Elektromagnetische Felder in Industrie und Gewerbe
Werbung

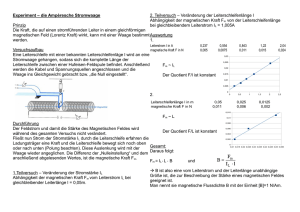
-1- BGIA/BGFE-Workshop „Sicherheit in elektromagnetischen Feldern an Arbeitsplätzen“ Expositionsschwerpunkte in Industrie und Gewerbe Autor: 1 Dipl.-Ing. Fritz Börner, Berufsgenossenschaftlichen Institut für Arbeitsschutz – BGIA, Sankt Augustin Einleitung Die Nutzung elektrischer Geräte, die elektromagnetische Felder erzeugen und emittieren, hat sich in den letzten Jahren stetig erhöht. So haben z. B. Geräte wie der Radiowecker, der Mikrowellenherd, das Handy oder das schnurlose Telefon in vielen Haushalten einen festen Platz gefunden. Im gewerblichen wie auch im industriellen Bereich ist insbesondere eine Zunahme von drahtlosen Kommunikationssystemen wie DECT, WLAN oder Bluetooth in erheblichem Umfang zu verzeichnen. Neben diesen Einrichtungen stellen in den Produktions- und Fertigungsprozessen unserer Industrie nach wie vor z. B. Energieanlagen und Einrichtungen zum Erwärmen, Schmelzen, Schweißen und Trocknen die wesentlichen Feldquellen dar. Obwohl diese als bekannt gelten und das Thema „elektromagnetische Felder“ schon seit Jahren kontrovers diskutiert wird, werden trotz Unfallverhütungsvorschrift und EG-Richtlinie in den Betrieben nach wie vor Maschinen und Anlagen aufgestellt und in Betrieb genommen, an denen die Arbeitnehmer noch unzureichend vor den Gefahren durch elektromagnetische Felder geschützt werden. Beispielhaft werden im Folgenden Anlagen und Maschinen vorgestellt, an denen im Bereich von Arbeitsplätzen oder Aufenthaltsbereichen hohe elektrische, magnetische oder elektromagnetische Felder nicht von vornherein ausgeschlossen werden können. Es werden die Ergebnisse von Messungen vorgestellt und mit den zulässigen Werten der UVV BGV B11 „Elektromagnetische Felder“ verglichen. 2 Elektroenergieanlagen Neben den Umspannwerken und Hochspannungsschaltanlagen werden zu den Elektroenergieanlagen auch Trafostationen und Niederspannungsverteilungen gezählt. Da Trafostationen und Niederspannungsverteilungen meist in unmittelbarer Nähe eines Arbeitsbereiches stehen, sind sie oft von besonderem Interesse. Aufgrund der Höhe der verwendeten Spannung, des Montageortes und des auf Elektrofachkräfte eingeschränkten Zuganges ist i.d.R. nur die magnetische Flussdichte relevant. Als mögliche Magnetfeldquellen wird unterschieden zwischen Transformator Mittelspannungs-Schaltanlage Niederspannungs-Schaltanlage -2 - Kabelverbindung vom Transformator zur Niederspannungs-Schaltanlage. Der Transformator und die Mittelspannungs-Schaltanlage sind aufgrund einer geschlossenen Bauweise und der daraus resultierenden kleinen magnetischen Streufelder sowie der kleinen Ströme gegenüber den beiden anderen Anlagenteilen vernachlässigbar. Als Magnetfeldquelle dominierend ist die Niederspannungsanlage, d. h. die Niederspannungs-Schaltanlage und deren Kabelverbindung zum Transformator. Bei ungünstiger Anordnung kann letztere den größten Einfluss haben. Berechnungen und Messungen zeigen, dass die magnetische Flussdichte mit steigendem Abstand zur Feldquelle stark abnimmt. Beispielsweise wurden in unmittelbarer Nähe einer 1000-kVA-Trafostation nicht mehr als 100 µT gemessen. In einem Abstand von 2 m betrug die magnetische Flussdichte nicht mehr als 10 µT. Hohe magnetische Flussdichten treten an Transformatoren nur an der Sekundärseite im Bereich der Anschlüsse und bei Kabelverbindungen nur bei Einzelader-Verlegung oder an Sammelschienen auf. 3 Motoren, Antriebe 3.1 Motoren Der Elektromotor ist die zentrale Komponente eines jeden elektrischen Antriebes. Er dient im motorischen Betrieb als Energiewandler, der die zugeführte elektrische Energie in mechanische Energie umsetzt. Motoren sind aus dem industriellen Maschinenbau nicht mehr wegzudenken. In Verbindung mit elektronischen Bewegungsteuerungen finden sie immer weitere Verbreitung und ihre Anzahl wächst ständig. Asynchronmotoren mit Kurzschlussläufer zählen zu den am weitest verbreiteten Motortypen. Sie können mit und ohne Stellgerät am Drehstrom- oder Wechselstromnetz betrieben werden. Aufgrund ihres hohen Wirkungsgrades und ihrer geschlossenen Bauweise gelangen magnetische Streufelder nur im geringen Maße nach außen. Beispielsweise wurden am 900-kW-Schaufelradantrieb eines Braunkohlebaggers an der Motoroberfläche bei Volllast als magnetische Flussdichte nicht mehr als 120 µT gemessen. In den üblichen Aufenthaltsbereichen der Maschinenführer, sprich bei Abständen zwischen 20 und 50 cm, beträgt die magnetische Flussdichte nur noch wenige µT. Im Vergleich dazu beträgt der zulässige Werte der magnetischen Flussdichte B für die Frequenz f = 50 Hz im Expositionsbereich 2 B = 424 µT. Im industriellen Maschinenbau sind Drehstrom- bzw. Wechselstrommotoren auch bei großen Leistungen keine wesentlichen magnetischen Feldquellen. 3.2 Linearantriebe Linearantriebe werden in Werkzeugmaschinen zur Positionierung der Werkzeuge eingesetzt. Der Motor ist ein dauermagneterregter Synchron-Linearmotor bestehend aus Primär- und Sekundärteil. Im Primärteil, dem beweglichen Teil, ist eine Drehstromwicklung untergebracht. Der Sekundärteil besteht aus mehreren Segmenten von Permanentmagneten mit abwechselnder Magnetisierungsrichtung. Diese sind entsprechend der Länge des Verfahrweges aneinandergereiht. An der Werkzeugmaschine befindet sich der Motor üblicherweise hinter dem Arbeitsraum. Die Permanentmagnete liegen hier offen, meist hinter einer beweglichen und verschraub-/ verschließbaren Abdeckung angeordnet. Das Bedienpersonal der Maschine kommt daher mit den Magneten nicht in Berührung. Die Exposition durch -3das statische Magnetfeld ist somit für diese Personen meist vernachlässigbar. Bei Montage-, Wartungs- oder Reparaturarbeiten, z. B. beim Ein- und Ausbau, sind neben der Exposition des Personals auch die Kräfte dieser Magnete auf ferromagnetische Teile wie Werkzeuge und Maschinenteile zu beachten. In einem Abstand von 5 mm zur Oberfläche der Permanentmagneten wurden je nach Motorleistung magnetische Flussdichten von mehr als 650 mT gemessen. Bei Linearmotoren kann davon ausgegangen werden, dass hohe statische Magnetfelder auftreten. Es müssen daher die Gefahren, die durch die Kraftwirkungen magnetischer (statischer) Felder entstehen, beachtet werden. Hierzu sind die in der UVV BGV B11 in § 14 aufgeführten Anforderungen zum Schutz vor Gefährdungen durch Kraftwirkungen magnetischer Felder einzuhalten. 4 Kapazitive Erwärmungsanlagen Kapazitive Erwärmungsanlagen werden beispielsweise genutzt, um elektrisch nicht leitende Materialien zu trocknen, zu erwärmen oder miteinander zu verbinden. Die Materialien werden als Dielektrikum zwischen die Platten eines Kondensators gebracht und einem hochfrequenten Feld ausgesetzt. Infolge seiner dielektrischen Verluste wird das Material erwärmt. Die im Isoliermaterial in Wärme umgesetzte Leistung hängt von verschiedenen Faktoren ab. Sie steigt proportional mit der Frequenz und mit dem Quadrat der Spannung. Um ausreichende Energiemengen in Wärme umsetzen zu können, sollten die Spannung am Kondensator und die Frequenz möglichst hoch sein. Beschränkungen gibt es jedoch aufgrund der begrenzten Spannungsfestigkeit des Materials und aufgrund der zulässigen Frequenzen, den so genannten ISMFrequenzen (frequencies for industrial, scientific and medical use). Bei den meisten dieser Anwendungen wird als Arbeitsfrequenz der Frequenzbereich um 13,55 und 27 MHz benutzt. Wegen der umzuformenden hohen Leistung werden zur Frequenzerzeugung Röhrengeneratoren eingesetzt. Als Generatorschaltungen sind alle nachrichtentechnischen Oszillatorgrundschaltungen möglich. 4.1 Hochfrequenz-Kunststoffschweißmaschinen und -stanzen Hochfrequenz-Kunststoffschweiß- oder -stanzmaschinen bestehen in der Regel aus einem beweglichen Oberteil und einem stationären Unterteil. In beiden Teilen sind die Schweißelektroden integriert. Die Schweißelektrode im Oberteil ist fast immer der Schweißnaht angepasst. Zu verschweißende Materialien wie z. B. Kunststoffbahnen werden gewöhnlich zwischen beide Elektroden gelegt. Die Bedienung der Maschine erfolgt an der Frontseite. Der Abstand zwischen dem Maschinenführer und den Elektroden beträgt 500 mm. Aufgrund der Bauweise der Maschine und des Arbeitsprozesses sind die Elektroden ungeschützt. Das bedeutet, dass jederzeit, auch während des Schweißens, Zugriffsmöglichkeiten bis hin zu den Elektroden bestehen. In der Nähe der Elektroden herrscht beim Schweißen üblicherweise ein hochfrequentes elektrisches Feld. Die Spannung zwischen den Elektroden kann je nach Ausführung mehrere Kilovolt betragen. Das bedeutet, dass hohe elektromagnetische Streufelder mit einer sehr hohen elektrischen Feldkomponente im Bereich der Elektroden auftreten. An den Elektroden, im Abstand von ca. 5 cm, kann der Spitzenwert der elektrischen Feldstärke über 1000 V/m und die magnetische Feldstärke mehr als 0,3 A/m betragen. Am Arbeitsplatz, etwa 500 mm von den Elektroden entfernt, ist die Exposition deutlich niedriger. Gemessen wurden hier noch Spitzenwerte von mehr als 100 V/m und -40,2 A/m. Ob bei einer Mittelung dieser Werte über eine Zeit von sechs Minuten die zulässigen Werte der BGV B11 überschritten werden, hängt von der Anzahl der Schweißvorgänge, der Schweißzeit und dem Expositionsort ab. Um die Messwerte mit den zulässigen Werten der Unfallverhütungsvorschrift BGV B11 vergleichen zu können, ist die Mittelung dieser Werte über ein 6-Minuten-Intervall notwendig. Dabei zeigt sich, dass die zulässigen Werte für den Expositionsbereich 1 (E = 61,4 V/m bei 27 MHz) sehr oft überschritten werden, wenn innerhalb eines 6-Minuten-Intervalls mehrere Schweißvorgänge anfallen. 4.2 Hochfrequenztrockner in der Textilindustrie Eine ähnliche Problematik wie sie bei den Hochfrequenzschweiß/-stanzmaschinen beschrieben wurde, ist auch an Hochfrequenztrocknern vorzufinden. In einem Hochfrequenztrockner werden z. B. nasse textile Materialien wie Garne getrocknet. Die Materialien wie z. B. Garnspulen werden bei einer manuellen Zuführung von allen Seiten per Hand auf ein Zuführband gelegt und mit langsamer Geschwindigkeit durch ein hochfrequentes elektrisches Feld transportiert. Das Feld wird durch zwei sich gegenüberliegende Elektroden erzeugt. Die Abmessungen der Elektroden betragen ca. 1 x 2 m und der Elektrodenabstand liegt bei etwa 0,5 m. Die Frequenz des Feldes liegt üblicherweise bei 13,55 MHz und die Elektrodenspannung bei mehr als 5 kV. Beim Transport der Spulen durch das Feld werden mehr als 10 kVA elektrische Leistung in Wärme umgewandelt. Die Wärme bewirkt, dass die im Spulenkörper gespeicherte Feuchtigkeit entweicht und der Spulenkörper trocknet. An der Ein-/Auslauföffnung und an den Bedienständen wurden als effektiver Spitzenwert der elektrischen Feldstärke mehr als 150 V/m und als magnetische Feldstärke mehr als 0,22 A/m gemessen. Ob die zulässigen Werte der UVV BGV B11 tatsächlich überschritten werden, hängt von der Aufenthaltsdauer an den verschiedenen Aufenthaltsorten ab. Beispielsweise werden die zulässigen Werte für den Bereich erhöhter Exposition bei den o. g. Spitzenwerten schon bei einer Expositionszeit von ca. einer Minute überschritten. Es kann daher davon ausgegangen werden, dass die Exposition der Personen, die an diesen Maschinen arbeiten, die zulässigen Werte des Expositionsbereiches 1 (E 0 61,4 V/m bei 13, 55 MHz) und des Bereiches erhöhter Exposition für elektrische Felder überschreitet. 4.3 Hochfrequenztrockner in der Holzindustrie In den Hochfrequenztrocknern der Holzindustrie werden im Vergleich zu den Trocknern der Textilindustrie wesentlich höhere Wärmemengen zum Trocknen, z. B. von Leimbindern und Spanplatten, erzeugt. Hochfrequenztrockner mit einer HFLeistung von 100 kVA sind hier häufig anzutreffen. Aufgrund der oft offenen Bauweise des Trockners, der großen Abmessungen der Elektroden und des z. B. bei Leimbindern großen Elektrodenabstandes von bis zu 1 m treten in der Nähe der Elektroden große Streufelder auf. In vielen Fällen werden die Bereiche des Trockners mit den Elektroden in einen besonders geschirmten Raum integriert. So wird sichergestellt, dass zumindest außerhalb des geschirmten Raumes die zulässigen Werte der Unfallverhütungsvorschrift eingehalten werden können. Hohe elektrische Feldstärken treten dann nur noch im geschirmten Raum auf. Es muss daher sichergestellt werden, dass der Zutritt zu dem Raum bei eingeschaltetem Trockner z. B. mit einer entsprechenden Türverriegelung verhindert wird. -5- 5 Induktive Erwärmung Bei zahlreichen Fabrikationsprozessen, zum Beispiel beim Schmelzen, Schweißen, Löten, Ausglühen, Härten oder Anlassen, müssen die Werkstücke oder das Rohmaterial erwärmt werden. Bei elektrisch leitfähigen Werkstoffen erfolgt dies in der Regel in einem magnetischen Wechselfeld. Dieses wird mit einem Wechselstrom erzeugt, der durch eine Spule fließt, die das Werkstück umschließt. Das Werkstück wird dadurch zur Sekundärwicklung eines Kurzschlusstransformators. Als Folge des Wechselfeldes werden im Werkstück Wirbelströme induziert, die als Kurzschlussströme das Material durchfließen und somit erwärmen. Bei ferromagnetischen Werkstoffen wird der Erwärmungseffekt noch durch die so genannte Ummagnetisierung verstärkt. Die im Werkstück erzeugte Wärmemenge hängt von der Frequenz des Wechselfeldes sowie von den Eigenschaften und der Größe des Werkstückes ab. Je nach Anwendungsgebiet arbeiten Anlagen zur induktiven Erwärmung im Frequenzbereich von 20 Hz bis > 1 MHz und benötigen zur Wärmeerzeugung Nennleistungen von 1 kW bis > 10 MW. Die meisten Anlagen benutzen Frequenzen unterhalb von 10 kHz und setzen höhere Leistungen um als solche im hochfrequenten Frequenzbereich. 5.1 Erwärmungsanlagen Erwärmungsanlagen werden zum Erwärmen und Schmelzen von Metallen benutzt. Sie können ein Fassungsvermögen von mehr als 10 t und eine Nennleistung von mehr als 10 MW haben. In der Umgebung von Induktions-Erwärmungsanlagen treten infolge hoher Wechselströme magnetische Felder auf. Wie bei den Netzstationen dominieren hier die Magnetfelder der Leitungen, z. B. zur Induktionsspule. Die Induktionsspule spielt oftmals aufgrund der um sie angeordneten Blechpakete nur eine untergeordnete Rolle. Die Blechpakete bewirken hier eine wirkungsvolle Abschirmung des Magnetfeldes. Eine Übersicht der magnetischen Flussdichte von verschiedenen InduktionsErwärmungsanlagen gibt Tabelle 1. Tabelle 1: Messwerte für unterschiedliche induktive Erwärmungsablagen Anlage Frequenz in Hz Zulässiger Wert in µT Messwert in µT Rohrbiegeanlage 650 104,5 130 Nacherwärmungsanlage 512 132,6 500 Glühanlage 800 84,9 360 Drahtglühanlage 50 1358 310 Schmelzofen 50 1358 1020 Schmelzofen 1000 67,9 2900 50 1358 200 677 100,3 290 88,2 10000 Tiegelofen Durchlauferwärmungsanlage 770 -6Die Messergebnisse zeigen, dass in vielen Fällen an den Arbeitsplätzen und in Aufenthaltsbereichen die zulässigen Werte überschritten werden und Maßnahmen zur Reduzierung der Exposition erforderlich sind. 5.2 Induktionshärtungsanlagen Bei Induktionshärtungsanlagen wird das magnetische Wechselfeld von einer Leiterschleife, dem Induktor, erzeugt. In der Regel umschließt der Induktor das zu erwärmende Werkstück. Die in Wärme umgesetzte Leistung hängt vom Strom, der durch den Induktor fließt, von der Frequenz des magnetischen Wechselfeldes sowie von der elektrischen und der magnetischen Leitfähigkeit des Werkstückes ab. Außerdem sind die Größe des Werkstückes und die Dauer der Immission des magnetischen Wechselfeldes maßgebend. Beim Induktionshärten ist die Eindringtiefe des Wechselfeldes bestimmend für die zu wählende Frequenz. Zum Härten von Kurbelwellen, Zahnrädern oder Nockenwellen sind Frequenzen von mehr als 100 kHz erforderlich. Da zum Härten z. B. nur die Oberfläche einer Welle zu erwärmen ist, wird nur die Welle einem hochfrequenten magnetischen Wechselfeld mit der Frequenz von ca. 200 kHz ausgesetzt. Sehr oft werden dabei Leistungen von bis zu einigen 100 kW in Wärme umgewandelt. An einer Induktionshärtungsanlage sind der Induktor, die Kühlmittelbrause und der Wellenhalter hinter einer beweglichen Schutzeinrichtung aus Plexiglas angeordnet. Der Abstand von der Induktormitte bis zur Vorderseite der Schutzeinrichtung ist so gewählt, dass die magnetische Flussdichte außerhalb des Arbeitsraumes unterhalb der zulässigen Werte für den Expositionsbereich 1 liegt. Da aber während des Betriebes der Induktor und die Kühlmittelbrause justiert und der Arbeitsprozess beobachtet werden müssen, ist die Schutzeinrichtung nicht immer mit der Maschinensteuerung verriegelt. Das bedeutet, dass die Schutzeinrichtung jederzeit geöffnet werden kann und ein Aufenthalt in der Nähe des Induktors, auch während des Betriebes, möglich ist. Beim Härten fließt durch den Induktor zum Erwärmen der Welle ein hochfrequenter Wechselstrom. Das hat zur Folge, dass hohe magnetische Wechselfelder um den Induktor auftreten. Im Abstand von ca. 6 cm kann der effektive Spitzenwert der über ein Intervall von 6 Minuten gemittelten magnetischen Feldstärke mehr als 120 A/m betragen. Bei einer Entfernung von 20 cm zur Induktormitte bzw. in 5 cm Entfernung zum äußeren Ring der Kühlmittelbrause beträgt die magnetische Feldstärke nur noch etwa 25 A/m. Außerhalb der Schutzeinrichtung, etwa in 50 cm Abstand zur Mitte des Induktors, liegt der Wert bei 2 A/m. Ein Vergleich mit den zulässigen Werten der UVV BGV B11 Tabellen 8, 10 und 11 zeigt, dass in der Nähe des Induktors die zulässigen Werte des Expositionsbereiches 1 und die Werte für den Bereich erhöhter Exposition überschritten werden. Außerhalb der Schutzeinrichtung werden dagegen die zulässigen Werte des Expositionsbereiches 2 eingehalten. 6 Widerstandsschweißeinrichtungen Zu den Maschinen und Geräten, bei denen besonders hohe magnetische Wechselfelder vermutet werden, zählen alle Arten und Bauformen von Widerstandsschweißeinrichtungen, wie z. B. Punktschweißzangen, Buckelschweißmaschinen und Rollennahtschweißmaschinen. -7Mit diesen Einrichtungen werden durch Nutzung der Wärmewirkung des elektrischen Stromes aufeinander gepresste Werkstücke an der Anpressstelle erwärmt und punktförmig verschweißt. Dabei werden kurzzeitig Schweißströme von einigen Kiloampere bis zu etwa 100 kA über Kabel und Elektroden der Schweißstelle zugeführt. Da die Elektroden an der Schweißstelle einen kleinen Durchmesser besitzen, muss der Strom durch einen engen Querschnitt geführt werden. Aufgrund des elektrischen Widerstandes der zu verschweißenden Materialien wird das Material an diesem Punkt stark aufgeheizt und schmilzt, so dass sich die Materialien an der Pressstelle miteinander verbinden. Grundsätzlich wird zwischen stationären und handgeführten Einrichtungen unterschieden. Bei beiden Einrichtungen beeinflusst der Schweißer durch seine Arbeitsposition auch die Höhe seiner Exposition. Insbesondere bei handgeführten Schweißeinrichtungen kommt es häufig vor, dass die Schweißzangen mit dem offenen Zangenfenster parallel zum Körper gehalten werden. Darüber hinaus werden in vielen Fällen dazu sogar die Elektrodenarme mit den Händen angefasst und umschlossen. Das führt fast immer zu einem geringen Abstand zwischen der Schweißeinrichtung und dem Körper des Schweißers. An Schweißeinrichtungen, bei denen der Schweißstrom über so genannte Schweißkabel den Schweißzangen zugeführt wird, besteht die Gefahr, dass diese in direkter Nähe zum Nacken des Schweißers verlaufen. In einigen Fällen befindet sich der Schweißer dann zwischen zwei Feldquellen und ist besonders hoch exponiert. Die im Bereich der Halswirbel, d. h. dem empfindlichsten Bereich des Zentralen Nervensystems eines Menschen, gemessenen magnetischen Flussdichten bzw. magnetischen Feldstärken liegen dann in vielen Fällen über den zulässigen Werten der Unfallverhütungsvorschrift BGV B11. Ebenfalls starken Feldern ausgesetzt sind die Hände, wenn sie die Elektrodenarme festhalten. Da der Schweißvorgang selbst nur einige 100 ms dauert, entstehen während des Schweißens hohe impulsförmige Felder. Nach der Unfallverhütungsvorschrift BGV B11 gibt es zur Bewertung dieser Felder keine festgelegten zulässigen Werte. Diese müssen nach dem im Abschnitt 3 der BGV B11 beschriebenen Verfahren aus dem zeitlichen Verlauf des Schweißstromes oder des magnetischen Feldes berechnet werden. Vereinfacht gilt: Je kürzer die Schweißzeit, umso höher sind die zulässigen Werte. Da sich die Berechnung dieser Werte als sehr schwierig herausgestellt hat, hat eine Expertenrunde bei der BGFE zur Beurteilung magnetischer Felder von Widerstandsschweißeinrichtungen eine berufsgenossenschaftliche Information BGI 5011 ausgearbeitet. Danach sind zur Bewertung impulsförmiger Felder im Frequenzbereich von 0 bis 91 kHz die folgenden Schritte erforderlich: Bestimmung der Schweißzeit und Stromflusszeit aus dem zeitlichen Verlauf des Schweißstromes oder des zeitlichen Verlaufs der magnetischen Flussdichte für einen Schweißvorgang Bestimmung der zeitlichen Dauer eines Impulses/Impulszuges mit anschließender Pause Berechnung des Gewichtungsfaktors Bestimmung der Frequenz der Feldänderung -8 Berechnung der zulässigen Werte Beurteilung der Exposition Festlegen von Maßnahmen Bei vielen Anwendungen wurde im Rahmen der Beurteilung festgestellt, dass zulässige Werte überschritten werden. Ob eine Überschreitung der zulässigen Werte für die magnetische Flussdichte bzw. Feldstärke gleichzeitig auch eine Überschreitung der zulässigen Werte für die Körperstromdichten zur Folge hat, kann noch nicht abschließend beantwortet werden. Hierzu werden im BGIA zurzeit Untersuchungen durchgeführt.