e - Gymnasium Bad Königshofen
Werbung

Wissenschaftliche Hausarbeit
zur bla blablabla
blabla
im Fach:
Wirtschaftslehre/Recht
Thema:
Strategien zur Bewältigung von Produktvielfalt
vorgelegt von: Master of Desaster
geb. am xx. November xxxx in xxxxx
Prüfer:
xxxxxxx
xxxxxxxxx
xxx, den 23. Dezember 2009
II
Inhaltsverzeichnis
Inhaltsverzeichnis .....................................................................................................II
Abkürzungsverzeichnis ........................................................................................... IV
Abbildungsverzeichnis ............................................................................................. V
1
Einleitung ..................................................................................................1
1.1
Die ständige Gegenwärtigkeit des Variantenproblems ................................1
1.2
Aufbau der Arbeit ........................................................................................3
2
Grundlegendes..........................................................................................4
2.1
Abgrenzung und Begriffsklärung .................................................................4
2.2
Ursachen und Auswirkungen der Produktvielfalt .........................................7
3
Produktionsorientierte Strategien zur
Beherrschung von Produktvielfalt .........................................................10
3.1
Produktstrategien ......................................................................................10
3.1.1
Standardisierung und Normung ................................................................10
3.1.2
Integral vs. Differentialbauweise ...............................................................19
3.1.3
Das Baureihenkonzept .................................Error! Bookmark not defined.
3.1.3.1 Abgrenzung und Ähnlichkeitsgesetze ..........Error! Bookmark not defined.
3.1.3.2 Potenziale und Risiken der Baureihen .........Error! Bookmark not defined.
3.1.3.3 Konstruktive Teilefamilien ............................Error! Bookmark not defined.
3.1.4
Modularisierung auf Produktebene...............Error! Bookmark not defined.
3.1.5
Das Baukastenprinzip ..................................Error! Bookmark not defined.
3.1.5.1 Aufbau, Zweck und Wirkung ........................Error! Bookmark not defined.
3.1.5.2 Flexbody als zukunftsweisendes Verfahren .Error! Bookmark not defined.
3.1.6
Das Plattformkonzept ...................................Error! Bookmark not defined.
3.2
Prozessstrategien ........................................Error! Bookmark not defined.
3.2.1
Fremdvergabe von Prozessen .....................Error! Bookmark not defined.
3.2.2
Modularisierung auf Prozessebene ..............Error! Bookmark not defined.
III
3.2.2.1 Entwicklung, Beschaffung und Fertigung .....Error! Bookmark not defined.
3.2.2.2 Potenziale und Probleme der Modularisierung auf Prozessebene....... Error!
Bookmark not defined.
3.2.3
Flexible Produktionsstrukturen .....................Error! Bookmark not defined.
3.2.3.1 PPS-/ ERP-Systeme ....................................Error! Bookmark not defined.
3.2.3.2 Lean Production ...........................................Error! Bookmark not defined.
3.2.3.3 Capacity-Pooling ..........................................Error! Bookmark not defined.
3.2.4
Organisationsorientierte Prozessstrategien ..Error! Bookmark not defined.
3.2.4.1 Ereignisgesteuerte Prozessketten als Bewältigungsinstrument ........... Error!
Bookmark not defined.
3.2.4.2 Segmentierung des Produktionsbereiches ...Error! Bookmark not defined.
3.2.5
Postponement als Differenzierungsstrategie Error! Bookmark not defined.
4
Absatzorientierte Strategien zur
Beherrschung von Produktvielfalt ............... Error! Bookmark not defined.
4.1
Identifizierung der absatzrelevanten ZielmärkteError!
Bookmark
not
defined.
4.2
Reduzierung der Varianten ..........................Error! Bookmark not defined.
4.2.1
Identifizierung von Kundenanforderungen ....Error! Bookmark not defined.
4.2.1.1 Conjoint-Analyse ..........................................Error! Bookmark not defined.
4.2.1.2 Der Variantenkonfigurator als Komplexitätsbewältigungsmittel ........... Error!
Bookmark not defined.
4.2.2
Analyse des Produktsortiments ....................Error! Bookmark not defined.
4.2.2.1 Product Scorecard und ABC-Analyse als Optimierungsinstrumente.... Error!
Bookmark not defined.
4.2.2.2 Variant Mode and Effects Analysis (VMEA) .Error! Bookmark not defined.
4.2.2.3 PLM als strategischer Ansatz zur Beherrschung der Komplexität ....... Error!
Bookmark not defined.
4.3
Optionsbündelung ........................................Error! Bookmark not defined.
IV
4.4
Strategien in der Absatz-/DistributionslogistikError!
Bookmark
not
defined.
5
Welche Strategien beinhalten die größten Potenziale?Error! Bookmark
not defined.
6
Fazit ............................................................... Error! Bookmark not defined.
Literaturverzeichnis................................................................................................ VII
V
Abkürzungsverzeichnis
BPR
Business Process Reengineering
CAD
Computer Aided Design
CAE
Computer Aided Engineering
CAM
Computer Aided Manufacturing
CEN
European Committee for Standardization
CMT
Cold Metal Transfer
CPFR
Collaborative Planning, Forecasting and Replenishment
CRM
Customer Relationship Management
DIN
Deutsches Institut für Normung
DMU
Digital Mock Up
ECR
Efficient Consumer Response
EPK
Ereignisgesteuerte Prozesskette
ERP
Enterprise Ressource Planning
F&E
Forschung und Entwicklung
FMEA
Failure Mode and Effects Analysis
FPY
First-Pass-Yield
IEC
International Electrotechnical Commission
ISO
International Organization for Standardization
IT
Information Technology
KVP
Kontinuierlicher Verbesserungsprozess
LCV
Light Commercial Vehicle (Caddy)
MIS
Merchandise Information System
MIT
Massachusetts Institute of Technology
MPV
Multi Purpose Vehicle (Minivan)
OEM
Original Equipment Manufacturer
PDM
Produktdaten-Management
PLM
Product Lifecycle Management
PPM
Process Performance Management
PPS
Produktionsplanungs- und -steuerungssystem
PSA
Peugeot Société Anonyme
SCM
Supply Chain Management
SUV
Sport Utility Vehicle (Sport-Geländewagen)
VMEA
Variant Mode and Effects Analysis
VMI
Vendor Managed Inventory
VI
Abbildungsverzeichnis
Abb. 1:
Teufelskreis der Produktvielfalt und Wettbewerbsnachteile ......................2
Abb. 2:
Kostenquellen bei steigender Produktvielfalt.............................................8
Abb. 3:
Erfahrungskurve bei einer Variantenverdopplung .....................................9
Abb. 4:
Produktstrategien zur Beherrschung der Variantenvielfalt.......................10
Abb. 5:
Auswirkungen einer Erhöhung der Standardisierung auf die
Wertschöpfungskette ..............................................................................12
Abb. 6:
Beispiel Fahrzeugmodelle mit Mindestanforderung und Nachfrage ........14
Abb. 7:
Lösung des Standardisierungsproblems am Beispiel Kraftstoffpumpen ..16
Abb. 8:
Verteilung der Kraftstoffpumpen auf die Fahrzeugmodelle ......................16
Abb. 9:
Vorteile der Standardisierung..................................................................18
Abb. 10: Kostensenkung durch Integralbauweise .................................................19
Abb. 11: Beispiele für Baureihenkonstruktionen .......Error! Bookmark not defined.
Abb. 12: Arten konstruktiver Teilefamilien ................Error! Bookmark not defined.
Abb. 13: Kostensenkung durch konstruktive
Teilefamilienbildung (Abtriebsflansch)........Error! Bookmark not defined.
Abb. 14: Modulare Produktstruktur...........................Error! Bookmark not defined.
Abb. 15: Arten der Modularität nach PINE .................Error! Bookmark not defined.
Abb. 16: Formen der Modularisierung auf Produktebene nach PILLER ............. Error!
Bookmark not defined.
Abb. 17: Vor- und Nachteile der Modularisierung auf Produktebene ............... Error!
Bookmark not defined.
Abb. 18: Funktions- und Bausteinarten bei BaukastensystemenError!
Bookmark
not defined.
Abb. 19: Beispiel für die Erzeugung von Fahrzeugvarianten
mithilfe des Baukastenprinzips...................Error! Bookmark not defined.
Abb. 20: Vorteile eines Baukastensystems für IndustriekräneError! Bookmark not
defined.
Abb. 21: Flexbody-Struktur als Baukastensystem ....Error! Bookmark not defined.
Abb. 22: Produktvielfalt durch KonstruktionsbaukästenError!
Bookmark
not
defined.
Abb. 23: Das Plattformkonzept ................................Error! Bookmark not defined.
Abb. 24: Plattformstrategien der Automobilhersteller im VergleichError! Bookmark
not defined.
Abb. 25: Bündelungsstrategien für Plattformen ........Error! Bookmark not defined.
Abb. 26: Potenziale der Produktordnungssysteme ...Error! Bookmark not defined.
VII
Abb. 27: Kooperationsformen zwischen Hersteller und ZuliefererError! Bookmark
not defined.
Abb. 28: Vorgehensweise der Make-or-Buy-AnalyseError!
Bookmark
not
defined.
Abb. 29: Abgrenzung des Kerngeschäfts und Portfolio-Analyse (Make-or-Buy)
..................................................................Error! Bookmark not defined.
Abb. 30: Vorteile der Eigen- und Fremdfertigung bei hoher Variantenvielfalt .. Error!
Bookmark not defined.
Abb. 31: Modulare Teamstruktur bei der Entwicklung eines Fahrzeugmodells Error!
Bookmark not defined.
Abb. 32: Modulare Beschaffung und Fertigung auf ProzessebeneError! Bookmark
not defined.
Abb. 33: Modularisierung der Fertigung ...................Error! Bookmark not defined.
Abb. 34: Vorteile der Modularisierung auf ProzessebeneError!
Bookmark
not
defined.
Abb. 35: Chancen- und Risikobeurteilung bei Prozessmodularisierung........... Error!
Bookmark not defined.
Abb. 36: Die sechs Grundstrategien der Lean ProductionError!
Bookmark
not
defined.
Abb. 37: Traditionelle und schlanke Produktion im VergleichError! Bookmark not
defined.
Abb. 38: Capacity Pooling ........................................Error! Bookmark not defined.
Abb. 39: Grad der Flexibilität in einem ProduktionsnetzwerkError! Bookmark not
defined.
Abb. 40: Ebenen externer und interner Komplexität in der Organisation ......... Error!
Bookmark not defined.
Abb. 41: Beispiel für eine Ereignisgesteuerte
Prozesskette – Maschinenreparatur ja/nein? ........... Error! Bookmark not
defined.
Abb. 42: Merkmale und Gestaltungsprinzipien der Fertigungssegmentierung . Error!
Bookmark not defined.
Abb. 43: Wichtige Gestaltungsprinzipien
der Segmentierung in der näheren Betrachtung ...... Error! Bookmark not
defined.
VIII
Abb. 44: Postponementstrategien innerhalb der Supply ChainError!
Bookmark
not defined.
Abb. 45: Die Ablaufschritte der Conjoint-Analyse anhand von CD-RW-Brennern
..................................................................Error! Bookmark not defined.
Abb. 46: Zielsetzung in der Anwendung eines Produktkonfigurationssystems Error!
Bookmark not defined.
Abb. 47: Schema des MAN Nutzfahrzeuge Lkw-KonfiguratorsError!
Bookmark
not defined.
Abb. 48: Der Konfigurationsprozess.........................Error! Bookmark not defined.
Abb. 49: In vier Schritten zum optimierten ProduktportfolioError! Bookmark
not
defined.
Abb. 50: ABC-Analyse des Umsatzes ......................Error! Bookmark not defined.
Abb. 51: Die Variant Mode and Effects Analysis ......Error! Bookmark not defined.
Abb. 52: Grundsätzliches Vorgehen bei der Entwicklung einer PLM-Strategie Error!
Bookmark not defined.
Abb. 53: Exemplarische Prozesse innerhalb einer PLM-Prozesslandkarte ..... Error!
Bookmark not defined.
Abb. 54: Variantenreichtum in der AutomobilindustrieError!
Bookmark
not
defined.
Abb. 55: Variantenvielfalt in der Luft- und Raumfahrtindustrie
am Beispiel Airbus .....................................Error! Bookmark not defined.
Abb. 56: Arten der Optionsbündelung ......................Error! Bookmark not defined.
Abb. 57: Elemente des Logistikbausteins - Klassifizierung der
Logistikprozesse - Methoden und Konzepte zur Bewältigung ........... Error!
Bookmark not defined.
Abb. 58: Kreislauf der Strategien .............................Error! Bookmark not defined.
Einleitung
1
1 Einleitung
1.1 Die ständige Gegenwärtigkeit des Variantenproblems
„Der Kunde ist und bleibt König!“ – entsprechend diesem unternehmerischen Leitgedanken vollzog sich eine maßgebliche Wende in den Absatzmärkten. In nahezu
allen Branchen konnte ein Wandel vom Verkäufer- zum Käufermarkt festgestellt
werden (vgl. HINTERHUBER 2009, S. 369). Der Wandel vom Verkäufer- zum Käufermarkt bewirkt ein verstärktes Konkurrieren von Herstellern um die Gunst der Kunden und zeichnet sich durch ein hohes Maß an Veränderungen aus. Hierzu zählen
unter anderem die zunehmende Globalisierung und der wachsende Wunsch der
Kunden nach Individualität.
In den Jahren 1997 bis 2004 wurden beispielsweise über 1,1 Millionen A-KlasseModelle der ersten Generation durch das Mercedes-Benz-Werk in Rastatt ausgeliefert - nur zwei davon waren identisch. Beim Modellwechsel vom alten auf den neuen Audi A6 stieg die Anzahl der bestellbaren Türverkleidungsvarianten explosionsartig an - von 608 auf über 18.800 (vgl. FUCHSLOCHER 2005, S. 38f.; LAAKMANN/
WINKLER 2007, S. 12).
Diese zwei, aus einer Vielzahl von variantenreichen Erzeugnissen (Armbanduhren,
Laptop’s, etc.), ausgewählten Extrembeispiele charakterisieren das ganze Ausmaß
der kundenindividuellen Produktion, Variantenentwicklung und Produktvielfalt (Abb.
1). Um in den heutigen Käufermärkten als Unternehmen erfolgreich bestehen zu
können, werden dünn besetzte Marktnischen identifiziert und zusätzliche spezifische
Kundenwünsche erfüllt. Falsch verstanden bzw. falsch akzentuiert kann die Erfüllung dieser Kundenwünsche erheblichen wirtschaftlichen Schaden anrichten. Diesbezüglich wachsen bei einem Großteil der Hersteller die Variantenanzahl, die Vielfalt und Kosten sowie die Komplexität auf Produkt-, Teile- und Prozessebne dramatisch an. Hinzu kommen ein Mehraufwand in der Konstruktion, im Einkauf infolge
Mindermengen bzw. erstmaliger Beschaffungsvorgänge, in der Arbeitsvorbereitung
und in der Fertigung durch neue Fertigungsschritte bzw. zusätzliche Rüstkosten
sowie einer jahrelangen Vorhaltung von Ersatzteilen.
Um den Zuwachs der heterogenen Kundenwünsche erfüllen zu können, müssen die
Unternehmen einen Kompromiss zwischen der hohen Marktvarietät auf der einen
und den geringen Kosten mittels ausreichender Wiederholhäufigkeit auf der anderen
Seite entwickeln und umsetzen. Gelingt dies nicht oder werden die Risiken der Variantenvielfalt nicht rechtzeitig erkannt, gehen entweder die Kunden verloren, oder es
wird dauerhaft zu nicht wettbewerbsfähigen Kosten produziert.
Einleitung
2
Dabei geraten die Unternehmen in einen Teufelskreis von Variantenvielfalt und
Wettbewerbsnachteilen (vgl. FRANKE et al. 2002, S. 1). Als Reaktion auf stagnierende Absätze wird das bestehende Produktprogramm erweitert, um die neuen Marktsegmente zu bedienen. Durch die steigende Produktvielfalt wird die Innenkomplexität im Unternehmen erhöht und bestehende Kostenstrukturen gedeihen langfristig
zu höheren Gemeinkostenanteilen. Begründet werden können diese Aspekte beispielsweise durch die erforderliche Flexibilisierung der Fertigung mittels zusätzlicher
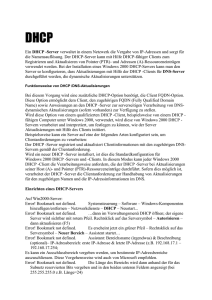
Investitionen und betriebliche Strukturen bzw. Abläufe, die immer komplexer werden. Infolgedessen sinkt die Wettbewerbsfähigkeit des Unternehmens und der Teufelskreis beginnt von Neuen (Abb. 1) (vgl. FRANKE et al. 2002, S. 1).
Abb. 1: Teufelskreis der Produktvielfalt und Wettbewerbsnachteile
stagnierender
Absatz
Zunahme der
Variantenvielfalt
Zunehmender
Verlust der
Wettbewerbsfähigkeit
Variantenvielfalt
Kosten für das
gesamte Sortiment erhöhen
sich
Absatzmenge pro
Variante
früher
heute
Erschließung
neuer Marktsegmente
Erhöhung der
Innenkomplexität
durch Einführung
neuer Varianten
Komplexitätskosten steigen
ohne bedeutende Zunahme
des Marktanteils
Quelle: Eigene Darstellung in Anlehnung an RATHNOW 1993, S. 53; LAAKMANN/ W INKLER
2007, S. 14
Um den angesprochenen Kompromiss effizient zu gestalten, werden aus Sicht des
Variantenmanagements eine Vielzahl von Instrumenten und Maßnahmen zur Verfügung gestellt. Sie wirken maßgeblich auf die Wertschöpfungskette eines Unternehmens ein, nutzen mögliche Kostensenkungspotenziale und reduzieren die Komplexität. Die Prozesse Entwicklung, Konstruktion und Produktion sowie eine grundlegende Analyse des bestehenden Produktprogramms charakterisieren in diesem
Zusammenhang die wichtigsten Ansatzpunkte, da dort die Grundlagen für innovative Produkte geschaffen werden und die Strategien zur Beherrschung ihrer Vielfalt
ansetzen.
Ein Ziel dieser Arbeit ist es, einen Überblick über ausgewählte potenzielle Strategien
bzw. Maßnahmen zur Bewältigung von Produktvielfalt zu vermitteln und wichtige
Erkenntnisse auf dem Gebiet der kostengünstigen, variantenreduzierenden Entwicklung und Konstruktion von Produkten zu liefern. Des Weiteren soll die Arbeit die
Frage beantworten, welche der betrachteten Strategien - allein oder in Kombination
mit anderen - in den jeweiligen Wertschöpfungsbereichen eingesetzt werden sollten, um die Komplexität und die Vielfalt effizient beherrschen zu können.
Aufbau der Arbeit
3
1.2 Aufbau der Arbeit
Zu Beginn dieser Arbeit werden die wesentlichen Begriffe für die weitere Betrachtung definiert und im Rahmen der Problemstellung abgegrenzt. Weiterhin werden
die Ursachen des zugrundeliegenden Vielfaltbegriffs charakterisiert und dessen
Auswirkungen auf die Produktionsunternehmen erläutert.
Im ersten Teil des dritten Abschnitts werden im Hinblick auf den Wertschöpfungsprozess Forschung und Entwicklung (F&E) ausgewählte, nach wie vor zeitgemäße
und zukunftsweisende Produktkonstruktions- bzw. Gestaltungskonzepte beschrieben und auf Komplexitätsbewältigungspotenziale untersucht. Der Prozess F&E ist
insofern bedeutend, da er bereits zu Beginn der Entstehungsphase das Endprodukt
maßgeblich beeinflusst und ein hohes Potenzial zur Beherrschung der Variantenvielfalt aufweist. Im Bereich der Bauteilstandardisierung wurde anhand von Fahrzeugkraftstoffpumpen die Wirksamkeit der Standardisierung hinsichtlich der Reduktionspotenziale von Komponentenvarianten ausführlich belegt. Zudem wurde in diesem Teil der Arbeit gezeigt, dass die produktorientierten Strategien maßgeblich
durch die Standardisierung und Modularisierung von Komponenten beeinflusst und
geprägt werden. Im zweiten Teil wird nach Abwägung der Eigen- oder Fremdvergabe von Prozessen näher auf eine Auswahl von prozessorientierten Strategien eingegangen. Dabei stehen die Modularisierung und Standardisierung von Prozessen,
flexible Produktionsstrategien sowie organisationsorientierte Prozessstrategien im
Vordergrund.
Der vierte Abschnitt befasst sich mit den absatzorientierten Strategien zur Beherrschung der Produktvielfalt. Dabei werden zunächst Instrumente zur Bestimmung der
Kundenanforderungen dargestellt, mit denen die Vielfalt bereits vor Beginn der Fertigung reduziert werden kann. Darüber hinaus werden Strategien erläutert, die das
bestehende Produktprogramm optimieren und nachhaltig beherrschen.
Im fünften Abschnitt der Arbeit werden die zuvor behandelten Strategien zur Bewältigung der Vielfalt, Komplexität und Aufwendungen bereichsintern gegeneinander
abgewogen, und die potenziell vorteilhafteste Strategie bzw. Kombination innerhalb
der Wertschöpfungskette festgelegt.
Im letzten Abschnitt werden noch einmal die wichtigsten Ergebnisse zusammengefasst.
Grundlegendes - Abgrenzung und Begriffsklärung
4
2 Grundlegendes
2.1 Abgrenzung und Begriffsklärung
Im folgenden Abschnitt werden die Definitionen der Begriffe Produkt, Variante, Vielfalt, Produktvielfalt und Komplexität vorgenommen, die dieser Arbeit zugrundegelegt
werden sowie die Bedeutung des Ausdrucks Bewältigung geklärt. Im Anschluss
daran werden die Ursachen und Auswirkungen der Produktvielfalt dargestellt und
näher erläutert.
Den Ausgangspunkt der Überlegungen bildet der Produktbegriff, der an dieser Stelle
aus Sicht des Marketings formuliert wird. Produkte lassen sich nach dieser Sichtweise als eine Kombination von Eigenschaften oder Merkmalen (objektive, funktionale, physikalische und ästhetische) beschreiben, die der Bedürfnisbefriedigung
eines Abnehmers dienen (vgl. BÖCKER/ HELM 2003, S. 250f.). Unter dem Begriff Produkt ist somit ein Bündel von Merkmalsauprägungen zu verstehen, welches einer
breiten Masse zur Verfügung gestellt oder individuell auf einen Kunden abgestimmt
werden kann. Letzteres verdeutlicht in diesem Kontext den Charakter einer Variante.
Die Bezeichnung Variante ist in der deutschsprachigen Literatur weit verbreitet und
wird im Allgemeinen zur Beschreibung von Abwandlungen und Abweichungen von
der jeweiligen Norm verwendet. Dennoch ist eine genaue Definition des Ausdrucks
notwendig, da trotz der mittlerweile zahlreichen Beiträge zum Thema der variantenspezifischen Produktion eine Vielzahl unterschiedlicher Fassungen des Begriffs Variante existiert.1 Der Variantenbegriff umfasst nach DIN 199-1 „Gegenstände ähnlicher Form und/ oder Funktion mit in der Regel hohem Anteil identischer Gruppen
oder Teile“ (vgl. DIN 2002). LINGNAU (1994, S. 24) weist darauf hin, dass die Differenzierung in Gruppen und Teile nicht notwendig ist und formuliert Varianten allgemein
als „Gegenstände mit einem in der Regel hohen Anteil identischer Komponenten,
die Ähnlichkeiten in bezug auf zumindest eines der Merkmale Geometrie, Material
oder Technologie aufweisen“ (vgl. LINGNAU 1994, S. 24). FRANKE et al. (2002, S. 12)
betrachten die entgegengesetzte Sichtweise, wonach „eine Variante eines Technischen Systems […] ein anderes Technisches System gleichen Zwecks“ darstellt,
welches „sich in mindestens einer Beziehung oder einem Element unterscheidet.
Ein Element unterscheidet sich von einem anderen Element in mindestens einer
Eigenschaft“ (vgl. FRANKE et al. 2002, S. 12). In den weiteren Betrachtungen werden
1
Der Begriff Variante kann in verschiedene Variantenkategorien unterschieden werden. Eine ausführliche Übersicht diesbezüglich gibt HEINA (1999, S. 6). Zum Vergleich der unterschiedlichen Definitionen siehe unter anderem RATHNOW (1993, S. 7ff.), KESTEL (1995, S. 5ff.), SCHUH (2005, S. 9) und HEINA (1999, S. 4f.).
Grundlegendes - Abgrenzung und Begriffsklärung
5
die Sichtweisen von LINGNAU und FRANKE et al. in komplementärer Weise angenommen und verwendet.
Ein weiterer Terminus, der oft im Zusammenhang mit der Variantenproblematik
verwendet wird, ist der Begriff der Vielfalt. Die Vielfalt existiert auf verschiedenen
Betrachtungsebenen als Leistungs- bzw. Variantenvielfalt, Kunden-, Wertschöpfungs- bzw. Prozessvielfalt, Auftrags-, Bestell-, Lieferanten-, Teile- und Materialsowie Maschinen- und Anlagenvielfalt (vgl. KLEINALTENKAMP/ EHRET 1998, S. 218f.). In
dieser Arbeit liegen die Schwerpunkte der Betrachtungen vor allem in den Bereichen der Varianten- bzw. Produktvielfalt2, Teile- und Materialvielfalt sowie der Prozessvielfalt.
Nach Ansicht von KLEINALTENKAMP/ EHRET (1998, S. 218) beschreibt die Variantenvielfalt bezogen auf die bestehenden Kundenanforderungen eine Vielzahl von unterschiedlichen Leistungen mit jeweils relativ niedrigen Umsatzanteil bzw. zahlreichen Varianten mit geringen Stückzahlen. SCHUH (2005, S. 9) bekräftigt diese Ansicht und begründet sie durch den zunehmenden Trend der Marktglobalisierung und
der daraus resultierenden Konkurrenzsituation, die eine kontinuierliche Veränderung
des Markverständnisses vom Anbieter- hin zum Käufermarkt bewirkt hat.
ROSENBERG (1996, Sp. 2120f.) macht das quantitative Ausmaß der Variantenvielfalt
anhand der beliebigen Kombination von Merkmalen zu entsprechenden Endproduktvarianten deutlich. Dabei unterscheidet er zwischen Muss-Varianten (z.B. Motor, Karosserievarianten, Außenfarben, etc.), die in jedem Fall im Produkt enthalten
sind und Kann-Varianten (z.B. Frontspoiler, Klimaanlagen, Sitzheizung, etc.), welche individuell im Produkt verarbeitet werden können. Den Berechnungen werden
folgende Kennzeichnungen vorangestellt:
𝑥𝑚 - Zahl der Ausprägungen des obligatorischen Merkmals m,
𝑦𝑘 - Zahl der Ausprägungen des optionalen Merkmals k,
𝑀
- Zahl der obligatorischen Merkmale und
𝐾
- Zahl der optionalen Merkmale.
Dann erhält man die Zahl der Muss-Varianten (MV) und die Zahl der KannVarianten (KV) aus:
𝑀
𝑀𝑉 = ∏
𝐾
𝑥𝑚
𝑚=1
2
𝑢𝑛𝑑
𝐾𝑉 = ∏
(𝑦𝑘 + 1)
𝑘=1
In den weiteren Betrachtungen werden die Variantenvielfalt und die Produktvielfalt synonym verwendet.
Grundlegendes - Abgrenzung und Begriffsklärung
6
Setzt sich ein Produkt aus Einzelteilen und Baugruppen als Muss- und KannVarianten zusammen, so erhält man die Gesamtzahl der Produktvarianten (PV) mit:
𝑀
𝑃𝑉 = ∏
𝐾
𝑥𝑚 ∙ ∏
𝑚=1
(𝑦𝑘 + 1)
𝑘=1
So ergeben sich beispielsweise aus 9 Muss- und 14 Kann-Varianten3 – eher eine
untere Grenze im Fahrzeugbau – rechnerisch fast 9 Milliarden verschiedene Produktvariationen (vgl. ROSENBERG 1996, Sp. 2120).
Die Teile- und Materialvielfalt wird in der Regel durch die großen Zahlen unterschiedlicher Einkaufsteile/ -materialien, Sachnummern, Komponenten, Zwischenerzeugnissen und individuellen Werkzeugen hervorgerufen. Die Prozessvielfalt dagegen ist durch zahlreiche, individuelle und häufig komplizierte Wertschöpfungsaktivitäten charakterisiert. Sie wird neben der Varianten- und Teilevielfalt als größter
Komplexitätstreiber betrachtet (vgl. KLEINALTENKAMP/ EHRET 1998, S. 219; SCHUH
2005, S. 8f.).
Variantenreiche Produkte führen notwendigerweise zu einem Anwachsen der Komplexität in allen betrieblichen Strukturen und Abläufen. PATZAK (1982, S. 23) beschreibt den Begriff der Komplexität über die Einflussgrößen der Element- und Beziehungsvielfalt. Komplexe Systeme sind demzufolge durch viele, verschiedenartige
Elemente, die durch viele unterschiedliche Beziehungen verbunden sind, gekennzeichnet. Die Unternehmen symbolisieren in diesem Kontext derartige komplexe
Systeme (vgl. SCHUH 2005, S.5). Die durch Transaktionen (z.B. mit Kunden und Lieferanten) aufgenommenen Elemente werden dabei als externe Einflussfaktoren bezeichnet. Dagegen beschreiben beispielsweise die Größe, das Leistungsprogramm
oder der Koordinierungsbedarf eines Unternehmens die internen Einflussfaktoren.
Das Leistungsprogramm kann in diesem Zusammenhang als entscheidender Aspekt für das Verhalten der Unternehmen herangezogen werden. Je nach Umfang
der erstellten Leistung entsteht eine unterschiedlich hohe Komplexität. An dieser
Stelle kann einerseits die zuvor betrachtete Produktvielfalt als Produktkomplexität
und andererseits die Vielzahl an benötigten Wertschöpfungsprozessen als Prozesskomplexität aufgefasst werden.
In dieser Arbeit wird der Ausdruck Bewältigung nicht als gewaltsame Beseitigungsmaßnahme der Produktvielfalt, sondern vielmehr als eine Art der Beherrschung,
Kontrolle und zukünftigen Vermeidung bzw. nachhaltigen Bereinigung angesehen.
3
Die Muss- und Kann-Varianten können jeweils eine beliebige Anzahl von Merkmalsausprägungen besitzen.
ROSENBERG (1996, Sp. 2120) hat dazu ein anschauliches Beispiel aus der Automobilindustrie aufgestellt.
Grundlegendes - Ursachen und Auswirkungen
7
2.2 Ursachen und Auswirkungen der Produktvielfalt
Als Ursachen für die Produkt- bzw. Teilevielfalt und der daraus resultierenden Komplexität in Wertschöpfungsprozessen führen EHRLENSPIEL/ KIEWERT/ LINDEMANN (2000,
S. 264), W ILDEMANN (2006, S. 11f.), SCHUH (2005, S. 8ff.), FRANKE et al. (2002,
S. 3ff.), HEINA (1999, S. 11f.), LEHMANN/ KÜMPER (1992, S. 142ff.) EVERSHEIM/ SCHENKE/
W ARNKE (1998, S. 30f.) und FISCHER (2008, S. 187) folgende unternehmensexter-
nen sowie unternehmensinternen Aspekte auf:
unternehmensexterne Ursachen:
absatzmarktbedingte Ursachen (Wandel zum Käufermarkt; erhöhter Wettbewerbsdruck; Veränderung der Nachfragestrukturen; Verkürzung der Produktlebenszyklen; Erfüllung von Kundenwünschen; Angebot einer kundenspezifischen
Lösung als Türöffner für Folgeaufträge; Systemangebote und Exoten4),
beschaffungsmarktbedingte Ursachen (Technologieentwicklung; neue Produktionsverfahren; neue Werkstoffe) und
gesellschaftsbedingte Ursachen (länderspezifische Abänderungen zur Exportfähigkeit von Produkten; unterschiedliche Gesetze und Verordnungen).
unternehmensinterne Ursachen:
ungenügende Ausgestaltung des Controlling (schwaches Instrumentarium der
Kosten- und Erlösrechnung),
fehlende Planungsinstrumente (Mangel an Koordination und Zusammenarbeit
zwischen den Unternehmensbereichen; ungeordnetes, chaotisches Änderungswesen in allen Unternehmensbereichen; Nichtnutzung der bereits vorhandenen
betriebsinternen Erfahrungen; Sortimentsbreite; fehlende Produktstrategie),
mangelhafte Kontrollinstrumente (zu späte Normung und Standardisierung der
Bauteile; Fehlen von effektiven, schnellen Wiederholteil- und Ähnlichkeitskonstruktions-Suchsystemen; schleichende Variantengenerierung),
schwache Informationsversorgung (Kommunikationsdefizite in der Konstruktion;
mangelhafte Zugriffsmöglichkeiten auf relevante Informationen) und
fehlendes Bewusstsein der Mitarbeiter.
An dieser Stelle wird darauf hingewiesen, dass die aufgezeigten Ursachen der Produktvielfalt lediglich eine Übersicht und in keinster Weise die vollständige Anzahl der
Ursachen abbildet. Die Anordnung kann jedoch als eine unterstützende Strukturierung angesehen und für eine ausführliche, unternehmensspezifische Ursachenanalyse als Ausgangspunkt herangezogen werden.
4
Produkte die sehr individuell und in geringen Mengen auftreten (vgl. SCHUH 2005, S. 9).
Grundlegendes - Ursachen und Auswirkungen
8
Nach Ansicht von RATHNOW (1993, S. 20) bewirkt die Produkt- und Prozessvielfalt –
richtig eingesetzt - einen erheblichen Nutzen für das Unternehmen. Eine zunehmende Anzahl von Produkt- bzw. Modellvarianten soll eine effizientere Kundenorientierung bewirken und dadurch zu einer Nutzensteigerung und Umsatzerhöhung
führen. KLUGE et al. (2006, S. 40ff.) zeigen jedoch, dass der Nutzen- bzw. Umsatzverlauf mit steigender Anzahl der Produktvarianten in der Regel degressiv verläuft.
Erfolgreiche Unternehmen führen in ihren Produktprogrammen bei gleichem Umsatz
weitaus weniger Produktvarianten und vergleichsweise vor allem weniger umsatzschwächere Exoten (vgl. KLUGE et al. 2006, S. 40).
Die negativen Auswirkungen der Produktvielfalt - in der Regel Kostenerhöhungen treten funktionsübergreifend und zeitverzögert auf (vgl. KAISER 1995, S. 30). Unter
funktionsübergreifend ist zu verstehen, dass nahezu alle Unternehmensfunktionen
über den gesamten Produktlebenszyklus von den Auswirkungen der Vielfalt betroffen sind und nicht auf einzelne Funktion im Unternehmen beschränkt werden können (vgl. RATHNOW 1993, S. 22ff.) Abbildung 2 zeigt die Kostenwirkungen der steigenden Produktvielfalt anhand der Produktlebenszyklen.
Abb. 2: Kostenquellen bei steigender Produktvielfalt
Produktlebenszyklen
Entstehungszyklus
Marktzyklus
Entsorgungszyklus
Funktionen
Entwicklung
Einkauf
Zusätzliche Konstruktions- Anpassung der Varianten an
Zusätzliche Datenbereinizeichnungen
technische oder sonstige Ände- gung
rungen
Stücklisten
Versuche
Zusätzliche Lieferantensu- Bestellmengen für spezifische
Aufwendigere AuslaufplaMaterial/ Komponenten sinken:
che oder Auswahl
nung
Mengennachlässe können nicht
genutzt werden
Potenziell interessante Anbieter
(Asien) fallen möglicherweise
von vornherein aus
Zusätzliche Werkzeuge
Zusätzliche Arbeitspläne
Produktion
Vertrieb / Marketing
Kundendienst
Aufwendigere Fertigungssteue- Betriebsmittel-/ Werkrung
zeugentsorgung
höhere Rüstkosten/ Anlaufverluste
höhere Materialbestände
aufwendigere Qualitätssicherung
Zusätzliche Mitarbeiterschu-
lungen
Aufwendigere Preissetzung
Höhere Fertigerzeugnisbestände zur Herstellung der
Lieferbereitschaft
Größere Fehlerhäufigkeit bei
Auftragsbearbeitung
Aufwendigere Auslaufplanung
Zusätzliche Kundendienst- Vermeidung der für die Kunden- Ersatzteilbevorratung oft
unterlagen
zufriedenheit wichtigen „Fix-itüber 5-10 Jahre nach Produktauslauf
Zusätzliche Mitarbeiterschu- right-first-time-Quote“
lung
Quelle: Eigene Darstellung in Anlehnung an RATHNOW (1993), S. 22
Die Zeitverzögerungen der Kostenwirkungen resultieren aus einer zunächst marginalen Zunahme der Produkt- und Prozessvielfalt, bei der noch keine erkennbaren
Grundlegendes - Ursachen und Auswirkungen
9
Kostenzuwächse festgestellt werden können. Erst ab einer bestimmten Höhe der
zusätzlichen Investitionen, wie beispielsweise die Erweiterung des Lagers, die Einführung eines leistungsfähigeren Informationssystems oder das zusätzliche Einstellen von neuen Mitarbeitern, werden die Ausmaße der durch die Vielfalt induzierten
Kosten in vollem Umfang deutlich.
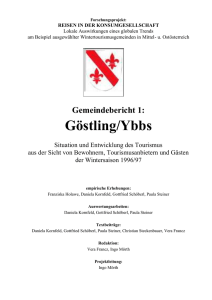
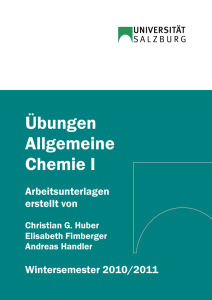
WILDEMANN (2006, S. 33) veranschaulichte dieses Ausmaß anhand einer Studie,
wobei eine simple Variantenverdopplung zugrunde gelegt wurde (Abb. 3). Demnach
führt eine Variantenverdopplung zu einer Kostensteigerung von 20-35%, einer geringeren Anzahl an Lernvorgängen, einer größeren Komplexität der Abläufe und zu
steigenden Koordinierungskosten. Dabei sind in diesem Kontext die Kostensteigerungen umso gravierender, je traditioneller die Fertigung organisiert und die bestehende Produktstruktur gewählt wurde (vgl. WILDEMANN 2006, S. 33).
Nur eine optimal gewählte Produkt- und Prozessvielfalt gewährleistet einen nachhaltigen Unternehmensgewinn bei gleichzeitig zufriedenen Kunden. Durch eine effiziente Produktdifferenzierung bzw. Kostensenkung können diese Effekte positiv beeinflusst werden.
Abb. 3: Erfahrungskurve bei einer Variantenverdopplung
Stückkosten
Fabrikanten mit herkömmlichen
Fertigungstechnologien
Kostensteigerung
20-35%
flexibel automatisierte, segmentierte Fabriken und effiziente Produktstrukturen
10-15%
100
200
Variantenvielfalt
Quelle: Eigene Darstellung in Anlehnung an W ILDEMANN 2006, S. 33
In den folgenden Kapiteln werden ausgewählte Strategien und Maßnahmen zur Bewältigung bzw. Reduzierung der Produkt-/ Teilevielfalt und der internen komplexitätstreibenden Ursachen vorgestellt und analysiert. Besondere Schwerpunkte werden in diesem Zusammenhang auf den Produktentwicklungs- und Herstellungsprozess sowie auf die Beherrschung und Reduzierung von bereits bestehenden Produktvarianten gelegt.
Produktstrategien - Standardisierung und Normung
10
3 Produktionsorientierte Strategien zur Beherrschung
von Produktvielfalt
3.1 Produktstrategien
3.1.1 Standardisierung und Normung
Die steigende Produktvielfalt wird häufig durch eine enge Orientierung am Absatzmarkt und an den Wünschen der Kunden begründet. Die so entstehenden spezifischen Varianten sind mit exponentiell wachsenden Kosten verbunden. Entsprechend sind Ansätze zur Reduktion und Beherrschung der internen Vielfalt und Komplexität zwingend erforderlich. Exemplarisch wiesen in einer empirischen Studie
erfolgreiche Unternehmen 74% weniger Baugruppenvarianten und 78% weniger
Teile auf, als bei minder erfolgreichen Unternehmen (vgl. HENZLER/ SPÄTH 1993,
S. 179; KLUGE 1996, S. 213f.). In diesem Kontext stellt die Produktstruktur eine Erfolg versprechende Basis für einen möglichen Ansatzpunkt zur Beherrschung der
Vielfalt dar. Die Komponentenentwicklung sowie die Konstruktion von Produkten
sind dabei wichtige Funktionen, welche ein ausgeglichenes Nutzen-AufwandVerhältnis zwischen Individualisierung und Standardisierung herstellen können (vgl.
GRÄSSLER 2001, S. 90). Dementsprechend lassen sich insgesamt die in Abbildung 4
dargestellten, aufeinander aufbauenden drei Grundproduktstrategien zur Komplexitätsreduzierung festhalten. In den folgenden Abschnitten sollen die drei Produktstrategien zur Beherrschung der Variantenvielfalt und ihre Elemente betrachtet sowie
auf Effektivität untersucht werden.
Verschiebung des
Variantenbestimmungspunkts in Richtung niedriger Produktionsstufen
Modularisierung der Produktstrukturen
Modularisierung
Kap. 3.1.4
Baukastenprinzip
Kap. 3.1.5
Plattformkonzept
Kap. 3.1.6
Standardisierung von Zwischenprodukten und Bauteilvarianten
Bauteilstandardisierung
Kap. 3.1.1
Integral- vs. Differentialbauweise Kap. 3.1.2
Baureihenkonzept
Kap. 3.1.3
Veränd. der Produktstruktur
Komplexitätsreduktionseffekte
Abb. 4: Produktstrategien zur Beherrschung der Variantenvielfalt
Quelle: Eigene Darstellung
Im Rahmen der Produktgestaltung repräsentieren die Standardisierung und die
Normung von Bauteilen bzw. Prozessen signifikante Maßnahmen zur Beherrschung
der Vielfalt. Mit ihrer Hilfe wird versucht, die Komplexitätswirkungen der Produktvielfalt durch Vereinheitlichung abzuschwächen (vgl. KAISER 1995, S. 117). In der Literatur existieren verschiedene Darstellungen der beiden Begriffe. KIENZLE (1943,
S. 533f.) unter anderem definiert die Normung als einmaliges Lösen eines sich wie-
Produktstrategien - Standardisierung und Normung
11
derholenden technischen oder organisatorischen Vorgangs mit den zum Zeitpunkt
der Herstellung optimalen bekannten Mitteln. Aus seiner Sicht handelt es sich bei
der Normung um eine fortwährend zeitlich begrenzte technische und wirtschaftliche
Optimierung. PAHL/ BEITZ (1997, S. 404) hingegen vernachlässigen die Bezeichnung
Standardisierung und beschränken sich auf die Verwendung des Ausdrucks Normung. Sie definieren dessen ungeachtet das Standardteil als umfassenden Begriff
für Wiederholkomponenten, Normelementen und Zukaufteile.
Sowohl EHRLENSPIEL/ KIEWERT/ LINDEMANN (2000, S. 270f.) als auch SCHUH/ SCHWENK
(2001, S. 54) verwenden die Bezeichnungen Normung und Standardisierung gleichbedeutend. Gemäß EHRLENSPIEL/ KIEWERT/ LINDEMANN existiert die Normung auf drei
Ebenen: a) überbetriebliche nationale (DIN), europäische (DIN-EN, CEN) und internationale Normen (ISO, IEC), b) innerbetriebliche Normen (Werksnormen), und c)
allgemein einsetzbare Lösungskataloge und sonstige Vorschriften sowie einheitliche
Wissensdarstellungen.
JESCHKE (1997, S. 22) verwendet den Ausdruck Standardisierung synonym zum Begriff Variantenreduzierung und charakterisiert drei Arten der Standardisierung. Die
Produktstandardisierung beinhaltet Maßnahmen zur Homogenisierung bzw. Reduzierung der Vielfalt von Produkten und Einzelteilen, die Technologiestandardisierung
enthält Bestimmungen zur Vereinheitlichung von technologischen Einrichtungen und
die Prozessstandardisierung stellt Maßnahmen zur Harmonisierung der Aufbau- und
Ablauforganisation dar. Ziele der Standardisierung sind demzufolge sowohl eine
Verringerung der Variantenvielfalt auf Baugruppen- und Komponentenebene bei
marktgerechtem Umfang der Produktvielfalt, als auch eine Reduzierung von Arbeitsabläufen und Verfahren. Eine hohe Wiederverwendbarkeit der Teile und Baugruppen steht dabei im Vordergrund.
Bedingt durch die Nutzung von Standardisierungen und Normen werden die Produktivität von Arbeitsprozessen erhöht sowie die Kosten der Produktion gesenkt (vgl.
JACOB 1990, S. 456). Dies wird im Bereich der Produkt- und Bauteilstandardisierung,
auf die nun im Folgenden näher eingegangen werden soll, deutlich. Je nachdem,
wie hoch der Standardisierungsgrad von Bauteilen und Komponenten ist, können
verschiedene Auswirkungen entlang der Wertschöpfungskette beobachtet werden
(siehe Abb. 5). Insbesondere der Kostenfaktor und die Qualität von Produkten bzw.
Komponenten werden dabei primär beeinträchtigt (vgl. BOYSEN 2007, S. 279).
Produktstrategien - Standardisierung und Normung
12
Abb. 5: Auswirkungen einer Erhöhung der Standardisierung auf die Wertschöpfungskette
positiv
entfallende Entwicklungskosten für Bauteile
keine Maschinen und
Werkzeuge für zusätzliche Bauteile
F&E
es besteht die Gefahr
des Flexibilitätsverlusts
fortschrittshemmend
Economies of Scale
(z.B. größere Lose)
bessere Prognose
des Bauteilbedarfs
weniger Aufwand für
(Risk Pooling)
Qualitätskontrolle
es können produktivere Verfahren ver- weniger kostspielige
Umstellungen bei
wendet werden
Montage
Verlagerung solcher
Normteile auf spezia- keine Maschinen und
Werkzeuge für zulisierte Betriebe (Ersätzliche Bauteile
höhung Qualität)
Bauteil-Produktion
Endmontage
Kundendienst muss
weniger Ersatzteile
bevorraten
weniger Reklamationen wegen besserer
Bauteilqualität
Möglichkeit einer
größeren Kontrollspanne
Lieferzeit kann kurz
gehalten werden
Willkürentscheidungen werden reduziert
Distribution
Absatz
Einbau höherwertiger
Bauteile als erforderlich
negativ
Gefahr von zu
ähnlichen Produkten,
Monotonie
indirekt schlechtere
Produkteigenschaften, z.B. höheres
Gewicht, Energieverbrauch
Quelle: Eigene Darstellung in Anlehnung an: BOYSEN 2007, S. 279
Im Wertschöpfungsbereich Forschung und Entwicklung (F&E) sind große Potenziale
zur Kosteneinsparung vorhanden. Die verschiedenen Bauteile und deren Fertigungsmaschinen, welche durch Standardkomponenten ersetzt werden können,
müssen nicht erst kostenintensiv im Konstruktionsbüro entwickelt und auf dem Prüfstand getestet werden (vgl. JACOB 1990, S. 456). Allerdings besteht dabei die Gefahr, dass durch einen hohen Standardisierungsgrad der Bauteile ein Flexibilitätsverlust eintritt. Aus diesem Grund ist es wichtig, bei der Produktplanung das Bauteil
und dessen Verwendungszweck genau zu analysieren.
Durch die Erhöhung des Standardisierungsniveaus treten im Bereich „BauteilProduktion“ hauptsächlich positive Auswirkungen auf. Beispielsweise kann durch die
Einführung von standardisierten Bauteilen die Anzahl der zu produzierenden unterschiedlichen Komponenten reduziert werden. Infolgedessen wird die Menge der zu
fabrizierenden standardisierten Bauteile erhöht. Daraus resultieren unter anderem
Größenvorteile, die sinkende Erzeugungskosten pro Produktionseinheit bei steigender Ausbringungsmenge bewirken (vgl. BOYSEN 2007, S. 279f.). Unter Umständen
kann es zudem sinnvoll sein, die Produktion solcher Normteile an spezialisierte Betriebe abzugeben, um einen höheren Qualitätsgrad zu erreichen oder hohe Produktionskosten bei Eigenherstellung zu vermeiden.
Innerhalb der Endmontage werden bei Erhöhung der Standardisierung folgende
positive Effekte sichtbar: der Aufwand für die Qualitätskontrolle verringert sich, da
nur noch eine begrenzte Anzahl von Bauteilvarianten existieren (vgl. SCHMIDT 1990,
S. 119; SCHULTE 1989, S. 63). Zusätzlich müssen weniger kostspielige Umstellungen
an den Maschinen in der Endmontage vorgenommen bzw. können sogar ganz beseitigt werden. Allerdings besteht ein Nachteil bei hoher Standardisierung darin,
Produktstrategien - Standardisierung und Normung
13
dass bei Einbau eines standardisierten Bauteils in zwei oder mehrere verschiedene
Produkte, dieses Bauteil den Anforderungen aller Erzeugnisse genügen muss. In
der Fahrzeugindustrie beispielsweise muss eine Kraftstoffpumpe, die in allen Varianten eines Fahrzeugs eingebaut werden soll, die maximal benötigte Förderleistung
(z.B. Luxuswagenklasse) erbringen, obwohl nicht in jedem Fahrzeug (z.B. Kleinwagenklasse) die komplette Fördermenge dieser Pumpe benötigt wird. Aus diesem
Grund werden in bestimmten Produkten höherwertige Komponenten eingebaut,
obwohl diese nicht erforderlich wären, und ein höherer Einbauaufwand in Kauf genommen (vgl. FISHER/ RAMDAS/ ULRICH 1999; THONEMANN/ BRANDEAU 2000, zitiert nach:
BOYSEN 2007, S. 280).
Im Bereich der Distribution führt eine Erhöhung der Standardisierung zu weniger
Reklamationen und zur Verringerung der zu bevorratenden unterschiedlichen Ersatzteile. Gründe hierfür sind eine verbesserte Bauteilqualität und eine Reduzierung
der Bauteilvarianten.
Im Absatzbereich werden größtenteils negative Auswirkungen beobachtet. Zum
Beispiel besteht die Gefahr des Individualitätsverlusts für den Kunden, sobald die
Standardisierung der Bauteile für ihn sichtbar wird. Einen weiteren Nachteil stellen
die indirekt schlechteren Produkteigenschaften dar. Grund hierfür können das höhere Gewicht beim Produkt oder der steigende Platzbedarf der standardisierten Komponenten sein (vgl. BOYSEN 2007, S. 280).
Damit wurde deutlich gemacht, dass eine Erhöhung der Standardisierung nicht nur
positive Effekte auf die Wertschöpfungskette zur Folge hat. Vielmehr besteht für
produzierende Unternehmen eine wechselseitige Abhängigkeit von Qualität und
Kosten, welche dazu veranlasst, einen möglichst optimalen Standardisierungsgrad
für Produkte zu bestimmen. Aus diesem Grund soll abschließend – in Anlehnung an
BOYSEN (2007, S. 280f.) – ein einfaches Entscheidungsmodell zur Bestimmung des
bestmöglichen Standardisierungsgrades anhand von Kraftstoffpumpen in Fahrzeugmodellen erläutert werden. Um die optimale Standardisierung der Kraftstoffpumpen ermitteln zu können, müssen folgende Fragen beantwortet werden:
Wie viele Kraftstoffpumpenvarianten sollen für die gegebene Menge an Fahrzeugmodellen vorgehalten werden?
Welche Eigenschaften (z.B. Förderleistung) soll jede der Kraftstoffpumpen besitzen?
Welche Kraftstoffpumpenvariante soll in welches Fahrzeugmodell eingebaut
werden?
Produktstrategien - Standardisierung und Normung
14
Das Modell geht von einigen vereinfachten Prämissen aus (vgl. BOYSEN 2007,
S. 280):
Die zu standardisierende Bauteilgruppe wird lediglich anhand einer Produkteigenschaft in verschiedene Bauteile unterteilt. Bei der Bauteilgruppe „Kraftstoffpumpe“ könnte dies etwa die Förderleistung in Liter sein, so dass je nach Höhe
der Förderleistung unterschiedliche Bauteile 𝑏 = 1, … , 𝐵 an Kraftstoffpumpen entstehen.
Jedes Produkt 𝑝 = 1, … , 𝑃, für welches die jeweilige Nachfragemenge 𝑛𝑝 bekannt
ist, besitzt eine Mindestanforderung an die Eigenschaft ℎ𝑝 . Somit kann lediglich
ein Bauteil 𝑏 in Produkt 𝑝 verwendet werden, wenn dessen Eigenschaftswert 𝐻𝑏
dem benötigten Wert ℎ𝑝 entspricht bzw. größer ist. Folglich besteht Abwärtskompatibilität.
Es werden nur Fixkosten 𝐾𝑓𝑖𝑥 , etwa für die Entwicklung und Einführung eines
Bauteils 𝑏, und variable Produktionskosten berücksichtigt. Dabei wird unterstellt,
dass die variablen Kosten proportional zur Höhe der zu realisierenden Bauteileigenschaft anfallen. Dies bedeutet, je höher der Eigenschaftswert 𝐻𝑏 , desto höher
auch die variablen Kosten.
Das Modell zur Bestimmung des optimalen Standardisierungsgrades geht von einer
diskreten Nachfrage nach einzelnen Produkten mit entsprechenden Anforderungen
an die Beschaffenheit des Bauteils aus (vgl. BOYSEN 2007, S. 281). Nachfolgend soll
anhand des Beispiels „Kraftstoffpumpen“ gezeigt werden, inwieweit 𝑃 = 5 Fahrzeugmodelle mit geeigneten Kraftstoffpumpen zu versorgen sind, damit die optimale
Standardisierung erreicht wird. Abbildung 6 stellt die Nachfragemengen und Mindestanforderungen der fünf Fahrzeugmodelle dar. Für die Entwicklung und Einführung einer Pumpenvariante fallen Fixkosten in Höhe von 𝐾𝑓𝑖𝑥 = 10.000 GE an. Jedem Fahrzeugmodell 𝑝 kann die konkret vorliegende Nachfragemenge 𝑛𝑝 zugeordnet werden. Ebenso wird die Mindestanforderung ℎ𝑝 eines jeden Fahrzeugmodells
sowie die variablen Kosten 𝑘𝑝 , die bei der Fertigung einer Pumpe mit dem erforderlichen Eigenschaftswert entstehen, explizit zugewiesen.
Abb. 6: Beispiel Fahrzeugmodelle mit Mindestanforderung und Nachfrage
Fahrzeugmodell 𝑷
FM 01
FM 02
FM 03
FM 04
FM 05
Mindestanforderung 𝒉𝒑 , 𝒌𝒑
100 l/h
200 l/h
300 l/h
130 l/h
165 l/h
Nachfrage 𝒏𝒑
15
320
135
65
23
Quelle: Eigene Darstellung (bearb. Fahrzeuge: VW 2009)
Produktstrategien - Standardisierung und Normung
15
An dieser Stelle müssen noch folgende Variablen eingeführt werden:
xbp : Binärvariable:
1, wenn Pumpe b Fahrzeugmodell p zugeordnet ist
{
0, sonst
yb : Binärvariable:
{
1, wenn Pumpe b eingeführt werden soll
0, sonst
zb : Kontinuierliche Variable: variable Kosten der Pumpe b
Das daraus resultierende Standardisierungsproblem lässt sich als nicht-lineares,
gemischt-ganzzahliges Optimierungsmodell (1)-(5) folgendermaßen formulieren
(vgl. BOYSEN 2007, S. 282):
(1)
𝑚𝑎𝑥
Minimiere K(𝑋, 𝑌, 𝑍) = ∑𝐵𝑏=1 (𝑦𝑏 ∙ 𝐾𝑓𝑖𝑥 + ∑𝑃𝑝=1 𝑛𝑝 ∙ 𝑥𝑏𝑝 ∙ 𝑧𝑏 )
unter der Berücksichtigung folgender Nebenbedingungen:
𝑚𝑎𝑥
(2)
∑𝐵𝑏=1 𝑥𝑏𝑝 = 1
∀𝑝 = 1, … , 𝑃
(3)
𝑦𝑏 ≥ 𝑥𝑏𝑝
∀𝑏 = 1, … , 𝐵𝑚𝑎𝑥 ; 𝑝 = 1, … , 𝑃
(4)
𝑧𝑏 ≥ 𝑥𝑏𝑝 ∙ 𝑘𝑝
∀𝑏 = 1, … , 𝐵𝑚𝑎𝑥 ; 𝑝 = 1, … , 𝑃
(5)
𝑥𝑏𝑝 , 𝑦𝑏 ∈ {0, 1}
∀𝑏 = 1, … , 𝐵𝑚𝑎𝑥 ; 𝑝 = 1, … , 𝑃
In der Zielfunktion (1) sollen die mit der Standardisierung verbundenen Gesamtkosten 𝐾, welche sich aus Fixkosten für die F&E und variablen Produktionskosten zusammensetzten, minimiert werden. Dabei wird durch die Gleichung (2) sichergestellt, dass jedes Fahrzeugmodell mit genau einer Kraftstoffpumpe ausgestattet
wird. Die Nebenbedingung (3) ordnet an, dass eine dem Fahrzeugmodell zugeordnete Pumpe (𝑥𝑏𝑝 = 1) auch vorgesehen werden muss (𝑦𝑏 = 1) und somit in (1) entsprechend Fixkosten anfallen. Die Nebenbedingung (4) erzwingt, dass für jede
Kraftstoffpumpe 𝑏 variable Kosten 𝑧𝑏 angesetzt werden, die wiederum dem maximalen Kostensatz 𝑘𝑝 aller dieser Pumpe zugeordneten Fahrzeugmodelle 𝑝 entsprechen. Letzten Endes bildet 𝐵𝑚𝑎𝑥 = 𝑃 = 5 ein einfaches Supremum für die maximale
Anzahl der Pumpenvarianten ab, da jedes Fahrzeugmodell höchstens durch eine
individuelle Kraftstoffpumpe versorgt werden kann.
Das Modell soll mit Hilfe des Kürzesten-Wege-Verfahren gelöst werden. Dazu müssen in einem ersten Schritt die Fahrzeugmodelle entsprechend ihrer jeweiligen variablen Kosten bzw. geforderten Förderleistung aufsteigend sortiert werden (vgl. BOYSEN
2007, S. 282). In diesem Beispiel ergibt sich folgender Reihenfolgevektor 𝜋:
130
300
165
200
𝝅 = {𝐹𝑀 01100
15 𝐹𝑀 0465 𝐹𝑀 0523 𝐹𝑀 02320 𝐹𝑀 03135 },
Eigenschaft k
(Modell Nachfrage n )
Produktstrategien - Standardisierung und Normung
16
Aus dieser Reihenfolge wird im zweiten Schritt ein Graph 𝐺 = (𝑉, 𝐸, 𝑐), bestehend
aus einer Knotenmenge 𝑉, einer knotenverbindenden Pfeilmenge 𝐸 und einer Pfeilgewichtung 𝑐 wie folgt errichtet:
Jedem Element im Reihenfolgevektor 𝜋 wird genau ein Knoten 𝑣𝑖 (𝑖 = 1, … , 5) mit
entsprechender Nummer zugeordnet. Zusätzlich wird ein virtueller Startknoten 𝑣0
eingeführt. Darauf folgend wird die Pfeilmenge 𝐸 erzeugt, indem jeder Knoten mit
den Knoten höherer Nummern verbunden wird. Dabei besagt ein Pfeil (𝑖, 𝑗) von
Knoten 𝑖 zu Knoten 𝑗, dass alle Fahrzeugmodelle von der Reihenfolgeposition 𝜋𝑖+1
bis zur Position 𝜋𝑗 durch eine gemeinsame Kraftstoffpumpenvariante versorgt werden. Nunmehr werden die Kosten, welche durch Zuordnung zwischen Pumpe und
Fahrzeugmodell entstehen, durch die Pfeilgewichte 𝑐 bestimmt. Formal berechnet
sich ein Pfeilgewicht 𝑐 zwischen den Knoten 𝑖 und 𝑗 folgendermaßen:
𝑗
𝑗
𝑐𝑖𝑗 = 𝐾𝑓𝑖𝑥 + ∑𝑘=𝑖+1 𝑛𝜋𝑘 ∙ 𝑚𝑎𝑥𝑟=𝑖+1 {𝑘𝜋𝑟 }
(6)
∀(𝑖, 𝑗) ∈ 𝐸
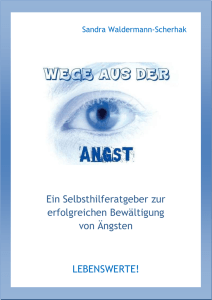
Im letzten Schritt muss der kürzeste Weg zwischen der Quelle 𝑣0 und der Senke 𝑣5
in diesem Graph gefunden werden. Hierfür eignet sich das Verfahren von DIJKSTRA5
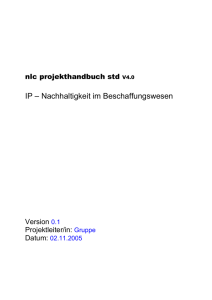
(vgl. DOMSCHKE/ SCHOLL 2008, S. 77ff.). Für das Beispiel ergibt sich der in der Abbildung 7 markierte Weg von Knoten 0 über Knoten 4 hin zu Knoten 5.
Abb. 7: Lösung des Standardisierungsproblems am Beispiel Kraftstoffpumpen
177.400
11.500
0
18.450
94.600
26.995
20.400
13.795
1
74.000
3
2
24.520
78.600
91.600
50.500
5
4
146.500
153.400
172.900
Quelle: Eigene Darstellung in Anlehnung an: BOYSEN 2007, S. 283
Dies bedeutet, dass die Fahrzeugmodelle FM 01, FM 04, FM 05 und FM 02 (Reihenfolgevektorpositionen 1 – 4) mit einer Kraftstoffpumpenvariante (Förderleistung
200l/h) und Fahrzeugmodell FM 03 (Reihenfolgevektorposition 5) mit einer eigenen
Pumpenvariante (Förderleistung 300l/h) ausgestattet werden. Abbildung 8 stellt die
Daten des Ergebnisses einerseits ohne Standardisierung und andererseits mit
Standardisierung gegenüber.
Abb. 8: Verteilung der Kraftstoffpumpen auf die Fahrzeugmodelle
5
Edsger Wybe Dijkstra, niederländischer Informatiker (*11. Mai 1930 - † 6. August 2002)
Produktstrategien - Standardisierung und Normung
mit Standardisierung 145.100 GE
ohne Standardisierung 168.245 GE
FM 01
100 l/h
wird nicht
verarbeitet
17
FM 02
FM 03
FM 04
FM 05
200 l/h
300 l/h
130 l/h
165 l/h
wird nicht
verarbeitet
wird nicht
verarbeitet
Quelle: Eigene Darstellung (bearb. Fahrzeuge: VW 2009; Pumpen: BOSCH 2009)
Werden alle fünf Fahrzeugmodelle mit ihrer jeweiligen Kraftstoffpumpe entsprechend der Förderleistung ausgerüstet, entstehen Kosten in Höhe von 168.245 GE.
Eine Standardisierung jedoch, würde in diesem Beispiel Kosten in Höhe von 23.145
GE – allein bei den Kraftstoffpumpen – einsparen und es müssten nur zwei der fünf
Pumpen entwickelt bzw. produziert werden (Förderleistung 200l/h und 300l/h).
Allerdings können die zugrundeliegenden Modellprämissen nicht direkt in die Realität übertragen werden. Beispielsweise existieren Bauteile, anders als bei diesem
Optimierungsproblem angenommen, die mehr als nur eine wesentliche Eigenschaft
besitzen. Darüber hinaus fließen in das Modell keine Abhängigkeiten zwischen anderen Komponenten eines Produkts (z.B. Kraftstofffilter, Zu- und Abflussleitung) mit
ein. Einen zusätzlichen Aspekt stellen die im Modell nicht beachteten Losgrößeneffekte bei der Herstellung von Komponenten und die Qualität der Bauteile dar. Auch
wird ein hohes Maß an Standardisierung mit negativen Folgen auf der Absatzseite
nicht weiter berücksichtigt. Dennoch ist das Modell durchaus in der Lage, eine erste
grobe Vorhersage für die Anzahl der einzuführenden Bauteile zu geben (vgl. BOYSEN
2007, S. 283).
Produktstrategien - Standardisierung und Normung
18
Abgesehen davon stellen die physikalischen Eigenschaften6 eines Bauteils einen
ernst zu nehmenden Nachteil der Standardisierung dar. Im oben genannten Beispiel
werden jeweils die kleineren Pumpen mit den Abmessungen (100l/h – 60x168mm,
130l/h – 54x185mm und 165l/h – 54x185mm) durch wesentlich größere Kraftstoffpumpen (200l/h – 60x196mm und 300l/h – 60x196mm) ersetzt. Somit erhöht sich
der Platzbedarf im Motorraum und die Zu- bzw. Abflussleitungen der Bauteile müssen an die standardisierten Pumpen angepasst werden. Es besteht darüber hinaus
die Gefahr, dass einige Bauteile aus technischen Gründen nicht entwickelt oder
hergestellt werden können.
Abb. 9: Vorteile der Standardisierung
Vorteile der Standardisierung
Produkt-/Leistungsebene
Teileebene
geringerer Entwicklungsaufwand
leichtere Produktionsprogramm- und
Absatzplanung
geringere Komplexität der Wertschöpfungskette
bessere Möglichkeiten zur Prozessoptimierung,
Einsatz spezialisierter Werkzeuge
Möglichkeit der Prozessstandardisierung
Vereinfachungen im Service und Kundendienst
Realisierung von Lernkurveneffekten
Reduktion der Unsicherheit der Abnehmer
(Standards als Verhaltensregeln für Marktteilnehmer)
einfache interne Distribution der Teile
vereinfachte Montageanweisungen
Beschreibung und Definition der Qualitätsansprüche kann viel genauer geschehen, deshalb bessere Möglichkeiten zum Outsourcing
leichtere Ersatzteilversorgung
Quelle: Eigene Darstellung in Anlehnung an MAYER 1993, S. 94
Insgesamt wurde gezeigt, dass die Standardisierung ein großes Potenzial zur systematischen Vermeidung und Beherrschung der Variantenvielfalt aufweist (Abb. 9).
Im Beispiel wurde aus fünf verschiedenen Bauteilen durch Standardisierungsmaßnahmen die Anzahl auf zwei Bauteile reduziert. Zudem können sich durch den Einsatz standardisierter Elemente der Qualitätsgrad und die Kontrolle über variantenabhängige Kosten erhöhen (vgl. GROTKAMP/ FRANKE 2007, S. 35). Die Standardisierung ist daher als ein wirksames Instrument der Variantenbewältigung anzusehen
und sollte im Einzelfall, hinsichtlich der kostenmäßigen und technischen Konsequenzen, über die gesamte Produktentwicklungsphase hinweg genau geprüft und
angewandt werden (vgl. FRANKE et al. 2002, S. 56; MARONI 2001, S. 76).
Im Folgenden wird auf die weiteren Arten der Standardisierung eingegangen, wobei
die Integral- und Differentialbauweise sowie das Baureihenkonzept mit dessen Teilefamilien näher untersucht werden.
6
Unter Physikalische Eigenschaften können hier beispielsweise Maße, Gewichte, Härte, Wärmeleitfähigkeit, Material und Dichte verstanden werden.
Produktstrategien - Integral vs. Differentialbauweise
19
3.1.2 Integral vs. Differentialbauweise
Um die Variantenvielfalt schon während des Entwicklungsprozesses eindämmen zu
können, ist die Planung und Bauweise von Komponenten auschlaggebend. Einen
entscheidenden Aspekt stellt hier die Art und Weise der Zusammensetzung bzw.
der Aufbau von Bauteilen dar. Grundsätzlich wird in der Literatur zwischen Partial/ Totalbauweise, Mono-/ Multifunktionalbauweise und Integral-/ Differentialbauweise
unterschieden (vgl. KOLLER 1986, S. 1-7; SCHUH 2005, S. 125f.). Nachfolgend wird
die Gruppe der Integral-/ Differentialbauweise näher erläutert, da sie das höchste
Potenzial zur Variantenbeherrschung und Kostenreduzierung aufweist.
Unter Integralbauweise versteht man das Zusammenfassen mehrerer Einzelteile zu
einem Bauteil, welches wiederum aus einem einheitlichen Werkstoff besteht. Infolgedessen eignen sich für diese Konstruktionsweise besonders Gusskonstruktionen,
Blechumformungen, Strangpressprofile7 und das Tiefziehverfahren (vgl. EHRLENSPIEL/
KIEWERT/ LINDEMANN 2000, S. 282; KURZ/ HINTZEN/ LAUFENBERG 2004, S. 249).
Durch die Vereinigung von mehreren Teilen bzw. Funktionen reduziert die Integralbauweise die Fertigungsverfahren, die Anzahl der verwendeten Werkstoffe, den
Montageaufwand und damit auch den resultierenden Aufwand bei der Qualitätskontrolle (siehe Abb. 10Abb. 10). Daher wird empfohlen, die Integralbauweise bei kleineren bzw. mittleren Bauteilen mit hoher Stückzahl vorzuziehen, so dass sich sinkende Bearbeitungs-, Verbindungs-, und Montagekosten voll auswirken können.
Dennoch existieren bei der Integralbauweise Grenzen, die beispielsweise durch die
Komplexität oder die Abmessungen eines Bauteils gekennzeichnet sind (vgl. EHRLEN-SPIEL/
KIEWERT/ LINDEMANN 2000, S. 282f.).
Abb. 10: Kostensenkung durch Integralbauweise
Differentialbauweise
Integralbauweise
mehrere Einzelteile mit
zugehöriger Montage
werden durch einen
Spritzgussteil aus
Kunststoff ersetzt.
Bauteil besteht aus 4 Einzelteilen
wurde miteinander verschweißt
Bauteil besteht aus 1 Teil
Quelle: Eigene Darstellung
7
Strangpressprofile bestehen häufig aus Aluminium und existieren in folgenden Formen: Rohren, Stangen, Bändern und Profilen
Produktstrategien - Integral vs. Differentialbauweise
20
Unter Differentialbauweise wird die Zerlegung von Bauteilen bzw. Funktionsträgern
in mehrere Anbauteile verstanden. Mit dieser Maßnahme wird versucht, innerhalb
einer Variante eines Bauteils einen Gleichteileumfang zu schaffen. Dadurch kann
einerseits die Erzeugung der Varianz in die Montage verlegt werden, andererseits
wird für den Gleichteileumfang eine größere Wiederholhäufigkeit erzeugt
(vgl.
SCHUH 2005, S. 125). Ferner entstehen bei der Differentialbauweise geringere fixe
Kosten für Gussformen und Spezialmaschinen, da die Teile aus vorgefertigten
Rohmaterialstücken oder Normteilen hergestellt und montiert werden können. Infolgedessen steigen zwar die Logistik- und Montagekosten an, jedoch ist ein Austausch einzelner Bauteile8 oft günstiger, als die komplette Erneuerung der gesamten
Komponente. Ein weiterer Gesichtspunkt bezieht sich auf die Umgestaltung und
Modifikation von bestehenden Bauteilen. In der Differentialbauweise sind spätere
Änderungen an den einzelnen Elementen möglich und kostengünstiger, da nicht das
ganze Bauteilsystem ersetzt, sondern nur die betroffenen Grundelemente an die
Anforderungen angepasst werden müssen (vgl. EHRLENSPIEL/ KIEWERT/ LINDEMANN
2000, S. 283).
Zusammenfassend lassen sich drei Grundregeln ableiten:
(1) Bei Teilen in hoher Stückzahl ist die Integralbauweise kostengünstiger als die
Differentialbauweise, da durch Umformverfahren die endgültige Gestalt des
Bauteils so angenähert werden kann, dass übermäßiger Rohstoffverlust vermieden wird.
(2) Bei kleinen bis mittleren Teilen in geringer Stückzahl und spanender Fertigung
aus einem vollen Block9 ist die Integralbauweise effizienter als die Differentialbauweise.
(3) Bei großen Teilen, Komponenten aus wertvollem Werkstoff in Einzelfertigung
und bei geringen Stückzahlen ist die Differentialbauweise der Integralbauweise
vorzuziehen.
Demzufolge sollte das Optimum zwischen Integral- und Differentialbauweise immer
situationsspezifisch ermittelt sowie für die einzelnen Fälle genau analysiert werden,
da eine genaue Richtzahl oder ein explizites Anwendungsrezept fehlen (vgl. FRANKE
et al. 2002, S. 73; SCHUH 2005, S. 126). Dennoch stellt die Integralbauweise bereits
in der Entwicklung und Produktion von Bauteilen eine effiziente Produktstrategie zur
frühzeitigen Beherrschung der Variantenvielfalt dar.
8
Bei vorliegendem Verschleiß beispielsweise, müsste bei Integralbauweise das komplette Bauteil ersetzt werden,
bei Differentialbauweise hingegen nur das entsprechende Einzelteil
9 An Drehbänken oder Fräsen können beispielsweise aus Rohstoffblöcken Grundformen für Bauteile oder Komponenten entstehen.
Fazit
21
„… standardisiert und
dennoch individuell!“
Bild (vgl. EHRLENSPIEL/ KIEWERT/ LINDEMANN 2000)
VII
Literaturverzeichnis
Abele, E.; Kuhn, S. (2008): Unterstützung von Make-or-Buy-Entscheidungen bei
variantenreichen Produkten, in: Industrie Management, Nr. 5, 2008, S. 61-64
Abramovici, M.; Gerhard, D. (1997): Engineering Data Management (EDM) - Anspruch, Wirklichkeit und Zukunftsperspektiven, in: Industrie Management special,
1996/97, S. 11-15
Adolphs, B. (1997): Stabile und effiziente Geschäftsbeziehungen. Eine Betrachtung
von vertikalen Koordinationsstrukturen in der deutschen Automobilindustrie, Köln,
1997
Airbus (2009): Internet: http://www.airbus.com/en/, Abruf: 13.12.2009
Arnold, D. et al. (2008): Handbuch Logistik, 3. Auflage, Berlin u.a., 2008
AT Kearney (2004): Global Prize 2004 Handouts, 11/05, 2005, S. 1-27
Augustin, R.; Arndt, H. (2006): Produktion 2020 – Globale Netzwerke als Erfolgsfaktor, in: Industrie Management, Heft 1, 2006, S. 47-50
Aurich, J. C.; Grzegorski, A. (2008): Vielfaltsinduzierte Komplexität in Ingenieurprozessen. Gestaltung, Beherrschung und Verbesserung komplexer Ingenieurprozesse
in Netzwerken global verteilter Entwicklungs- und Produktionsstandorte, in: Zeitschrift für wirtschaftlichen Fabrikbetrieb, Jg. 103, Heft 5, 2008, S. 316-321
Baumgärtel, H. et al. (2006): Automotive SCM in einem vollständigen Build-toOrder-System, in: Supply Chain Management Nr. 1, 2006, S. 7-15
Baldwin, C. Y.; Clark, K. B. (1998): Modularisierung: Ein Konzept wird universell, in:
Harvard Business Manager, 20. Jg./ Nr. 2, 1998, S. 39-48
Beitz, W. (1977): Senkung des Konstruktions- und Fertigungsaufwands durch Einsatz bereits konstruierter Teile und Baugruppen – Kennzeichnende Merkmale für
wiederkehrende Baugruppen, in: DIN-Mitteilungen 56, 1977, S. 351-359
VIII
Berekoven, L.; Eckert, W.; Ellenrieder, P. (2006): Marktforschung. Methodische
Grundlagen und praktische Anwendung,11. Auflage, Wiesbaden, 2006
Biegert, H. (1971): Die Baukastenbauweise als technisches und wirtschaftliches
Gestaltungsprinzip, Diss., Universität Karlsruhe, 1971
Boczanski, M. et al. (2005): Prozessorientiertes Product Lifecycle Management,
Berlin u.a., 2005
Böker, F.; Helm, R. (2003): Marketing, 7. Auflage, Stuttgart, 2003
Borowski, K.-H. (1961): Das Baukastensystem in der Technik, Diss., Universität
Hannover, 1961
Bosch (2009). Internet: http://www.bosch.de/start/content/language1/html/index.htm,
Abruf: 25.11.2009
Boutellier, R.; Schuh, G.; Seghezzi, H. D. (1997): Industrielle Produktion und Kundennähe – Ein Widerspruch?, in: Schuh, G.; Wiendahl, H.-P. (Hrsg.): Komplexität
und Agilität, Berlin u.a., 1997, S. 37-63
Boysen, N. (2008): Operations Management 1, Flexibilität in der Netzwerkgestaltung, Vorlesungsunterlagen SS 2008, Friedrich-Schiller-Universität Jena, Folie 8
Boysen, N. (2007): Standardisierung von Bauteilen. Die Verwendung von Gleichteilen als Strategie zum Management von Produktvielfalt, in: Wirtschaftswissenschaftliches Studium, Heft 6/2007, München, 2007, S. 278-283
Boysen, N.; Ringle, C. M. (2007): Über die Wirkung der Optionsbündelung auf die
Ablaufplanung einer Variantenfließfertigung, in: Zeitschrift für Planung & und Unternehmenssteuerung 18, 2007, S. 301-321
Brakemeier, D.; Jäger. H.-C. (2004): Schlanke Produktion als Wettbewerbsvorteil in
globalen Märkten für Unternehmen in entwickelten Industrien, in: Information Management & Consulting, Heft 1, 2004, S. 84-89
IX
Brunner, F. J. (2008): Japanische Erfolgskonzepte. KAIZEN, KVP, Lean Production
Management, Total Productive Maintenance, Shopfloor Management, Toyota Production Management, München u.a., 2008
Buchner, K.; Ullsperger, B. (1995): Elektronische Kataloge im Investitionsgütervertrieb, in: Conference & Incentive Management, Nr. 5, 1995, S. 15-17
Bullinger, H.-J. et al. (2009): Handbuch Unternehmensorganisation: Strategien, Planung, Umsetzung, 3. Auflage, Berlin u.a., 2009
Caesar, C. (1991): Kostenorientierte Gestaltungsmethodik für variantenreiche Serienprodukte, Variant Mode and Effects Analysis (VMEA), VDI-Fortschritts-berichte
Reihe 2, Nr. 218, Düsseldorf 1991
Clark, K. B.; Fujimoto, T. (1992): Automobilentwicklung mit System, Frankfurt/ Main
u.a., 1992
Corsten, H. (2004): Produktionswirtschaft. Einführung in das industrielle Produktionsmanagement, 10. Auflage, München, 2004
DIN (2002): DIN 199-1: Technische Produktdokumentation, CAD-Modelle, Zeichnungen und Stücklisten, Berlin u.a., 2002
Domschke, W.; Scholl, A. (2008): Grundlagen der Betriebswirtschaftslehre, 4. Auflage, Berlin u.a., 2008
Dürrschmidt, S. (2001): Planung und Betrieb wandlungsfähiger Logistiksysteme in
der variantenreichen Serienproduktion, Diss., Universität München, 2001
Ehrlenspiel, K.; Kiewert, A.; Lindemann, U. (2000): Kostengünstig Entwickeln und
Konstruieren. Kostenmanagement bei der integrierten Produktentwicklung, 3. Auflage, Berlin u.a., 2000
Eicke, H. von; Femerling, C. (1991): Modular Sourcing, München, 1991
Esser, R.; Untiedt, A.; (2006): Modularisierung und innovative Fertigungskonzepte
im Fahrzeugbau, Internet: http://www.ilipt.org/public/publications/various-set-of %20
X
conference-papers/swissbonding/Esser%20Untiedt%20SwissBonding%202006.pdf,
Abruf: 19.11.2009
Eversheim, W.; Lange-Stalinski, T.; Redelstab, P. (2002): Wandlungsfähigkeit durch
mobile Fabriken, in: wt Werkstattstechnik Heft 4, 2002, S. 169f.
Eversheim, W.; Schenke, F.-B.; Warnke, L. (1998): Komplexität im Unternehmen
verringern und beherrschen – Optimale Gestaltung von Produkten und Produktionssystemen, in: Adam, D. (Hrsg.): Komplexitätsmanagement, Schriften zur Unternehmensführung, Bd. 61, Wiesbaden, 1998, S.29-45
Eversheim, W.; Schuh, G.; Caesar, C. (1989): Beherrschung der Variantenvielfalt.
Methoden und Hilfsmittel, in: VDI-Z 131, Nr. 1, 1989, S. 42-46
Fandel, G. (2005): Produktion 1: Produktions- und Kostentheorie, 6. Auflage, Berlin
u.a., 2005
Feldhusen, J. et al. (2006): Development of A Set of Methods To Support The Implementation of A PDMS for SME’s with A High Product Variance, in: Brissaud, D.;
Tichkiewitch, S.; Zwolinski, P. (Hrsg.): Innovation in Life Cycle Engineering And Sustainable Development, Dordrecht (NL), 2006, S. 381-398
Feldhusen, J.; Gebhardt, B. (2009): PLM-Best-Practise – ein Unternehmensleitfaden, in: CAD CAM-Special (Teil 2 von 6) CAD CAM, Heft 1-2, 2009, S. 30-32
Feldhusen, J.; Gebhardt, B. (2008a): Product Lifecycle Management für die Praxis:
Ein Leitfaden zur modularen Einführung, Umsetzung und Anwendung, Berlin u.a.,
2008
Feldhusen, J.; Gebhardt, B. (2008b): PLM-Best-Practise – ein Unternehmensleitfaden, in: CAD CAM-Special (Teil 1 von 6) CAD CAM, Heft 11-12, 2008, S. 22-25
Fischer, J. O. (2008): Kostenbewusstes konstruieren: Praxisbewährte Methoden
und Informationssysteme für den Konstruktionsprozess, Berlin u.a., 2008
Fisher, M.; Ramdas K.; Ulrich, R. (1999): Component sharing in the management of
product variety. A study of automotive braking systems, in: Management Science,
Vol. 45, 1999, S. 297-315
XI
Franke, H.-J.; Kirchner, K. (2009): Flexbody – Applikation für modulare Fahrzeugstrukturen, in: Zeitschrift für wirtschaftlichen Fabrikbetrieb, Nr. 7-8, 2009, S.
544-545
Franke, H.-J.; Grotkamp, S. (2007): Produktstrukturierung bei hoher Variantenvielfalt, in: Industrie Management, Nr. 6, 2007, S. 33-36
Franke, H.-J. et al. (2002): Variantenmanagement in der Einzel- und Kleinserienfertigung, München u.a., 2002
Fuchslocher, G. (2005): Wahnsinn mit Methode, in: Automobil Produktion, Heft 1,
2005, S. 38-42
Geaviation (2009): Internet: http://www.ge.com/de/index.html, Abruf: 11.12.2009
Gebhardt, B. (2007): Abschätzung der Produktdatenmanagement-Systemfähigkeit
produzierender Unternehmen, Diss., Universität Aachen, 2007
Gehrke, G.; Biberacher, L. (2007a): Variantenoptimierung. In vier Projekt-Schritten
zum optimalen Produktportfolio, in: MM Maschinenmarkt, Nr. 22, 2007, S. 66-68
Gehrke, G.; Biberacher, L. (2007b): Variantenoptimierung. ABC-Analyse und Engine
Scorecards als Optimierungsinstrumente, in MM Maschinenmarkt, Nr. 27, 2007,
S. 50- 51
Gehrke, G.; Biberacher, L. (2007c): Variantenoptimierung. Bereinigung eines Produktportfolios am praktischen Beispiel, in: MM Maschinenmarkt, Nr. 29, 2007,
S. 176-177
Gerhard, E. (1984): Baureihenentwicklung. Konstruktionsprinzip Ähnlichkeit, Grafenau, 1984
Gesipa (2009): Internet: http://gesipa.com/index01.htm, Abruf: 28.11.2009
Gochermann, J. (2004): Kundenorientierte Produktentwicklung. Marketingwissen für
Ingenieure und Entwickler, Weinheim, 2004
XII
Göpfert, J.; Steinbrecher, M. (2000): Modulare Produktentwicklung leistet mehr. Warum Produktarchitektur und Projektorganisation gemeinsam gestaltet werden müssen, in: Harvard Business Manager, Heft 3, 2000
Grässler, I. (2001): Warum Variantenbeherrschung alleine nicht mehr ausreicht –
der neue Umgang mit gewollter Varianz in der Automobilindustrie, in: Variantenvielfalt in Produkten und Prozessen. Erfahrungen, Methoden und Instrumente, VDIBerichte 1645, Düsseldorf, 2001, S. 89-102
Grauer, M.; Nowitzky, I.; Fritz, J. (2007): Produktgestaltung in globalen Produktionsverbünden. Ein Abgleich zwischen Produktdesign, Prozessgestaltung und Standortwahl, in: Industrie Management, Heft 1, 2007, S. 56-59
Green, P. E.; Srinivasan, V. (1978): Conjoint Analysis in Consumer Research: Issues and Outlook, in: Journal of Consumer Research, Vol. 5, 1978, S. 103-123
Grotkamp, S.; Franke, H.-J. (2007): Produktstrukturierung bei hoher Variantenvielfalt, in: Industrie Management, Nr.6, 2007, S.33-36
Guiltinan, J. P. (1987): The Price Bundling of Services: A Normative Framework, in:
Journal of Marketing, Vol. 51, 1987, S. 74-85
Hackenberg, U.; Hirtreiter, K.; Rummel, C. (1999): Entwicklungs- und Produktionssynergien der Baukastentechnik, in: Automobiltechnische Zeitschrift & Motortechnische Zeitschrift, Sonderausgabe, 1999, S. 48-57
Hammer, M.; Champy, J. (1996): Business Reengineering: Die Radikalkur für das
Unternehmen, 6. Auflage, Frankfurt/ Main, 1996
Harmon, R. L.; Peterson, L. (1990): Die neue Fabrik – Einfacher, flexibler, produktiver, hundert Fälle erfolgreicher Veränderung, Frankfurt/ Main u.a., 1990
Hausladen, I. (2009): IT-gestützte Logistik – Logistikmanagement im Zeitalter von
Bits und Bytes, in: Wirtschaftswissenschaftliches Studium, Heft 9/2009, München,
2009, S. 452-457
Heina, J. (1999): Variantenmanagement: Kosten-Nutzen-Bewertung zur Optimierung der Variantenvielfalt, Wiesbaden, 1999
XIII
Heiserich, O.-E. (2002): Logistik: Eine praxisorientierte Einführung, 3. Auflage,
Wiesbaden, 2002
Henzler, H. A.; Späth, L. (1993): Sind die Deutschen noch zu retten? – Von der Krise in den Aufbruch, Gütersloh, 1993
Heyn, M. et al. (1997): Entwickeln in Netzwerken – Nicht immer, aber immer öfter,
in: Schuh, G.; Wiedendahl, H.-P. (Hrsg.): Komplexität und Agilität, Berlin u.a., 1997,
S. 73-85
Hinterhuber, H. H. (2009): Kundenorientierte Unternehmensführung: Kundenorientierung – Kundenzufriedenheit – Kundenbildung, 6. Auflage, Wiesbaden, 2009
Höfener, C. (1999): Methode zur Bewertung des strategischen Nutzens von integriertem Produktdaten-Management, Diss., Universität Darmstadt, 1999
Hüttenrauch, M.; Baum, M. (2007): Effiziente Vielfalt: Die dritte Revolution in der
Automobilindustrie, Berlin u.a., 2007
IGD (2009): Fraunhofer-Institut für Graphische Datenverarbeitung, Internet:
http://www.igd.fraunhofer.de/, Abruf: 14.11.2009
Jacob, H. (1990): Die Planung des Produktions- und des Absatzprogramms, in: Jacob, H. (Hrsg.), Industriebetriebslehre. Handbuch für Studium und Praxis, 4. Auflage, Wiesbaden, 1990, S. 405-590
Jeschke, A. (1997): Beitrag zur wirtschaftlichen Bewertung von Standardisierungsmaßnahmen in der Einzel- und Kleinserienfertigung durch die Konstruktion, Diss.,
Universität Braunschweig, 1997
Jordan, W. C.; Graves, S. C. (1995): Principles on the Benefits of Manufacturing
Process Flexibility, in Management Science, Vol. 41, Nr. 4, 1995, S. 577-594
Kaiser, A. (1995): Integriertes Variantenmanagement mit Hilfe der Prozesskostenrechnung, Diss., Universität St. Gallen, 1995
Kaluza, B.; Kemminer, J. (1997): Dynamisches Supply Management und Dynamische Produktdifferenzierungsstrategie – Moderne Konzepte für schlanke Industrie-
XIV
unternehmen, in: Kazula, B.; Trefz, J. (Hrsg.): Herausforderung Materialwirtschaft,
Hamburg, 1997, S. 5-53
Kamiske, G. F.; Brauer, J.-P. (2007): Qualitätsmanagement von A bis Z: Erläuterungen moderner Begriffe des Qualitätsmanagements, 6. Auflage, München, 2007
Kersten, W. (1998): Reduzierung von Entwicklungszeiten: Ansatzpunkte und Grenzen im industriellen Produktionsprozess, in: Wildemann, H. (Hrsg.): Innovationen in
der Produktionswirtschaft – Produkte, Prozesse, Planung und Steuerung, München,
1998, S. 413-436
Kestel, R. (1995): Variantenvielfalt und Logistiksysteme: Ursachen, Auswirkungen,
Lösungen, Wiesbaden, 1995
Kielburger, G.; Bittermann, H.-J. (2009): Produktvielfalt mit Weitblick. Pumpentechnologie: Wie KSB mit Varianten umgeht und Innovationsmanagement betreibt, in:
PROCESS Nr. 2, 2009, S. 42-45
Kienzle, O. (1943): Normung und Wissenschaft, in: Schweizerische Technische Zeitung, 1943, S. 533-539
Kistner, K.-P.; Steven, M. (2001): Produktionsplanung, 3. Auflage, Heidelberg, 2001
Kittsteiner, H.-J. (1990): Die Auswahl und Gestaltung von kostengünstigen WelleNabe-Verbindungen, München, 1990
Kleinaltenkamp, M.; Ehret, M. (1998): Prozessmanagement im technischen Vertrieb:
Neue Konzepte und erprobte Beispiele für das Business-to-business Marketing,
Berlin u.a.; 1998
Kluge, J. (2006): Wachstum durch Verzicht – Schneller Wandel zur Weltklasse:
Vorbild Elektroindustrie, Heidelberg, 2006
Kluge, J. (1996): Beyond benchmarking: How core-based redesign can yield high
rewards, in: The McKinsey Quarterly, 33. Jg., Nr. 4, 1996, S. 213f.
Kohlhase, N. (1997): Strukturieren und Beurteilen von Baukastensystemen. Strategien, Methoden, Instrumente, Düsseldorf, 1997
XV
Koller, R. (1986): Entwicklung und Systematik der Bauweisen technischer Systeme,
in: Konstruktion 38, 1986, S. 1-7
Korreck, A. (2002): Methode zur markt- und kostenorientierten Variantenplanung,
Darmstadt, 2002
Krause, O. (2006): Performance Management, Wiesbaden, 2006
Kugler, R. (1992): Variantenbeherrschung durch Modularisierung bei der Produktion
von Waschgeräten, in: Neuorientierung im teuersten Bereich der Produktion, 10.
Deutscher Montagekongress, Konferenz-Einzelbericht, Paper-Nr. 17, München, S.
1-33
Küpper, H.-U.; Helber, S. (2004): Ablauforganisation in Produktion und Logistik, 3.
Auflage, München, 2004
Kurz, U.; Hintzen, H.; Laufenberg, H. (2004): Konstruieren, Gestalten, Entwerfen:
ein Lehr- und Arbeitsbuch für das Studium der Konstruktionstechnik, 3. Auflage,
Wiesbaden, 2004
Laakmann, F.; Winkler, R. (2007): Ein Auto, viele Gesichter, in: Automobil-Industrie,
Special: Die Top 20 der OEM-Plattformen, 12/2007, S. 12-16
Lehmann, F.; Kümper, R. (1992): Variantenmanagement durch verursachungsgerechte Produktbewertung, in: Horváth, P. (Hrsg.) Effektives und schlankes Controlling, Stuttgart, 1992, S. 141-168
Ley, W.; Hofer, A. (1999): Produktplattformen, in: iomanagement, Nr. 7/8, 1999, S.
56-60
Lingnau, V. (1994): Variantenmanagement. Produktionsplanung im Rahmen einer
Produktdifferenzierungsstrategie, Berlin, 1994
Link, J.; Hildebrand, H. (1993): Database Marketing und Computer Aided Selling,
München, 1993
XVI
Luce, R. D.; Tukey, J. W. (1964): Simultaneous Conjoint Measurement: A New Type
of Fundamental Measurement, in: Journal of Mathematical Psychology, Vol. 1,
1964, S. 1-17
MAN (2009): Internet: http://www.mn.man.de/de/Konfigurator.jsp, Abruf: 02.11.2009
Maroni, D. (2001): Produktionsplanung und –steuerung bei Variantenfertigung. Eine
komplexitätsbasierte Betrachtung, Diss., Universität Siegen, 2001
Matt, D. (2002): Planung autonomer, wandlungsfähiger Produktionsmodule, in: Zeitschrift für wirtschaftlichen Fabrikbetrieb, Heft 4, Jg. 97, 2002, S. 173-177
Matthews, P.; Syed, N. (2004): The Power of Postponement, in: Supply Chain Management Review, 04/ 2004, S. 28-34
Mayer, R. (1993): Strategien erfolgreicher Produktgestaltung: Individualisierung und
Standardisierung, Wiesbaden, 1993
Meffert, H. (2000): Marketing. Grundlagen marktorientierter Unternehmensführung:
Konzepte, Instrumente, Praxisbeispiele, 9. Auflage, Wiesbaden, 2000
Meyer, M. H.; Lehnerd, A. P. (1997): The Power of Product Platforms, Building Value and Cost Leadership, New York, 1997
Meyr, H. (2004): Supply chain planning in the German automotive industry, in: OR
Spectrum Vol. 26, Nr. 4, 2004, S. 447-470
Mora, O. (2005): IT-gestütztes Frachtmanagement. Fränkische Rohrwerke optimieren in Eigenregie Distributionslogistik, in: Industriebedarf Heft 11-12, 2005, S. 24-26
Müller, M. (2000): Modularisierung von Produkten. Entwicklungszeiten und-kosten
reduzieren, München, 2000
Müller-Hagedorn, L; Mesch, R. (2006): Efficient Consumer Response in der Praxis,
Fallstudien zu Projekten, Konzepten und Strategien, Frankfurt/ Main, 2006
Müller-Jentsch, W. (2003): Organisationssoziologie: eine Einführung, Frankfurt/
Main, 2003
XVII
Olbrich, R.; Battenfeld, D. (2005): Variantenvielfalt und Komplexität – kostenorientiert vs. marktorientierte Sicht, in: Der Markt, 44. Jg., Nr. 174/175, 2005, S. 161-173
Ophey, L. (2005): Entwicklungsmanagement: Methoden in der Produktentwicklung,
Berlin u.a., 2005
Pahl, G.; Beitz, W. (1974): Baureihenentwicklung, in: Konstruktion 26, 1974, S. 7179
Pahl, G.; Beitz, W. (1997): Konstruktionslehre. Methoden und Anwendung, 4. Auflage, Berlin u.a., 1997
Patzak, G. (1982): Systemtechnik – Planung komplexer innovativer Systeme, Berlin,
1982
Pepels, W. (2006): Produkt- und Preismanagement im Firmenkundengeschäft,
München, 2006
Pfeiffer, W.; Dögl, R. (1986): Das Technologie-Portfolio-Konzept zur Beherrschung
der Schnittstelle Technik und Unternehmendstrategie, in: Hahn, D.; Taylor, R.
(Hrsg.): Strategische Unternehmensplanung: Stand und Entwicklungstendenzen,
Heidelberg, 1986, S. 149-177
Pflicht, W. (1979): Sachmerkmalsystem – genormtes Verfahren zur Wiederholteilfindung, in: Konstruktion 31, Nr. 12, 1979, S. 475-477
Pil, F. K.; Holweg, M. (2004): Linking Product Variety to Order-Fulfillment Strategies,
in: Interfaces Vol. 34, Nr. 5, 2004, S. 394-403
Piller, F. T. (1998): Kundenindividuelle Massenproduktion. Die Wettbewerbsstrategie der Zukunft, München u.a., 1998
Piller, F. T.; Waringer, D. (1999): Modularisierung in der Automobilindustrie - neue
Formen und Prinzipien: Modular Sourcing, Plattformkonzept und Fertigungssegmentierung als Mittel des Komplexitätsmanagements, Aachen, 1999
Pine, B. J. (1994): Maßgeschneiderte Massenfertigung. Neue Dimensionen im
Wettbewerb, Wien, 1994
XVIII
Rapp, R. (2005): Customer Relationship Management: Das Kozept zur Revolutionierung der Kundenbeziehungen, 3. Auflage, Frankfurt/ Main, 2005
Rapp, T. (1999): Produktstrukturierung, Diss., Universität St. Gallen, 1999
Rathnow, P. J. (1993): Integriertes Variantenmanagement. Bestimmung, Realisierung und Sicherung der optimalen Produktvielfalt, Göttingen, 1993
Reiß, M; Beck, T. C. (1994): Fertigung jenseits des Kosten-Flexibilitäts-Dilemmas,
in: VDI-Zeitung Integrierte Produktion, 136. Jg., Heft 11/12, 1994, S. 28-30
Richter, M. (2006): Gestaltung der Montageorganisationen, in: Lotter, B.; Wiendahl,
H.-P. (Hrsg.): Montage in der industriellen Produktion: Ein Handbuch für die Praxis,
Berlin u.a., 2006, S. 95-126
Robertson, D.; Ulrich, K. (1998): Planning for Product Platforms, in: Sloan Management Review, Summer 98, 1998, S. 19-31
Rolls-Royce
(2009):
Internet:
http://www.rolls-royce.com/deutschland/,
Abruf:
11.12.2009
Rommel, G. et al. (1993): Einfach überlegen. Das Unternehmenskonzept, das die
Schlanken schlank macht und die Schnellen schnell macht, Stuttgart, 1993
Rosenberg, O. (1996): Variantenfertigung, in Kern, W.; Schröder, H.-H. (Hrsg.):
Handwörterbuch der Produktionswirtschaft, 2. Auflage, Stuttgart 1996, Sp. 21192129
Rust, U. (1998): Effiziente Verkaufsgespräche dank intelligenter Technologie, in: IO
Management Zeitschrift, Nr. 6, 1998
SAP (2009): Internet: http://www.sap.com/germany/solutions/index.epx, Abruf:
22.11.2009
Sanchez, R. (1996): Managing New Interactions of Technology, Markets and Organizations, in: European Management Journal, Vol. 14, Nr. 2, April, 1996, S. 121-138
XIX
Schindele, S. (1996): Entwicklungs- und Produktionsverbünde in der deutschen Automobilindustrie unter Berücksichtigung des Systemgedankens, Aachen, 1996
Schmidt, T. B. (1990): Die Bestimmung der optimalen Sortimentstiefe für einen Konsumgüterhersteller, Diss., Universität Köln, 1990
Schnäbele, P. (1997): Mass Customized Marketing – effiziente Individualisierung
von Vermarktungsobjekten und –prozessen, Wiesbaden, 1997
Schuh, G. (2005): Produktkomplexität managen. Strategien – Methoden – Tools, 2.
Auflage, München u.a., 2005
Schuh, G.; Friedli, T.; Kurr, M. A. (2005): Kooperationsmanagement. Systematische
Vorbereitung, Gezielter Auf- und Ausbau, Entscheidende Erfolgsfaktoren, München
u.a., 2005
Schuh, G. (1989): Gestaltung und Bewertung von Produktvarianten – Ein Beitrag
zur systematischen Planung von Serienprodukten, in: Fortschritt-Berichte VDI, Reihe 2, Fertigungstechnik, Düsseldorf, 1989
Schulte, C. (1989): Produzieren Sie zu viele Varianten?, in Harvard Manager 11, H.
2, 1989, S. 60-66
Seghezzi, H. D.; Fahrni, F.; Herrmann, F. (2007): Integriertes Qualitätsmanagement.
Das St. Gallener Konzept, 3. Auflage, München u.a., 2007
Sendler, U. (2009): Das PLM-Kompendium: Referenzbuch des Produktlebenszyklus
Managements, Berlin u.a., 2009
Skiera, B.; Gensler, S. (2002a): Berechnung von Nutzenfunktionen und Marktsimulationen mit Hilfe der Conjoint-Analyse (Teil 1), in: Wirtschaftswissenschaftliches
Studium, Heft 4, 2002, S. 200-206
Skiera, B.; Gensler, S. (2002b): Berechnung von Nutzenfunktionen und Marktsimulationen mit Hilfe der Conjoint-Analyse (Teil 2), in: Wirtschaftswissenschaftliches
Studium, Heft 5, 2002, S. 258-263
XX
Skinner, W. (1974): The Focused Factory – New Approach to Managing Manufacturing Sees our Productivity Crises as the Problem of ‘How to Compete’, in: Harvard
Business Review, Vol. 52, Nr. 3, 1974, S. 113-121
Thonemann, U. W.; Brandeau, M. L. (2000): Optimal commonality in component
design, in: Operations Research, Vol. 48, 2000, S. 1-19
Trommer, G.; Fritsche, H. P. (2009): Fügestellen im Fokus, in: Konstruktion & Engineering, Juni 2009, S. 40-41
Voeth, M. (2002): Nachfragebündelung, in: Schmalbachs Zeitschrift für betriebswirtschaftliche Forschung 54, 2002, S. 113-127
VW (2009): Internet: http://www.vw.de/vwcms/international_ poral/virtualmaster/
de.html, Abruf: 20.11.2009
Warnecke, H.-J. (1999): Vom Fraktal zum Produktionsnetzwerk - Unternehmenskooperationen erfolgreich gestalten, Heidelberg, 1999
Warnecke, H.-J. (1995): Die fraktale Fabrik – Zukunftsgerichtete Fertigungsstrukturen, in: Corsten, H. (Hrsg.): Produktion als Wettbewerbsfaktor – Beiträge zur Wettbewerbs- und Produktionsstrategie, Wiesbaden, 1995, S. 211-222
Werner, H. (2002): Supply chain management: Grundlagen, Strategien, Instrumente
und Controlling, 2. Auflage, Wiesbaden, 2002
Westkämper, E. (1997): Manufacturing on Demand in Production Networks, in:
CIRP Annals – Manufacturing Technology, 46. Jg., Nr. 1, 1997, S. 329-334
Westkämper, E. et al. (1995): Verbesserte Angebots- und Auftragsabwicklung durch
abgestimmte Produktstrukturen, in: CIM Management, Nr. 11, 1995, S. 46-50
Wheelwright, S. C.; Clark, K. B. (1994): Revolution der Produktentwicklung, Frankfurt/ Main u.a., 1994
Wiendahl, H.-P.; Klepsch, B. (2006): Komplementäre Produkt- und Fabrikmodularisierung als Ansatz zur Komplexitätsbewältigung, in: Zeitschrift für wirtschaftlichen
Fabrikbetrieb, Heft 6, 2006, S. 367-373
XXI
Wildemann, H. (2006): Variantenmanagement. Leitfaden zur Komplexitätsreduzierung, -beherrschung und –vermeidung in Produkt und Prozess, 14. Auflage, München, 2006
Wildemann, H. (1998): Die modulare Fabrik – Kundennahe Produktion durch Fertigungssegmentierung, 5. Auflage, München, 1998
Wildemann, H. (1996): Entwicklungsstrategien für Zulieferunternehmen, 3. Auflage,
München, 1996
Wildemann, H. (1995): Transaktionskostenreduzierung durch Fertigungssegmentierung, in: Die Betriebswirtschaft, 55. Jg., Nr. 6, 1995, S. 783-795
Wilhelm, R. (2007): Prozessorganisation, 2. Auflage, München, 2007
Wittink, D. et al. (1994): Commercial Use of Conjoint Analysis in Europe: Results
and Critical Reflections, in: International Journal of Research in Marketing, Vol. 11,
1994, S. 41-52
Wisner, J. D.; Tan, K.-C.; Keong, G. (2008): Principles of supply chain management:
a balanced approach, 2. Ausgabe, Mason (USA), 2008
Wolters, H. (1995): Modul- und Systembeschaffung in der Automobilindustrie: Gestaltung der Kooperation zwischen europäischen Hersteller- und Zulieferunternehmen, Wiesbaden, 1995
Wüpping, J. (2003): Praxiserfahrungen Variantenmanagement und Produktkonfiguration, in: Industrie Management, Nr. 1, 2003, S. 49-52
Yang, B.; Yang, Y.; Wijngaard, J. (2007): Postponement: an inter-organizational
perspective, in: International Journal of Production Research, Vol. 45, Nr. 4, 2007,
S. 971-988
Yang, B.; Burns, N. (2003): Implications of postponement for the supply chain, in:
International Journal of Production Research, Vol. 41, Nr. 9, 2003, S. 2075-2090
Zäpfel, G. (2000): Strategisches Produktions-Management, 2. Auflage, München,
2000
XXII
Zeitlauf (2009): Internet: http://www.zeitlauf.de/, Abruf: 2.12. 2009
Zozo, A. (2009): Weniger ist mehr. Steuerhebel Variantenmanagement: Kundenorientiertes Angebot und optimierte Fertigung, in: Konstruktionspraxis Nr. 1, 2009,
S. 22-24
XXIII
Eidesstattliche Erklärung
Ich erkläre hiermit eidesstattlich, dass ich die vorliegende Arbeit selbstständig angefertigt habe. Die aus fremden Quellen übernommenen Gedanken sind als solche
kenntlich gemacht. Die Arbeit wurde bisher keiner anderen Prüfungsbehörde vorgelegt und auch nicht veröffentlicht. Ich bin mir bewusst, dass eine unwahre Erklärung
rechtliche Folgen haben kann.
23. Dezember 2009
Datum
Unterschrift