Production Manager 4-2015
Werbung

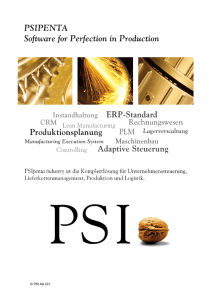
PRODUCTION 4 / 2015 manager Zeitschrift für Logistik & Produktion Qualicision-basierte KPI-gesteuerte Optimierung im Zeitalter von Industrie 4.0 Neues Ordnungsprinzip für Planung und Steuerung Anwenderbericht Anwenderbericht Produktbericht PSImetals als MES im Langproduktewerk in Kaluga Effiziente Stahlproduktion in der Minimill Hosokawa Alpine synchronisiert hochkomplexe Auftragsnetze mit PSIpenta Produktion ohne Liegezeiten Ganzheitliche Betrachtung und Optimierung von Produktions- und Logistikprozessen Ungeahnte Einsparpotenziale PRODUCTION 2 manager EDITORIAL Liebe Leserinnen und Leser, welcher Arbeitsstation sie als nächstes gefahren werden. das Internet der Dinge bringt die Was bedeutet dies für die Organi- Vernetzung von Gegenständen über sation industrieller Produktionspro- IT-Systeme. Da sich Menschen be- zesse? Lesen Sie dazu im Leitartikel, reits über IT-Systeme vernetzen, wie die PSI-Gruppe nicht zuletzt mit entsteht en passant eine Vernet- der Qualicision-Technologie und der zung zwischen Menschen, IT-Sys- darauf aufbauenden KPI-orientierten temen und Gegenständen in jegli- Optimierung auf diese Entwicklung chen Kombinationen. Das Internet heute schon vorbereitet ist. der Dinge (Internet of Things, IoT) Beiträge zu Themen der Logistik, müsste damit das Internet der Men- der Fertigungs- und der Metallindus- schen und Dinge (IoPT, Internet of trie geben Einblicke in weitere Anwendungsfelder des PSI-Produktions­ People and Things) heißen. Die in dieser Vernetzung dann entstehen- trie 4.0-Szenarios werden der Ablauf den Handlungen sind Ergebnisse von und die Entscheidungsfindungspro- vernetzten Entscheidungsprozessen, zesse in Zukunft anders organisiert: in denen Menschen mit Gegenstän- Die feste physische Struktur des den interagieren. So gesehen müsste Montagebandes entfällt. Stattdessen das IoT sogar IoD – Internet of Deci- werden die teilfertigen Aufträge auf sions heißen. fahrerlosen Transportsystemen be- Dr. Rudolf Felix In einem sich selbst organisieren- wegt. Je nach Situation entscheiden Geschäftsführer den Produktionsprozess eines Indus- die Aufträge „on demand“ selbst, zu F/L/S Fuzzy Logik Systeme GmbH sektors. Herzlichst, Ihr INHALT TITELSTORY AKTUELLES Neues Ordnungsprinzip für Planung und Steuerung........ 1 PSImetals als Standardsoftware für Business Area Steel Europe............................................... 14 ANWENDERBERICHTE Stute Logistics setzt auf Multi-Site-Lösung PSIwms....... 17 Effiziente Stahlproduktion in der Minimill PSIPENTA mit neuen Geschäftsführern und von NLMK Kaluga............................................................... 6 neuem Namen..................................................................... 18 Produktion ohne Liegezeiten bei der Abbildung aller Produktionsprozesse mit PSIpenta........ 19 Hosokawa Alpine AG.......................................................... 8 VERANSTALTUNGEN PRODUKTBERICHTE Marktdynamiken aktiv begegnen...................................... 14 Ungeahnte Einsparpotenziale: ganzheitliche Vernetzung von Produktion und Logistik........................ 16 Betrachtung und Optimierung.......................................... 10 Deutscher Logistik Kongress: „Voller Erfolg“ in Berlin.... 16 PSImetals 5.11 – Benutzerfreiheit ohne Grenzen......... 15 Veranstaltungskalender...................................................... 19 INTERVIEW Mobile Anwendungssoftware für die Industrie................ 12 4/2015 PRODUCTION 3 manager Qualicision-basierte KPI-gesteuerte Optimierung im Zeitalter von Industrie 4.0 Neues Ordnungsprinzip für Planung und Steuerung D as Internet der Dinge stellt die Vernetzung von Menschen und IT-Systemen und zwischen Menschen und Gegenständen in jeglichen Kombinationen untereinander dar. Die Hardware der IT-Systeme wird immer leistungsfähiger und miniaturisierter. Mit einer Leistungsfähigkeit früherer Personalcomputer können winzige ITSysteme heute nicht nur von einem Menschen in der Jackentasche als Smartphone mitgeführt werden, sondern sind an Gegenstände anbringbar. Mit jeder tieferen Hierarchieebene nehmen die Freiheitsgrade – man kann sie auch Spielräume nennen – weiter ab. Die Detailauswirkungen der Entscheidungen nehmen in ihrer Sichtbarkeit zwar zu, ihre Konsequenzen sind jedoch nicht mehr beeinflussbar. sozusagen en passant mit genügend Re- Physische Strukturen deter­ minieren Handlungsspielräume chenleistung ausgestattet werden, um Was bedeutet diese Entwicklung für Hierarchisches Ordnungs­ prinzip auf dem Prüfstand sich untereinander zu vernetzen. Ge- die Organisation industrieller Pro- Der Vorteil des hierarchischen Ord- genstände und IT-Systeme verschmel- duktionsprozesse? Bisher sind indus- nungsprinzips ist dessen Einfachheit zen. Mehr noch: Auf den IT-Syste- trielle Produktionsprozesse im We- und der Umstand, dass – vorausge- men sind Entscheidungsalgorithmen sentlichen an mehr oder minder feste setzt alles läuft nach Plan – vorab be- ausführbar und eine lokale Entschei- physische Strukturen gebunden und kannt ist, was im Produktionspro- dungsfähigkeit der Gegenstände ist hierarchisch organisiert. Ihre Pla- zess wann genau stattfinden wird. realisierbar. Damit sind in Zukunft nung erfolgt auf den obersten Ebe- Der Nachteil ist, dass Entscheidun- Menschen mit Gegenständen und mit nen Organisationshierarchie gen lediglich von oben nach unten, Maschinen vernetzbar, aber auch Ge- nach wenigen globalen Kriterien, die nicht jedoch über die Hierarchieebe- genstände – insbesondere Maschinen eher größere Mengen von Gegen- nen hinweg vernetzbar und damit – untereinander. Menschen und Ma- ständen – meist sind es Halbzeuge auch dann nicht korrigierbar sind, schinen sind im Austausch von Infor- abgebildet auf Aufträge (kurz Auf- wenn aus der aktuellen Situation he- mationen und insbesondere auch in träge) und Ressourcen – grob zuord- raus eine Korrektur notwendig wäre. Entscheidungsprozessen vernetzt. Das nen. Die Freiheitsgrade der Entschei- Es fehlt die Flexibilität. Die Prozesse Internet der Dinge (Internet of Things dungen sind durch die physischen sind vorab bestimmt, aber mit jeder – IoT) müsste damit das Internet der Strukturen determiniert. Die Fähig- Hierarchiestufe nach unten kaum Menschen und Dinge (IoPT – Internet keit zur differenzierten Gestaltung mehr als in eine Richtung lenkbar, of People and Things) heißen. von Entscheidungen ist eher klein. nämlich von oben nach unten. Damit können beliebige Gegenstände 4/2015 der PRODUCTION 4 manager Entscheidungen zukünftig vernetzt beschleunigen. Ist der Auftrag einmal der Aufwand hierfür steigt jedoch. eingeplant, so ist dessen Vorverlegung In der nachfolgenden Tagesplanung Aus der Perspektive der Fähigkeiten wegen der physisch festen Fertigungs- werden die Ressourcen festgelegt und der Informationsverarbeitung und der strukturen und des hieraus abgeleite- eingefroren. Die Reihenfolge der Auf- computergestützten Entscheidungs- ten hierarchischen Ordnungsprinzips träge ist damit pro Schicht auf die modellierung sind mit dem Internet kaum zulässig. Eine gewünschte Fle- Linie und auf ein Zeitfenster festge- der Dinge (IoT) bzw. mit dem Inter- xibilisierung vorherig getroffener Ent- legt. Alle Zulieferprozesse sind genau net der Menschen und Dinge (IoPT) scheidungen ist nicht möglich. auf die Reihenfolge abgestimmt. Jede Störung oder die Notwendig- jetzt schon und erst recht in Zukunft Bisher hierarchisch verknüpfte KPIs in der Optimierung keit, eine Reihenfolge in der Produk- sprechend sind Planungs- und Steuerungsentscheidungen in Produktions- Betrachten wir den Sachverhalt am fordert eine erhebliche Umplanung prozessen auch aus der Perspektive der Beispiel der Produktionsprozesse in des geplanten Ablaufs, da alle Auf- Gegenstände – hier Aufträge und Res- der Automobilindustrie. Die große träge und Ressourcen in ihrer Ver- sourcen – möglich und damit flexibler Anzahl an Modellen wird durch zahl- knüpfung nur hierarchisch vernetzt organisierbar. reiche Auswahlmöglichkeiten des sind. Im Falle von notwendigen Ad- Entscheidungen vernetzt. Dement- tionssequenz ad hoc zu ändern, er- Gleichwohl sind die physischen hoc-Veränderungen leiden die Strukturen der Produktion bis- Prozesskennzahlen (KPIs von her überwiegend durch die phy- Key Performance Indicators sische Anordnung der Ferti- als Abkürzung abgeleitet) er- gungsressourcen festgelegt. Das heblich. Ordnungsprinzip des Montagetrie ist beispielsweise für die Sich selbst organisierende Produktionsprozesse Spielräume der Abläufe in der In einem sich selbst organi- Montage bestimmend und be- sierenden Produktionsprozess einflusst nicht nur die intralo- eines bandes in der Automobilindus­ gistischen Prozesse in der Fa- Industrie 4.0: Hierarchielose Vernetzung Mensch – Maschine. 4.0-Szena- rios könnten der Ablauf und die brik und das Scheduling und Industrie Entscheidungsfindungs- Sequencing, sondern auch die daran Kunden zusätzlich ergänzt und führt prozesse anders organisiert sein. Die gebundene Logistik der Zulieferpro- so zu einer beeindruckenden Varian- feste physische Struktur des Monta- zesse. So gesehen ist die physische tenvielfalt. Je nach Modell sind eine gebandes entfällt. Stattdessen wird Struktur der Fertigung einerseits ord- Milliarde und mehr Varianten mög- die Montage organisiert, indem die nungsgebend. Und dies ist ihr Vorteil. lich. Kaum ein Fahrzeug gleicht einem gegenständlich teilfertigen Fahrzeuge Anderseits schränkt sie die Hand- anderen. (Aufträge) auf fahrerlosen Transport- lungsspielräume aus der Perspektive Um dieser Vielfalt zu begegnen, wird systemen bewegt werden. Je nach Si- der Aufträge beim Wettbewerb um die bisher überwiegend hierarchisch vor- tuation entscheiden die Aufträge Ressourcen und um das „Dran-Kom- gegangen. Zunächst findet eine volu- selbst, zu welcher Arbeitsstation sie men“ in der Produktion ein. Und dies menorientierte Monatsplanung statt. als nächstes gefahren werden wol- ist ihr Nachteil. Hieraus wird die stückzahl­orientierte len. Die Versorgung der Arbeitssta- Bisher entscheiden Aufträge und Res- Wochenplanung abgeleitet, die eine tionen mit Material und Teilen er- sourcen daher nicht oder kaum. Ein Vorplanung der Produktionssequenz folgt aus der lokalen Perspektive Auftrag mag aus der lokalen Perspek- auf die Produktionslinien vornimmt. autonom, indem diese über ihre Be- tive noch so wichtig sein, vielleicht, Die Lieferabrufe auf Sequenz- und darfsanforderungen gesteuert selbst weil er für den allerwichtigsten Kun- Zeit-Slot-Ebene werden danach an die entscheiden, wann sie über ebenfalls den ist und dieser sehr viel bezahlen Lieferanten weitergegeben. Änderun- fahrerlose Transportsysteme versorgt würde, um die Auftragsausführung zu gen sind zwar immer noch möglich, werden wollen. All dies ist natürlich 4/2015 PRODUCTION 5 manager nur dann möglich, wenn alle Gegenstände untereinander kommunizieren können – im Industrie 4.0-Zeitalter des Internets der Dinge kein Problem. Soweit die Vision. Aber: Wird die Vision Wirklichkeit und gibt es tatsächlich in Zukunft von Industrie 4.0 keine ordnungsgebenden Montagebänder mehr, so muss ein neues Ordnungsprinzip überlegt werden. Vernetzte KPIs in der Optimierung für Industrie 4.0 SMART FACE: Erprobung der Industrie 4.0-Vision. Bereits heute werden die Produkti- zung der Ressourcen durch die Auf- Das Projekt Smart Face onsprozesse durch kennzahlenorien- träge und nicht wie bisher KPIs, die Im Übrigen wird an der direkten Erpro- tierte Optimierungen gesteuert. Die die physischen Eigenschaften der Auf- bung des Szenarios der Industrie-4.0- Qualicision-basierte träge und die physische Struktur der Vision in der Automobilproduktion rung ist weltweit in über 50 Automo- Montagelinie abbilden. ebenfalls gearbeitet. Hierzu hat ein bilfabriken im Einsatz, und zwar in Wenn es gemäß der Industrie-4.0- Konsortium aus Unternehmen der Au- der Planung und in der Steuerung der Vision in Zukunft keine Montagebän- tomobil- und Automobilzulieferindus- Produktionsprozesse bis hin zum Ab- der gibt, sondern flexibel angeord- trie sowie der Logistikbranche, einem fangen von Störungssituationen. Die nete Ressourcen und auf fahrerlosen Softwarehersteller und Forschungsin- KPIs sind heute noch meist an der Transportsystemen sich autonom be- stituten das Projekt Smart Face ins physischen Struktur der Montagebän- wegende teilfertige Aufträge, dann ist Leben gerufen. Das Projekt befasst sich der mit ihren technischen Spielräu- die Qualicision-basierte Optimierung mit der Organisation der Produktion men ausgerichtet. Die KPIs orientie- der Auftragsabarbeitung einfach mit von Kleinserien von Elektrofahrzeu- ren sich z. B. an Mindestabständen anderen KPIs als Optimierungszielen gen, ohne dass es ein Montageband zwischen Aufträgen mit bestimmten zu versorgen. Die PSI-Optimierungs- als Ordnungsprinzip gibt. Die Produk- Eigenschaften in der Montagesequenz software hierfür ist mit Qualicision tion organisiert sich ohne feste Hie- oder an gewünschten Gruppierungen bereits vorhanden. rarchien aus der Perspektive der als KPI-Optimie- von Aufträgen beispielsweise nach Gegenstände aufzufassenden Aufträge und Arbeitsstationen, die über IoT- Trend besteht darin, die Auftragsse- KPI-Funktionen und Opti­mierung in PSI-Anwendungen realisiert quenzen nicht wie bisher nach physi- Optimierungen mit zess autonom entscheiden. Der zuge- schen Auftragseigenschaften, sondern lichsten KPIs funktionieren nach zeitlich festgelegten Kapazitäts- zwischen in eigenschaften der Ressourcen zu bil- PSI-Softwareprodukten. den. Damit vollzieht sich bereits ein weise wurden im Rahmen von Quellen: www.smartfactoryplanning.de, Paradigmawechsel, da erstmalig die PSItraffic das Depotmanagement und www.qualicision.de Ressourceneigenschaften in Form im Rahmen von PSIcommand das einer Arbeitskapazität und Auftrags- Workforcemanagement realisiert. Die eigenschaften in Form der Arbeits- Industrie-4.0-Relevanz der Lösun- zeitbedarfe als KPIs zur Optimierung gen ist sofort gegeben, sobald die op- der Auftragssequenzen genutzt wer- timierten Businessprozesse mit IoT- den. Die Auftragssequenz reflektiert Hardware ausgestattet sind. Dies ist die KPI-Dynamik der Kapazitätsnut- nur eine Frage der Zeit. Farben oder Karosserieformen. Der neueste produktiv bereits erprobte 4/2015 einer Techniken kommunizieren und über ihr „Dran-Kommen“ im Fertigungspro- unterschied­ Reihe invon hörige Paradigmawechsel wird in dem Projekt umgesetzt. Beispiels- F/L/S Fuzzy Logik Systeme GmbH Dr. Rudolf Felix Geschäftsführer Telefon: +49 231 9700-921 [email protected] www.fuzzy.de PRODUCTION 6 manager Anwenderbericht: PSImetals als MES im Langproduktewerk in Kaluga, Russland Effiziente Stahlproduktion in der Minimill von NLMK Kaluga NLMK betreibt in Kaluga, Russland eine moderne Minimill zur regionalen und bedarfsgerechten Versorgung der Bauindustrie mit Stahl. Zur optimalen Auslastung des neuen Werkes und zur Sicherstellung einer effizienten Produktion setzt NLMK auf die Unterstützung durch modernste IT-Systeme und beauftragte PSI Metals daher mit der Installation einer integrierten und standardisierten Produktionsmanagementlösung. In dem mit neuester Anlagentechnik ausgestatteten Elektrostahlwerk und Walzwerk übernimmt PSImetals die vertikale und horizontale Integration. B bis zum endgültigen Lagerplatz. Die Lager-Topologie bildet dabei Bunker, Behälter und Schüttgutlager ab. Die integrierte Wiegetechnik der Eisenbahnwaggons und LKWs ermöglicht außerdem die Gewichtserfassung inkl. Abweichungen unmittelbar im System. Gemäß der aus den Kundenaufträgen erstellten Gießsequenz wird ein Beschi- eginnend mit den Kunden- und Walzlinie, der die gleichmäßige ckungsplan für jede Schmelze ermit- aufträgen aus dem SAP-Sys- Auslastung des Stahl- und Walzwer- telt. Während der Ofenbeschickung tem erfolgt die Planung, kes sowie die Lieferung der fertigen wird der tatsächliche Schrotttransport Produkte an den Kunden kombiniert. in die Körbe per Touchscreen an den Durchsetzung, Qualitätskontrolle sowie das logistische Handling ent- Kranterminals registriert. Die integ- lang der gesamten Produktionskette rierte Gewichtskontrolle der Körbe er- mit PSImetals. Von der Anlieferung Die Division Langprodukte der möglicht es, den Fortschritt der Beschi- der Schrotte und Legierungsstoffe NLMK-Gruppe betreibt am Stand- ckung online zu verfolgen. Der Ablauf bis zum Versand der Fertigpro- ort Kaluga (unweit von Moskau) eine konnte so automatisiert werden, dass dukte besteht eine nahtlose Integ- Minimill bestehend aus Elektrostahl- keine Schichtarbeiter mehr zum Wie- ration zwischen ERP- und Automa- werk (Siemens VAI) und Walzwerk gen anwesend sein müssen. tisierungsebene. Dazu wurden die (SMS Meer). Die jährliche Werks- Nach der Ofenbeschickung wird die unterschiedlichen Automatisierungs- kapazität liegt bei 1,5 Mio. Tonnen Produktion durch das L2-System kon- systeme (Siemens VAI, SMS Meer) Knüppel sowie 0,9 Mio. Tonnen trolliert. PSImetals erhält über eine in PSImetals integriert. Neben der Walzprofile und Draht. Das Werk be- Datenschnittstelle Kontrolle der Erfüllung von Produk- schäftigt über 1 250 Mitarbeiter und gen Informationen über jeden Pro- tionsplan und Kundenaufträgen ste- versorgt im Wesentlichen die Bauin- duktionsschritt. Auf Basis der Ein- hen auch die Steuerung von Rohstoff- dustrie in Zentralrussland. gangsdaten wird in PSImetals ein und Materialeinsatz, die Erfassung Bei NLMK Kaluga sind folgende Schmelzdatenblatt erstellt und die von Produktions- und Qualitätsdaten PSImetals-Komponenten im Einsatz: Materialqualität geprüft. Nach der sowie die Anlagenüberwachung im Planning, Production & Quality, Lo- Zusammenerfassung und Normierung Zentrum dieses integrativen Ansatzes. gistics und Energy. erfolgt automatisch die Übergabe der alle notwendi- nötigen Schmelz- und Qualitätsdaten Vom Einsatzmaterial zum Stahlwerk Die erstellten Pläne für Gießen und chen WEB-Zugang kann NLMK-Ka- Auf Basis der aus dem SAP-System er- Walzen werden an die unterlagerten luga online die laufende Produktion haltenen Kunden- und Prognoseauf- Produktionssteuerungssysteme über- im Stahlwerk anzeigen. Das techno- träge erstellt PSImetals kombinierte geben. Noch vor dem Gießen prüft logische Personal kann so operativ auf Produktionsaufträge. Die Produkti- PSImetals die Verfügbarkeit der Abweichungen von Prozessdaten re- onsplanung erstellt einen optimier- Einsatzstoffe, vom Registrieren der agieren, ohne auf die Subsysteme zu- ten Produktionsplan für die Gieß- eingefahrenen Waggons und LKWs greifen zu müssen. in das SAP-System. Über einen einfa- 4/2015 PRODUCTION 7 manager Lagerlogistik für Knüppel Das Management des Knüppel- und Fertiglagers erfolgt ebenfalls durch PSImetals und sorgt für die optimale Knüppelzufuhr für das Walzwerk sowie für den Versand der Fertigprodukte an den Kunden. Durch eine konfigurierbare Topologie der Lagerorte können alle Arten von Materiallager im Werk abgebildet werden. Das System kontrolliert außerdem die für Knüppel wichtige Position innerhalb der Lage in einem Stapel. Alle Materialtransporte werden PSImetals: umfassendes Materialmanagement für Knüppel. mittels graphischer Lagerdarstellung auf den Kranterminals als auch in den über jedes erstelltes Fertigprodukt-Pa- • Erstellung von Versandpapieren, bereitgestellten Office Applikation dar- ket. Aus den protokollierten Daten er- • Verwiegung der Transportmit- gestellt und protokolliert. Die Durch- stellt PSImetals online: tel zur Bestimmung des tatsächli- führung aller Aufträge und Transporte • eine Materialbilanz pro Schmelze chen Gewichtes des zu versenden- wird von PSImetals initiiert und im (alle Zugaben pro Schmelze inkl. ERP-System lediglich protokolliert. Schlacke); diese wird auf ERP- Vom Walzwerk zum Fertigprodukt Die Produktion im Walzwerk beginnt mit der Freigabe des von PSImetals erstellten Produktionsplanes und dem den Materials, • Übergabe des Verladeergebnisses Ebene zur Kostenermittlung ver- an SAP mit Referenz zur Kunden- wendet, auftragsposition • Materialeinsatz-, Walz- und Quali- Ergebnisse tätsberichte, • das Schmelzenjournal als Tagesbe- Durch die integrierte PSImetals Lö- richt für das Werksmanagement, sung kann eine vollständige Mate- anschließenden automatischen Trans- • eine Zusammenerfassung der Pro- rialverfolgbarkeit beginnend beim port der Knüppel vom Lager zu den duktionsdaten und übergibt diese Rohstoff- und Vormaterialeingang Aufwärmöfen. Gemäß des PSImetals an SAP. bis zur Auslieferung an den Kun- Produktionsplanes wird die Versorgung den sichergestellt werden. Alle im PSImetals steu- Werk benötigten Dokumente bezüg- ert zusätzlich Pro- lich Rohstoffverwendung, Qualität, beentnahme, er- Produktion und Verladung sind on- stellt Prüfanträge line und auf Papier jederzeit verfüg- und integriert die bar. PSImetals formt eine einheit- Laborgeräte zur liche MES-Lösung für Stahl- und Rückmeldung der Walzwerk und ermöglicht integrierte Testergebnisse. Prozesse von Rohmaterialeingang bis Für den Versand der zum Versand von Zwischen- und Fer- Minimill von NLMK Kaluga zur regionalen Stahlversorgung in Knüppel und Fer- tigprodukten. Zentralrussland. tigprodukte wer- den die im ERPdes Ofens gesteuert. Das L2-System im System erzeugten Versandaufträge an Walzwerk überwacht den Produktions- das MES übertragen. PSImetals unter- ablauf und berichtet pro gewalztem stützt anschließend folgende Prozesse: Knüppel über jeden durchgeführten • Erzeugung von Transportaufträ- Arbeitsschritt sowie am Linienausgang 4/2015 gen für die Verladung, PSI Metals Annett Pöhl Marketing Manager Telefon: +49 30 2801-1820 [email protected] www.psimetals.de PRODUCTION 8 manager Anwenderbericht: Hosokawa Alpine synchronisiert hochkomplexe Auftragsnetze mit PSIpenta Produktion ohne Liegezeiten Bei Maschinen- und Anlagenbauern sind Änderungen durch den Kunden bis kurz vor Lieferung üblich. Der Preis dieser Flexibilität sind hohe Durchlaufzeiten und schwierige Steuerungsprozesse. Mit der um Module zur adaptiven Fertigungssteuerung erweiterten ERP-Suite PSIpenta ist es dem Hersteller von Mahl-und Sichtanlagen aus Augsburg, der Hosokawa Alpine AG, gelungen, seine Fertigungsabläufe zeitnah und automatisiert an Veränderungen anzupassen. Das Ergebnis: stark reduzierte Warte- und Liegezeiten sowie eine hohe Liefertreue. A einzelnen Werkstätten zu navigieren, dass alles zum großen Finale in der Montage bereit steht“. Weiterhin sind Änderungen durch den Kunden bis kurz vor dem Liefertermin an der Tagesordnung. Anteil Durchlaufzeit: 90 Prozent ls die Aufträge für den Ein Blick in die Hallen des Unter- Dass ein Auftrag vorgezogen werden Hersteller von Maschinen nehmens macht deutlich, worin die muss, ein Zukaufteil nicht rechtzei- und Turnkey-Systemen zur Herausforderungen lagen: in der Ko- tig ankommt oder betriebsbedingte Aufbereitung von Pulvern, Granu- ordination aller Prozesse bis zur Mon- Störungen wie etwa der Ausfall einer laten und Schüttgütern Anfang des tage. Denn der Spezialist für Pulver- Maschine auftreten, sind nicht nur neuen Jahrtausends anstiegen, stießen mahlanlagen, die feine Pulver für die Probleme von Sondermaschinen- und die Fertigungsplaner der Hosokawa Pharma-, Food- und Chemieindustrie Anlagenbauern. Mit ihrer Werkstatt- Alpine AG immer häufiger an ihre und die mineralische Grundstoffin- fertigung sind sie auf solche Situati- Grenzen. „Je weiter der Planungspro- dustrie mahlt, produziert einen Groß- onen aber besser eingestellt als Seri- zess in der Ferne lag, desto schwieri- teil der Komponenten in seinen Hal- enfertiger, da sie wesentlich flexibler ger war es für unsere Planer, sich einen len selbst. Reinhard Wagner erklärt: auf Störungen reagieren können. Der Überblick in unserem Auftragsnetz zu „Die selbst gefertigten Teile gilt es Typus der Werkstattfertigung hat aber verschaffen“, sagt Reinhard Wagner, rechtzeitig herzustellen und die Ein- den Nachteil, dass zwischen den ei- stellvertretender Fertigungsleiter bei kaufsteile sind zielgenau in den Pro- gentlichen Hosokawa Alpine. zess einzusteuern und so durch die „sehr viel Luft“ ist. Thomas Makkos, Bearbeitungsschritten Informatiker in der Datenverarbeitung bei Hosokawa Alpine, weiß, welche Auswirkungen das auf die Durchlaufzeiten im Betrieb hat: „Im Schnitt liegt die Bearbeitungszeit eines Teils bei gerade zehn Prozent; 90 Prozent seiner Zeit verbringt es praktisch in Wartestellung.“ PSIpenta steuert adaptiv „PSIpenta versprach uns, unser hochkomplexes Auftragsnetz mit durchschnittlich 100 000 Arbeitsgängen im Jahr abzubilden und zu dynamisieren“, nennt Reinhard Wagner den wichtigsten Entscheidungsgrund für die adaptive Steuerungslösung. Eine Kundenanlage zur Herstellung feinsten Pulvers – Änderungen durch den Kunden bis kurz Und tatsächlich: Heute gehört bei vor dem Liefertermin sind an der Tagesordnung. Hosokawa Alpine die „Fertigung 4/2015 PRODUCTION 9 manager Die Bearbeitungszentren in der mechanischen Fertigung setzen auf die adaptive Steuerungslösung von PSIpenta. auf Sicht“ der Vergangenheit an. nen, die Dringlichkeit der einzelnen erung von Maschinen und Mitarbei- PSIpenta Adaptive ermöglicht eine Aufträge und die Verfügbarkeit be- tern“. Und Makkos fügt hinzu: „Der Rückstandsauflösung über eine Eli- nötigter Einkaufsteile.“ Aufgrund die- früheste Fertigungsstart beginnt tat- minierung der Tot- und Liegezeiten ser Berechnungen hat die Fertigungs- sächlich am heutigen Tag und liegt im Prozess. steuerung in Augsburg immer einen nicht in der Vergangenheit.“ Wagner Zugleich macht das System nach einer Überblick darüber, wo es gerade Eng- fasst zusammen: „Die IT-Lösung hat es täglichen Neuberechnung aller aktu- pässe und Probleme gibt. Auf Basis geschafft, unser hochkomplexes Auf- alisierten Zahlen und Fakten, Vor- dieser Fakten entscheidet das Team, tragsnetz zu synchronisieren.“ schläge, welche Prozesse zu priorisie- ob die vorgeschlagene Priorisierung In den vergangenen fünf Jahren ver- ren sind und in welcher Reihenfolge umgesetzt wird oder ob die Kapazität doppelte sich der Umsatz der Hoso- Teile hergestellt werden sollten. Ter- in einzelnen Bereichen erhöht wer- kawa Alpine AG. minverschiebungen und deren Ur- den muss. „PSIpenta adaptive hat es uns er- sachen markiert PSIpenta als „kriti- „80 Prozent der Faktensuche und möglicht, den mit der Umsatzstei- schen Weg“. In Kombination mit DPA Entscheidungsarbeit nimmt uns das gerung einhergehenden Aufwand in III, das eine Simulation der mögli- System ab; die restlichen 20 Prozent der Fertigungssteuerung zu bewälti- chen Wegvarianten erstellt und Un- glätten wir vollends bei unserer Fer- gen. Ohne PSIpenta adaptive hätten terdeckungen oder Überbelegungen tigungsbesprechung“, sagt Wagner. wir dies nicht bewältigen können“, erkennt, wird zudem klar, welche Auf- In diesem Meeting diskutieren Ferti- bringt es Reinhard Wagner auf den träge ohne weiteres freigegeben wer- gungsleitung, Meister und Vorarbei- Punkt. den können, beziehungsweise, welche ter die aktuelle Situation der Fehlteile Zusatzmaßnahmen notwendig sind. und kapazitative Engpässe. Alle zwei Heute werden bei Hosokawa Alpine Tage gehen neue Arbeitslisten, die jeden Abend alle Aufträge neu be- PSIpenta generiert, an die Meister der rechnet und durchgespielt. Makkos: verschiedenen Fertigungsbereiche. „Dabei berücksichtigt das System alle Abhängigkeitsfaktoren der Kapazi- Verdoppelung des Umsatzes tätsplanung: die benötigte und die „Heute kommt es“, so berichtet Wag- verfügbare Kapazität an den Maschi- ner, „kaum noch zu einer Übersteu- 4/2015 Autorin: Gabi Visintin PSIPENTA Software Systems GmbH Ulrike Fuchs Referentin Marketing und Presse Telefon: +49 30 2801-2029 [email protected] www.psipenta.de PRODUCTION 10 manager Produktbericht: Ganzheitliche Betrachtung und Optimierung von Produktions- und Logistikprozessen Ungeahnte Einsparpotenziale Die ganzheitliche Betrachtung und kombinatorische Optimierung von Produktions- und Logistikprozessen erschließt Kostensparpotenziale bis in den zweistelligen Prozentbereich. Vernetzung und Planung koordinierter Prozesse D mend die Vernetzung und Planung Mit Industrie 4.0 rückt nun zunehkoordinierter Prozesse im Sinne einer tung und Optimierung von Analyse des Transportnetzes mit PSIglobal Prozessen zählt zu den Er- Beispiel: ein führendes Unternehmen Fokus der Anwender. Mit leistungsfä- folgsfaktoren der Logistik. Bei Optimie- der Getränkeindustrie. Der Abfüller higen Simulations- und Prognosetools rungsprojekten für die Supply Chain produziert an mehreren Standorten erfüllen moderne Softwaresysteme werden jedoch in den meisten Unter- in Deutschland zahlreiche verschie- die Anforderungen vorausschauen- nehmen Produktion und Logistik nach dene Produkte und zählt zu den Markt- den, proaktiven Handelns in Pro- wie vor separat betrachtet und opti- führern der Branche. Die Distribu- duktion und Logistik. So lassen sich ie ganzheitliche Betrach- ganzheitlichen Betrachtung in den miert. Reorganisations- etwa mit der Szenari- projekte otechnologie und in- fokussieren die Produktionsabläufe tegrierten und vernachlässigen modellen im PSIglobal die daraus entstehen- Haupteinflussgrößen den Anforderungen an und Sensitivitäten der die logistischen Sys- Supply Chain iden- teme und Prozesse, die tifizieren und gegen- informatorische einander netzung Ver- sowie die um die Analyse- variieren, effizientes- Transport- und Versor- Ganzheitliche Betrachtung von Produktion und Logistik rückt zukünftig mehr ten Transport(kosten) gungskonzepte. in den Vordergrund. strukturen oder die optimale Anzahl und Kostensenkungpotenziale erschließen tion erfolgt ohne Zwischenhändler Lage von Standorten zu ermitteln. im Direktvertrieb mit eigenen Lkw. Allein innerhalb der letzten zwei Umgekehrt werden vielfach Beschaf- Eine Analyse des Transportnetzes mit Jahre haben zahlreiche führende Her- fung. Lagerung und Distribution ohne PSIglobal, der Standardsoftware für steller und Logistikdienstleister mit ausreichende Berücksichtigung von strategische und taktische Analyse, PSIglobal mehr als 100 Millionen Produktionsumfeld, -strategien und Planung und Optimierung von Sup- Transportaufträge optimiert. -kapazitäten durch getaktet und opti- ply Chains, konnte nachweisen, dass miert. Damit bleiben erheblich Spar- die Logistik-Sparte des Herstellers mit und Optimierungspotenziale unge- eigener Tourenplanung die Transporte Zusätzliche Optimierungs­funktionen nutzt. Aktuellen Projekten zufolge, die zwischen den Produktionsstandorten Mit dem aktuellen Release 2.4 bietet PSI Logistics kalkuliert hat, können sowie für Voll- und Leergut zur Kunden- PSIglobal zusätzliche Optimierungs- Unternehmen mit einer ganzheitlichen versorgung maximal optimiert hatte. funktionen für die ganzheitliche Be- Betrachtung und einer konzertierten Auch bei der Nutzung der Lagerkapazi- trachtung und koordiniert Optimie- Prozessoptimierung Produktion täten mit den vorhandenen Strukturen rung von Produktion und Logistik. und Logistik je nach Branche, Größe konnte die Untersuchung keine nen- Besagter und Strukturen zusätzliche Kostensen- nenswerten Verbesserungspotenziale muss kontinuierlich analysieren, ob kungspotenziale bis in den zweistelli- ausweisen. Ähnliches galt für die von sich Kosteneinsparungen beispiels- gen Prozentbereich erschließen. der Nachfrage getriebene Produktion. weise eher erzielen lassen, wenn ein- in Getränkehersteller etwa 4/2015 PRODUCTION 11 manager zelne Standorte Produktionslinien für Getränkesorten einrichten, die bislang an anderen Standorten abgefüllt werden, oder ob es wirtschaftlicher ist, die Standorte, von denen aus die Distribution an die Abnehmer erfolgt, untereinander mit Versorgungstransporten, so genannten Inter-CompanyTransporten, zu beliefern und die Getränke dort mit Vorhaltung ent- Schnelle und einfache Abwicklung von Produktions- und Logistikprozessen. sprechender Lagerkapazitäten bis zum nach Stückliste optimiert werden. In siebenstelliger Höhe dar. Die Poten- einer ganzheitlich koordinierten Be- ziale liegen ungleich höher, je weni- Kombinierte Optimierungs­algorithmen trachtung werden Logistik und Pro- ger die Prozessstrukturen der beiden duktion dabei nicht sequenziell, son- Bereiche bereits optimiert sind und In der Regel werden solche Analysen dern kombinatorisch optimiert. je mehr Prozessbeteiligte, etwa Groß- Abruf zwischenzulagern. sequenziell und separat für die Produk- und Zwischenhandel, in die Struktu- Ganzheitliche Prozess­be­ trachtung und Optimierung ren eingebunden sind. was zu suboptimalen Lösungen führt. PSIglobal löst derartige Fragestellun- Für den Hersteller der Getränkein- stimmter, durchgängig vernetzter Pro- gen hingegen unter Verwendung von dustrie führte die kombinierte Op- zesse, so das Fazit, fällt modernen IT- kombinierten Optimierungsalgorith- timierung zu einem überraschenden Systemen eine besondere Rolle zu. Die men. Statt herkömmlicher Betrach- Ergebnis. Obwohl sowohl die Produk- ganzheitliche Betrachtung und koor- tung von Produktion und Lager auf tion als auch das logistisches Netz dinierte Optimierung von Produktion Basis linearer Entwicklungen lassen bei separater Betrachtung jeweils für und Logistik erschließt dabei bislang sich Kostenfunktionen mit den neuen sich ideal ausgelegt schienen und sich ungeahnte Einsparpotenziale. Algorithmen proportional und unter keine nennenswerten Verbesserungs- Berücksichtigung volatiler Schwan- potenziale ermitteln ließen, brachte kungen berechnen – und zueinander die ganzheitliche Prozessbetrachtung ins Verhältnis setzen. Auf diese Weise und Optimierung Einsparpotenziale können die Kosten beispielsweise auf in Höhe eines mittleren einstelligen Sendungsgrößen der Produktion her- Prozentwertes. Für das Unternehmen untergebrochen und die Herstellung stellt dies einen Einsparungsbetrag in tion und die Logistik durchgeführt, Bei der Gestaltung aufeinander abge- PSI Logistics GmbH Dr. Giovanni Prestifilippo Geschäftsführer Telefon: +49 231 17633-270 [email protected] www.psilogistics.de PSI Logistics PSI Logistics Day Produktion & Logistik 7. März 2016 Flughafen Stuttgart Wir freuen uns auf Sie! Software for Logistics Industry Leaders 4/2015 » www.psilogistics.com 8. - 10. März 2016 Neue Messe Stuttgart Halle 7, Stand 7D76 PRODUCTION 12 manager Interview: Mit den PSIpenta Industrial Apps am Ort des Geschehens Mobile Anwendungssoftware für die Industrie Die Umweltbedingungen in der Produktion und insbesondere die Einsatzbedingungen für die genutzte Software werden sich in Zukunft massiv ändern. Die angestrebte Flexibilität der Produktionssysteme strahlt folgerichtig auf die Nutzungskonzepte der verwendeten Software aus. Neue und mobile Endgeräte ziehen in die Produktionsstätten ein. Andere Möglichkeiten der Interaktion mit der Software selbst, aber auch mit den beteiligten Menschen und genutzten Maschinen, werden möglich bzw. sogar erforderlich. gewinn. Die Software kann quasi am M Maschine), Lokalisierung oder Daten- Ort des Geschehens benutzt werden. Daten können ohne Zeitversatz erzeugt werden bzw. werden ad hoc verfügbar. Und natürlich bieten moderne, mobile Endgeräte vielfältige Funktionen zur Automatisierung von Abläufen (z. B. Anmeldung an eine it Herrn Karl Tröger, Lei- Unternehmenssoftware wünschen. erfassung. ter Produktmanagement Woher kommt diese Entwicklung? Wesentlich sind dabei aber vor allem bei PSIPENTA, sprachen die Unterstützungsfunktionen für die wir darüber, inwiefern eine „Appisie- K. Tröger: Die Mobilisierung der Ge- Menschen in der Fabrik. Umfangrei- rung“ der Produktion denkbar und schäftsprozesse ist wahrscheinlichen che und komplexe Zusammenhänge sinnvoll ist und welche Auswirkun- einer der offensichtlichsten Ansatz- müssen schnell erkennbar sein, bzw. gen dies auf die aktuellen Software- punkte zur Erklärung der zunehmen- Entscheidungen schnell und vor allem Lösungen hat. den, wie nennen es mal, „Appisie- auch richtig getroffen werden. Apps rung“ von Industrie-Software. Die ermöglichen es, nur wenige, oder sogar Herr Tröger, es ist keine Neuheit, Integration des Außendienstes in un- nur eine Funktion anzubieten, und dass sich Produktionsunternehmen ternehmensweite Geschäftsprozesse damit zielgerichtet auf die aktuelle mehr mobile Anwendungen für ihre verspricht einen enormen Effizienz- Rolle des Menschen im Produktionsprozess Informationen bereitzustellen bzw. Aktivitäten zu unterstützen. Was bedeutet diese Appisierung technisch für aktuelle Softwarelösungen wie ERP- und MES-Systeme? K. Tröger: Heutige monolithische Anwendungen müssen dazu aufgebrochen und einfacher bedienbar werden. Serviceorientierte Architekturen unterstützen in einem ersten Schritt den Prozess der Zerlegung dieser großen Anwendungen am Frontend oder MenschMaschine-Interface in kleinere, einfacher und intuitiv bedienbare Apps. Die Gesamtfunktionalität geht dabei keineswegs verloren, sondern wird nur in kleineren Stücken präsentiert und ist leichter konsumierbar. Die Integration Mit mobilen Anwendungen im Produktionsumfeld werden Daten zeitnah verfügbar und erlau- der Funktionen, Prozesse und Daten er- ben Entscheidern kurze Reaktionszeiträume. folgt nach wie vor im Backend. 4/2015 PRODUCTION 13 manager PSIpenta Industrial Apps bieten Unterstützung bei Service-Prozessen, Personalzeitinformationen sowie Außendienst und Management. Welche Apps bietet PSI derzeit für zung der weit verbreiteten mobilen Der den Einsatz in der Produktion an und Plattformen sicher. zwischen Individualität bzw. einem Widerspruch konsequenten Anwenderbezug und was ist deren technologische Basis? K. Tröger: Wir bieten zum heutigen vermeintliche Wozu dienen die Apps im Produkti- Uniformität also Standardlösun- onsalltag? gen muss technisch aufgelöst werden. Ziel muss es sein, aufgaben- Zeitpunkt bereits Apps – wir nennen sie übrigens Industrial Apps – für die K. Tröger: Unsere App zur Personal- orientierte User-Interfaces einfach vollständige und durchgängige Unter- zeiterfassung ist, denke ich, selbster- gestalten zu können und Software- stützung von Service-Prozessen, die klärend. Im Service dreht sich alles Systeme in der Produktion als Assis- Erfassung von Personalzeitinformatio- um die effizientere Vorfallbearbeitung tenzsystem und Tutor der Anwender nen für den Außendienst und das Ma- und die Ist-Wert-Erfassung bis hin zur zu verstehen. Die Bereitstellung von nagement an. Auf verschiedenen Ver- Online-Dokumentation von Kompo- Apps ist zweifellos ein Weg, die Nut- anstaltungen zeigen wir zudem einen nentenwechseln in Maschinen, An- zung komplexer Funktionen zu ver- Prototyp, der die plakative Verwen- lagen oder auch Fahrzeugen. Die App einfachen. Mit der Hilfe von Apps dung von Smart Devices zur Produkti- für die Managementebene stellt Un- werden wir in der Lage sein, IT-Sys- onssteuerung demonstriert. Hier wer- ternehmenskennzahlen übersichtlich teme effizienter und fehlerfrei zu be- den aus dem Auftragsmanagement der und sozusagen in Echtzeit und auf nutzen. ERP-Suite PSIpenta Bearbeitungs-In- Knopfdruck zur Verfügung. formationen an ein Smart Device weitergegebenen und zur Produktions- Können Sie noch einmal kurz zu- steuerung verwendet. Die Basis für sammenfassen, welche Eckpfeiler Sie unsere mobilen Lösungen bilden web- entscheidend für eine erfolgreiche basierte, hybride Technologien. Auf Bereitstellung von Apps für die In- diese Weise stellen wir die Unterstüt- dustrie halten? 4/2015 PSIPENTA Software Systems GmbH Ulrike Fuchs Referentin Marketing und Presse Telefon: +49 30 2801-2029 [email protected] www.psipenta.de PRODUCTION 14 manager Aktuelles: ThyssenKrupp Steel Europe und PSI schließen strategische Partnerschaft PSImetals als Standardsoftware Die ThyssenKrupp Steel Europe AG und PSI Metals haben eine Vereinbarung über die Entwicklung der PSI zum Standardsoftwareanbieter für alle Gesellschaften innerhalb der Business Area Steel Europe geschlossen. Projektmanagements, die Verbreitung T einheitliche Lizenz-, Wartungs- und des PSImetals-Know-hows innerhalb der Business Area und konzernweit hyssenKrupp Steel Europe Dienstleistungsverträge erzielt werden. plant, die Systemlandschaft Beide Partner werden eine langfris- in der Business Area durch tige Strategie abstimmen, die insbeson- den Rollout der PSI-Software PSImetals dere die Bereiche Produktentwicklung zu standardisieren und damit die Wett- und Prozessunterstützung berücksich- bewerbsfähigkeit zu steigern. Hier- tigen wird. für sollen Abläufe und Schnittstellen durch die größtmögliche Nutzung der in PSImetals vorhandenen Standardfunktionalitäten und Standardschnittstellen vereinheitlicht werden. Sven Busch, Geschäftsführer PSI Metals Zusätzliche Skaleneffekte sollen durch und Dr. Michael Kranz, CIO Thyssen- die Festlegung eines standardisierten Krupp Steel Europe. PSI Metals Annett Pöhl Marketing Manager Telefon: +49 30 2801-1820 [email protected] www.psimetals.de Veranstaltung: Rückblick PSI Metals Roadshows in Indien und Bahrain Marktdynamiken aktiv begegnen Spezifische, auf die jeweiligen Marktbedingungen zugeschnittene Veranstaltungen bieten eine besondere Möglichkeit, mit Kunden und Interessenten Herausforderungen zu erörtern und Lösungsmöglichkeiten individuell aufzuzeigen. Im Herbst diesen Jahres lud PSI Metals nach Indien und Bahrain ein. A Anfang Oktober lud PSI dann ausgewählte Firmen in Middle East zu einem Roadshow-Event in Bahrain. An einem Tisch saßen Experten von Hadeed (Saudi Arabien), SULB (Bahrain), SMS und SAP. Thema nfang war von PSImetals den vorherrschenden war die optimal angepasste Unter- Ranchi in Indien erster September Dynamiken des Marktes stellen und stützung der Produktionsprozesse mit Veranstaltungsort einer diese zu ihren Gunsten verwenden. PSImetals. Davon konnten sich alle solchen Roadshow. Im Anschluss an Besonderes Highlight war der Vor- Teilnehmer positiv überzeugen und eine von SAIL (Steel Authority of trag von Robert Gieselmann von bestätigten mit ihren Aussagen den India) organisierte Konferenz, wo PSI Thyssen Krupp Electrical Steel, der Anspruch der PSI, die Nummer 1 im ebenfalls mit einem Vortrag vertre- anschaulich zeigte, welche Lösun- Metals-Markt zu sein. ten war, lud PSI die Vertreter der in- gen sein Unternehmen gemeinsam dischen Stahlindustrie zum Informa- mit PSI gefunden hat. 26 Teilnehmer tionsaustausch ein. Im Mittelpunkt von Top Produzenten wie Tata Steel, standen die Herausforderungen indi- JSPL oder SAIL gaben der Veran- scher Stahlproduzenten. In mehreren staltung beste Noten und waren vor Vorträgen wurde herausgearbeitet, allem von den anschaulichen Bei- wie sich die Produzenten mit Hilfe spielen überzeugt. PSI Metals Raffael Binder Direktor Marketing Telefon: +43 732 6989-2049 [email protected] www.psimetals.de 4/2015 PRODUCTION 15 manager Produktbericht: Neues PSImetals-Release PSImetals 5.11 – Benutzerfreiheit ohne Grenzen Das Ende November verfügbare Release 5.11 bietet einen interessanten Mix aus neuen Funktionen und führt konsequent die PSI Produktpolitik weiter. Ein Highlight ist die frei konfigurierbare Nutzeroberfläche. Weiters ermöglicht der neue Flow Configurator eine einfache ProzessModellierung. Einheitliche Kennzahlen in allen Planungsanwendungen sorgen für Transparenz und Vergleichbarkeit. Darüber hinaus wurden interessante Kundenanforderungen in den Standard übernommen und vorhandene Funktionen hinsichtlich Usability überarbeitet. D überwachung, Inspektionserfassung sowie Fehlerdarstellung und Historisierung. Zur einfacheren Integration wurden die PSImetals Level-2-Standardschnittstelle sowie die Kommunikation zwischen PSImetals Order Dressing und SAP erweitert. Im Bereich Lifecycle-Management stehen eine verbesserte Auftragsbilanzierung as neue Release markiert Screens per Drag & Drop erstellt oder sowie die Unterstützung zyklischer einen Meilenstein in der bestehende so verändert werden, dass Arbeitsgänge zur Verfügung. Order Usability-Initiative der PSI. sie den Anforderungen entsprechen. Dressing ist ab sofort auch in der Lage Ausgestattet mit allen Möglichkeiten, Benutzerfreiheit ohne Grenzen! alternative Produktionsaufträge zu ge- die das PSI Java Framework (PJF) bie- Wie bereits in Heft 1 diesen Jahres an- nerieren. tet, weckt die vollständig konfigurier- gekündigt, steht mit dem neuen Re- Neue Funktionen zur Bestandsauf- bare Benutzeroberfläche die Freude am lease eine Innovation aus dem Hause nahme, sowie eine verbesserte Kon- Individualisieren. Oberflächen kön- Broner nun auch allen PSImetals Kun- figuration für Zielfindung und Trans- nen ab sofort einfach und schnell an den zur Verfügung – der Flow Confi- portauftragserzeugung mittels BDE eigene Arbeitsabläufe angepasst wer- gurator. Geschäftsprozesse lassen sich Dialog finden sich im Bereich PSIme- den. Zukünftig werden nicht das Be- schnell und intuitiv im System model- tals Logistics wieder. herrschen einer Programmiersprache lieren – etwas, dass bisher nur mit Un- Weitere Details rund um PSImetals oder hervorragende Abstraktionsfä- terstützung von PSI-Spezialisten mög- 5.11 erhalten Sie in Kürze auf unse- higkeit der Grundstein für eine benut- lich war. rer Webpage oder über Ihren Kontakt zerfreundliche Oberfläche sein – jeder Für Nutzer der PSImetals Planungs- zur PSI. Anwender selbst wird zum Schöpfer anwendungen werden die Ergebnisse seines PSImetals-Front-Ends. der Planungsläufe noch einfacher be- Je nach Profil kann der Nutzer neue wertbar. Anhand vordefinierter Stan- Screens und Views erzeugen. Der in- dard-KPIs können verschiedene Pla- tuitive WYSIWYG (What You See Is nungsszenarien grafisch anschaulich What You Get)-Editor macht dies mög- miteinander verglichen werden. Die lich. Direkt zur Laufzeit können neue PSImetals Scheduler besitzen ab so- PSI Metals Raffael Binder Direktor Marketing Telefon: +43 732 6989-2049 [email protected] www.psimetals.de fort Voreinstellungen für Tuning Parameter und Default Profile, die mit Hilfe der PSI Technologie „Qualicision“ und PSI Beratern über Workshops noch effizienter und zielgerichteter angepasst werden können. Für Produktionssteuerung und Qualitätsmanagement führt das neue Release u. a. zu Verbesserungen in den Bereichen Schmelzenfreigabe, Unterstützung von Gespannguss, automatiWYSIWYG-Editiermodus in PSImetals sowie … 4/2015 sche Störungserfassung durch Prozess- … Umschalten zum fertigen Dialog in Echtzeit. PRODUCTION 16 manager Veranstaltung: PSI Logistics Day 2016 Vernetzung von Produktion und Logistik Unter dem Motto „Produktion & Logistik“ lädt die PSI Logistics ihre Kunden am 7. März 2016 zum 2. PSI Logistics Day 2016 ein. Veranstaltungsort für den Erfahrungs- und Informationsaustausch zwischen Entwicklern und Anwendern ist der Flughafen Stuttgart. vom Warehouse Management Sys- E rungssystem PSIglobal bis hin zu den ine Vielzahl von Kunden und „Die ganzheitliche Betrachtung bei- Interessenten haben sich an- der Bereiche bei Optimierungsprojek- gemeldet, um sich direkt und ten für die Supply Chain hebt unge- exklusiv über die neuesten Software- ahnte Einsparpotenziale“, begründet Entwicklungen vor Ort zu informie- Geschäftsführer Dr. Giovanni Presti- ren. Der Themenschwerpunkt des PSI filippo den Fokus (s. Beitrag S. 10). Logistics Day 2016 zielt auf die Ver- Zudem tangiere das Thema das gesamte netzung von Produktion und Logistik. Produktspektrum der PSI Logistics – tem PSIwms und dem Transport Management System PSItms über das strategische Planungs- und OptimieFlughafen-IT-Lösungen PSIairport. PSI Logistics GmbH Phillip Korzinetzki Marketing Manager Telefon: +49 231 17633-280 [email protected] www.psilogistics.de Veranstaltung: 32. Deutscher Logistik Kongress im Rückblick Zuspruch und den Gesprächen auf „Voller Erfolg“ in Berlin dem diesjährigen Kongress konnten wir ersehen, wie zukunftsorientiert die PSI Logistics mit ihrem Pro- Unter dem Motto „Eine Welt in Bewegung“ traf sich Ende Oktober zum 32. Mal die Logistik-Branche auf dem von der Bundesvereinigung Logistik veranstalteten Deutschen Logistik Kongress in Berlin. Traditionell war die PSI Logistics wieder als gesuchter Ansprechpartner mit dabei. I duktspektrum bereits aufgestellt ist. Gleichzeitig mussten wir jedoch feststellen, dass bei vielen Anwendern und Multiplikatoren noch ein deutli- n der entspannten Atmosphäre der „Havanna Lounge“ suchte auch in diesem Jahr wieder eine Vielzahl von Fachleuten, Medienvertretern, Kunden und Interessenten aus Industrie und dem Dienstleistungssektor das Gespräch mit der Geschäftsführung sowie mit dem Produktmanagement und den Projektleitern. Hoher Informationsbedarf an modernen IT-Systemen „Der Deutsche Logistik Kongress ist die Plattform der Branche für Kontakte, Informationsaustausch und Geschäftsanbahnungen“, urteilt Dr. Giovanni Prestifilippo, Geschäftsführer der PSI Logistics. „Aus dem Entspannte Atmosphäre in der Havanna Lounge der PSI Logistics. 4/2015 PRODUCTION 17 manager cher Informationsbedarf darüber be- wachs an internationalen Teilneh- zeugen von einem vollen Erfolg“, re- steht, welche nachhaltigen Möglich- mern. sümiert Sacha Tepuric, Geschäfts- keiten moderne IT-Systeme bei der Das war auch in der Havanna Lounge führer der PSI Logistics. „Das wird Optimierung und Effizienzsteigerung zu spüren. So konnte PSI insbeon- sich in den Projekten des kommen- in Logistik und Produktion bereits dere Kunden und Interessenten aus den Jahres widerspiegeln.“ heute bieten.“ dem osteuropäischen Raum begrüßen. Die PSI Logistics ist selbst mit Mehr internationale Teilnehmer aus Osteuropa Standorten in Polen und Russland Der Deutsche Logistik-Kongress ist reiche Großprojekte realisiert. „Un- inzwischen die jährlich wichtigste serer Auftritt auf dem Deutschen Lo- ausgerichtete Logistikveranstaltung gistik Kongress sowie die Fülle der in Europa mit einem deutlichen Zu- Gespräche und Resonanz der Gäste vertreten und hat dort bereits zahl- PSI Logistics GmbH Phillip Korzinetzki Marketing Manager Telefon: +49 231 17633-280 [email protected] www.psilogistics.de Aktuelles: Implementierung Warehouse Management System Stute Logistics setzt auf Multi-Site-Lösung PSIwms Die Stute Logistics AG & Co. KG, einer der führenden Kontraktlogistiker in Deutschland, hat sich für die Implementierung des Warehouse Management Systems PSIwms der PSI Logistics GmbH entschieden. Die Multi-Site-fähige und konfigurierbare Standardsoftware steuert als ersten Standort das neue Nürnberger Logistikzentrum des Dienstleisters. gen investitionssicher übernommen I das Modul Automatisiertes Testen, werden können. Neue Testfälle, -varianten und -abläufe einfach konfigurieren Unterstützt wird das Projekt durch m Frühjahr übernimmt Stute in Hohe Transparenz der Prozesse mit dem sich im PSIwms neue Test- Nürnberg das Logistikzentrum Das integrierte Staplerleitsystem sorgt fälle, -varianten und -abläufe ein- eines führenden Herstellers von dabei für wegeoptimierte Transporte fach konfigurieren lassen. Mit die- Baugeräten- und -maschinen. Für die und verkürzten Leerfahrten. Das sen prüft das System fortwährend Bestandsverwaltung und Prozessteu- ebenfalls integrierte Cockpit-Modul alle neuen Prozesse und veränderten erung der Anlage setzt der Kontrakt- bietet dem Anwender eine durchgän- Materialflüsse, die etwa bei Einbin- dienstleister auf das PSIwms in der ak- gige Visualisierung der individuel- dung neuer Mandanten oder Kun- tuellen Version 3.0 – und führt damit len Kennzahlen (KPI) und eine hohe denanforderungen erforderlich wer- die Auftragsabwicklung für die welt- Transparenz der Prozesse. den. Zudem wird das PSIwms zur weite Ersatzteillogistik des Herstellers. Neben der für Logistikdienstleis- Qualitätssicherung und zum Quali- Dazu stehen in dem 10 000 Quadrat- ter wichtigen Multi-Site-Funktion, tätsnachweis des Logistikdienstleis- meter großen Logistikzentrum rund waren für Stute die erwiesene Stabili- ters Stute mit Modulen für die Archi- 12 000 tät, weitgehende Konfigurationsmög- vierung und der Fotodokumentation 50 000 Fachbodenstellplätze für die lichkeiten, eingesetzt. Teilelagerung sowie ungefähr 1 500 Funktionalität und hinterlegbare Re- laufende Meter Kragarm zur Verfü- gelwerke zur Prozessabwicklung und gung. PSIwms wird vom zentralen Re- -optimierung des PSIwms ausschlag- chenzentrum aus betrieben und für gebend. Die Releasefähigkeit des Sys- den Standort Nürnberg die Lagerung, tems stellt sicher, dass auf Basis der Kommissionierung und Auftragsbear- gemeinsamen PSI-Technologieplatt- beitung durchführen. form, laufende Softwareentwicklun- 4/2015 Palettenstellplätzen, etwa branchenübergreifende PSI Logistics GmbH Phillip Korzinetzki Marketing Manager Telefon: +49 231 17633-280 [email protected] www.psilogistics.de PRODUCTION 18 manager Aktuelles: PSIPENTA mit neuen Geschäftsführern und neuem Namen Doppelspitze übernimmt 2016 operative Führung Der Vorstandsvorsitzende der PSI AG Dr. Harald Schrimpf stellte auf der 29. Jahrestagung der Interessengemeinschaft der PSIpenta-Anwender (IPA) am 13. November in Essen das neue Geschäftsführungsduo des Tochterunternehmens PSIPENTA Software Systems GmbH vor. Usergroup begrüßt neues Führungsduo aus PSI-Reihen A hen des PSI-Konzerns. Eine gute Basis „Als Usergroup begrüßen wir die neue Führungsspitze aus den eigenen Rei- b dem 1. Januar 2016 wer- tiale aus Industrie 4.0 und aktuell um die offene und vertrauensvolle Zu- den mit Dr. Herbert Had- guter Konjunktur aktiv zum Wachs- sammenarbeit mit der PSIPENTA fort- ler (50), bis dato für das tum genutzt werden. Dazu sind insbe- zusetzen. Wir bedanken uns ganz herz- PSIPENTA-Geschäft in Österreich sondere die auf die Konzernplattform lich bei Herrn Keseberg, der immer den und der Schweiz verantwortlich und migrierten bzw. völlig neu entwickel- engen Kontakt zu den Kunden gepflegt Dieter Deutz (52), ehemals Divisions- ten Produkte PSIpenta 9, PSIjscada 2 hat.“, betont Hans-Peter Rudolph, leiter der PSI Metals Non Ferrous (neue Maschinen- und Personaldaten- IT-Projektleiter des Automobilzulie- GmbH, zwei erfolgreiche PSI-Mana- erfassung und Visualisierung) sowie ferers Läpple Dienstleistungsgesell- ger die operative Verantwortung des PSIjls (Leitstand) in den Markt ein- schaft mbH und Vorstandsmitglied der Fertigungssoftwarespezialisten über- zuführen. Herrn Keseberg danke ich PSIPENTA-Kundencommunity. nehmen. Ab dem 1. Januar 2016 wird sehr, sehr herzlich für seine starke GmbH als PSI Automotive & Indus- Umfirmierung und Fokussierung try GmbH firmieren. Passend zur Markteinführung des Die neue Doppelspitze folgt dem auf die PSI-Technikplattform mig- scheidenden Geschäftsführer Alf- rierten PSIpenta Release 9, das zahl- red M. Keseberg (65) nach, der zum reiche Fortschritte hinsichtlich mo- 31. März 2016 seine hauptberufliche derner Bedienbarkeit, Anpassbarkeit Laufbahn beenden und sich als Be- und Interoperabilität bringt, wird rater auf größere Vertriebsfälle der das Unternehmen PSIPENTA Soft- PSI konzentrieren wird. Keseberg lei- ware Systems GmbH mit dem neuen tet das Unternehmen seit 2004 und Namen „PSI Automotive & Industry die PSIPENTA Software Systems baute PSIPENTA zu einer stabilen Dr. Harald Schrimpf, Dieter Deutz, Alfred M. Kese- GmbH“ namentlich näher in den Größe innerhalb des PSI-Konzerns berg, Harald Fuchs, Dr. Herbert Hadler (v.l.n.r.). Konzern integriert. Der neue, inter- auf. Heute zählt die PSIPENTA zu den national besser vermittelbare Name etablierten Anbietern im umkämpf- Aufbauleistung und freue mich auf unterstreicht zudem die Fokussierung ten ERP- und MES-Markt. die weitere Zusammenarbeit in gro- auf die Automobilindustrie sowie auf ßen Vertriebsfällen und Industrie 4.0 den klassischen Maschinen- und Potentiale aus Industrie 4.0 Forschungsprojekten.“, so Dr. Harald Anlagenbau. „Mit der Wiedereinsetzung einer Schrimpf. Neben seiner heutigen Tä- PSIpenta/ERP und PSIpenta/MES Doppelspitze sollen die beiden Ge- tigkeit für die PSIPENTA in Öster- bleiben bestehen. schäftsfelder Automotive (Serie) und reich und der Schweiz wird Dr. Her- Maschinen- und Anlagenbau (Klein- bert Hadler die Verantwortung für das serien und Einzelfertigung) angemes- Industrie-Geschäft sowie die Bereiche sen in der Geschäftsführung vertreten Finanzen und Personal übernehmen. werden. Mit den beiden Geschäfts- In Dieter Deutz‘ Verantwortung fal- führern und weiterer personeller len das Automotive-Geschäft sowie Teamverstärkung sollen die Poten- Vertrieb und Technik. Die Produktnamen PSIPENTA Software Systems GmbH Ulrike Fuchs Referentin Marketing und Presse Telefon: +49 30 2801-2029 [email protected] www.psipenta.de 4/2015 PRODUCTION 19 manager Aktuelles: PSIPENTA erhält Großauftrag von Spezialdienstleister SD Automotive Abbildung aller Produktionsprozesse mit PSIpenta Das PSI-Tochterunternehmen PSIPENTA Software Systems GmbH wurde vom Automobilzulieferer SD Automotive GmbH mit der Einführung einer umfassenden Enterprise-Resource-Planning- (ERP) und Manufacturing-Execution-Lösung (MES) beauftragt. Die 1984 gegründete SD Automotive D ternehmen stellt Ersatzteile für alle be- GmbH zählt bundesweit zu den vier führenden Anbietern im Formen-, Werkzeug- und Prototypenbau. Das Un- as Ziel der Softwareein- durch den gesamten Auftragsprozess kannten Automobilhersteller her und führung ist eine Verkür- wird SD Automotive das PSIpenta beschäftigt etwa 520 Mitarbeiter. zung Projektmanagement einsetzen. der Durchlaufzei- ten sowie eine hohe Transparenz Neben PSIpenta ERP und MES kom- und Flexibilität in der Ablauforga- men z. B. auch die mobile Lösung, nisation. Der in Georgsmarienhütte das Business Reporting und Service- ansässige für management sowie die Dokumenten- die Automobilindustrie wird mit und Belegarchivierung des Partners dem Spezialdienstleister MES-Standard intex Informations-Systeme GmbH PSIpenta alle Unternehmensabläufe auf Basis der EASY ECM Suite zum weitestgehend standardnah abbilden. Einsatz. „Uns haben vor allem die Neben der Prozessunterstützung der Funktionsvielfalt und der klare Bran- Auftragsabwicklung und Produktion chenfokus stehen vor allem auch eine projekto- gebend für die Entscheidung waren rientierte Ausrichtung für eine kun- zudem Referenzbesuche bei namhaf- denspezifische Einzelfertigung und ten Kunden der Automobilindustrie“, eine Kleinserienfertigung im Mittel- begründet Christian Hormann, IT – punkt der Lösung. Zur Planung und Leiter bei SD Automotive die Ent- Terminierung von Projektschritten scheidung für PSIPENTA. ERP- und überzeugt. Ausschlag- PSIPENTA Software Systems GmbH Ulrike Fuchs Referentin Marketing und Presse Telefon: +49 30 2801-2029 [email protected] www.psipenta.de IMPRESSUM Herausgeber PSI AG Dircksenstraße 42–44 10178 Berlin (Mitte) Deutschland Telefon: +49 30 2801-0 Telefax: +49 30 2801-1000 [email protected] www.psi.de Redaktionsleitung Bozana Matejcek Redaktion Ulrike Fuchs, Phillip Korzinetzki, Irina Loska, Annett Pöhl, Dolores Schmidt VERANSTALTUNGEN www.psi.de/de/events Gestaltung Heike Krause 03.12.2015 AUTOMOTIVE Day Nürnberg, Deutschland PSIPENTA Druck Repro- & Druck-Werkstatt 03.12.–04.12.2015 PSImetals UserGroup 2015 Dresden, Deutschland PSI Metals QUELLEN 24.02.–25.02.2016 Hamburger Logistiktage Hamburg, Deutschland PSI Logistics 07.03.2016 PSI Logistics Day Stuttgart, Deutschland PSI Logistics Flughafen Stuttgart 08.03.–10.3.2015 LogiMAT Stuttgart, Deutschland PSI Logistics Halle 7 | Stand 7D76 14.03.–18.03.2016 CeBIT Hannover, Deutschland PSIPENTA, F/L/S Halle 5 | Stand E16 4/2015 Seite 1, 3: © Thinkstock/iStock/ Peshkova Seite 4: © Thinkstock/iStock/ Jaroslav Frank Seite 5: © SMART FACE Seite 7 oben: PSI Metals Seite 7 unten: NLMK Kaluga Seite 8, 9: Hosokawa Alpine AG Seite 11: Fotolia Seite 12, 13: PSIPENTA GmbH Seite 15: PSI Metals Seite 16: PSI Logistics GmbH Seite 18 : PSIPENTA GmbH PRODUCTION manager PSI Aktiengesellschaft für Produkte und Systeme der Informationstechnologie Dircksenstraße 42– 44 10178 Berlin (Mitte) Deutschland Telefon: +49 30 2801-0 Telefax: +49 30 2801-1000 [email protected] www.psi.de