Leistungsfaktor
Dimensionierung
Dauerleistung
kW
des Widerstandes
des Kondensators während dem Schweißen kVar
ohne Kondensator und ohne Widerstand
mit Kondensator und mit Widerstand
des Parallel-Kondensators:
des Kondensators
ED
P
=
c3d
^—. P
100
c>s>
max
100
Es soll aber
folgende Bedingung
erfüllt sein:
P
Pcä
Faktor 3,24 nach
^
Erfahrung4).
Spannung
Um eine normale
D
P
-j^-
-
C.J,
(ö2)
-r^1,24
des Kondensators
erhalten, kann der Kondensator
an
eine
(Ucd) im Dauerbetrieb zu
beliebige Anzapfung angeschlossen
werden.
3) Siehe: Rudenberg, Elektrische Schaltvorgänge.
4)
von
Die bei der
Erfahrungen
Kompensation
der
Blindleistung
die Kondensatoren der heute üblichen Bauart.
60
verwendeten Faktoren sind auf Grund
der Firmen Brown Boveri und Micafil
aufgestellt worden,
und
zwar
für
=
Fig.
53.
Zulässige prozentuale Vergrößerung
von
Kondensators in Funktion der Einschaltdauer.
(59)
Spannung,
100w
Strom und
beim Schweißen in Volt
Kondensatorspannung
J.
=
Kondensatorstrom beim Schweißen
in
P'
=
Kondensatorleistung beim Schweißen
Kondensatorspannung im Dauerbetrieb
in kVar
Kondensatorstrom im Dauerbetrieb
in
d
c
Jc
Pc
ä
ED
d
=
=
=
=
Kondensatorleistung
Einschaltdauer in %
3.32.
des
(60).
und
=
TJ
Leistung
Gerechnete Werte nach Formeln (58),
im Dauerbetrieb
Amp.
in Volt
Amp.
in kVar
Serie-Kondensatoren
Seriekapazitäten werden für Schweißmaschinen mit großem Erfolg ange¬
zeigt sich, daß bei dieser Schaltung die Stromstöße beim Ein- und
Ausschalten viel kleiner sind als bei der Parallelschaltung. Beim Anschluß
eines Kondensators in Serie muß der Transformator jedoch auf eine höhere
wendet. Es
Spannung gewickelt
werden.
Dimensionierung
von
Seriekondensatoren
Gegeben:
Uz
Ps
=
=
Netzspannung
Schweißleistung
V
ohne Kondensator
kVA
61
cos
cps
=
PK
=
ED
=
cos
=
<pK
Leistungsfaktor ohne Kondensator während
Kurzschlußleistung ohne Kondensator
dem Schweißen
%
Einschaltdauer bei maximalem Schweißstrom
Leistungsfaktor
bei
—
kVA
Kurzschlußleistung
—
aufgenommene Leistung zu verkleinern, darf die Schweißmaschine
beim zugehörigen Leistungsfaktor
keinere größere Scheinleistung als Ps
cos(psc aufnehmen. Es muß die Bedingung
Um die
c
Ps>c^Ps-COScps
erfüllt sein.
Gesucht:
Ulc
Ucd
Pcd
Zur
V
Primärspannung des Transformators
V
Kondensatorspannung für Dauerbetrieb
kVar
Dauerbetrieb
für
Kondensator-Blindleistung
=
=
=
Bestimmung
von
Pcd
wird
Uc
nach
d
ucd- Ucs
Uc
=
folgender
Formel berechnet:
|/100
Kondensatorspannung während dem Schweißvorgang, siehe Formel (59)
Bedingungen erfüllt sein, und zwar:
Außerdem müssen zwei
Uc,d
Siehe Fußnote
bis
zu
4)
Seite 60. D. h. die
80% größer
^f
(63)
Kondensatorspannung
darf beim Schweißen
sein als im Dauerbetrieb.
Uc,d
Faktor 2 nach
*
Erfahrung (siehe
=
%^
Fußnote
4) Seite 60), d. h.
(64)
die Kondensator¬
spannung bei Kurzschluß darf maximal 100% größer sein als im Dauerbetrieb.
Im folgenden wird mit Hilfe eines Vektordiagrammes eine Aufgabe allge¬
mein
gelöst.
Fig. 54 zeigt
ein
Strom-Spannungs-Vektordiagramm ohne Kondensator.
Daraus kann das Verhältnis der Kondensatorimpedanz (Xc) zur Impedanz
der Schweißmaschine bestimmt werden, siehe Fig. 55.
Die Leistungsfaktoren cos <ps und cos <pK sind durch die Schweißmaschinen
zum voraus gegeben; cos
<psc wird entsprechend der gewünschten Blindleistungs¬
kompensation angenommen. Damit ist aber das Verhältnis zwischen der Impe¬
danz des Kondensators und der Impedanz der Schweißmaschine beim Schwei¬
ßen und im Kurzschluß sowie auch cos<pÄ- bestimmt (siehe Fig. 55).
c
62
Drehrichtung
Fig.
Jj
=
s
Strom-Spannungs-Vektordiagramm
54.
Angenommener
Strom während dem Schweißen.
schlußstrom.
Fig.
55.
ohne Kondensator, Annahme.
Impedanzdiagramm
U1
=
Primärspannung
J1
K
=
Angenommener
Kurz¬
des Transformators.
einer Widerstandsschweißmaschine mit Serie-Kondensator,
Annahme.
Netzspannung
Kondensatorimpedanz
cos<ps
Leistungsfaktor
beim Schweißen
cos<pK
Leistungsfaktor
beim Kurzschluß
cos<pSiC
Leistungsfaktor
Leistungsfaktor
beim Schweißen
cos(Pk,c
ZK- Gerade
Zs Gerade
-
Zsc-Gerade
ZK c-Gerade
Fig.
56
=
=
=
beim Kurzschluß
Impedanzgerade
Impedanzgerade
Impedanzgerade
Impedanzgerade
stellt
nun
ohne Kondensator
mit Kondensator
I
bei Kurzschluß
während dem
Sehweißvorgang
während dem Schweiß Vorgang
bei Kurzschluß
das Strom
-
ohne Kondensator
mit Kondensator
Spannungs -Vektordiagramm
mit
Konden¬
sator dar.
Wenn die
kes Netz ist
Netzspannungen UZiS
UzK bekannt sind (für unendlich star¬
auch Ulc und U1K sowie XJCS und UcK
und
Uz>s= C72;X), so sind damit
bestimmt, und der Kondensator läßt sich ohne weiteres berechnen.
63
Orehn'chtung
Jut
Fig.
56.
=
g
=
=
=
Uc
K
U1
K
Uz
K
=
=
=
mit Serie-Kondensator.
Strom-Spannungs-Vektordiagramm
Angenommener Strom
Kondensatorspannung
Primärspannung des Transformators
Netzspannung
Kondensatorspannung
Primärspannung des Transformators
Netzspannung
Bestimmung der Kondensatorspannung
(63) und (64)
Uc,d
=
während dem Schweißen
I
>
während dem Kurzschluß
J
im Dauerbetrieb siehe Formeln
(59),
ED
u.
100
u.
Uc,d
=
Uc,d
=
Bestimmung des
Bei
Serie-Schaltung
Cd
UJ1,8
UCtKj2
Dauerstromes des Kondensators
einer Widerstandsschweißmaschine mit einem Konden¬
sator ist der Strom in der
des Transformators
Primärwicklung
Kondensatorstrom. Daraus kann
gleich
dem
den Kondensatorstrom während dem
man
Schweißen bestimmen:
J„<,
f
P
=
.
-^
i \}"
103
[Amp]
Ui,
Da der Kondensatorstrom
ben
proportional
4a
daraus
Spannung ist,
man
schrei-
Vcd
ergibt
sich die
—
''es
TT
Kondensatorleistung
[Amp]
im Dauerbetrieb
Pc,a=UCrd-Jc>d-\0-* [kVar]
64
kann
folgt
uc,d
Nun
_
der
(65)
(66)
Pc
d
zu
(67)
Grundzüge
4.
der
Steuerung
von
Widerstandsschweißmaschinen,
elektronische Methode
4.1.
Einführung
Im elektronischen
System wird das Schütz ersetzt durch einanodige Queck¬
Zündstift, sogenannte Ignitrons1) (siehe Fig. 57).
silberdampfröhren
Eine Ignitron-Röhre besteht aus einem Vakuumbehälter, der eine GraphitAnode sowie ein Quecksilberbad als Kathode enthält; dazu kommt noch eine
mit
Zündelektrode
Spitze
in das
aus
halbleitendem Material, die
Quecksilberbad eintaucht. Am
angeordnet ist, daß ihre
Anfang jeder gewünschten Halbso
welle des Schweißstromes wird ein Zündstrom durch den Zündstift in das
Quecksilberbad geleitet. Der Zündstift dient daher zwei verschiedenen Zwekken, nämlich, um die Kathode aktiv zu machen und zur Bestimmung des
Strom-Einschaltmomentes.
Fig.
57
zeigt
das
Prinzipschema
einer Schweißmaschine mit
Der Schalter S kann dabei sehr verschieden
Ignitronröhren.
ausgeführt werden, z. B. Schütz,
Synchronschalter usw.
Im Schema Fig. 57 soll eine Widerstandsschweißmaschine 7 mittels eines
Generators 8 gespeist werden. Ist der Schalter S geöffnet, so liegt die volle
Spannung an den Ignitronröhren 1 und 2, aber die Zündung ist noch unter¬
brochen. Durch Schließen des Schalters S wird die Zündung folgendermaßen
eingeleitet :
Es werde
vorausgesetzt, daß
der Strom
dann baut sich ein Stromkreis auf
vom
von
Generator 8 nach oben
Generator 8
zum
Schalter S, Widerstand 4, Zünder des
Ignitrons 2, Kathode
Transformator 7 und schließlich zurück
zum
ein heißer Fleck auf dem
des
Ignitrons 2,
Generator 8. Am Zünder entsteht
Quecksilber, der sogenannte Kathodenfleck.
den dabei entstehenden
fließe;
Gleichrichter 5,
Durch
wird der evakuierte Raum ionisiert. Die
Hg-D&impf
angelegte Anodenspannung löst einen Lichtbogen aus. Damit wird der Haupt¬
stromkreis an der Ignitronröhre 2 geschlossen, und die Anodenspannung sinkt
auf 10 bis 20 V.
Der
vom
!)
Hauptstrom
Generator 8
für den Transformator ist somit
zur
Zeitschrift: SEV,
Anode und Kathode des
Jahrgang 1943,
eingeschaltet. Er verläuft
Ignitrons 2, Primärwicklung
Nr. 23.
65
2
I
Fig.
1, 2
=
57.
Prinzipschema
Ignitronröhren. 3,
Gleichrichter.
Anode. Q
=
7
=
4
=
einer Schweißmaschine mit
Widerstände
zur
Begrenzung
Widerstandsschweißmaschine.
Quecksilberbad,
Kathode. Z
strom.
des Transformators 7 und
zum
->•
=
=
8
=
Ignitronröhren.
des
Zündstromes.
Generator.
Zündelektrode.
—>
=
S
=
5, 6
=
A
=
Schalter.
Zündstrom, Steuer¬
Hauptstrom.
Generator 8 zurück. Der Zündstrom hat
nun
Ignitron, aber die Röhre wird beim Nulldurch¬
Stromkurve
der
gelöscht.
gang
In analoger Weise wird das Ignitron 1 gezündet und gelöscht, nur wechselt
dabei das Vorzeichen der Stromrichtung.
keinen Einfluß mehr auf das
4.2.
Grenz
-
Leistungsfaktor
einer Widerstandsschweißmaschine bei
mit
Der
Leistungsfaktor
Steuerung
Ignitronröhren
einer Schweißmaschine kann
—
wie schon erwähnt
—
0,9 variieren. Wird der Schweißstrom durch Ignitronröhren
gibt es einen bestimmten Grenz-Leistungsfaktor, unterhalb wel¬
chem der volle (maximale) Schweißstrom erreicht werden kann, und oberhalb
welchem die höchste Maschinenleistung nicht mehr ausnutzbar ist. Diese
zwischen 0,4 und
gesteuert,
so
Erscheinung ist auf folgende Tatsache zurückzuführen:
Die Ignitronröhren haben die Eigenart, erst bei einer bestimmten minimalen
Anodenspannung UJOimin (200 bis 250 Volt, je nach Ausführung) zu zünden.
Wenn der Strom in diesem Zeitmoment tx durch Null geht (s. Fig. 58), so kann
die beginnende Strom-Halbwelle voll ausgesteuert werden. Die Strecke t0
tx
stellt den Grenz-Verschiebungswinkel <pMm dar. Ist der Leistungsfaktor der
Schweißmaschine größer, d. h. wenn cp < <plim ist, so muß jede Halbwelle von
vorneherein angeschnitten werden. Ist der Leistungsfaktor hingegen kleiner,
—
66
ist eine
größere Zündspannung an den Ignitronröhren erforderlich. Aus
gelte die folgende Definition:
Definition: Der Grenz-Leistungsfaktor cos<jsKm einer Widerstandsschwei߬
maschine ist derjenige Leistungsfaktor, bei welchem sich mit der zum Zünden
minimal erforderlichen Anodenspannung an den Ignitronröhren die vollstän¬
dige Aussteuerung der Halb welle ergibt.
so
diesem Grunde
Fig.
<f
=
58.
Strom und
Verschiebungswinkel. <pKm
üJg,min
=
man
=
Uz
Minimal
Effektivwert
rechnet, ergibt sich:
üjg.mtn
=
üt-]f2- ]/1
U2jg,min
=
2UzZ-2UzZ-cos*<plim
-
COB2<pHm
|/1-r(%f5)*
erforderlicher Primärstrom
beim
(68)
Schweißstrom
Angabe der Fabrikanten, mindestens 30
bis 40 A Zünderstrom. In der üblichen Verwendung der Ignitrons für Wider¬
standsschweißmaschinen ist der Zünderkreis in Serie zur Primärwicklung des
zu
Ignitronröhre benötigt,
Zündspannung.
UJg>min.
berechnen:
aber in der Elektrotechnik stets mit cos95
=
=
z
^^<Plim
Netzspannung,
co8^»
Die
=
Uj
Zündspannung. UJg^>
folgender Überlegung
üJg,min
Us
in Funktion der Zeit.
Grenz-Verschiebungswinkel.
=
Minimal erforderliche
Der cos<pKm läßt sich nach
Da
Spannung
nach
steuernden Transformators. Daher kann
mit
Transformatoren,
deren
es
vorkommen, daß bei Maschinen
Anschlußleistung
relativ klein ist und welche
67
soo
*aa
too
*tû
mo
too
390
360
3*0
320
300
280
260
2M
220
Ignitron
200
I
tea
too
"~
OJ
Q2
0,3
0,t
is o]t
Q?
0,8
0,9
f
6nnz-Leistungsfaktor'
Fig. 59. Grenz-Leistungsfaktor einer Widerstandsschweißmaschine in Funktion der
Netzspannung bei Steuerung mit Ignitronröhren. Gerechnete Werte nach Formel (68).
a
Ignitron mit minimal erforderlicher momentaner Anodenspannung. 200 V, b
Ignitron mit minimal erforderlicher momentaner Anodenspannung 250 V.
=
zudem
=
an
einer hohen
Netzspannung liegen,
der erreichte Primärstrom nicht
mehr die
verlangte minimale Größe hat. Schaltet man in diesen Fällen eine
zweckentsprechende Drossel oder einen Widerstand parallel zur Oberspan¬
nungswicklung des Schweißtransformators, so wird der aufgenommene Strom
auf den
gewünschten
Sollwert erhöht.
Der minimale Anodenstrom ist eng verkettet mit dem Zünderstrom. Er
hängt ab von der Temperatur des Quecksilbers, welche wiederum von der
Heizleistung des Zünders beeinflußt wird. An sich könnte bei einer reduzierten
Wasserkühlung der Anodenstrom auf 10 A gesenkt werden. Der Halbleiter
des Zünders benötigt jedoch, wie auf den Datenblättern der Röhren angegeben
wird, minimal 30 A. Die Grenzbelastung des Zünders anderseits darf 100 A
68
übersteigen, sonst wird er zerstört. Würde man die Zünderkreise unab¬
hängig vom Lastkreis schalten, so könnte man den Anodenstrom so klein
wählen wie es die Temperatur des Quecksilbers zuläßt, das heißt, daß gerade
noch genügend Ionen aus dem Quecksilberbad emitiert werden, um den Licht¬
bogen auszulösen. In der Praxis ist es jedoch einfacher, keine separate Zünder¬
nicht
kreise
zu
verwenden und dafür die 40 A minimalen Zünder bzw. Anodenstrom
einzuhalten.
4.3.
Steuerung
mit
Zündverspätung
Regulierbereich des Schwei߬
wird mit Hilfe der variablen Windungszahl
an der Oberspannungsseite Anzapfungen
Bei einer Widerstandsschweißmaschine soll der
stromes mindestens
50%
sein. Dies
erreicht. Zu diesem Zwecke sind
angebracht.
Ihre Anzahl variiert zwischen 4 bis 10 bei Punktschweißmaschinen
und 10 bis 20 bei Nahtschweißmaschinen. Bei Nahtschweißmaschinen
man
Fig.
mehr
60.
Anzapfungen,
Regulierung
Stromes mit Hilfe
weil die
des Schweiß
von
Einstellung
benötigt
des Schweißstromes viel genauer
-
Anzapfun¬
gen auf der Schweißtransformator¬
wicklung und
auf der Autotransfor¬
matorwicklung.
0^) u-fëusirilçDt'r)
Fig.
61.
Ersatzschema für eine Schwei߬
-L_n_n_n_n-
maschine.
R
Speziell beim Nahtschweißen von Alu¬
1% genau eingestellt werden können.
Oft wird auch ein Autotransformator zur Ausregulierung zwischen den Grob¬
stufen des Schweißtransformators vorgesehen.
sein muß als beim Punktschweißen.
minium muß der Schweißstrom auf
ca.
69
Diese Schaltung mit zwei Wicklungen erlaubt jedoch keine geometrische
Abstufung des Schweißstromes, was sehr vorteilhaft wäre. Es ist auch eine
Lösung, die relativ teuer ist. Ein anderer Lösungsweg ist die Regulierung des
Schweißstromes mit ZündVerspätung (Phasenschieber). Dabei wird der abnor¬
male Stromverlauf im Moment nach dem Einschalten ausgenützt (siehe Fig. 63).
Eine Schweißmaschine kann bekanntlich elektrisch ersetzt werden durch
einen Widerstand
(R)
und eine Induktivität
(L) (siehe Fig. 61).
(is) in Funktion der Zeit (t)
gende Differentialgleichung gegeben (siehe Fig. 61 und 63):
Der Verlauf des Schweißstromes
L^
Die
allgemeine Lösung
=
Daraus müssen
!
nun
R
sin
(œt + (pt)-eL
=
+
L
P
t
dt
R
=
sin
(œ
L
t+
Werden
1-
nun
(w t + <pt) eL
.
dt
R
?.t
t
.
—
=
l +
dt
(70)
Integral
berechnet werden:
R
coa(ü}t + <pl)eL'
/
—
(œt+cpl)-^eL
-t
L f
+a-fr
L\R
{ooLjRf
in
sin
(tu
f+
95,)
=
—
L
—
dt
sin(co t+<pt)eL
Integralzeichen gleich sind, ergibt
-t
sin
(o) t + w.)
<
sich
1
o)-^-cos(œt + (pt)\
S.t
eL
—
a>
-jr-
cos
(œt + (.
(71)
R
ein bestimmtes t und das
entsprechende is eingesetzt,
so
läßt
sich die Konstante C berechnen.
In diesem Falle ist bekannt : t
=
Die Konstante G in
L=l/2U
70
R
R2
-J2U
dt
Gleichung (70) eingesetzt ergibt
R
R* +
lautet:
i>
œ-=
L
i2U
+
sin
çpt)^-eL
cos
-œr^
ausgerechnete Integral
pl
?—
(69)
Gleichung
noch die Konstante G und das
sin(œt+<pt)^eL
=
!•I
c-\
.
sin(a>£ + <P()ei
Dieses
te-Uam(u>t + <pt)
=
einer solchen linearen
Da die Ausdrücke unter dem
J
R-is
ist durch fol¬
=
0 und i.
=
0
R
Rz + oj*L2
sin^-w^-cosf,
Gleichung (71) eingesetzt ergibt:
sin(aj<+93()-oj —cos(cu/+c3()-sin93(e
R
L
+
tu-=;-cos <p(
e
L
Folgende Beziehungen folgen
unmittelbar
dem
aus
Vektordiagramm
cdL
Fig.
Vektorielle
62.
elektrische Größen einer Schweißmaschine. Siehe
Darstellung,
Prinzipschema Fig. 61,
Annahme.
R
E
=
B2 + w2L2
]/E2 + w2L2
w
L
\>jR2 + co2L2
À
=
R
]/2C7
•
cos
=
Z
<p
sin
/
.
(w
t
+
(pt)
m
<p
"
'
(72) eingesetzt ergibt:
sinœ
cos
—
cp
%
tgç.=
Diese vereinfachten Ausdrücke in Formel
i.
sin
cos
~=--C0Sc
cos
COSc
(cd t + <pt)
—
sin<p
—
kürzt,
Man
formt
cos
trigonometrisch
w
sin
m,
•
L
e
"
+
cos
œ
^±lïl
cos
cos <p,
•
e
L
93
mit Hilfe der Summenformel
um
und
erhält:
t2U
z
Aus
Fig.
63
4-t
sin
(u>
folgt:
t + <pt
cpt
—
—
95
<j>)
=
—
e
L
sin
(<pt
—
93)
9,..
Die Schlußformel für den Momentan wert des Stromes lautet also:
l/2
z
U
=
J7e//
t
cos
=
=
<pv
=
99
=
Z
=
U
--?•*
sin
(w t + 9>(.)
Effektivwert der
—
e
L
(73)
sin <pe
Spannung
Zeit in Sekunden
Verschiebungswinkel (siehe Fig. 63)
Leistungsfaktor der Schweißmaschine
Impedanz
bei
max.
Schweißstrom
71
röhrengesteuerten Widerstandsschweißmaschinen wird jedoch
Strom in der ersten Halbperiode (siehe Fig. 64) ausgenützt. Nachher
die Ignitronröhre wieder ab.
Bei
Fig.
63.
tx
—
der
Graphische Darstellung der Formel (73).
Strom in Funktion der Zeit.
Spannung und
nur
schaltet
Einschaltmoment.
LS
M
-~t
\J
Fig.
64.
Strom in Funktion der Zeit in einer
Ignitronröhre (siehe
Formel
(73)).
Ignitronröhren verwendet werden, wie dies bei den Schweißpraktisch der Fall ist, erhält man folgenden Strom-Spannungs¬
Wenn zwei
maschinen
verlauf.
....
Fig.
65.
Strom und
Spannung
in Funktion der Zeit bei
(siehe
Durch die
entsprechende Wahl
Formel
des
.-W'W
.
Steuerung
mit
Zündverspätung
(73)).
Verschiebungswinkels <pv
kann der Effek¬
tivwert des Schweißstromes
reguliert werden.
(73) der Spannungsabfall im
vorgang berücksichtigt wird, und wenn man
Reaktanz einsetzt, erhält man folgende Formel:
Wenn in Formel
ft
72
z„
u.
sin
(w
t + <pv )
Netz während dem Schwei߬
statt
~tw
—
e
der
Induktivität
die
R,
x<
sin yv
(74)
Uz
Netzspannung
während dem Schweiß Vorgang
Netzspannung
UZiS
Sekundäre
U20=
Leerlaufspannung
co
Kreisfrequenz
Verschiebungswinkel (siehe Fig. 63—65)
93,,
Widerstand der Schweißmaschine, bestehend aus:
Es
Transformatorwiderstand
(Mt)
=
=
=
=
=
Schleifenwiderstand
Xs
=
(Ef)
Schweißgutwiderstand
(i?m)
der
bestehend
Schweißmaschine,
Impedanz
Transformatorimpedanz
(Xt)
Schleifenimpedanz
(Xf)
evtl. Kondensatorimpedanz {Xc')
Der Effektivwert des Schweißstromes über eine Wärmezeit
aus:
gerechnet (siehe
Fig. 65) beträgt:
J*=
t2-h)
JK
I
\h—r
^2,0 ^z,s
zs uz
M2 dt
(75)
.
sin(w£ + ç>„)
-tu—
e
B,
2
dt
x'WKpv
(76)
Fig. 66 zeigt die Effektivwerte des Schweißstromes, über eine Wärmezeit
gerechnet, in Funktion des Zündverspätungswinkels <pv bei verschiedenen
Maximalstrom-Leistungsfaktoren (gerechnet nach der graphischen Methode).
Es wurde bereits nachgewiesen, daß der Grenz-Leistungsfaktor (oder der
Grenz-Winkel) durch die Zündeigenschaften der Ignitronröhren (siehe Formel
(68) und Fig. 63) gegeben ist. Bei der Steuerung mit Zündverspätung gilt:
cos
Fig.
67
(9 +
«P,W=]/l-^(^%^)2
(77)
zeigt das Arbeitsgebiet für verschiedene Netzspannungen in Funk¬
Verschiebungswinkels, begrenzt durch die Anodenspannung
tion des totalen
und den
Leistungsfaktor
Man sieht
gung
von
bei maximalem Schweißstrom.
daraus, daß bei einer Spannung
10% Spannungsschwankungen
mit einer minimal erforderlichen momentanen
der totale
Verschiebungswinkel
95 + <pv
von
220 Volt mit Berücksichti¬
im Netz und für eine
Anodenspannung
zwischen
ca.
Ignitronröhre
von
60 und 120° variiert. Das
heißt: Um den maximalen Schweißstrom, für welchen die Maschine
zu
250 Volt
erhalten, darf der Leistungsfaktor nicht höher
als
0,5
sein.
gebaut ist,
Die obere
73
Fig.
66.
Steuerung
mit
Zündverspätung.
Schweißstromes,
des
wert
über
Effektiv
-
eine Wärniezeit
gerechnet, in Funktion des Verschiebungswinkels
Graphische Auswertung der Formel Nr. (76).
q>r.
„,„,-,„„,
„„
Ofi ns Q6 0,7
0,3
Leistungsfaktor bei
mM
setitK/sst/om
*(')
n
10
Kurvenschar
80
TO
60
90
Iterschiebimgsmnla/
100
zeigt außerdem, daß der Schweißstrom
nur
bis
30% (statt
normal
werden kann.
20%) reguliert
Diese
SO
W
30
Überlegungen
anhand
Netzspannung von 220 V
Zündverspätung nicht vorteil¬
Einschränkungen ergeben.
Fig.
67
zeigen,
daß die
für den Anschluß einer Schweißmaschine mit
haft ist, weil sich verschiedene
Nachstehendes
Aufgabe:
Beispiel soll den Sachverhalt
Bis auf wieviel
standsschweißmaschine
und der totale cos<p
Lösung:
In
Fig.
=
67
entsprechen den
punkt
cos
geht
so
man von
zwei
<p
von
Schnittpunkte
0,4—0,8. Läßt
140° mit der Kurve für
strom kann also
dem linken Ordinatenwert 220
der Kurve
a.
Abszissenwerten 40° und 140°. Oben in der
welcher dem Wert
74
% kann der Schweißstrom einer gegebenen Wider¬
reguliert werden, wenn die Netzspannung 220 Volt
0,4 ist"?
nach rechts und findet
scharen für
noch näher erläutern:
cos
ç>
=
man
waagrecht
Diese zwei Punkte
Figur
sind Kurven¬
die Senkrechte über dem Abszissen¬
0,4 schneiden,
so
erhält
man
15% auf der rechten Ordinatenseite entspricht.
auf 15% reduziert werden.
einen Punkt,
Der Schwei߬
«,
iv
<«
o-
o-
o-
t,
«-
>».
*
__
\Le»tunftfe*tor eher
\Wderstanc<ssch*tissmaschine
•loo
Schnveissf-rom
Son
»0
«to.
to
W
»*S
BO
SO
too
MO
no
10
}to
Ho\
»
%
320
3>o
iti
3So
*>
Ini¬
tio
1*0-
timer=
Içnitnn
mit min-
erforderlicher momentaner Anodtnspannum Zoo/
es»»»
lia
»
i
\ft
•
»o
67.
Fig.
Steuerung
mit
2SD V
«
totokr
ho
forschitbunffSWfaMelCy
*/
tu
w
in
<to
m
Zündverspätung. Arbeitsgebiet für verschiedene Netzspannungen
Verschiebungswinkels, begrenzt durch die Anodenspannung und
in Funktion des totalen
Leistungsfaktor
den
bei
max.
Schweißstrom. Gerechnete Werte nach den Formeln Nr.
(76)
und
(77).
Phasenschieber
Regulierung des Einschaltmomentes, d. h. des
Verschiebungswinkels <pv bei Zündverspätung benötigt
man sogenannte Phasenschieber (Schaltung s. Fig. 68).
Zur
Fig.
U1
=
UR
68.
Speisespannung. Uc
=
Spannungsabfall
=
am
Phasenschieber.
Spannungsabfall
am
Widerstand.
=
Un
Kondensator.
Nutzspannung.
75
Spannungsvektordiagramm (siehe Fig. 69) zeigt
Gesamtverschiebungswinkels 93, zwischen
Speisespannung Ux und der Nutzspannung Un.
Das
Größe des
Fig.
69.
Spannungsvektordiagramm
die
der
bei Phasenschieber, Annahme.
Totaler Verschiebungswinkel,
<pt
weitere Bezeichnungen siehe Fig. 68.
=
Variierung des ohmschen Widerstandes (siehe Fig. 68) kann der
Gesamtverschiebungswinkel <pt reguliert werden. yt soll zwischen folgenden
Grenzen liegen:
Durch
<P^<Pt
Dabei ist
und
vorausgesetzt,
Kapazitäten
Fig.
70.
=
? + <Pv,max
daß die ohmschen
Widerstände, Induktivitäten
im Steuerkreis Null sind. <p%max kann
Prinzipschema
aus
einer Widerstandsschweißmaschine bei
Fig.
66
Steuerung
Zündverspätung.
1
=
Schweißtransformator
2, 3
=
Ignitron
abgelesen
4, 5
=
Thyratronröhre
6
=
Steuertransformator
mit
werden.
Widerstand rmln des Phasenschiebers kann
Der minimale
Funktion des
Leistungsfaktors
bei maximalem Schweißstrom
nun
in
(cos 9) darge¬
stellt werden:
max.
winkels
Widerstand
COS2
yi
cos'
(rmax) in
-
]/l
c
—
w
Der
_tg(%»in/2)
1-COS.p
_
(78)
">C
w
99
Funktion des maximalen
Totalverschiebungs-
(<pt,max) beträgt:
_
tg (<Pt,maxl2)
(79)
COC
Die
Schaltung
nach
bene. Bei ihr sind
Mit der
Steuerung
Zündungen
zu
Fig. 70 arbeitet ähnlich wie die in Fig. 57 beschrie¬
jedoch die Gleichrichter durch zwei Thyratrons2) ersetzt.
der
der Gitter der
Ignitrons
Thyratrons hat man es in der Hand, die
positiven Strom-Halbwelle weitgehend
innerhalb der
verschieben.
4.4. Methoden der
Steuerung
von
Ignitronröhren
Es seien hier
nur diejenigen Steuerungen besprochen, die den Steuerkreis
Fig. 70 benützen. Der Steuerkreis von Fig. 57 eignet sich nicht zur Strom¬
regulierung durch Zündverspätung der Ignitrons. Seine Verwendung beschränkt
sich daher im allgemeinen auf die Schaltung von Punktschweißmaschinen, und
die verwendeten Steuerkreise sind meistens von der gleichen Art wie bei der
Schaltung mit Schützen. Der Stromkreis nach Fig. 70 dagegen hat sich allge¬
mein durchgesetzt bei Steuerungen, die mit Stromregulierung durch Zünd¬
verspätung arbeiten, da er eine praktisch leistungs- und trägheitslose Schaltung
von
erlaubt.
Die bei der
nun
Verwendung
dieses Zündkreises auftretenden Probleme sollen
etwas näher betrachtet werden.
a) Wie muß die Spannung
an
den Gittern der
eine
Zündverspätung erreicht, und
gung dieser Spannungsformen?
b) Welche
Mittel stehen
spannungen
zur
zur
Thyratrons aussehen, damit man
eignen sich zur Erzeu¬
welche Methoden
raschen und
präzisen Schaltung
Verfügung? (Dieses
der
obigen Steuer¬
wichtig bei
Problem ist besonders
Nahtschweißmaschinen und Punktschweißmaschinen für Leichtmetalle, die
mit kürzesten Schweißzeiten
2)
Siehe: Methoden der
arbeiten.)
Steuerung
von
Ignitronröhren.
77
a)
Die
Zündspannung
an
den
Thyratrons
und ihre
Erzeugung
Einleitung seien einige allgemeine Grundlagen über die Thyratron¬
gasgefüllte Röhren angegeben. Wie alle elektronischen Röhren
enthalten sie mindestens folgende Elemente:
1. eine Elektronenquelle, Kathode genannt;
2. ein Steuersystem, Gitter genannt;
3. ein Empfangssystem, Anode genannt.
Die Röhren sind mit Gas von niedrigem Druck gefüllt.
Betriebsweise: Sobald ein Elektron genügend Geschwindigkeit erreicht hat,
Zur
röhren oder
um
ein Gasmolekül
Gitter auf ein
genügend
gebracht wurde,
es
ionisieren, werden die anderen Moleküle nach dem
der Kettenreaktion
Prinzip
nen;
zu
so
(Elektronenlawine)
hohes
negatives
sofort auch ionisiert. Falls das
bezug auf die Kathode
beschleunigen kön¬
Potential in
verhindert es, daß die Elektronen sich
entsteht also keine Ionisation. Durch Einwirken auf das Potential des
Gitters wird somit der Zündmoment der Röhre gesteuert. Um
zu
entionisieren,
muß die
Anodenspannung unterbrochen werden.
Die Steuerung an den Thyratrons hat die Aufgabe, den Strom bis zum
gewünschten Zündwinkel zu sperren und ihn dann mit möglichst kleinem
Fehlwinkel freizugeben. Bis zum Zündmoment muß sie negativ sein und dann
möglichst rasch zu Null oder positiv werden.
Praktisch werden folgende drei Spannungsformen verwendet:
Die
Sinusspannung:
Fig.
71. Die
tz
=
Sinusspannung.
Zündmoment.
Da diese
Spannung stets in der Maschine zur Verfügung bereit steht, gestat¬
Erreichung des gewünschten Zieles mit den einfachsten Mitteln. Sie
kann über einen Transformator den Thyratrongittern zugeführt werden. Die
zur
Stromregulierung nötige Phasenverschiebung läßt sich auf billige und
tet sie die
betriebssichere Weise durch einen Phasenschieber nach
Nachteil ist der relativ flache
Nulldurchgang,
unterschiedlichen Zündkennlinien
zu
Fig. 68 erreichen. Ihr
Thyratrons mit stark
Thyratrons verschiedenen
der bei
für die beiden
Zündwinkeln führt. Der Transformator der Schweißmaschine wird dann
einer
Gleichstromkomponente durchflössen,
und den mit verbundenen unerwünschten
78
was
Anlaß
zur
von
Vormagnetisierung
Sättigungserscheinungen gibt.
Dieser
Steuerspannung etwas reduzieren;
Thyratrons gegebene Grenze.
Nachteil läßt sich durch hohe
jedoch
bald
an
die durch die
Die
man
gelangt
Rechteckspannung
">
Fig.
72.
Rechteckspannung
t
=
in Funktion der Zeit, Annahme.
Zündmoment.
Rechteckspannung vermeidet den bei der Sinusspannung erwähnten
ungleichmäßigen Zündung, indem sie bei kleiner Amplitude einen
äußerst raschen Nulldurchgang aufweist. Sie steht nicht direkt zur Verfügung,
sondern muß durch zusätzliche Hilfsmittel erzeugt werden. Der einfachste und
sicherste Weg hierzu ist die Herstellung aus einer Sinusspannung großer
Amplitude, der man auf elektrischem Wege die Kuppen abschneidet.
Die
Nachteil der
Fig.
73.
Herstellung
man
einer
Rechteckspannung (s. Fig. 72) aus einer Sinusspannung,
Wege die Kuppen abschneidet, Annahme.
der
auf elektrischem
t„
Hierzu wird meist eine der
ß-±) Begrenzung
=
Zündmoment.
folgenden
zwei Methoden
(j81
oder
ß2) verwendet:
durch vorgespannte Dioden:
-njumrir
(y)
Fig.
74.
Herstellung
Ujinus
der
0
Rechteckspannung
aus
vorgespannte
©
einer
^Rechttek
Sinusspannung; Begrenzung
durch
Dioden.
79
den Dioden,
schwächt
der
Spannung
Ist die
arbeitet
so
am
Ausgang
Dioden überschreiten
an
Ba
entstehende
Stromquelle Usinus kleiner als die Vorspannung an
sie im Leerlauf, und ihre Spannung erscheint unge¬
der
will,
Schaltung. Sobald
so
sie
jedoch
die
Vorspannung
der
nehmen die letzteren Strom auf. Der dadurch
Spannungsabfall
verhindert ein weiteres
Ansteigen
der Aus¬
gangsspannung.
ß%) Begrenzung
mit Triode
Ufochteck
Fig.
75.
Herstellung
der
Rechteckspannung
aus
einer
Sinusspannung
durch
Begrenzung
mit Triode.
J„
=
Anodenstrom. R„
=
Gitterwiderstand. B„
=
Anodenwiderstand.
JJftechleck
"Sinus
Fig.
76. Strom und
Spannung
in Funktion der Zeit bei
Schaltung nach Fig. 75, Annahme.
obige Schaltung arbeitet folgendermaßen: Ist die Gitterspannung bezo¬
positiv, so nimmt die Röhre Gitterstrom auf. Der an Ra
entstehende Spannungsabfall verhindert, daß die am Gitter selbst liegende
Spannung größer als Null wird, womit der Anodenstrom nach oben begrenzt
ist. Ist umgekehrt die Gitterspannung negativer als jener Wert, der dem
Anodenstrom Null entspricht, so übt sie keinen Einfluß mehr aus. Gegenüber
Die
gen auf die Kathode
benötigt man weniger Eingangsspannung,
Leistung abgeben muß.
dem Beschneiden mit Dioden
dazu noch
praktisch
ß3) Erzeugung
der
keine
Rechteckspannung
in
Kipposzillatoren
sogenannten Kipposzillatoren3), oft
genannt, steht ein weiteres Mittel zur Erzeugung
In den
3)
Rothe und Kleen: Elektronenröhren als
S. 83—87.
80
die
auch Relaxationsoszillatoren
von
Rechteckspannungen
Schwingungserzeuger
und
zur
Gleichrichter,
Verfügung.
tung,
der
Besonders
man
eignet
sich hierzu die
deshalb in den meisten
Man verwendet dazu die
gegenüber
empfindlichen Thyratrons.
prinzipiell dieselbe; sie sei
(s. Fig. 77).
anhand des
weniger störungs¬
jedoch bei beiden Röhrenarten
nachfolgenden Schemas kurz erläutert
P^a
Ck
77.
Man nehme an, die Röhre
tial
Hochvakuumröhren
Die Funktion ist
?a
Fig.
sogenannte Multivibratorschalausgeführten Steuerungen begegnet.
Schema eines
V1
Ufechteck
Kippgenerators.
führe Strom. Ihre Anode hat dann ein Poten¬
Brennspannung. Die Röhre V2 sei gelöscht,
Cx
Ladung auf, daß das Gitter von V2
negativ ist. Die Anode der Röhre V2 hat das Potential +100 Volt, und der
Kondensator Ck wird so aufgeladen, daß seine an Vx liegende Platte negativ
ist. Im gleichen Sinne wird auch der Kondensator C2 aufgeladen. Der als
geladen angenommene Kondensator G1 entlädt sich über den Widerstand B2.
Dadurch nähert sich die ursprüngliche, stark negativ angenommene Spannung
des Gitters von V2 dem Kathodenpotential, und schließlich zündet die Röhre
V2. Im gleichen Moment sinkt ihr Anodenpotential auf die Brennspannung.
Da sich in dieser sehr kurzen Zeit die Ladungen der Kondensatoren Gk und C2
nicht ändern, werden Anode und Gitter von Yx plötzlich stark negativ, und
V1 löscht. Ihre Anodenspannung steigt sehr rasch wieder auf den Wert
+100 Volt, und der Kondensator Ck wird im umgekehrten Sinne aufgeladen.
Dagegen entlädt sich der Kondensator C2 nur relativ langsam über den Wider¬
stand R1 und hält Röhre V1 weiterhin gesperrt, so daß auch dem Kondensator
Cx Zeit für eine erneute Aufladung zur Verfügung steht. Hat sich C2 genügend
entladen, so zündet die Röhre Vx von neuem, und das ganze Spiel wiederholt
sich. Durch passende Wahl der Schaltelemente läßt sich erreichen, daß man
an den Anoden der Röhren eine gleichmäßige Rechteckspannung erhält.
von
15
Volt, entsprechend
und der Kondensator
ihrer
weise eine solche
81
Durch die
Bemessung
der Zeitkonstanten
Dauer der Rechtecke in beinahe
beliebigen
R1C2
und
B2C1
läßt sich die
Grenzen wählen. Soll diese Recht¬
eckspannung zur Steuerung des Schweißstromes brauchbar sein, so
die gleiche Frequenz wie die Netzspannung aufweisen. Dies läßt sich
chen,
daß
so
errei¬
dem Gitter der einen Röhre einen kleinen Bruchteil der Netz¬
man
spannung zuführt. Liegt die natürliche
der Nähe der Netzfrequenz, so wird er
ist im Schema als
der
Kippgenerators bereits in
Steuerspannung „mitgenom¬
Diese Synchronisierungsspannung
Frequenz
synchron mit dem Netz.
Spannungsquelle Us in Serie
Rechteckspannung
Nur kurz sei noch erwähnt, daß
des
dieser
von
men" und arbeitet
ßi) Erzeugung
muß sie
mit
R± angedeutet.
mit mechanischen Mitteln
die
man
Rechteckspannung auch mit Hilfe
Synchronmotor
wohl keiner Erläuterung.
eines Kommutators erzeugen kann, der durch einen kleinen
wird. Diese Methode bedarf
angetrieben
y) Zündung
Eine
mit
Impulsen
Überlegung zeigt,
daß
Zünden der
Thyratronröhren genügt,
gewünschten Zündmoment einen Augenblick positiv
gemacht wird. Es ist ja gerade eine kennzeichnende Eigenschaft der Thyratronröhren, daß vom Moment an, wo Strom fließt, das Gitter jegliche Kontrolle
verliert. Die Zündung mit kurzen positiven Impulsen bietet schaltungstech¬
nisch gewisse Vorteile. Wie die
Rechteckspannung hat sie den Vorteil des
steilen Spannungsanstieges und damit der
genauen Zündung, unabhängig von
wenn
das
es
zum
Gitter im
Röhrencharakteristiken. Es seien im
Schaltungen
zur
Impulserzeugung
y 1. Die elektronische
Differentiierung.
der oben erwähnten Methoden eine
Deren zeitliche
Fig.
Ableitung
78.
82
hat
79.
noch
kurz
die
wichtigsten
Man nehme an, daß mit Hilfe einer
Rechteckspannung hergestellt
folgende
Rechteckspannung
Fig.
folgenden
erwähnt.
Form:
in Funktion der Zeit, Annahme.
Elektronische
Differentiierung.
worden sei.
Während des
nungsänderung
Null. Diese
mit
Überganges
einer Polarität
zum
Zünden sehr
zur
an
; in
der
folgender Schaltung gewinnen:
URechteck
80.
Prinzipschema
Ulmpuls
Cfl
t
o
Fig.
anderen nimmt die
Span¬
übrigen Zeit ist sie
gut geeignete Impulsspannung läßt sich z.B.
von
pro Zeiteinheit sehr hohe Werte
zur
Erzeugung
einer
o
Impulsspannung
aus
einer
Rechteckspannung.
Wird die Zeitkonstante EG
genügend klein gegen die Schwingungsdauer
Rechteckspannung gewählt, so fließt nur während der kurzzeitigen Ein¬
gangsspannungsänderungen ein nennenswerter Ladestrom im Kondensator.
Der durch diesen Ladestrom im Widerstand hervorgerufene Spannungs¬
abfall hat die Form der gewünschten Impulse.
Das gleiche Resultat läßt sich auch mit der folgenden Schaltung erreichen:
der
JftecHeck
Fig.
81.
Prinzipschema
zur
^Impuls
ö
Erzeugung
einer
Impulsspannung
Dabei ist angenommen, daß der die
auch der induzierende Fluß
Entsprechend
aus
einem Rechteckstrom.
Spule durchfließende
rechteckförmig verläuft.
Strom und damit
der Formel
dt
erhält
eckige
man an
Impulsspannung. Der recht¬
Erregung mit sinusförmigem Strom
eisengeschlossene Spule und die Eigenschaft der
den Klemmen der Induktivität eine
Flußverlauf läßt sich auch bei
erreichen,
wenn
man
eine
magnetischen Sättigung des Eisens ausnützt.
Wie man aus Fig. 82 ersieht, steigt der Fluß zu Beginn sehr rasch an, um
nach Erreichen der Krümmung der Kennlinie nur noch wenig zuzunehmen.
Da die zuletzt beschriebene Schaltung einfach ist, nur aus robusten und sich
nicht abnützenden Teilen besteht, hat sie gerade im rauhen Schweißbetrieb
83
Anwendung gefunden.
weiteste
Die
gewünschte Phasenschiebung der Impulse
Fig. 68 gewonnen.
wird auch hier meist durch einen Phasenschieberkreis nach
_Jùj.
Fig.
82.
Magnetischer
Fluß
(</>)
in Funktion der
Amperewindungen (J-w),
Annahme.
Impulserzeugung mit Kippgeneratoren. Die früher beschriebenen Wege
(s. Fig. 72) eignen sich ebenfalls zur Erzeugung von Impulsspannungen. Macht
y 2.
man
die eine
man
eine
Kippzeitkonstante
Ausgangsspannung
sehr klein
von
gegenüber
der anderen,
so
erhält
Form:
folgender
U
1
Fig.
83.
Impulsspannung
in Funktion der Zeit;
Impulserzeugung
mit
Kippgeneratoren,
Annahme.
y 3.
Mechanisch erzeugte
Erzeugung der Recht¬
man
eckspannungen
Synchronmotoren
angetriebene Kommutatoren benützen. Will man statt Rechtecken Impulse,
so hat man nur die leitenden Segmente klein gegenüber den isolierenden zu
machen. Die entstehende Ausgangsspannung hat die gleiche Form wie bei
einem Kipposzillator.
erwähnt
b)
Die
Impulse.
dazu auch durch
gebräuchlichsten Methoden
an
Die oben beschriebenen
ein- und
Wie schon bei der
wurde, kann
den
Schaltung
Thyratronröhren
zur
Steuerspannungen
können
der
an
Steuerspannung
verschiedenen Orten
vom
ausgeschaltet
Erzeugung bis zu den Gittern
der ThjTatrons. Dies ändert prinzipiell an den verwendeten Methoden nur
wenig und ist daher weniger grundsätzlich als schaltungstechnisch wichtig.
Man kann dagegen entsprechend den gewünschten Zeiten zwei grundsätzlich
verschiedene Schaltaufgaben unterscheiden:
84
werden:
Ort ihrer
a) Punktschweißmaschinen
mehr)
Für solche
ladung
lange
Zeiten
mit relativ
eignen
langen Schweißzeiten (6
sich einfache
Zeitregler,
Halbwellen und
die mit der Ent¬
eines Kondensators arbeiten.
Die durch die
asynchrone Einschaltung eventuell auftretenden Einschalt¬
Einhaltung der Schweißzeit spielen bei
den langen Gesamtzeiten keine große Rolle und werden gegenüber dem Vorteil
einer robusten und billigen Schaltung in Kauf genommen.
stromstöße und die nicht sehr genaue
ß) PunMschweißmaschinen
schweißmaschinen
mit kürzesten
Schweißzeiten ;
Naht- und Pulsations-
Die oben erwähnten Maschinen arbeiten mit Schweißzeiten bis
Halb welle hinunter. Die
Schaltung
zu
einer
strenge Anforderungen an die
auch Einschaltmoment erfüllen,
muß hier sehr
Genauigkeit sowohl betreffend Stromzeit als
wenn eine qualitativ hochwertige Schweißung erreicht werden soll. Frühere
Ausführungen benützten zu diesem Zwecke durch kleine Synchronmotoren
angetriebene Kommutatoren.
Diese Lösung ist wohl betriebssicher, jedoch bei der Einstellung schwerfällig
und zeitraubend und wird daher kaum noch
hier der
Kippgenerator
angewendet.
Das Feld
behauptet
in seinen verschiedenen Varianten. Durch ändern seiner
Zeitkonstanten lassen sich die beiden Schaltzeiten, die
schweißmaschine der Schweiß- und der Pausenzeit
voneinander in weitesten Grenzen ändern. Die
z.
B. bei einer Naht¬
entsprechen, unabhängig
Einhaltung
sehr kleiner Zeit¬
fehler sowie eines genauen Einschaltmomentes läßt sich durch die
Möglichkeit
Synchronisierung
Genauigkeit erwünscht, so wird die Synchronisierung mit
Impulsen ausgeführt. Durch eine kleine Schaltungsänderung läßt sich auch
ein Kippgenerator bauen, der nach einer Anregung, z. B. durch einen Impuls,
eine einzige Kippung ausführt und anschließend wieder zur Ruhe kommt.
Die Ausgangsspannung dieses Kippgenerators kann zur Sperrung einer
mit dem Netz ebenfalls auf einfache Weise erreichen. Ist
der
eine besonders hohe
gesperrt, so können keine
Ignitrons gelangen, und der Hauptstromkreis ist unter¬
brochen. Eine andere Möglichkeit ist die, daß man mit der Kippspannung zwei
kleine Thyratrons in invers-parallel Schaltung steuert, die wenn leitend, auf
die Thyratrongitter eine Wechselspannung geben, die in Gegenphase zur
Spannung an der Thyratronanode ist. Wird diese Spannung genügend groß
gemacht, so hat die bereits am Gitter vorhandene Zündspannung irgendwelcher
Art keinen Einfluß mehr, und der Schweißstrom bleibt gesperrt. Die Möglich¬
Elektronenröhre benützt werden. Ist diese Röhre
Zündimpulse
keiten
zur
auf die
Schaltung
sind beinahe
unerschöpflich.
85
5.
Hochfrequenz-Überlagerung
5.1.
Die industrielle
immer mehr
zu
bei den
Lichtbogen
nun
Schweißtechnik. Hier verwendet
Schweiß verfahren
Allgemeines
Anwendung hochfrequenter
und erstreckt sich
-
Ströme nimmt
Bedeutung
an
unter anderem auch auf das Gebiet der
verhältnismäßig kleinen Strom
besseren Zündung des Licht¬
Frequenz
Spannung
und
auch
bis zu einem gewissen Grade
zur Stabilisierung desselben
bogens
während des Schweißens. Die grundsätzliche Anordnung einer solchen Appa¬
ratur ist in Fig. 84 dargestellt.
sehr hoher
einen
man
und hoher
zur
—
—
==
—
Fig.
K
=
84.
E
=
Elektrode.
—>
Ionisierung
an
sich
Überlagerung
in der
sehr
für
des
wird.
8
beim
i
Lichtbogenschweißen.
Schweißstelle,
=
-»
=
Schweißstrom.
Hochfrequenzstrom.
=
eines
Umgebung
erleichtert
lagerungsgeräte
(£
Hochfrequenzüberlagerung
Schweißkabel.
Durch die
fc
E=
—
Hochfrequenzstromes wird eine intensive
Lichtbogens erreicht, wodurch die Zündung
Darum
Schweißzwecke
genannt. Es ist bekannt, daß ein
werden
auch
solche
Hochfrequenz-Über¬
lonisierungs-
Wechselstrom-Lichtbogen
d. h. bei den heute üblichen Verhältnissen
—
schwieriger
zu
oder
im
Zündgeräte
allgemeinen
—
zünden ist als ein
Gleichstrom-Lichtbogen. Man hat daher ein Interesse daran, die Leerlauf¬
spannung bei der Wechselstromschweißung zu erhöhen, um das Zünden des
Lichtbogens
zu
erleichtern. Siehe
diese Tendenz bei
86
Netzfrequenz
Fig.
nicht
85. Aus
zu
weit
Ünfallverhütungsgründen darf
getrieben werden. Eine Hoch-
Elektroden Sorten
°\
•
DuctHend
a
Shblend
*
•
+
o
Vèlaxend
BOR
sa*
O
D
1
0
1
a
2
*
o
.
3s {Amp)
50
Fig.
85.
stromes
100
150
200
250
300
Benötigte Leerlaufspannung (U2 0) ohne ff-F-Zündgerät in Funktion des Schwei߬
(Js) bei Industrie-Frequenz (40—60 Hz). Durchgeführte Versuche bei Firma
Brown Boveri.
Kurve 1:
Leerlaufspannung
nach Formel 7. Kurve 2:
Leerlaufspannung
frequenzquelle mit hoher Spannung und kleinem Strom hilft
rigkeiten hinweg, ohne daß der Schweißer gefährdet wird.
Die
Hochfrequenz-Überlagerung
vor
über die Schwie¬
allem für die
SchutzgasWelding,
Heliarc, Shielded Inert Gas Metal Arc
(Argon-Arc,
SIGMA-Schweißung usw.) verwendet,
Schweißmethoden
abgekürzt
wird heute
nach Formel 8.
und
auch
für
umhüllte
Elektroden.
Die erwähnten
nungen
von
guten Zündeigenschaften werden mit Hochfrequenz-Span¬
1000 bis 5000 Volt sicher erreicht. Mit solchen Geräten werden
deshalb auch
Schweißungen
mit kleinen
Strömen,
die sonst
schwierig sind,
wesentlich erleichtert.
87
5.2.
Ein
Physikalische Vorgänge
in
Hochfrequenz-Zündgeräten
Hochfrequenz-Zündgerät ist im Prinzip ein Hochfrequenzgenerator mit
Spannung von ca. 1000 bis 5000 V bei einer Frequenz von einigen
einer hohen
Millionen Hertz und einem sehr kleinen Strom.
Hochfrequenzgenerator kann mit Röhren oder einer Funken¬
ausgeführt werden1). Die Röhrengeneratoren eignen sich jedoch nicht
besonders gut für den rauhen Schweißbetrieb. Die üblichen Hochfrequenz¬
generatoren sind daher mit einer Funkenstrecke (F) ausgeführt, wie Fig. 86
zeigt.
Ein solcher
strecke
Netz
Fig.
T
U1
U2
=
=
=
86.
Hochfrequenzgenerator, Prinzipschema.
Hochspannungstransformator
Netzspannung (Industriefrequenz)
Hochspannung (Industriefrequenz)
=
Kondensator
Widerstand
L
=
Induktivität
(Seh) beginnt
Beim Schließen des Schalters
(C)
=
Hochfrequenzspannungen
HO= iî_P-Generator
Funkenstrecke
Kondensator
=
=
UE, UL, Uc
Sch= Schalter
F
G
R
aufladet. In der
ein Strom
zu
fließen, der den
Zeit, da der Momentanwert der Sekundär¬
des
Hochspannungstransformators (T) so groß ist, daß die
(F) überschlägt, entsteht an ihr eine Elektronenlawine. In
diesem Augenblick ist der Sekundärkreis des Transformators über die Funken¬
strecke kurzgeschlossen. Um den Kurzschlußstrom zu begrenzen, muß der
Transformator mit relativ sehr großer Kurzschlußspannung
bis ca. 100%
den
beschriebenen
sein
(ähnlich
ausgeführt
Lichtbogen-Schweißtransforma¬
toren).
spannung
(U2)
Funkenstrecke
—
Zufolge
der im
Kondensator
—
aufgespeicherten Energie (Wc 1l2OU2c)
(R), die Induktivität (L) und über die
=
fließt ein Strom durch den Widerstand
Funkenstrecke
1) Rothe,
Kleen:
H. Barkhausen:
erzeugung.
88
(F)
zum
Kondensator zurück. Dadurch wird der Kondensator
Elektronenröhren als
Einführung
in die
Schwingungserzeuger und Gleichrichter.
Schwingungslehre. Das Problem der Schwingungs¬
—
entladen. Der Strom erreicht seinen maximalen Wert,
ist die ganze
der Kondensator
wenn
in der Induktivität
Energie
Augenblick
(L) aufgespeichert (WL— xl2 Li2); sie ist durch den Energieverlust im Wider¬
stand ( WH
J" Ri2 dt) etwas kleiner geworden als sie vorher im Kondensator (0)
war. Infolge der Induktivität fließt der Strom weiter, und der Kondensator
wird umgekehrt aufgeladen. Im Kondensator entsteht dadurch eine Gegen¬
den
spannung. Die Gegenspannung bremst den fließenden Strom ab, bis er
Nullwert erreicht hat. Damit ist der Kondensator wieder aufgeladen, jedoch
entladen ist. In diesem
=
entgegengesetzt. Dieses Spiel wiederholt sich, je nach Bemessung des Konden¬
sators, der Induktivität und des Widerstandes sehr rasch, d. h. man kann auf
Frequenz von mehreren Millio¬
nen Hertz bekommen. Der fließende Strom ist, abgesehen von Widerstands¬
verlusten, um so größer, je größer die Kondensatorkapazität und je kleiner
diese Art einen
mit einer
Hochfrequenz-Strom
umgekehrt {1l2GU'iG 1jiLi2).
Nach der allgemeinen Schwingungstheorie lassen sich obige Vorgänge
matisch ableiten. Im geschlossenen Kreis gilt (siehe Fig. 86)
die Induktivität ist, und
=
uL+uB+-uc
T
di
man
für Strom
(i)
die
c
Ladung (q) ein,
dt2
einer solchen
allgemeine Lösung
Die
q
Bestimmung
der Konstante A:
=
o
=
q
dt
Setzt
mathe¬
so
dt
erhält
man
c
Gleichung
lautet
Ae-Xtcosœt
wenn
t
=
0
so
ist A =qmax
(81)
=
C
UCrTnax.
Augenblick des Funkeneinsatzes an der Funkenstrecke herrscht
Kondensatorspannung (Ucmax) an den Kondensatorklemmen.
läßt
sich aus der vektoriellen Darstellung von Spannung und Impe¬
[/
danz unter Berücksichtigung der Netzkreisfrequenz wn bestimmen. Die Impe¬
Im ersten
die maximale
danz setzt sich dabei
aus
Induktanz, Kapazitanz und ohmschen Widerstand
zusammen.
Fig.
87.
Vektorielle
einem
Z
wn
U*
=
=
=
Darstellung
der elektrischen Größen bei
1
^
Hochfrequenz-Überlagerungsgerät.
Gesamtimpedanz
Kreisfrequenz
=
yR2+lmnL
1
des Anschlußnetzes.
f.
/
«c
1
R
cj„L
Funken-Momentan-Überschlagsspannung.
89
1
folgt
daraus
Konstante A
U
*
c,max
Nun bleibt in
d
Setzt
erhält
die
Gleichung (81)
man
o
~
und
d^
of
Kreisfrequenz
ausgerechnet
-^
bestimmen.
zu
to
in
Gleichung (81)
aus
(80) ein,
so
man
-TT-
=
A e~^{
(
oDsmœt
—
—
Xeosœt)
TO
—|
=
d!2 ç
+
~W
J4e-A([cosaj^(A2-aj2) + 2Aa)sino)<]
i2 (^
~Zdt
1
+CZq
=
D
=
=
cos co
Sin
60
t
(A2
to2)
—
<l 2 A
OJ
Wenn die Summe
—
+ 2A6üsinaj< +
w)+
y
von
zwei
cos to
£ I A2
wsincoi
A
2A
:
=
—
A
cos œ
darausfolgt
_=^_j
w
=
to
—
y-
A+
-=fy-
I
=
ttf
—^tu
=
cos
w'
=
Ol/
0
Funktionen Null ist,
so
sind die
0.
Li
_„«___ +
_
»0
|/_L _(_*.)*
Die Kondensator ladung in Funktion der Zeit läßt sich
bestimmen:
aus
Gleichung (81)
R
Q
=
9maxe
2L
COS CO
u
"max
90
t+
—y
2
A._w.__A +
to2
—
periodischen
folgt
und
—
i/
einzelnen Funktionen Null, das heißt
Daraus
1
-=r-(
(-/
Ue,max
/
:==
(82)
£
*
"
~
.
V"**J
Um die
Spannungen an Widerstand und Drossel
es zweckmäßig, den Hochfrequenzstrom
Gleichung (82) auszurechnen
—
bestimmen, ist
aus
%
dq
lü
=
d
=
/
\q'n
Tt
.
e
2 L
cos w
-AU
Dieser
Fig.
86
—
zu
)
R
I
Qmaxe
1
t
siehe
in Funktion der Zeit
w sin co
t
—
cos w
—y
t
Hochfrequenzstrom verursacht einen Spannungsabfall über der Induk¬
Hochfrequenzspannung
tivität, dem Widerstand und dem Kondensator. Die
Überlagerung
für die
auf den Schweißstrom kann
der Induktivität als auch
an
am
So
gilt
von
Es stellt sich
hohen
Spannung
Kondensator
Uc
Drosselpulse
UL=
Widerstand
UB=
=
Hochfrequenzzündgeräten
nun
an
abgenom¬
die
Frage,
—
a>
=
Li
Ri
an
Lichtbogenschweißmaschinen
Hochfrequenz-Zündgerät mit einer so
angeschlossen werden kann, ohne
bestehen grundsätzlich zwei Schaltungsmöglich¬
Zündgeräten an Lichtbogenschweißmaschinen,
wie ein
eine Schweißmaschine
daß diese Schaden erleidet. Es
keiten für den Anschluß
von
zwar:
-ff-F-Zündgerät parallel
i/i^-Zündgerät in Serie
zur
zur
Schweißmaschine nach
Schweißmaschine nach
SM
SM
L.S
=
-
ohne Schutzdrossel.
SM =. Sehweißmaschine S
HF-Zündgerät
E
0
±_s
HZ
88a. Anschluß-Schema des Parallel
Zündgerätes
oder 88 b und
Fig. 88 a
Fig. 89.
—\SlSu-
HZ
HZ
diesem Grunde sowohl
Kondensator
für
5.3. Anschluß
Fig.
aus
am
werden.
men
und
Widerstand oder
=
Schweißstelle
=
Elektrode
Fig. 88b.
Anschluß-Schema des Parallel-
Zündgerätes an einer Schweißmaschine
mit Schutzdrosselspulen D.
91
J>MJL
/nonor-N1-
.
a'
SM
=
fc
C
rr
L
Fig.
HO
0
=
=
L
HZ
=
Serie-Zündgerätes
Diese beiden
Systeme
eine Schweißmaschine.
A
—
=
Kompletter Hochfrequenzgenerator
=
an
Lichtbogenschweißmaschine.
Elektrode.
E
Kopplungsspule.
SM
Hochfrequenzgenerator.
.
.
89. Anschluß-Schema des
Schutzkondensator.
vir-
R
mit
S
—
=
Anschlüsse.
Schweißstelle.
Schutzeinrichtung.
unterscheiden sich wesentlich voneinander; deshalb
sollen hier ihre Vor- und Nachteile näher betrachtet werden :
Parallel-Zündgeräte
5.31.
Am
einfachsten
wie
angeschlossen,
wird das
Fig.
88
a
i/_F-Zündgerät parallel
darstellt. Diese
Schaltung
zur
Schweißmaschine
hat den
Vorteil, daß
fließt, so daß dieses an alle
kann, ohne Rücksicht auf die Größe
der Schweißstrom nicht durch das Gerät selber
Schweißmaschinen
werden
angeschlossen
Nachteilig wirkt
des Schweißstromes.
HF-Gemtes
an
sich
jedoch
der direkte Anschluß des
die Schweißmaschine insofern aus, als deren
Isolation, beson¬
jene der Eingangswicklungen, stark beansprucht wird, so daß die Hoch¬
frequenzspannung relativ niedrig gehalten werden muß.
Lichtbogenschweißmaschinen, deren Leerlaufspannung nach SEV-Vorschriften maximal 120 V betragen darf, werden sekundärseitig mit 1500 V
ders
geprüft.
Aus diesem Grunde sollte die
höher als die
Hochfrequenzspannung
in keinem Falle
Prüfspannung sein, denn die Erfahrung zeigt, daß Schwei߬
was meistens
Parallel-Zündgeräte mit höherer Spannung
der Fall ist
allzu leicht beschädigt werden. Es ist daher notwendig, daß eine
oder zwei Luftdrosseln vorgeschaltet werden (Fig. 88b). Dadurch wird die
Hochfrequenzspannung an den Schweißmaschinenklemmen gesenkt. Die Luft¬
drosseln verteuern aber nicht nur die Anlage, sondern bieten auch keinen
maschinen durch
—
absolut sicheren Schutz für die Maschine.
92
—
5.32.
Serie-Zündgeräte
Beim
Serie-Zündgerät überträgt der //.F-Generator die erzeugte Hoch¬
frequenzspannung gemäß Fig. 89 induktiv auf die Schweißstelle, d. h. durch
eine Kopplungsspule. Dadurch entsteht die Möglichkeit, die Schweißmaschine
mit einem relativ kleinen Kondensator gegen die schädlichen Einflüsse der
Hochfrequenzspannung zu schützen, d. h. auf einfachere Art als bei den
Parallel-Zündgeräten. Hochfrequenzgenerator und zugehörige Schutzeinrich¬
tung können als komplette Apparatur, wie
rigkeiten
in einem
gemeinsamen
Kasten
erwähnten Schutzkondensator wird die
men
der Schweißmaschine
in Fig. 89 angedeutet, ohne Schwie¬
zusammengebaut werden. Mit dem
Hochfrequenzspannung
praktisch Null,
an
den Klem¬
da der ganze HF -Strom durch den
Kondensator fließt. Außer dem Schutz der Maschine hat diese
Schaltung den
Hochfrequenzspannung genügend hoch gewählt
die Zünd- und Schweißeigenschaften bedeutend ver¬
Allerdings müssen die Geräte für Serie-Schaltung ein
beträchtlichen Vorteil, daß die
werden kann, wodurch
bessert werden können.
wenig größer dimensioniert sein,
da der volle Schweißstrom durch das Gerät
fließt.
6. Literaturnachweis
6.1.
Dr. Rocco
Bonzanigo:
Lichtbogenschweißmaschinen
Der Einfluß verschiedener Schweißmaschinen auf die Netze. Zeit¬
schrift: S.T.Z.,
Jahrgang 1943, Heft 3.
Wilbert: Die Belastung des Netzes durch elektrische Schweißeinrichtungen. Elektr. Zeit¬
schrift, Jahrgang 1946, Heft 52.
Kneißler: Der Schweißtransformator von der Netzseite gesehen. Zeitschrift: Elektro¬
technik und Maschinenbau, Jahrgang 1950, Heft 2 und 3.
Dipl.-Ing. Karl Ritz: Lichtbogen-Schweißgeräte und ihre Entwicklung. Zeitschrift:
Elektroschweißung, Jahrgang 1943, Heft 12.
Ing. Friedr. Knill: Der Scheinwiderstand von Schweißdynamos. Elektrotechnische Zeit¬
schrift, Jahrgang 1932, Heft 11.
Prof. Dr. Ing. Karl Humburg: Die Kennlinien von Schweißstromerzeugern. Zeitschrift:
Elektroschweißung, Jahrgang 1937, Heft 6.
Tudor Tanasescu: Les Transformateurs à Soudure.
Capacitor Stabilization of Arc-Welding Transformers, Electrical
Engineering, February 1946, Volume 65.
L. Monath: Die Entwicklung der Gleichstrom-Querfeldmaschine. Elektrotechnische Zeit¬
schrift, Jahr 1942, Heft 1/2.
H. Sequenz: Zur Theorie der Verstärkermaschine |Amplidyne). Zeitschrift: Elektrotech¬
nik und Maschinenbau, Jahr 1944, Heft 15/16.
J. H. Blankenbuehler:
93
K. L.
Dr.
Ing.
Zeyen:
Erkenntnisse
Neue
Eisenwerkstoffen (mit
und
Entwicklungen
Literaturangaben). Verlag:
beim
Schweißen
von
Carl Hauser, München 1949.
Dipl.-Ing. A. Sonderegger : Theorie und Praxis der elektrischen Lichtbogenschweißung.
Eidg. Materialprüfungsanstalt an der ETH, Zürich, Diskussionsbericht Nr. 6.
W. Werdenberg: Der Anschluß von Lichtbogen-Schweißmaschinen, Zeitschrift SEV,
1935, Nr. 24.
Werdenberg: Zulässige Spannungsschwankungen
W.
in
Licht-Netzen.
Zeitschrift SEV,
1935, Nr. 22.
Techn.Mitteilung: Philips-Gleichrichter für
C. Bodmer: Induktivität
Schweißzwecke. Zeitschrift : SEV, 1932, Nr. 15.
Gleichstrommaschinen, Bulletin Oerlikon, Nr. 87, Septem¬
von
ber 1928.
Arthur Simon: New
Dipl.-Ing.
for A—C Welders.
Design
L. Roebel: Schweißmaschinen mit
Welding Engineer, June 1947.
Verbunderregung, Zeitschrift, VDI
Nr. 6,
Seite 153, 1933.
Wilh. Fink: Die
Anwendung
der
Lichtbogentheorie
auf die
Schweißung, Zeitschrift,
VDI
Nr. 46, Seite 1557, 1930.
Dipl.-Ing. Hofmann:
Ein
neuer
Schweißstrom-Widerstandsregler
für Mehrstellenschwei-
ßung. Zeitschrift: AEG-Mitteilungen, Januar/April 1943.
Walter Söchting: Das Elektroschweißen. Dr. Max Jänecke, Verlagsbuchhandlung, Leipzig.
Ober-Ing. H. Kocher: Elektrische Lichtbogenschweißung. Brown-Boveri-Mitteilungen,
Nr. 7, 1950.
Dr. Ernst Klosse: Schweißtechnische
Ing.
Voigt: Schweißen
Paul
und Löten
von
Berechnungen. Springer-Verlag.
Kabeln, Drähten und Klemmen. Elektro-Technik,
Heft 11, 1951.
Ing.
Dr.
E.
Bergmann:
Blindlast und Anschlußwert
matoren. Zeitschrift: Schweißen und
R. Brüderlink:
Das
Maschinenbau,
Lichtbogen-Schweißtransfor-
LKL-Diagramm (Leerlauf-Kurzschluß-Leerlauf)
Gleichstrommaschinen mit
Ing.
von
Schneiden, 1952, Heft 2.
Gegenreihenschlußwicklung.
fremderregte
Heft 17, 1951.
Dr. Erdmann-Jesnitzer: Werkstoff und
Schweißung.
Dipl.-Ing. K. Geigenmüller: Beitrag zur Kenntnis des dynamischen
Gleichstrom-Lichtbogen-Schweißgeneratoren. Diss.
Ing.
für
Zeitschrift Elektrotechnik und
Dr. Erich Sudasch: Schweißtechnik.
Verhaltens
von
-
6.2. Widerstandsschweißmaschinen
H. Mäder und G.
Hagedom: Über
das Punktschweißen
von
Leichtmetallen mit Mittel-
frequenz. Zeitschrift: Elektroschweißung, Jahrgang 1943, Heft 1.
Ing. Dr. Lad. Ciganek: Bestimmung des Widerstandes bei der Punktschweißung.
schrift: Elektroschweißung, Jahrgang 1943, Heft 5.
H. Altherr: Der Anschluß
von
Zeit¬
Widerstandsschweißmaschinen. Zeitschrift: SEV, Jahr¬
gang 1945.
Oskar Gönner: Die elektrische
Widerstands-Schweißung und ihre praktische Anwendung.
Capacitors. Welding Journal, June 1947.
W. B. Best: Power Factor Correction of Resistance Welders. Welding, January 1945.
H. E. Dixon: Progress in the Spot Welding of Heavy Mild Steel Plates.
Welding, August
F. L. Brandt:
Spot
Welders with Series
1945.
L. Mullins:
R. F.
94
Radiographic Inspection. Welding, Mai 1944.
The Spot Welding of Light Alloys. Welding, June/July
Tylecote:
1944.
H. E. Dixon:
Progress
in the
Spot Welding
of
Heavy
Mild Steel Plates.
Welding, August
1944.
R. H. Bannister: Electrical Conditions for
G. B. Stadum:
July
Ing.
Resistance
Welding
—
Safety
An
and Good
Expanding
Welding. Welding, April 1944.
Westinghouse Engineer,
Field.
1950.
E. Weber: Elektrische
Widerstandsschweißung, Brown-Boveri-Mitteilungen,
Nr.
8/9,
1950.
A. J. Hipperson: Resistance
A. Z. Blitschtein:
Äußere
Welding
delo, Jahrgang 1948, Heft
Ing.
J. E. Fister:
in Mass Produktion.
Charakteristiken
von
Welding 1947,
1948.
Punktschweißmaschinen.
Autogennoe
8.
Bestimmung
Verlusten in den Wicklungen von Transformatoren
Autogennoe delo, Jahrgang 1948, Heft 8.
T. W. Dietz: Design and Measurements of Capacitor Discharge
Welding Transformers.
Electrical Engineering, March 1946, Volume 65.
James F. Deffenbaugh: The Application of Series Capacitors to Flash Welders. Electrical
Engineering, Oktober 1946, Volume 65.
F. E. Murray: Caracteristics of Resistance Welding Transformers. Electrical Engineering,
von
fur Punktschweißmaschinen.
November 1946, Volume 65.
6.3.
T. R. Lawson:
Resistance
Engineer, November
Welds
with
Steuerungen
Electronic
Control.
Zeitschrift:
Westinghouse
1942.
Dipl.-Ing. Richard Schwarz: Steuerungen mit Stromrichtern fur Punkt- und Nahtschweiß
maschinen. Zeitschrift: Elektroschweißung, Jahrgang 1942, Heft 4.
B. G. Higgins: Constant Current Ignitron Control for Resistance Welding Machines,
-
Welding, January 1944.
phil. E. Ardens: Zundstiftgesteuerte Entladungsgefaße der AEG und die Zündschal¬
tungen der Zündstiftgefaße. AEG-Mitteilungen, Marz/April 1941.
Dipl.-Ing. F. Putzger: Neue Steuerungen fur Wechselstrom-Schalteinrichtungen zur
Dr.
Punkt- und Nahtschweißung. AEG-Mitteilungen, Marz/April 1941.
Ing. Dr. O. Mohr: Die Abhängigkeit der Strome und Spannungen vom Aussteuerungs¬
grad bei stromrichtergesteuerten Widerstandsschweißmaschinen. AEG-Mitteilungen,
Marz/April 1941.
J. H. Cox: The Place of the Sealed Metal
Ignitron. Westinghouse Engineer,
November
1946.
Erwin Wettstein: Die
Schaltzeit
unpolarisierter
Relais
ohne
Verzögerung,
Albiswerk-
Berichte, Mai 1949.
B.
Sußmann:
New Electronic
Timing Circuits and
Welding Engineer, Sept./Nov.
Electronics in Industry.
Zeitschrift: The
George
Oeorgc
George
M. Chute:
M. Chute: Electronic Control of Resistance
Their Controls for Resistance
Welding.
1948.
Welding.
M. Chute: Electronic Motor and Welder Controls.
Ralph R. Batcher: Electronic Control Handbook.
P. Opprecht: Elektronische Steuerung von Widerstandsschweißmaschinen.
Bulletin SEV
Nr. 16, 1951.
F. Hoch:
Steuerungsvorgänge
beim Widerstandsschweißen.
Siemens-Zeitschrift,
Heft 2,
1951.
95
Curriculum vitae
Am 27. Oktober 1916 wurde ich in Dabrowa-Gôrnicza
ich auch meine
„Staszic"
Jugend
(Polen) geboren, wo
Gymnasium
verbrachte. Im Jahre 1928 trat ich in das
in Sosnowice ein. Im Jahre 1938 schloß ich die Mittelschule mit der
Maturitätsprüfung
ab. Während der
Gymnasialzeit
besuchte ich noch einen
zwei Jahre dauernden Abendkurs für Elektrotechnik und machte
einige
Zeit
Kohlengrube „Paris".
Absolvierung der Offiziersschule (1938/39) und nach den Kampf¬
handlungen in Polen und Frankreich kam ich im Sommer 1940 in die Schweiz.
Hier arbeitete ich zuerst einige Monate in der Maschinenfabrik Wasen i.E.
Im Jahre 1941 begann ich meine Studien an der ETH in Zürich, die ich im
November 1945 mit dem Diplom als Elektro-Ingenieur abgeschlossen habe.
Praxis in der Eisenhütte
„Bankowa" und in der
Nach
.
Seither arbeite ich auf dem Gebiete der elektrischen Schweißmaschinen bei der
Firma Brown, Boveri & Cie. in Baden.