Pflichtenheft
Werbung

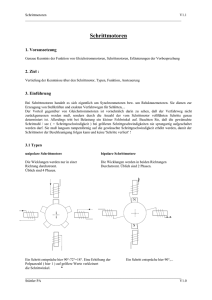
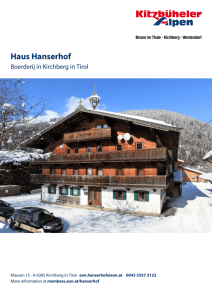
Projekt 3 HEA Modernisierung einer 3-Achsen-Fräse Version 2.3 Erstellt von: Ivanovski, Fian, Romirer, Schweiger, Weißinger, Stolzer, Hanisch, Wolf Erreichbar unter: [email protected] HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] Inhaltsverzeichnis: Deckblatt ...................................................................................................................... Seite 1 Inhaltsverzeichnis ......................................................................................................... Seite 2 1. Ziel des zu entwickelnden Systems .............................................................................. Seite 3 2. Anforderungen ............................................................................................................. Seite 3 3. Bestandsaufnahme ........................................................................................................ Seite 4 3.1. Steuersystem................................................................................................... Seite 4, 5 3.2. Antriebssystem ................................................................................................... Seite 6 4. Zielsetzung .............................................................................................................. Seite 7-11 5. Optionen ..................................................................................................................... Seite 12 Stand: 14.05.2016 Seite 2 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] 1. Ziel des zu entwickelnden Systems: Ziel ist es, die ca. 28 Jahre alte Fräse, mit einem PC (+entsprechende Software) betreiben zu können. Das alte System hat mit einem gestanzten Lochstreifen als Datenträger, über einem Lochstreifenleser, Registereinheit, automatischem Frequenzteiler und Leistungsteil für die Schrittmotoren gearbeitet. Die Daten werden eingelesen und mit den Schrittmotoren über die 3 Achsen abgearbeitet. 2. Anforderungen: 2.1. Ist-Zustand: 3-Achsen Fräse und ihre Hauptkomponenten: Lochstreifenleser Registereinheit Automatischer Frequenzteiler Leistungsteil für Schrittmotoren (Antriebseinheit) Stand: 14.05.2016 Seite 3 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] 2.2. Soll-Zustand: Die Fräse soll mit dem vorhandenen Leistungsteil und mit einem modernen Computer + NC-Frässoftware gesteuert werden. Die mechanische Fräse bleibt unverändert erhalten. Die Hauptkomponenten Lochstreifenleser, Registereinheit, Automatischer Frequenzteiler fallen weg. 3. Bestandsaufnahme: Die Fräsmaschine wurde wie folgt aufgenommen: 3.1. Steuersystem: 3.1.1. Lochstreifenleser: Das Streifenlesen erfolgt mechanisch. Die Information ist mechanisch im Lochstreifen gespeichert und muss in elektrische Signale umgewandelt werden, bevor sie sich verwenden lässt. Grundsätzlich unterscheidet man für die NC-Maschine zwei verschiedene Codearten: ISO-Code EIA-Code Unsere Fräsmaschine verwendet den ISO-Code. Stand: 14.05.2016 Seite 4 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] 3.1.2. Registereinheit: Die Registereinheit ist ein Teil der numerisch gesteuerten Maschine, die die Informationen von Lochstreifen oder der Lochkarte in Signale umwandelt, die die Antriebseinheiten der Maschine steuern. Die Haupteile der Registereinheit sind: a) Decoder b) Funktionsregister c) Positionsregister d) EOB-Speicher 3.1.3. Automatischer Frequenzteiler: Der automatische Frequenzteiler gehört zur Ausrüstung für die numerische Steuerung. Er ermöglicht eine Bahnsteuerung der Fräse direkt vom Lochstreifenleser. Bahnsteuerung bedeutet, dass eine kurvenförmige Bewegung durch eine Anzahl von geradlinigen Bewegungen in verschiedenen Winkeln annähernd nachgebildet wird. 3.1.4. Leistungsteil für die Schrittmotoren (Antriebseinheit): Die Antriebseinheit wird von der Registereinheit gesteuert und bekommt von ihr die richtigen Impulse, um den Ist-Zustand anzusteuern. Sie gibt die Impulse zu den Schrittmotoren weiter, die die X-, Y- und Z-Achse der Fräse steuern. Stand: 14.05.2016 Seite 5 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] 3.2. Antriebssystem: Das Antriebssystem besteht aus: 1) Antriebsmotor (Schrittmotoren) 2) ev. Untersetzungsgetriebe zwischen Motor und Antriebsspindel 3) Antriebsspindel Wir steuern unsere 3-Achsfräse mit 3 Schrittmotoren an. Die Daten der Motoren sind folgende: Phillips PD 20: 8-phasiger uni-polar Antrieb Leistungsaufnahme: 11 Watt max. Drehmoment: 0,16 Nm Haltemoment: 0,19 Nm Schrittwinkel: 3,75° max. Frequenz (pull-in): 650 Hz Schrittwinkeltoleranz: ±10' max. Frequenz (pull-out): 6 kHz Drehzahl: 96 U/min Widerstand pro Wicklung: 9 Rotorträgheit: 2,2*10-4 Nm² Induktivität pro Wicklung: 25 mH Kugellager Strom pro Wicklung: 550 mA Gewicht: 1400 g Zulässige durchschnittliche Max. Radialkraft auf der Welle: 100 M Umgebungstemperatur: -30 bis 85 °C 5000 g Zulässige durchschnittliche Lagertemperatur: -60 bis 110 °C Isolationswiderstand bei 500 V DC: Max. Axialkraft auf der Welle: 2000 g Max. Spielraum: 0,07 mm Zulässige Motortemperatur: 125 °C Stand: 14.05.2016 Seite 6 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] 4. Zielsetzung: Die Fräsmaschine soll mit PC-Ansteuerung (Software) über eine parallele Schnittstelle mit dem vorhandenen Leistungsteil betrieben werden. Dafür benötigt man: schnellen Rechner (GHz-Prozessor) + Frässoftware schnelle Parallelschnittstelle (Druckerschnittstelle) vorhandene Antriebseinheit und Steuersatz Im neuen System werden folgende Komponenten nicht mehr benötigt: Lochstreifenleser Registereinheit Automatischer Frequenzteiler 4.1. Die Software: Für die Ansteuerung über den Computer können entweder die Step-Four Demo Version 4 Software oder die PrimCNC Software verwendet werden. Die Step-Four Frässoftware kann grundsätzlich in zwei verschiedene Modi betrieben werden: 1. Der Arbeitsmodus: In dieser Betriebsart wird mit angeschlossener Steuerung und Maschine gearbeitet. Die Schritt-, Richtungs- und Steuersignale werden zur Elektronik gesendet, die Eingangssignale werden überwacht und ausgewertet. 2. Der Simulationsmodus: Um die Fräsdaten entsprechend vorzubereiten und den Fräsvorgang zu simulieren, kann die Software durch Verwendung eines optional erhältlichen Softwareschutzsteckers auch auf jedem anderen PC auch ohne angeschlossene Maschinensteuerung betrieben werden. Da in diesem Falle Echtzeitanforderungen der Schrittausgabe wegfallen, kann die Frässoftware Step – Four Frässoftware V4 in diesem Modus auch unter Windows 2000/NT/ME oder XP betrieben werden. Stand: 14.05.2016 Seite 7 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] Die PrimCNC Software ist ein Interfaceprogramm zu diversen CNC-Steuerungen und dient dazu, mithilfe einer einfachen Steuerung ein komfortables Bearbeitungszentrum zu haben. Sie haben hier ähnliche Optionen wie bei einer intelligenten CNCSteuerung. Da viele CNC-Steuerungen nicht alle Befehle (z.B. Z-Höhenkorrektur, Abtasten, Werkzeug-Ablängen, Bohrzyklen etc.) unterstützen, die von PrimCAM benötigt werden, werden sie im DNC-Betrieb interaktiv aus PrimCAM angesteuert. Dies erlaubt, gewisse Befehle für die Steuerung nachzubilden. Es hat außerdem den Vorteil, dass sie ein NC-Programm direkt aus PrimCAM heraus aufrufen und abarbeiten können. 4.2. Die Parallelschnittstelle allgemein: Die Druckerschnittstelle (LPTl oder LPT2) des PC stellt insgesamt 17 digitale Leitungen zur Verfügung, die sich für einen schnellen Datenaustausch mit lnterface-Schaltungen nutzen lassen. Durch die Vielzahl der Leitungen werden einige Versuche besonders einfach. Allerdings erfordert die Verwendung der Druckerschnittstelle besondere Vorsicht. Anders als die serielle Schnittstelle können Sie diese relativ leicht versehentlich zerstören, da die Ein- und Ausgänge der parallelen Schnittstelle als TTL-kompatible Leitungen nicht gegen Überlastung geschützt sind. Folgende Sicherheitsregeln müssen beachtet werden: Geräte dürfen nur bei ausgeschaltetem PC mit dem Parallelport verbunden werden. Eingänge dürfen nur Spannungen zwischen O V und 5 V erhalten. Ausgänge dürfen nicht kurzgeschlossen oder mit anderen Ausgängen verbunden werden. Ausgänge dürfen nicht mit Fremdspannungen in Berührung kommen. Oft findet sich neben der ersten Druckerschnittstelle (LPT1) eine zweite (LPT2). Mit dem Datenregister steht ein zusammenhängender 8-Bit-Ausgabeport zu Verfügung, über den normalerweise Daten an den Drucker gesendet werden. Die Ausgänge sind TTLkompatibel, d.h. High-Pegel Werte liegen bei 3,5V bis 5V, und die Ausgänge dürfen bis ca. 10mA belastet werden. Der Port läßt sich für sehr schnelle 8-Bit-Ausgaben nutzen. Unter den vielen Hilfsleitungen für den Drucker finden sich fünf Eingänge des Stattusregisters: (Error, Select, PE, ACK, Busy), von denen einer (Busy) invertiert gelesen wird. Meist sind diese Leitungen TTL-kompatibel, d.h. offene Eingänge erscheinen als hochgesetzt. Schalter können daher einfach gegen Masse gelegt werden. In einigen Fällen werden jedoch auch CMOS-Eingänge verwendet, so dass Schalter nur mit zusätzlichen Pull-UpWiderständen angeschlossen werden können. Der Zustand aller fünf Eingangsleitungen Stand: 14.05.2016 Seite 8 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] lässt sich unter der Adresse (BA+1) lesen. Die Portadresse (BA+2) erlaubt den Zugriff auf das Steuerregister mit den vier Hilfsleitungen Strobe, Auto Feed, Init und SLCT IN, über die der PC Steuerinformationen an den Drucker ausgeben kann. Diese vier Leitungen können aber zugleich gelesen werden. Daten werden <über Open-Collector-Ausgänge ausgegeben. Widerstände von ca. 3,3 k ziehen die Ausgänge gegen +5V. Geben Sie High-Zustände aus, sind die Leitungen also relativ hochohmig und können von außen auf Low-Pegel geschaltet werden. Der jeweilige Zustand wird über TTL-Eingänge zurückgelesen. Deshalb können diese vier Leitungen für beide Datenrichtungen verwendet werden. Sie müssen dabei beachten, dass drei der Leitungen (Strobe, Auto Feed und SLCT lN) invertiert sind, eine (Init) dagegen nicht. In den Programmen lassen sich die invertierten Bits leicht durch die XOR-Funktion umkehren. Allgemeine Adressen der parallelen Ports 1 und 2: Port LPT1 LPT2 Port-Adressen Hexadezimal 0378h 0278h Dezimal 888 632 Allgemeiner Belegungsplan der parallelen Schnittstelle: Pin 1 2 3 4 5 6 7 8 9 Stand: 14.05.2016 25-polig Bezeichnung Pin Strobe 10 Datenbit 0 11 Datenbit 1 12 Datenbit 2 13 Datenbit 3 14 Datenbit 4 15 Datenbit 5 16 Datenbit 6 17 Datenbit 7 18-25 Bezeichnung Acknowledge Busy Pape End Select Auto Feed Error Initialize Select in Masse Seite 9 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] Allgemeines Paralleles Laplink – Kabel: von Pin 1 2 3 4 5 6 10 Gekreuzte Pins zu Pin von Pin 1 11 15 12 13 13 12 15 10 16 11 17 5 25 zu Pin 6 4 3 2 16 17 25 Da das System mit dem PC über eine parallele Schnittstelle gesteuert werden soll, hat die Maschine 25-polige Sub-D Stecker. Pinbelegung der PrimCNC-Frässoftware DB25 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18-25 Stand: 14.05.2016 Adresse/Bit 0x27A/1 0x278/1 0x278/2 0x278/3 0x278/4 0x278/5 0x278/6 0x278/7 0x278/8 0x279/7 0x279/8 0x279/6 0x279/5 0x27A/2 0x279/4 0x27A/3 0x27A/4 PC A ~Strobe A Data 1 A Data 2 A Data 3 A Data 4 A Data 5 A Data 6 A Data 7 A Data 8 E Ack E ~Busy E Pe E Select A ~Autofeed E Error A Init A ~Select GND PrimCNC (z.B. Kühlung) Xstep Xdir Ystep Ydir Zstep Zdir Astep Adir Zend (z.B. SW-Notstop) Yend Xend Beschreibung Aend/WZ-Abl. Endschalter A Schritt X Richtung X Schritt Y Richtung Y Schritt Z Richtung Z Schritt A Richtung A Endschalter Z Endschalter Y Endschalter X (z.B. Spindel) Masseanschluss Seite 10 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] Pinbelegung der Step4-Frässoftware 1 INHIBIT 2 3 4 5 6 7 8 9 Takt Richtung Takt Richtung Takt Richtung Takt Richtung 10 11 12 13 14 15 nicht belegt nicht belegt Z-Referenzschalter Werkzeugtestschalter 16 INIT 17 18-25 Zum Ausschalten der Schrittmotore (Wird beim Starten der Software LOW) X Y X2 Z (XA) (XB) (YA) oder Relais 6 = Relais 1 7 = Relais 2 (YB) nicht belegt X/Y- Referenzschalter Reset-Leitung, wird kurzzeitig beim Starten der Software LOW nicht belegt GND *Das Signal wird über den Schalter auf GND gelegt. Um eine Fehlfunktion durch Störspannung zu vermeiden, sollte man einen Pull-up-Widerstand (10k) auf HIGH (PIN 16) verwenden. Stand: 14.05.2016 Seite 11 HTBL Wien 10 Ettenreichgasse 54 3 HEA Telefon: 0043-1-60111 Fax: 60111-32 e-mail: [email protected] 5. Optionen: In diesem Projekt stehen folgende Optionen zur Auswahl: 5.1. Funktionalität der alten Antriebseinheit: Falls die alte Antriebseinheit funktioniert, wird mit den Schrittmotoren das Projekt laut Pflichtenheft technisch umgesetzt. 5.2. Alternativen: Ist die alte Antriebseinheit nicht zu verwenden (nicht reparabel, Probleme bei Ersatzteile, etc.) werden folgende Alternativen in Betracht gezogen: 5.2.1. Es werden die alten Schrittmotoren und ein neues Leistungsteil verwendet 5.2.2. Es werden neue Schrittmotoren und ein neues Leistungsteil verwendet 5.2.3. Komplette Entwicklung eines neuen Leistungsteils als Ansteuerung für die Schrittmotoren als Ingenieurprojekt (Diplomarbeit) an der Höheren Technischen Bundeslehranstalt. Dies alles ist nach dem Projekt technisch und kaufmännisch zu prüfen und danach eine Entscheidung zu treffen. Stand: 14.05.2016 Seite 12