Inhaltsverzeichnis
Werbung

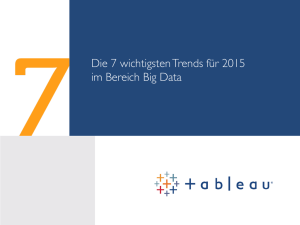
Einsatz_von_Big_Data_in_der_Maschinenbaubranche Hochschule: Standort: Studiengang: Veranstaltung: Betreuer: Typ: Themengebiet: Autor(en): Studienzeitmodell: Semesterbezeichnung: Studiensemester: Bearbeitungsstatus: Prüfungstermin: Abgabetermin: Fallstudienarbeit Hochschule für Oekonomie & Management Düsseldorf Bachelor Wirtschaftsinformatik Fallstudie / Wissenschaftliches Arbeiten Prof._Dr._Uwe_Kern Fallstudienarbeit Big Data Julian Kaiser, Pascal Coenen, Catrin Kuhnen Abendstudium SS15 2 Bearbeitung abgeschlossen 22.6.2015 21.6.2015 Inhaltsverzeichnis • 1 Einleitung ♦ 1.1 Einführung ♦ 1.2 Zielsetzung ♦ 1.3 Methodischer Aufbau • 2 Grundlagen ♦ 2.1 Maschinenbau ♦ 2.2 Big Data ◊ 2.2.1 Definition ◊ 2.2.2 Werkzeuge • 3 Big Data in der Maschinenbaubranche ♦ 3.1 Datenerfassung ◊ 3.1.1 Anwendungssysteme ⋅ 3.1.1.1 ERP-Systeme ⋅ 3.1.1.2 CRM-Systeme ◊ 3.1.2 Funktionsbereiche ⋅ 3.1.2.1 Forschung und Entwicklung ⋅ 3.1.2.2 Einkauf ⋅ 3.1.2.3 Lagerung ⋅ 3.1.2.4 Fertigung Inhaltsverzeichnis 1 Einsatz_von_Big_Data_in_der_Maschinenbaubranche ⋅ 3.1.2.5 Vetrieb ⋅ 3.1.2.6 Marketing ♦ 3.2 Datenauswertung und Datenverwendung ◊ 3.2.1 Forschung und Entwicklung ◊ 3.2.2 Einkauf ◊ 3.2.3 Lagerung ◊ 3.2.4 Fertigung ◊ 3.2.5 Vertrieb ◊ 3.2.6 After-Sales Service ◊ 3.2.7 Marketing • 4 Bewertung • 5 Fazit • 6 Verzeichnisse ♦ 6.1 Fußnoten ♦ 6.2 Abbildungsverzeichnis ♦ 6.3 Abkürzungsverzeichnis ♦ 6.4 Literatur- und Quellenverzeichnis 1 Einleitung 1.1 Einführung Durch das Vordringen des Internets in immer mehr Bereiche unseres Alltags- und Berufslebens fallen heute mehr Daten an als jemals zuvor. Zusammengefasst wird diese enorme Datenmenge unter dem Begriff "Big Data", welcher mit der 4. industriellen Revolution (Industrie 4.0) aufgekommen ist. Diese anfallenden Daten werden zunehmend von großen Unternehmen ausgewertet und zu verschiedensten Zwecken genutzt. Das wohl präsenteste und umstrittenste Beispiel in unserer Gesellschaft ist der Handel und die Auswertung von Daten für Marketingzwecke. Neue Techniken ermöglichen es den Unternehmen immer mehr interne Daten zu erfassen und auszuwerten. Aber auch externe Daten von z.B. Social Media Plattformen oder Suchmaschinen werden von Unternehmen heutzutage vermehrt gekauft. Die anfallenden und zugekauften Daten werden dabei für Unternehmenszwecke ausgewertet und analysiert. Die Unternehmen verfolgen dabei das Ziel die Kosten zu senken und die Prozesse zu optimieren. In welchem Umfang die Daten erfasst und ausgewertet werden muss ein Unternehmen Anhand seiner Größe und seinem Unternehmenszweck selbst entscheiden. Dieser Artikel stellt die Erhebungs-, Erfassungs- und Auswertungsmethoden für große Datenmengen dar und erläutert diese. Die in diesem Artikel dargestellten Methoden & Techniken unterliegen teilweise dem BDSG (Bundesdatenschutzgesetz) oder anderen lokalen Gesetzgebungen. Die Anwendung dieser Methoden erfordert zu jeder Zeit eine Konformität mit diesen Gesetzen. Die anwendenden Unternehmen sind hierfür allein verantwortlich. 1.2 Zielsetzung Ziel der Arbeit ist es den betriebswirtschaftlichen Nutzen von Big Data in den wichtigsten Funktionsbereichen 1 Einleitung 2 Einsatz_von_Big_Data_in_der_Maschinenbaubranche eines Unternehmens der Maschinenbaubranche aufzuzeigen und zu erklären. Es wird erläutert wie Kosten- und Prozessoptimierung, sowie Kundenakquirierung in den einzelnen Bereichen mit Hilfe der verschiedenen Systemen erfolgt. 1.3 Methodischer Aufbau Zunächst werden die grundlegenden Begriffe Maschinenbau und Big Data erklärt und definiert. Im Anschluss daran wird betrachtet mit welchen Anwendungssystemen man Daten im betrieblichen Umfeld erheben und erfassen kann. Im nächsten Abschnitt wird darauf eingegangen mit welchen Techniken man die Daten auswerten, analysieren und zur Kosten- und Prozessoptimierung einsetzen kann. In der Bewertung gehen wir auf Vor- und Nachteile ein, die sich durch Einlesen in das Thema ergeben haben. Zum Schluss wird noch auf unsere Sicht über die wissenschaftliche Arbeit eingegangen. 2 Grundlagen 2.1 Maschinenbau Der Maschinenbau gehört zum Zweig der Investitionsgüterindustrie. Dazu zählen Wirtschaftszweige, die Güter herstellen, die über längere Zeiträume als Produktionsmittel genutzt werden und nicht verarbeitet werden. Im Maschinenbau beschränken sich diese Produktionsmittel auf Maschinen. Maschinen sind als zweckorientierte, technische Vorrichtungen definiert. Sie haben in der Regel bewegliche Teile und können von verschiedenster Art und Größe sein.[1] Die Maschinenbaubranche ist trotz einer eher mittelständischen Branchenstruktur international verankert und zeigt eine starke Exportorientierung.[2] Eine mittelständische Branchenstruktur zeichnet sich dadurch aus, dass weniger als 499 Mitarbeiter in einem Unternehmen beschäftigt sind, was bei 87 Prozent der Unternehmen dieser Branche der Fall ist. Gerade mal zwei Prozent sind Großunternehmen. Ein wesentlicher Grund für diese Exportstärke ist das überdurchschnittliche Engagement der Unternehmen, wodurch die Branche zu den forschungsstärksten Industriebranchen gehört. Der Maschinenbau erhält knapp zehn Prozent der internen Forschungs- und Entwicklungsaufwendungen der Gesamtwirtschaft.[3] Deutschland nimmt momentan durch die Wettbewerbsstärke der deutschen Branchenunternehmen eine exponierte Stellung im Bereich des Maschinenbaus ein. Mit einem Anteil von 16,3 Prozent ist es auch das größte Exportland von Maschinen, noch vor China und den USA.[4] Aber nicht nur die Exportstärke fällt in der deutschen Maschinenbaubranche auf. Auch als größter industrieller Arbeitgeber 2014 kann sich die deutsche Maschinenbaubranche durchsetzen. Nach ansteigenden Mitarbeiterzahlen wurde seit langem wieder die Millionengrenze wieder überschritten. Auch der Umsatz stieg um drei Prozent und ist damit neues Rekordergebnis.[5] 2.2 Big Data 2.2.1 Definition Die anerkannte Definition von Doug Laney, VP Research beim Marktforschungsinstitut Gartner(2001) lautet: ?Big Data is high-volume, high-velocity and high-variety information assets that demand cost-effective, innovative forms of information processing for enhanced insight and decision making.?[6] Laney definiert Big 1.2 Zielsetzung 3 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Data mithilfe von drei konstitutiven Merkmalen, den drei V?s: Volume (Umfang), Velocity (Geschwindigkeit) und Variety (Vielfalt). Er bezeichnete die Herausforderung des Datenwachstums daher als dreidimensional. Abb. 1: Die drei "V's" der Big Data-Definition • Volume Dieses Merkmal bezieht sich auf die Menge der generierten und erfassten Daten in festgelegten Zeiträumen. Momentan werden Daten im Zettabyte oder sogar Brontobyte-bereich gesammelt, was größtenteils durch das Internet zustande kommt, unter anderem aber auch durch Sensoren, mithilfe derer technischen Geräten Daten sammeln. 90 Prozent aller je erfassten Daten wurden in den letzten zwei Jahren gesammelt und voraussichtlich wird sich die Anzahl der Daten alle zwei Jahre verdoppeln. Diese Mengen an Daten stellen traditionelle Datenbanksysteme vor Herausforderungen. Es muss abgewägt werden, welchen Wert die Daten haben und ob dieser die Kosten für teure Datenbanksysteme ausgleichen können. Da Speicherkosten aber sinken und bessere Speichermöglichkeiten gefunden werden, stellt das zukünftige Erfassen von solchen Datenmengen keine Probleme mehr dar.[7] Nicht nur die Speicherung wird mit zunehmenden Datenmengen aufwendiger, auch die Analyse bei zu vielen vorliegenden Daten kann Probleme bedeuten.[8] Neue Werkzeuge zur Speicherung und Analyse der Datenmengen verwenden daher verteilte Systeme, dessen Datenbanken international verteilt sein können. • Variety Die Vielzahl beziehungsweise Verschiedenheit der Daten ist der wichtigste Aspekt bezüglich der Definition von Big Data. Früher gesammelte Daten waren strukturierte Daten, die zum Beispiel in Tabellenform abgelegt werden konnten.[9] Mittlerweile existieren mehrere Arten von Daten die erfasst, gespeichert und analysiert werden. Die meisten kommen von sozialen Medien oder mobilen Geräten. Die Verschiedenheit der Daten beinhaltet tabellarische Daten, hierarchische Daten, Dokumente, E-Mails, Messdaten, Videos, Bilder, Audios, Börsenticker Daten, finanzielle Transaktionen und vieles mehr.[10] 80 Prozent aller Daten sind heutzutage unstrukturierte Daten (Text, Bilder, Audios etc.). Mit den Big Data Technologien können diese trotz ihrer Verschiedenheit in Zusammenhang gebracht und ausgewertet 2.2.1 Definition 4 Einsatz_von_Big_Data_in_der_Maschinenbaubranche werden. • Velocity Der Begriff Velocity meint zum einen die Geschwindigkeit mit der Daten produziert beziehungsweise erfasst werden, zum anderen auch wie schnell die Daten möglichst zeitnah verarbeitet werden um den Anforderungen gerecht zu werden und darauf reagieren zu können.[11] Durch die Möglichkeit Daten während der Generierung auswerten zu können, müssen diese nicht mehr vor der Analyse auf Datenbanken abgelegt werden. Fälschlicherweise wird Velocity oft mit Real-time Verarbeitung gleichgesetzt. Es beinhaltet eher die Häufigkeit der Änderungen, der Verarbeitung und das Verknüpfen von Datensätzen, die mit unterschiedlicher Geschwindigkeit anstelle von durchgehend gleichbleibender Geschwindigkeit ermittelt werden.[12] Zusätzlich zu diesen drei Merkmalen kam durch den Technologiekonzern IBM ein weiteres Merkmal hinzu ? Veracity (Zuverlässigkeit). Dieses steht für die Unsicherheit in Bezug auf Big Data. Da die Daten aus vielen unterschiedlichen Quellen kommen, aber vor dem Hinzufügen nicht auf ihre Richtigkeit überprüft werden, kann es zu zweifelhaften oder ungenauen Ergebnissen kommen. Ein weiteres Problem ist die schnelle Verfügbarkeit der Daten, sodass diese vorher nicht bereinigt werden können. Letztendlich müssen solche Unsicherheit oder Ungenauigkeit verursachenden Umstände mit berücksichtigt werden. Obwohl der Begriff ?Big Data? schon 2001 definiert wurde, stieg das Interesse erst in den letzten Jahren extrem an, wie folgende Grafik verdeutlicht. Hier erkennt man die Suchanfragen auf google.com, von circa 2004 bis 2015. Abb. 2: Google-Trend für den Begriff Big Data 2004-2015 Erkennbar ist ein deutlicher Anstieg der Suchanfragen und damit des Interesses an der Thematik. Begründet liegt das in der vorher erwähnten Kostenminimierung von Speichermöglichkeiten und einem damit verbundenen Anstieg der Datengewinnung. Zudem ist es für Unternehmen hilfreich die eigene Marktposition ohne großen Ressourcenaufwand zu verbessern. 2.2.2 Werkzeuge Daten-Haltung • Hadoop Distributed File System (HDFS) 2.2.2 Werkzeuge 5 Einsatz_von_Big_Data_in_der_Maschinenbaubranche HDFS ist ein System zur Speicherung von großen Datenmengen, diese werden redundant in skalierbaren Datenblöcken auf mehreren Rechner hinterlegt. Hierfür werden meistens kostengünstige Server als physisches Speichermedium verwendet. • NoSQL(Structured Query Language)-Datenbanken Bezeichnung für nicht relationale Datenbanken, in denen die Daten hochskalierbar gespeichert und verarbeitet werden können. Diese flexible Datenbanktechnologie ist wichtig, sobald Daten nicht in einem relationalen Datenmodell gespeichert werden können. • In-Memory-Datenbanken Ein Datenbankmanagementsystem, das den Zugriff in Echtzeit ermöglicht, indem es den Arbeitsspeicher als Datenspeicher nutzt. Dieses System findet durch die fallenden Kosten von Arbeitsspeicher immer öfter Anwendung. • Analytische Datenbanken Auch als Data Warehouse bezeichnet, gehören die analytischen Datenbanken zu den relationalen Datenbanken und werden für Big Data zusammen mit Hadoop (s.o.) verwendet. Daten-Zugriff • Batch Processing (Map Reduce) Beim Batch Processing, auch Stapelverarbeitung oder Batchverarbeitung genannt, werden Eingabedateien nach dem Start selbständig, sequentiell und vollständig abgearbeitet. Ergebnisse können anschließend in Datenbanken abgelegt werden. • Streaming Processing und CEP Kontinuierliche Verarbeitung der Eingangsdaten, während zur gleichen Zeit auch die Ergebnisdaten bereitgestellt werden. Eingangs- und Ausgangsdaten liegen hier meist in Form eines Datenstroms vor. • Search & Discovery Hier werden unstrukturierte Daten mithilfe von Algorithmen durchsucht, wobei nicht nur genaue Antworten gesucht werden sondern auch verwandte Antworten vorgeschlagen werden. So entsteht die Möglichkeit neue Informationen und Zusammenhänge zu finden. • Query Mit Query sollen strukturierte Daten, auch mit verschiedenen Formaten, sinnvoll zusammengehängt und befragt werden können. Dazu wird meist SQL verwendet. Analytische Verarbeitung • Audio/Video Multimediale Inhalte werden analysiert, Fakten extrahiert und Zusammenhänge erkannt. Audio-Dateien werden meist zunächst in Textform konvertiert um dann analysiert zu werden. • Geospatial 2.2.2 Werkzeuge 6 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Durch Anwendung von statistischen und mathematischen Verfahren werden Daten mit Bezug auf Raum und Ort analysiert. Dieser Bezug kann auch implizit, indirekt oder ungefähr sein. • Data Mining Anwendung statistischer Methoden auf große Datenmengen um Muster in großen Datenmengen zu finden. • Predicitive Hiermit sollen Entwicklungen vorher gesehen werden um Entscheidungen treffen zu können oder um diese zu optimieren. • Web Bei Web Analytics werden Daten gemessen, erfasst und analysiert um Unternehmen die Möglichkeit zu geben ihren Internet-Auftritt zu verbessern. Auch die Informationen von sozialen Medien, welche die Nutzer online preisgeben, werden analysiert. • Machine Learning Durch statistische oder logische Analysen vorhandener Daten und rechenintensive Algorithmen sollen Computerprogramme in der Lage sein ihr Wissen durch iterative Verfahren immer weiter auszubauen. • Text/Semantic Hier werden relevante Informationen mithilfe von linguistischen und semantischen Verfahren aus Texten gewonnen. Weiterhin werden Verknüpfungen der Daten und Strukturen erkannt. • Reporting Analytische Aufbereitung von zusammengefassten strukturierten Daten in tabellarischer Form ? auch als Mischform aus Text und grafischen Elementen. Visualisierung • Dashboards Informationen als visuelle Bausteine in verdichteter Form um relevante Aspekte im Überblick darstellen zu können. Meistens ermöglichen Dashboards mehrschichtige Darstellungen, Navigation zwischen diesen Schichten und auch Selektionen um Inhalte eingeschränkt ausgeben zu lassen. • Advanced Visualization Interaktive visuelle Darstellung von Informationen mit denen auch komplexere Sachverhalte visualisiert und verstanden werden können. Fortgeschrittene Visualisierungen bringen außerdem die Möglichkeit mit, interaktiv die Darstellung zu verändern und zusammenhängende Teilaspekte können zeitgleich dargestellt und in Beziehung gesetzt werden. • Real-time Intelligence 2.2.2 Werkzeuge 7 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Eingabedaten im Datenstrom werden visuell analysiert und in einer kontinuierlichen Echtzeit-Animation dargestellt. Daten Integration • Daten Konnektivität Daten und Funktionen aus unterschiedlichen Systemen werden über Standardschnittstellen (z.B. SQL, XML, etc.) einheitlich zu Verfügung gestellt. • Data Ingestion Aus unterschiedlichen Quellen sollen Echtzeit- oder auch Stapel-Daten in eine Big Data-Lösung importiert werden. Daten Governance und Sicherheit • Identity & Access Management Regelung des Zugangs zu Daten zum einen durch Authentifizierung der Identität, welche in einem Verzeichnis hinterlegt sein muss, zum anderen durch Autorisierung zu bestimmten Handlungen des Benutzers. • Multi-Mandantenfähigkeit Big-Data-Technologie sollte es ermöglichen, dass mehrere Nutzer zeitgleich Zugriff auf Server und Daten haben ohne, dass wechselseitiger Einblick unter Nutzern zustande kommt. • Datenverschlüsselung Für Transport und Lagerung sollten schützenswerte Daten so verschlüsselt werden, dass bei einem Verlust kein Schaden entstehen kann.[13] 3 Big Data in der Maschinenbaubranche 3.1 Datenerfassung In der Maschinenbaubranche werden viele Daten mit Hilfe von verschiedenen elektronischen Systemen erfasst um im nächsten Schritt verarbeitet beziehungsweise analysiert. Im Folgenden werden die Methoden zur Datenerfassung erläutert und erklärt. 3.1.1 Anwendungssysteme Die am häufigsten verwendeten Systeme zur Datenerfassung sind ERP-Systeme (Enterprise Resource Planning System) und CRM-Systeme (Customer Relationship Management System). Sie speichern Daten und strukturieren diese, damit Sie leicht wieder zu finden und auszuwerten sind. Der nachfolgende Abschnitt befasst sich mit der Erhebung der Daten in diesen Systemen. 3 Big Data in der Maschinenbaubranche 8 Einsatz_von_Big_Data_in_der_Maschinenbaubranche 3.1.1.1 ERP-Systeme Das ERP-System speichert Stamm- und Bewegungsdaten innerhalb eines Unternehmens ab. Zu den gespeicherten Daten zählen Auftragsdaten, Mitarbeiterdaten, Maschinendaten, Qualitätsdaten, Lagerdaten und viele mehr. Diese werden im Normalfall manuell von Sachbearbeitern eingegeben oder per Elektronischem Datenaustausch (EDI) direkt an das System übermittelt. Jedoch geht der Trend zunehmend dahin immer automatisierter die Daten in das System zu bringen, dadurch ist der Datenbestand fehlerunanfälliger.[14] Ein Beispiel für eine solche Automatisierungstechnik ist das RFID-System (Radio Frequency Identification)(siehe 3.1.2.3).[15] Für Business Intelligence oder Business Analytics ist das ERP-System eine maßgebliche Datenquelle. Es liefert Daten rund um das Unternehmen, den Markt und den Kunden.[16] Aus diesen Analysen können dann Maßnahmen erfolgen, welche Vereinfachungen beziehungsweise die Standardisierungen der Geschäftsprozesse hervorrufen.[17] Die Effizienz dieser neuen Prozesse, die auf die zuvor erfolgten Analysen aufbauen, wird in verschiedene Bewertungskriterien unterteilt: • Prozesseffizienz Hier wird die Fähigkeit eines Unternehmens betrachtet die Faktoren Kosten, Qualität und Zeit zu verbessern. Indikatoren sind Auftragsdurchlaufzeit und Liefertermineinhaltung. • Markteffizienz Hier wird der Nutzen betrachtet, den das Unternehmen aus den Chancen des Marktes schöpft. Hierbei geht es vor allem um das Auftreten gegenüber dem Kunden und dem Lieferanten. Zum Einen spielt das Preisleistungsverhältnis eine Rolle beim Kunden, zum Anderen sollte man beim Lieferanten auf gute Zusammenarbeit setzen, damit das Auftreten gegenüber dem Kunden gewährleistet ist. • Ressourceneffizienz Hier wird die Nutzung von Ressourcen bewertet. Durch Auswerten beispielsweise von Lagerbestandsdaten und anderen Ressourcen können sich Kalkulationen ergeben, dass Lagerbestände eingespart werden können und somit die Effizienz der Ressourcen durch geringere Lagerkosten steigt. • Delegationseffizienz Hier wird das Potenzial betrachtet Probleme innerhalb des Unternehmens lösen zu können, dabei steht vor allem die Sammlung von Informationen aus den Systemen und die damit verbundene Problemlösung im Mittelpunkt. Es gilt Probleme somit schneller, qualitativ hochwertiger und zukunftsorientierter zu lösen. • Motivationseffizienz Hier wird die Fähigkeit betrachtet Diskrepanzen zwischen Motivationen der Mitarbeiter mit dem Unternehmensleitbild ausgleichen und überwinden zu können. Mit Hilfe dieser Kriterien können Prozesse laufend bewertet und optimiert werden.[18] 3.1.1.2 CRM-Systeme Das CRM-System speichert Beziehungsdaten, welche anfallen sobald das Unternehmen Kontakt zum Kunden hat. Dazu gehören beispielsweise Beratungen, Vertragsabschlüsse aber auch Beschwerden und Vertragskündigungen. 3.1.1.1 ERP-Systeme 9 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Im Gesamten wird eine komplette Übersicht der Beziehung eines Kunden mit dem Unternehmen erstellt und strukturiert dargestellt.[19] In der Praxis ist es oftmals so, dass ein Unternehmen Helpdesks, Call Center, Kundenanalysesysteme oder ähnliches hat um den Kunden im Einzelnen gerecht zu werden und ihn kennen zu lernen. Das CRM-System vereint die erhobenen Daten in einer koordinierten Systemlandschaft. Auch Schnittstellen zu betriebswirtschaftlichen Softwaresystemen, wie ERP-Systemen sind oftmals gegeben, somit haben alle Bereiche innerhalb des Unternehmens Einsicht auf die Kundendaten. Es wird generell unterschieden zwischen dem operativen und dem analytischen CRM-System. Das operative CRM-System befasst sich mit dem direkten Kontakt zum Kunden und den somit entstehenden Daten. Es koordiniert somit die gesamte Steuerung und Unterstützung sogenannter "Customer Touch Points" (Berührungspunkte mit dem Kunden). Im Gegensatz dazu steht das Analytische CRM-System es beschäftigt sich beispielsweise mit den Reaktionen der Kunden und speichert diese in einem Datawarehouse. Dort können sie dann wieder zu Marketingzwecken oder ähnlichem per OLAP (On-Line Analytical Processing), einer Methode des Data Minings, ausgewertet werden. Es entsteht durch die neu ausgewerteten Daten eine Art Kreislauf, somit wird das CRM auch als ein lernendes System bezeichnet.[20] Bei großen Maschinenbauunternehmen sind eher andere Firmen, welche die gefertigten Maschinen kaufen, die Kunden und nicht der Mensch als Individuum. Gerade bei solch großen Geschäften steht die Kundenbindung im Vordergrund, daher ist die Sammlung kundenspezifischer Daten in der Branche von hoher Bedeutung und kann zur besseren Kundenkommunikation, besseren Produkten und besseren Dienstleistungen im Bezug auf die Eigenschaften des Kunden führen. Das bedeutet, der einzelne Kundenkontakt ist von größerer Bedeutung als im Einzelhandel. [21] 3.1.2 Funktionsbereiche Die Daten werden in allen wichtigen Bereichen eines Maschinenbauunternehmens erfasst und archiviert, jedoch ist es vom Bereich abhängig, welche Daten gesammelt werden und ob sie aus dem eigenen Unternehmen abgeleitet sind oder ob sie zum Beispiel aus Marktforschungen kommen. Im Folgenden wird anhand dieser Bereiche die Datenerfassung in der Maschinenbaubranche erklärt. 3.1.2.1 Forschung und Entwicklung Das Thema Big Data findet sich auch in der Forschung und Entwicklung wieder. Die Software MATLAB® / Simulink® von der Fa. The Mathworks ist in diesem Bereich weit verbreitet. Mit ihr können komplexe Systeme wie z.B. Steuerungen und Hydraulikkreisläufe simuliert werden. Vor allem beim Bau von fertigenden Maschinen sind solche Simulationen von enormer Bedeutung. Die komplexen Zusammenhänge von Steuerungseinheiten können durch MATLAB® / Simulink® simuliert und optimiert werden. MATLAB® / Simulink® bietet darüber hinaus die Möglichkeit den C bzw. C++ Quellcode mit einer Schnittstelle nach TwinCat3 zu exportieren. Alternativ können die Daten auch nach MS (Microsoft) Excel exportiert werden.[22] Eine weitere Möglichkeit zur Erfassung von Daten in der Forschung und Entwicklung sind Sensoren. Sensoren erfassen Daten wie z.B. Druck, Temperatur, Stromverbrauch und Umdrehungen pro Minute. Diese Daten werden von der Maschine selbst durch die SPS (speicherprogrammierbare Steuerung)[23] oder durch einen oder mehrere Operatoren ausgewertet. MATLAB® / Simulink® kann auch mit den anderweitig erfassten Daten arbeiten und ist nicht ausschließlich auf die direkte Eingabe aus Sensoren angewiesen. Dadurch lassen sich die Sensordaten aus den verkauften Maschinen einlesen (siehe Punkt 3.1.2.5) und zur Entwicklung verwenden. 3.1.1.2 CRM-Systeme 10 Einsatz_von_Big_Data_in_der_Maschinenbaubranche 3.1.2.2 Einkauf In der Einkaufsabteilung eines Maschinenbauunternehmens fallen jede Menge Daten an. Gepflegt werden Lieferantenstammsätze, welche z.B. Informationen über Preise, ISO-Zertifizierungen, Zuverlässigkeit und Lieferzeiten beinhalten. Die Lieferanternstammsätze werden mit jeder Anfrage, jedem Angebot und jeder Bestellung aktualisiert. Zusätzlich können Lieferantendaten mit einem Fragebogen zur Selbstauskunft beschafft werden. So kann sicher gestellt werden, dass diese zu jeder Zeit ein umfangreiches Bild über den Lieferanten darstellen. Neben den Lieferantenstammsätzen hat der Einkauf aber auch die Aufgabe die Artikelstammsätze zu pflegen. Sie enthalten Informationen über die Artikel wie z.B. Material, Bezeichnung und Normen. Ebenso werden im Einkauf die Lieferanten den Teilen zugeordnet, welche sie liefern. Wie unter Kapitel 3.1.1.1 beschrieben werden diese Daten häufig manuell eingegeben. Durch Schnittstellen lässt sich aber zunehmend auch EDI (Electronic Data Interchange) zur Erfassung der Daten im Einkauf verwenden. Die Dispositionsabteilung, welche ja nach Größe des Unternehmens dem Einkauf zugeordnet ist oder eine eigene Abteilung darstellt, ermittelt den Materialbedarf, sodass der Einkauf seine Aktivitäten auf die aktuell benötigten Teile ausrichten kann. Ein Mahnwesen für die Bestell- und Angebotsüberwachung wird vom Einkauf betrieben. Hierdurch soll im Rahmen der Bestellüberwachung ein pünktlicher Liefertermin erzielt werden.[24] 3.1.2.3 Lagerung Abb. 3: RFID-Tag Eine verlässliche Bestandsdatenhaltung ist Voraussetzung für eine effiziente und qualitativ hochwertige Produktion. Dies wird in der Maschinenbaubranche oftmals mit der RFID-Technik gelöst. RFID ist eine elektronische Identifikationstechnik, welche beliebige Objekte in logistischen Prozessketten über drahtlose Schnittstellen identifizieren kann.[25] Hierbei werden die Produkte mit sogenannten RFID-Tags versehen und können somit erkannt und erfasst werden. Ohne dieses Tag ist die Ware jedoch für das System unsichtbar und wird nicht in die Datenbank aufgenommen. Waren die ins Lager eingehen werden ohne manuellen Aufwand sofort elektronisch erfasst, dadurch sinkt die Fehlerhaftigkeit der Bestandsdaten. Zudem bietet die elektronische Identifikation auch die Funktion Waren innerhalb eines Lagers zu lokalisieren. Angaben über die Mengen der noch vorhandenen Materialien werden ebenfalls laufend aktualisiert und gespeichert. Durch diese Form der Datensammlung in der Lagerung eines Maschinenbauunternehmens werden die Kosten, durch weniger manuellen Aufwand, gesenkt und zusätzlich die dazu benötigte Zeit minimiert.[26] Das Bild zeigt einen RFID-Tag, wie er in einem gewöhnlichen RFID-System verwendet wird. 3.1.2.2 Einkauf 11 Einsatz_von_Big_Data_in_der_Maschinenbaubranche 3.1.2.4 Fertigung Auch in der Fertigung werden Daten gesammelt und archiviert, verwaltet werden diese durch PPS-Systeme (Produktionsplanungs- und steuerungs-Systeme). Sie planen zum einen die Fertigungsaufträge, zum anderen steuern sie diese im Einzelnen. Zusätzlich bieten sie eine Produktionsfortschrittskontrolle.[27] Diese wird durch MDE- (Maschinendatenerfassung) und BDE-Systeme (Betriebsdatenerfassung) bereitgestellt. Diese Kontrollsysteme automatisieren die Datenverarbeitung, da sie direkt mit dem PPS-System verbunden sind. Sie ermitteln Daten wie Materialverbräuche oder Durchlaufmengen, die dann wiederum durch das PPS gespeichert und verarbeitet werden können.[28] Im Einzelnen ist die BDE die Grundvoraussetzung für die Fortschrittskontrolle. BDE-Systeme speichern IST-Zustände der Produktionsstätten dazu gehören auch Messungen, wie die benötigte Produktionszeit für ein Fertigungsstück. Die MDE fokussiert sich auf die Datenerfassung direkt an der Maschine, durch Sensoren oder Waagen, die beispielsweise Gewichte oder Größen von Werkstücken ermitteln. Zusätzlich gibt es noch eine PDE (Produktionsdatenerfassung), welche die Daten aus der Prozessautomation gewinnt und auch Qualitätsdaten erfasst.[29] 3.1.2.5 Vetrieb Auch im Vertrieb kommen Facetten von großen Datensammlungen zum Vorschein. Wie unter Punkt 3.1.1.2 beschrieben ist die Erfassung von kundenspezifischen Daten im CRM vor allem im Bau von Produktionsmaschinen und Anlagen enorm wichtig. Auf Basis der im CRM vorhandenen Daten können dann vertriebs- und marketingtechnische Interaktionen mit den erfassten Kunden und Interessenten vorgenommen werden.[30] Nur so kann ein Maschinenbauunternehmen den speziellen Anforderungen seiner Kunden gerecht werden und dem Kunden ein auf ihn zugeschnittenes Angebot unterbreiten. Die Kundendaten im CRM werden hier von den Mitarbeitern meist manuell erfasst. Neben den Anfragen von Kunden können diese Daten auch von Marketingaktionen, wie z.B. Umfragen oder Messeveranstaltungen kommen. Alle auf diesem und auf anderem Wege erfassten Daten sollten durch ein Datenqualitätsmanagement überprüft werden, damit nur korrekte Daten in das CRM-System übertragen werden.[31] Das CRM-System wird im Maschinenbau, wie auch in vielen anderen Branchen an das ERP-System angebunden. Dadurch entsteht eine einheitliche Datensammlung, welche eine genauere Sicht auf den Kunden bietet und ihn als eine Einheit von mehreren unabhängigen Daten betrachtet.[32] Die Verbindung zwischen dem ERP-System und CRM-System ermöglicht die synchronisierte Anlage von Aufträgen und Angeboten in beiden Systemen. Eine kohärente Datenhaltung und die Einbindung von z.B. Lieferterminen in das CRM-System wird durch diese Verbindung ermöglicht.[33] Das Ansprechen eines Kunden ist seit dem 1. August 2012 nicht mehr uneingeschränkt gestattet. Hier dürfen nur nach schriftlicher Zustimmungserklärung noch Daten zur Telefonnummer, E-Mail Adresse oder postalischer Adresse eingepflegt und verwendet werden.[34] Wie unter Punkt 3.1.2.4 angedeutet, können die Maschinendaten mittels Sensoren erfasst und über das Internet an das verkaufende Unternehmen geschickt werden. Der ASS (After-Sales Service) und die F&E können dann die Daten auswerten und zielgerichtet ihre Aktivitäten darauf auslegen. 3.1.2.6 Marketing 3.1.2.4 Fertigung 12 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Abb. 4: Möglichkeiten zur Datenerfassung im Marketing Im Marketing gibt es viele Möglichkeiten zur Datenerfassung. Dabei müssen die Daten nicht immer aus internen Quellen stammen. Folgende Datenquellen können erschlossen werden: • unternehmensinterne Daten Unternehmensinterne Daten stammen z.B. aus den ERP- und CRM-Systemen, aber auch E-Mail und Telefondaten der Kunden zählen hierzu. • Social Media Die Social Media Daten kommen bspw. von Plattformen wie Facebook, Twitter und Youtube und können bei den Betreibergesellschaften käuflich erworben werden. • Smartphones Seit der Einführung des Apple Iphone im Jahr 2007 steigt die Menge der Smartphones und die der dadurch entstehenden Daten rasant. Typische Daten, welche sich über Smartphones erfassen lassen, sind Standort, Adressdaten, Internet- und Telefonverbindungen. Durch eine App oder Dateneinkäufe bei den Betreibern der Apps lassen sich diese Daten erheben. • Open Data und Open Government Bei Open Data und Open Government handelt es sich um Statistiken, Geodaten sowie Fernseh- und Rundfunkbeiträge. Die Open-Data-Bewegung unterstützt die Forderung nach dem freien und kostenlosen Zugang zu diesen Daten. Der Hauptaspekt von dem Wunsch nach der Veröffentlichung geht davon aus, dass diese Daten mit Steuergeldern (öffentlichen Mitteln) erhoben werden und somit ein Allgemeingut darstellen. • Sensoren und das Internet der Dinge 3.1.2.6 Marketing 13 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Durch Sensoren und dem sog. "Internet der Dinge" tritt das Internet weiter in unseren Alltag hinein. "Mit dem Internet der Dinge erhalten Computer und Informationssysteme somit im wahrsten Sinn des Wortes zum ersten Mal Augen und Ohren".[35] Betreibt das Maschinenbauunternehmen einen Online-Shop, so können sehr detaillierte Kundenprofile erstellt werden, welche sich gut zur Analyse von Zahlungswillen und- fähigkeit eignen. Durch diese Vorstösse des Internets steigt die anfallende Datenmenge und die Zahl der legal nutzbaren Datenquellen enorm an. Durch Bewegungen wie Open Data wird es in Zukunft immer mehr legal nutzbare Datenquellen geben.[36] Sollte eine Datenquelle nicht frei zugänglich sei, gibt es die Möglichkeiten die Daten von Datenmarktplätzen zu kaufen oder z.B. von Social-Media-Plattformen zu erwerben.[37] Bei fast allen oben beschriebenen Quellen hat man die Möglichkeit die Daten von einem Marktforschungsinstitut oder einer Marketingagentur zu kaufen, beziehungsweise erheben zulassen. Sollten die Daten von einer unternehmensexterne Quelle stammen, findet ggf. das BDSG Anwendung und muss beachtet werden. Inwieweit ein Unternehmen der Maschinenbaubranche diese Formen der Datenerhebung nutzt, muss mit dem Unternehmenszweck und den Marketingzielen abgestimmt werden. So macht es bspw. keinen Sinn als Sondermaschinenbauer Daten aus sozialen Netzwerken zu kaufen, da diese ein großes Streufeld beinhalten und das Kundenumfeld stark eingeschränkt ist. Wenn aber Maschinen für die große Masse hergestellt werden (z.B. Staubsauger) kann man den Kauf von Daten aus sozialen Netzwerken betriebswirtschaftlich und marketingtechnisch Vertreten. 3.2 Datenauswertung und Datenverwendung Die unter Punkt 3.1 erhobenen Daten werden von den Unternehmen der Maschinenbaubranche nicht nur gespeichert, zusätzlich werden sie aus den Anwendungssystemen heraus gezielt ausgewertet und analysiert, um betriebswirtschaftliche Prozesse zu optimieren und die Kosten zu senken. Nachfolgend wird beschrieben, wie die Daten ausgewertet und verwendet werden um diese Effizienzsteigerung erreichen zu können. 3.2.1 Forschung und Entwicklung 3.2 Datenauswertung und Datenverwendung 14 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Abb. 5: Beispiel einer MATLAB® / Simulink® Anwendung (hier: Surface fitting tool) MATLAB® / Simulink® bietet neben der Erfassung und Berechnung von Daten umfangreiche Möglichkeiten zur Datenauswertung in Diagrammen und Tabellen. Beeinflusst wird nicht nur die Entwicklung einer Steuerung, sondern auch die Materialauswahl. MATLAB® /Simulink® kann aus den Sensordaten auch die Belastungen für das Material berechnen, so kann das richtige Material im Voraus gewählt werden. Die Entwicklung von neuen Maschinen und den dazugehörigen SPS im Maschinenbau kann dadurch weitaus effizienter und kostengünstiger, als auf herkömmlichem Wege, erfolgen. Das Entwickeln einer SPS wird durch die Schnittstelle von MATLAB® / Simulink® zu TwinCat3 erheblich vereinfacht. TwinCat3 ist speziell auf die Entwicklung von SPS ausgelegt. Über einen Auswahldialog hat der Anwender die Möglichkeit sein MATLAB® / Simulink® Projekt nach TwinCat3 zu exportieren. Das exportierte Projekt erscheint dann als Instanz in TwinCat3. Die Ein- und Ausgänge des neuen Moduls sind identisch mit denen aus MATLAB® / Simulink®. So können die Module in TwinCat3 einfach mit physikalischen Eingängen (z.B. Sensoren) und Ausgängen (z.B. Display) oder untereinander verknüpft werden. Die berechneten Daten können so direkt in die Entwicklung einfließen und müssen nicht manuell ausgewertet werden. Ebenso besteht für den Anwender von TwinCat3 die Möglichkeit ein generiertes C/C++ Projekt aus Visual Studio® mit in sein Projekt aufzunehmen. Hierbei muss jedoch berücksichtigt werden, dass der Quellcode kompiliert werden kann und keine Syntaxfehler enthält. Optimalerweise ist das Modul schon fertig entwickelt und enthält keine Laufzeitfehler.[38] Die Möglichkeit des Exports der ermittelten Daten nach MS Excel stellt weitere Analyse- und Vergleichsfunktionen zur Verfügung.[39] Auf diesem Wege können die Daten zielgerichtet und kostengünstig ausgewertet und aufbereitet werden. Neben dieser effizienten und schnellen Form der F&E mit MATLAB® / Simulink® bleibt aber kein Prototyping aus. Die Maschinen müssen genauso, wie in der klassischen F&E gebaut und getestet werden. Die Daten aus MATLAB® / Simulink® bieten dabei mit Sicherheit eine umfangreich Grundlage und helfen die F&E neuer Maschinen schnell voran zu treiben. Die Feinabstimmung muss aber immer noch an einem Prototyp geschehen. Dies liegt daran, dass auch die genauste Erhebung und Berechnung Fehler enthalten kann oder z.B. das ausgewählte Material sich als nicht geeignet erweist. Weitere Probleme kann es z.B. bei der Entwicklung von Labormaschinen, medizinisch genutzten Maschinen oder Maschinen zur Nahrungsmittelverarbeitung geben, da hier spezielle Anforderungen an das Material gestellt werden. 3.2.1 Forschung und Entwicklung 15 Einsatz_von_Big_Data_in_der_Maschinenbaubranche 3.2.2 Einkauf Abb. 6: Darstellung der Gütereinteilung einer ABC-Analyse Dem Einkauf stehen, wie unter Punkt 3.1.2.2 beschrieben die Artikel-, Lieferanten- und Bestelldaten zu Verfügung. Diese können auf unterschiedlichste Arten ausgewertet und analysiert werden. Ziel ist es die Einhaltung der Liefertermine und der Qualitätsanforderungen zu gewährleisten, damit teure Produktionsausfälle vermieden werden können. Abgesehen davon verfolgt der Einkauf das Ziel die benötigten Materialien möglichst kostengünstig zu beschaffen. Auf Basis der Lieferantendaten im ERP können umfangreiche Lieferantenbewertungen durchgeführt werden.[40] So können die Lieferanten z.B. nach den Kriterien Lieferzeit, Preise, Zuverlässigkeit, Qualität und Zertifizierung bewertet werden. Dies kann gewichtet oder nicht gewichtet geschehen. Das zukünftige Einkaufsverhalten bei diesem Lieferanten wird von der Lieferantenbewertung bestimmt. Erreicht ein Lieferant z.B. nur eine niedrige Punktzahl wird der Einkauf seine Bestellungen bei anderen Lieferanten platzieren. Der Einkauf wertet aber auch die Bestellvolumen aus und unterteilt die Daten in ABC-Güter. Dabei stellen C-Güter Materialien mit hoher Menge und geringem Wert dar und A-Güter Teile von großem Wert und geringer Menge dar. Besonders im Maschinenbau ist diese Unterteilung wichtig, da einzelne Komponenten, wie z.B. Motoren (A-Gut) teuer sind und eine hohe strategische Bedeutung haben. Schrauben hingegen weisen einen hohen Bedarf auf und sind günstig zu beschaffen (C-Gut). Über die Auswertung der Bestellmengen und Preise lassen sich diese Daten aus dem ERP-System unterteilt nach ihrer strategischen Bedeutung darstellen. Die ABC-Analyse dient dann als Basis für das weitere Bestellmanagement. Während bei C-Gütern die Senkung der Prozesskosten durch z.B. elektronische Beschaffung oder Rahmenverträge im Vordergrund steht, wird bei A-Gütern verstärkt auf die Zuverlässigkeit und Güte des Lieferanten geachtet. Diese Qualitätsmerkmale der Lieferanten werden wiederum aus dem ERP-System ausgelesen.[41] Auf dem Bild wird dargestellt, wie die Güter in einer ABC-Analyse eingeteilt werden. Die y-Achse stellt dabei den prozentualen Anteil ABC-Güter an den Kosten dar und die x-Achse zeigt die Prozentzahl am Gesamtbestand. Man sieht, dass die A-Güter einen hohen Wert haben und den kleinsten Teil am Gesamtbestand ausmachen. Die C-Güter hingegen haben den geringsten Wert und den größten Anteil am Gesamtbestand. 3.2.3 Lagerung Aus dem RFID-System können mehrere Arten von Daten ausgelesen werden. Zum einen Daten die sich mit den Beständen der Materialien innerhalb des Lagers befassen, jedoch auch mit Standortdaten, welche die verschiedenen Bauteile lokalisieren. So kann zu jedem Zeitpunkt der komplette Lagerbestand geprüft werden und auf die Vorhaben angepasst werden. So können gegebenenfalls neue Materialien früh genug und automatisiert bestellt werden. Durch diese Technik der Datensammlung in der Lagerung eines Maschinenbauunternehmens 3.2.2 Einkauf 16 Einsatz_von_Big_Data_in_der_Maschinenbaubranche werden die Kosten, durch weniger manuellen Aufwand gesenkt und zusätzlich die dazu benötigte Zeit minimiert.[42] Mit den durch RFID erfassten Lagerdaten lassen sich Lagerkennzahlen, wie z.B die Lagerumschlagshäufigkeit und der Materialverbrauch berechnen. Der Lagerzinssatz lässt sich auch aus den mit RFID erfassten Daten berechnen. Er gibt Auskunft darüber, wie hoch die Vorratshaltungskosten der Waren im Lager sind. In weiterführenden Methoden zur Auswertung der Lagerkennzahlen lässt sich die optimale Bestellmenge und der optimale Zeitpunkt zur Bestellung errechnen.[43] Mit diesen Daten kann eine ausreichende Reserve ermittelt werden, sodass die Fertigung auch bei Lieferengpässen nicht sofort stillsteht. Die Auswertung dieser Kennzahlen ist zum einem wichtig, um die Lagerkosten zu kennen und senken zu können. Auf der anderen Seite sind diese Daten für den Einkauf enorm wichtig, um das strategische Verhalten darauf abzustimmen (Punkt 3.2.2).[44] Eine weitere Verwendungsmöglichkeit der mit RFID erfassten Daten ist die Inventur. Gemäß §240 HGB (Handelsgesetzbuch) ist die Inventur Bestandteil jedes Jahresabschlusses und muss somit jährlich wiederholt werden. Die mit RFID erfassten Daten dienen für die Inventur als Soll-Zahlen. Trotz der automatisierten Datenerfassung durch RFID kann es sein, das Teile verloren gehen oder gar gestohlen werden. Deshalb ist die jährliche manuelle Zählung des Bestandes gesetzlich vorgeschrieben. 3.2.4 Fertigung Daten aus der Fertigung liefert das PPS-System. Es erstellt Statistiken und kann über Monitoring der bedienenden Person Aufschluss über Prozesse und Werkstücke geben. Es werden Analysen für die zukünftige Produktion angestellt und Kontrollverfahren eingeleitet, die langfristig gesehen die Produktionsdurchläufe prüfen und optimieren sollen. Durch die stetigen Analyseverfahren und der daraus abgeleiteten optimierten Planung steigt die Effizienz der Produktionsabläufe und der Fertigung im Allgemeinen.[45] Ist-Zeiten werden beispielsweise auch über das PPS-System, welches die Daten über das MDE-System erfasst, ermittelt. Hier werden die Ist-Kosten, die für ein Werkstück in der Produktionszeit anfallen, berechnet und mit den Sollkosten verglichen. Es kann nun in Zukunft, durch die Automatisierung, genauer und schneller kalkuliert werden, welche Kosten für die Fertigung entstehen und welche Erträge möglich sind. Das heißt, Kennzahlen werden für einen bestimmten Zeitraum oder einen bestimmten Produktionsschritt berechnet. Typische Kennzahlen sind z.B. Materialverbrauch oder Output/Stunde. Diese können dann als Referenz für weitere Produktionen gesetzt werden. Vergleicht man die Ist-Werte mit den Soll-Werten, können Einsparpotenziale erkannt werden.[46] Je früher die Einsparpotenziale erkannt werden, desto früher kann man die Fertigung optimieren. Sollten die Einsparpotentiale nicht erkannt oder ignoriert werden, kann dies im schlimmsten Fall zu der Insolvenz des Unternehmens führen. Vorausschauende Analysen (Predictive Analytics) können dabei helfen Maschinenausfälle in der Fertigung zu vermeiden. Dies gilt sowohl für eigene fertigende Maschinen, als auch für verkaufte Fertigungsmaschinen. So reicht es aus zu wissen, dass ein Bauteil mit hoher Wahrscheinlichkeit ausfallen wird, um eine präventive Handlung vorzunehmen. Das benötigte Ersatzteil kann somit bestellt werden bevor das betroffene Teil ausfällt. Längere und vor allem kostspielige Maschinenausfälle sind auf diese Weise vermeidbar.[47] 3.2.3 Lagerung 17 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Abb. 7: Einsatz von Data Mining im CRM 3.2.5 Vertrieb Wie auch im Marketing werden auch im Vertrieb Daten mittels analytischen CRM genutzt und ausgewertet (siehe 3.2.7). Ein wichtiger Bestandteil des CRM-Systems ist das Customer Data Warehouse. Es bereitet die Daten strukturiert auf und sortiert irrelevante Daten aus. Es steht im Mittelpunkt des CRM-Systems und enthält Daten rund um den Kunden, diese werden im Austausch mit den Kommunikationskanälen stetig erfasst. Die Kommunikationskanäle wiederum stehen im direkten Kontakt zum Kunden, somit werden nicht nur alle Reaktionen der Kunden, sondern auch alle Aktionen im Vertrieb abgespeichert und im Data Warehouse strukturiert zusammengefügt (siehe Abbildung). Um diese Daten dann zu einer bestimmten Anfrage zusammen zu suchen wurde das sogenannte OLAP(Online Analytical Processing)-Tool entwickelt. Es bildet betriebswirtschaftliche Maßgrößen in einer Art Datenwürfel ab, der dann im Weiteren aus verschiedenen Sichten, je nach Fragestellung, betrachtet werden kann. Zum Beispiel können die Dimensionen im OLAP-Würfel Standort, Absatzmenge und Jahreszeit sein. Dann kann aus den verschiedenen Blickwinkeln argumentiert werden. Einer Sicht nach kann ermittelt werden zu welcher Jahreszeit an welchem Standort am meisten abgesetzt wurde. Aus einer anderen hingegen an welchem Standort im Sommer am meisten verkauft wurde. Das führt dazu , dass eine große Anzahl an Statistiken und Datensätzen verschiedener Art entsteht.[48] 3.2.4 Fertigung 18 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Data Mining ist die analytische Betrachtung der Daten und die Suche nach Beziehungen zwischen Daten bzw. nach Mustern. Im Vertrieb gelten diese Ergebnisse als sehr wichtig. Kundenzielgruppen werden durch Data Mining selektiert und Warenkorbanalysen werden angestellt um das zukünftige Kaufverhalten des Kunden zu erahnen und zusätzlich werden Daten zu Kundenbewertungen betrachtet um Rückschlüsse ziehen zu können. In der Praxis können Vertriebsmitarbeiter, durch diese Erkennung von Mustern beispielsweise je nach Kundentyp erahnen, welches Produkt der Kunde aus seiner Lage heraus am ehesten kaufen würde und wo seine Hemmschwelle liegt.[49] Der Vertriebsmitarbeiter kann in Folge von angestellten Analysen präziser auf den Kunden als Individuum eingehen. Im Vordergrund steht hier die Unkompliziertheit Datenabfragen zu machen und die Vielfalt der Daten, die teils die Gegenwart, teils die Vergangenheit oder auch die Zukunft darstellen. Zusätzlich werden einem durch das Tool OLAP verschiedene Sichten auf Sachverhalte im Vertrieb geboten, die auf den ersten Blick vielleicht nicht erkennbar sind. Der Mitarbeiter, der im Kundengespräch ist, kann diese Auswertungen mittels weniger Klicks durchführen und sich die Ergebnisse anzeigen lassen. Es können aus Umsätzen, Absätzen und Lagerbeständen über Quartale, Wochen oder Monate hinweg Preise kalkuliert werden, die der Mitarbeiter dem Kunden vorschlägt. Diese sind an des Kunden Zahlungsbereitschaft angepasst, die aus seinen bisherigen Verkaufsgesprächen und Käufen hervor geht. Zusätzlich sind CRM-Systeme meist über das Internet vernetzt, sodass auch unterwegs, im Home-Office oder direkt beim Kunden aktuelle Informationen abgerufen werden können. Auch sogenannte "Was-wäre-wenn-Szenarien" können mit Hilfe analytischem CRM durchgespielt werden und unterstützen die Entscheidung des jeweiligen Vertriebsmitarbeiters.[50] 3.2.6 After-Sales Service Der After-Sales Service (im Folgenden kurz: Service) hängt eng mit dem Vertrieb zusammen und beschreibt die Betreuung des Kunden nach der Auslieferung der Maschine durch den Vertrieb oder eine gesonderte Service-Abteilung. Die sog. Predictive Maintenance kommt vor allem im B2B Bereich vor. Die Daten aus den verkauften Maschinen werden mit Sensoren erfasst und an das verkaufende Unternehmen geschickt. Dort werden diese ausgewertet und analysiert. Anhand der Maschinendaten lässt sich z.B. feststellen, wie weit einzelne Verschleißteile abgenutzt sind. Durch Hinzuziehen der Nutzungsstatistik kann der voraussichtliche Ausfalltermin des Bauteils bestimmt werden. Die Kalkulation der benötigten Ersatzteile wird dadurch erheblich vereinfacht.[51] Daraufhin können die benötigten Ersatzteile bestellt werden noch bevor der Kunde den Reparaturauftrag stellt. Die Wartezeit reduziert sich für den Kunden je nach benötigtem Teil erheblich, wodurch teuren Maschinenausfällen des Kunden vorgebeugt wird. Weitere Formen der Predictive Maintenance sind z.B. Wartungsverträge und das automatische Bestellen von Ersatzteilen und 3.2.5 Vertrieb 19 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Abb. 8: Buying Cycle: Wichtigkeit von ASS Serviceleistungen. Beides muss vom Vertrieb bei dem Verkauf der Maschine mit dem Kunden abgesprochen werden. Ein einfaches Beispiel für Predictive Maintenance im B2B und B2C Bereich sind Drucker, die den Tintenstand bzw. Tonerstand an den Nutzer und den Druckerhersteller melden. Auch der Hersteller kann, wenn die Daten an ihn übermittelt wurden, sein Einkaufs- bzw. Fertigungsvolumen an die insgesamt benötigte Menge anpassen. Im B2B Bereich sind die Formen der Predictive Maintenance durch bspw. Wartungsverträge stärker ausgeprägt als im B2C Bereich. Auch die Kundenbindung kann im Allgemeinen durch den After-Sales Service (ASS) gestärkt werden. Hierbei wird zwischen zwei Strategien unterschieden: • Gebundenheitsstrategie Bei dieser Strategie ist es Ziel den Kunden einzuschränken, sodass er aktiv vom Unternehmen gebunden wird. Das bedeutet, dass verschiedene Barrieren in Form von Verträgen oder inkompatiblen Systemen (z.B. IPhone Ladekabel) aufgebaut werden, um dem Kunden einen Wechsel zu einem Konkurrenten zu erschweren. • Verbundenheitsstrategie Sie zielt darauf ab, dass der Kunde aus eigenem Interesse weiterhin Kunde des Unternehmens bleibt. Hierbei ist vor allem der Service für den Kunden wichtig um ihn langfristig an das Unternehmen zu binden. Das Unternehmen bleibt hierbei passiv, denn die Entscheidung geht vom Kunden selber aus.[52] Da jedoch die Strategie die Kunden mit Barrieren zu binden meist nicht so erfolgreich ist, weil andere Unternehmen auch mit Startkapitalen oder Willkommensgeschenken werben, wird verstärkt auf den ASS gesetzt um den Buying Cycle aufrecht zu halten.[53] Umgangssprachlich wird gesagt, dass die zweite Maschine durch den Service verkauft wird. Diese Aussage ist insofern richtig, da sich ein Kunde durch einen kompetenten, schnellen und zuverlässigen Service wertgeschätzt fühlt und weiß, dass er sich auf den Service verlassen kann. Faktisch allerdings verkauft weiterhin der Vertrieb die Maschinen und hat auf Basis eines guten Service eine höhere Wahrscheinlichkeit Maschinen mehrfach an einen Kunden zu verkaufen. Der ASS ist also maßgebend dafür mitverantwortlich ob ein Neukunde auch 3.2.6 After-Sales Service 20 Einsatz_von_Big_Data_in_der_Maschinenbaubranche mehrfach seine Maschinen bei dem Unternehmen bezieht. Diesen Zusammenhang zwischen ASS und Vertrieb einer neuen Maschine soll das Bild darstellen. 3.2.7 Marketing Daten für das Marketing werden meist mittels analytischem CRM ermittelt und analysiert. Hierbei werden insbesondere Daten zu den Kunden betrachtet, welche zuvor (wie in 3.1.2.6 erläutert) in den operativen Systemen (z.B. CRM-System) erfasst wurden. Ziel ist es ein Kundenprofil erstellen zu können, wofür Daten aus Marketing, Vertrieb und Service benötigt werden. Das analytische CRM läuft nach einem strikten Schema ab. Allem voran muss ein Plan erstellt werden, der ein Ziel formuliert. Dies ist beispielsweise eine langfristige Kundenbindung. Probleme können nun entstehen wenn der Vertrieb anders denkt als das Marketing. Meist ist nämlich das Interesse des Vertriebs möglichst viele Maschinen zu verkaufen. Der Konflikt könnte nun sein, dass das Marketing die Kundenerhaltung der Kundengenerierung vorzieht. Nächster Schritt ist nun die wirkliche Analyse welche schon einige Zeit vor der Marketingänderung durchgeführt werden wird. Hierzu dient die RFMR-Methode, bei der drei Kennziffern betrachtet werden: • R-Recency Diese Kennzahl betrachtet das letzte Datum an dem der Kunde gekauft hat. Es wird auch aufgezeigt wie viele Kunden vor wie vielen Wochen oder Monaten das letzte Mal gekauft haben. • F-Frequency Diese Kennzahl betrachtet die Häufigkeit der Käufe eines Kunden in einem bestimmten Zeitraum. Dabei wird unterschieden zwischen passiver und aktiver Periode. Eine aktive Periode ist immer gegeben, wenn der Kunde innerhalb von 12 Monaten mindesten einmal bestellt. Ist dies nicht gegeben so spricht man von einer passiven Periode, die jedoch dann wieder beendet wird, sobald der Kunde wieder aktiv wird und kauft. • MR-Monetary Ratio Diese Kennzahl betrachtet den durchschnittlichen Bestellwert eines Kunden innerhalb der aktiven Periode. Abb. 10: Klassische Kundenbewertung ? Variante 2 3.2.7 Marketing 21 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Abb. 9: Klassische Kundenbewertung über die RFMR-Methode ? Variante 1 Die RFMR-Formel kann zudem beliebig erweitert werden, meist durch Kriterien wie zum Beispiel das Zukunftspotenzial. Ergebnisse der Analysen führen zu Statistiken, die im Marketing dann verwendet werden können, um Werbungen besser an den Kunden anzupassen und um zu wissen, wann Werbeelemente an welcher Stelle eingesetzt werden müssen.[54] Die unter Punkt 3.1.2.6 beschriebenen Datenquellen werden von den Unternehmen ausgewertet. Ziel ist es mit der Auswertung der Daten eine Entscheidungshilfe für die marketingpolitischen Entscheidungen zu erstellen. Die erzielten Ergebnisse beeinflussen die Preis-, Konditions-, Produkt-, Programm-, Distributions-, Personal-, und Kommunikationspolitik des Unternehmens auf unterschiedlichste Weise.[55] Ein Maschinenbauunternehmen kann anhand der Daten Markttrends erkennen und frühzeitig, z.B. durch Preisoder Produktanpassungen, darauf reagieren. Durch die zugekauften bzw. erfassten Daten von Smartphones und Social-Media Plattformen lässt sich ebenfalls ableiten, welche Trends die Zielgruppe verfolgen und verfolgen werden.[56] Daraus lässt sich z.B. der zukünftige Absatz schätzen und die Produktionsplanung so anpassen, dass die fertigen Produkte nur sehr kurz gelagert werden müssen und somit nur geringe Lagerkosten verursachen. Anhand des Trends, kann man aber auch die Produkte anpassen. Dies geht z.B. mit einfachen optischen Veränderungen oder der Entwicklung von neuen Zusatzprodukten für die Maschinen. So kann ein Unternehmen sicherstellen, dass der Kunde immer das gewünschte Produkt erhält und die Produkte seinen Anforderungen entsprechen. Big Data ermöglicht aber auch Standort bezogene Analysen. Sollte in einer Stadt ein Produkt verstärkt nachgefragt werden, so kann man die Distribution frühzeitig anpassen, um den dortigen Bedarf zu decken. Informationen über die Zielgruppe des Marketings können ebenfalls aus den Daten abgeleitet werden. Je genauer die Zielgruppe des Marketings im Maschinenbau beschrieben wird, desto genauer können die Marketingaktionen und die Marketingpolitik darauf abgestimmt werden. Die Daten aus sozialen Netzwerken und dem CRM können dabei helfen die Zahlungsbereitschaft und Zahlungsfähigkeit der Kunden einzuschätzen. Dementsprechend kann der Preis für bestimmte Kundengruppen angepasst werden, um den Absatz zu erhöhen. Die höchste Stufe der Preispolitik ist die Echtzeitpreisfindung im Online-Handel. Big Data ermöglicht somit eine sehr genaue Marktbeobachtung und die Möglichkeit schneller auf Veränderungen im Markt zu reagieren.[57] 4 Bewertung Der Einsatz von Big Data in der Maschinenbaubranche hat sich im Laufe der letzten Jahre etabliert und gehört zum festen Bestandteil eines Maschinenbauunternehmens. Vielfach werden Big Data Systeme schon mit Tools zur Datenauswertung ausgeliefert, wie z.B. ERP- und CRM-Systeme. Die informationstechnischen Lösungen (wie zuvor beschrieben) finden in vielen Bereichen Anwendung. Da es teilweise um persönliche Daten, wie z.B. Kundendaten geht, muss der Einsatz von Big Data Technologien mit dem BDSG und anderen Gesetzen konform sein. Ist dies nicht der Fall, drohen teilweise existenzbedrohende Strafen für ein Maschinenbauunternehmen. Dadurch dass Big Data immer mehr Daten erfasst, können in einem Maschinenbauunternehmen Einsparpotenziale aufgedeckt werden. Einzelne Arbeitsschritte und Prozesse können vereinfacht werden oder gar ganz wegfallen. Durch die Datenhaltung in den verschiedenen Anwendungssystemen können Analysen und Statistiken erstellt werden, die das Management bzw. das Controlling unterstützen. So erhalten die unterrichteten Personen und Abteilungen ein genaueres Bild über die Situation und Kostenverteilung im gesamten Unternehmen. Ein weiterer Vorteil von Big Data ist, dass durch genaueres Kennen der Kosten das Risikocontrolling erleichtert wird. Ebenso können Daten aus dem Unternehmensumfeld hinzugezogen werden um ein besseres und genaueres Risikocontrolling zu gewährleisten. Ein Risikocontrolling ist nach § 91 (2) AktG (Aktiengesetz) und § 43 (1) GmbHG (Gesetz betreffend die Gesellschaften mit beschränkter Haftung) Vorschrift für jede Kapitalgesellschaft. 4 Bewertung 22 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Auch die Höhe der einzelnen Kosten lässt sich durch Big Data einfacher bestimmen. Auf Basis dieser Daten können Maßnahmen zur Kostensenkung eingeleitet werden. Eine Maßnahme wäre z.B. die Investition in eine neue Fertigungsmaschine mit geringeren Fixkosten. In einer kleinen Lagerhalle beispielsweise RFID einzusetzen, würde keinem angemessenen Kosten-Nutzen-Verhältnis entsprechen. Ein solches System wäre in einer kleinen Halle, aufgrund seiner hohen Anschaffungskosten und seinem geringen Nutzenvorteil gegenüber herkömmlichen Methoden zur Lagerhaltung deutlich teurer und es würde sich nur über einen langen Zeitraum amortisieren. Zusätzlich müssen die Unternehmen, bei denen eingekauft wird, oder die eigene Lagerabteilung die Waren mit RFID-Tags versehen, was ebenfalls teuer ist. Im Marketing muss vor dem Kauf von Daten die Zielgruppe analysiert werden. Daten von Social Media Plattformen zu kaufen, bringt ein Unternehmen nur weiter, wenn es einen großen B2C Bereich beliefert. Wird hingegen eine kleine Zielgruppe im B2B Bereich beliefert, ist es betriebswirtschaftlich nicht sinnvoll auf eine solche gekaufte Datenmenge zurück zu greifen. Gerade im Maschinenbau ist es sehr selten der Fall das ein B2C Geschäft abgehandelt wird, also steht auch in dieser Hinsicht der Nutzen, beim Kauf von Social Media Daten, für ein Unternehmen aus der Maschinenbaubranche in keinem Verhältnis zum Preis. Das Marketing in der Branche ist eher damit befasst Profile ganzer Unternehmen zu erstellen, die ein bestimmtes Interesse oder eine bestimmte Hemmschwelle haben. Dies gilt es durch Kundengespräche herauszufinden und in einem CRM-System einzupflegen. Durch die Einführung eines CRM z.B. können die Kundendaten besser verwaltet werden und die Kundenkommunikation kann verbessert werden. Allerdings muss sich ein Unternehmer die Frage stellen, ob ein CRM für ihn sinnvoll ist. Geht es um das Massengeschäft ist dies der Fall. Mit vielen kleinen Kunden reichen evtl. die Möglichkeiten des ERP-Systems. Wird auf der anderen Seite ein kleiner Stamm an Unternehmen mit individualisierten Maschinen beliefert, kann es sein, dass der Umfang eines ERP-Systems nicht ausreicht und auf ein CRM-System mit mehr Möglichkeiten zur Datenerfassung und -speicherung eingesetzt werden muss. Durch solche Maßnahmen lässt sich zum Beispiel die Kundenkommunikation verbessern. Problematisch ist die Einführung neuer Systeme, die Big Data unterstützen. Hierbei wird es vor allem Probleme geben, dass evtl. nicht die erhoffte Effizienz erreicht wird. Gerade die stufenweise Einführung neuer Systeme wird schwer, so sind beispielsweise zusammengehörende Daten nur teilweise oder gar nicht digital erfasst. Die einzige Möglichkeit, die diese Probleme umgeht, ist eine komplette Einführung eines zusammenhängenden Systems. Dieses sollte wohl durchdacht sein um den optimalen Nutzen zu erlangen. Bei der Paralleleinführung zum Beispiel sind alte und neue Systeme gleichzeitig in Betrieb und die alten werden Stück für Stück abgelöst. So muss zwar zu Beginn eine hohe Summe ausgelegt werden, jedoch ist diese im Verhältnis zu den Einbußen, die gegeben sind, wenn die Systeme Stück für Stück installiert werden, verhältnismäßig gering. Meistens werden im Maschinenbau jedoch viele der Systeme geleast, da die Anschaffungskosten zu hoch sind und Sachverständige der Firma des Systems zu Verfügung stehen. Weiterhin muss beachtete werden, dass Big Data Lösungen häufig abteilungsübergreifende Auswirkungen haben. So hat z.B. der Einsatz von RFID im Lager Auswirkungen auf den Einkauf und ein CRM-System wird von Vertrieb, Marketing und ASS gemeinsam genutzt und gepflegt. Die Tabelle stellt die Stärken und die Schwächen von Big Data in der Maschinenbaubranche zusammengefasst dar. Tabelle 1: Stärken und Schwächen Stärken Einsparpotenziale erkennen 4 Bewertung Schwächen hohe Einführungs- / Anschaffungskosten 23 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Kosten kalkulieren BDSG muss eingehalten werden Prozesse verbessern öffentliche Kritik an Datensammlungen/ -kauf (vor allem Marketing) Entscheidungshilfe nicht überall sinnvoll Personaleinsparung teilweise aufwändige Systeme Überblick über Gesamtes Unternehmen schwer Big Data neben den herkömmliche Methoden einzusetzen Kosten lassen sich erkennen und reduzieren vielfach nicht 100%igen Nutzen bei teilweiser Einführung der Systeme Im Großen und Ganzen ist der Einsatz von Big Data im Maschinenbau nur teilweise sinnvoll und rentabel. Gerade durch die hohen Kosten, die im Laufe der Einführung der Systeme anfallen, muss eine gewisse Stabilität im Unternehmen gegeben sein, damit das Unternehmen während der Einführung zahlungsfähig bleibt. Der Umfang in dem Big Data in einem Maschinenbauunternehmen eingesetzt wird, ist eine Frage der Unternehmensgröße und der Unternehmensphilosophie. So gibt es in der Maschinenbaubranche viele verschiedene Unternehmen, die sich u.a. in Größe, Ziel, Kundenstruktur und Umsatz stark unterscheiden. Bei jeder Big Data Technik, welche angewandt werden soll, muss das Kosten-Nutzen-Verhältnis stimmen. Man kann keine pauschale Grenze setzen, ab welcher Größe oder ab welchem Umsatz der umfangreiche Einsatz von Big Data sinnvoll ist. 5 Fazit Unser allgemeines Fazit zu der Fallstudie fällt positiv aus. Anfangs gab es teilweise Probleme Quellen zu Big Data in der Maschinenbaubranche zu finden. Viele Maschinenbauunternehmen erlauben im Internet keinen großen Einblick in firmeneigene Vorgänge und Prozesse. Dies ist wohl dem Fakt geschuldet, dass Maschinenbauunternehmen eher im B2B als B2C Bereich tätig sind. Kunden erlangen Einblicke beispielsweise über ein Extranet, worauf wir keine Zugriffsberechtigung besitzen. Auch fiel uns nach geringer Zeit auf, dass der Maschinenbau oft nicht erwähnt wurde, sondern mit Begriffen wie z.B. "industrielles Gewerbe" umschrieben wurde. Dies führte zu Anfang zu noch weniger gefundenen Quellen. Aber das brachte im weiteren Verlauf unserer Recherchen keine Probleme mehr mit sich, nachdem wir die entsprechenden Umschreibungen gefunden hatten. Beim Editieren hatten wir teilweise Probleme Bilder an der jeweiligen Stelle einzufügen und das Layout ist häufig verrutscht. Jedoch hatten wir ansonsten keine Probleme mit der Syntax, welche gut dokumentiert ist. Auch gab es während der Erstellung einen technischen Defekt auf der Seite zum Hochladen der Bilder, dieser wurde aber schon nach kurzer Zeit behoben. Alles in allem also eine Hausarbeit, bei der Teamarbeit und Absprache im Vordergrund standen. Je länger wir uns in das Thema hinein gelesen haben, desto mehr hat es uns interessiert und neugierig gemacht, welche Daten Unternehmen aus der Maschinenbaubranche zusätzlich erfassen und inwieweit die Industrie 4.0 in dieser Branche schon fortgeschrittenen ist. 5 Fazit 24 Einsatz_von_Big_Data_in_der_Maschinenbaubranche 6 Verzeichnisse 6.1 Fußnoten 1. ? Vgl. Prof. Dr. Hans-Joachim Böcking 2. ? Vgl. Gretzinger(2008), S.5 3. ? Vgl. VDMA (2015), S. 3 4. ? Vgl. VDMA (2015), S.29 5. ? Vgl. VDMA (2015), S. 6 6. ? Vgl. Gartner IT-Glossary(2012) 7. ? Vgl. Paul Holland (2015) 8. ? Vgl. Christy Pettey, Laurence Goasduff (2011) 9. ? Vgl. Paul Holland (2015) 10. ? Vgl. Christy Pettey, Laurence Goasduff (2011) 11. ? Vgl. Christy Pettey, Laurence Goasduff (2011) 12. ? Vgl. Svetlana Sicular(2013) 13. ? Vgl. BITKOM (Hrsg.) (2014), Seite 24ff 14. ? Vgl. Dietmar Abts,Wilhelm Mülder (2009), Seite 176f 15. ? Vgl. Dietmar Abts,Wilhelm Mülder (2009), Seite 478 16. ? Vgl. Andreas Leiting (2012), Seite 66 17. ? Vgl. Andreas Leiting (2012), Seite 49 18. ? Vgl. Reiner Martin, Heiko Mauterer, Hans-Georg Gemünden (2002), Seite 110f 19. ? Vgl. Wolfgang Leußer, Hajo Hippner, Klaus D. Wilde (2011), Seite 14 20. ? Vgl. René Rentzmann, Hajo Hippner, Frank Hesse, Klaus D. Wilde (2011), Seite 123ff 21. ? Vgl. René Rentzmann, Hajo Hippner, Frank Hesse, Klaus D. Wilde (2011), Seite 125 22. ? Vgl. Josef Papenfort, Ursula Frank, Sebastian Strughold, Integration von IT in die Automatisierungstechnik (2015), Kapitel "Das Simulationssytem MATLABT® / Simulink®" und "Anbindung an TwinCAT3" 23. ? Vgl. Josef Papenfort, Ursula Frank, Sebastian Strughold, Integration von IT in die Automatisierungstechnik (2015), Kapitel "Anwendungsmöglichkeiten der MATLAB® / Simulink®-Anbindung" 24. ? Vgl. Wolfgang W. Osterhage (2014), Kapitel 8 "Einkauf" 25. ? Vgl. Prof. Dr. Winfried Krieger(2011) 26. ? Vgl. Jochen Rode, Carsten Puschke, Uwe Kubach, Christiane Beck, Seite 20f 27. ? Vgl. Peter Mertens (2013), Seite 163 28. ? Vgl. Jochen Rode, Carsten Puschke, Uwe Kubach, Christiane Beck (2010), Seite 21 29. ? Vgl. Peter Mertens (2013), Seite 229 30. ? Vgl. Peter Winkelmann (2008), S. 560 f 31. ? Vgl. Matthuas H.J. Gouthier, Christian Coenen, Henning S. Schulze, Christoph Wegmann (Hrsg.)(2007), Seite 489 32. ? Vgl. Hajo Hippner, Beate Hubrich, Klaus D. Wilde (2011), Seite 131 33. ? Vgl. Hajo Hippner, Beate Hubrich, Klaus D. Wilde (2011), Seite 132 34. ? Vgl. Andreas Baier, Oliver Kiebe, Bernd Kreutzer (2012), Seite 621 35. ? Prof. Elgar Fleisch, Prof Friedemann Mattern (2007), Seite XX 36. ? Vgl. Heinrich Holland (Hrsg.) (2014), Kapitel "Big-Data-Marketing-Chancen und Herausforderungen für Unternehmen" 37. ? Vgl. Rudolf Klausnitzer (2013), Seite 138f 38. ? Vgl. Josef Papenfort, Ursula Frank, Sebastian Strughold, Integration von IT in die Automatisierungstechnik (2015), Kapitel "Anbindung an TwinCAT 3" und "Anwendungsmöglichkeiten 6 Verzeichnisse 25 Einsatz_von_Big_Data_in_der_Maschinenbaubranche der MATLAB® / Simulink®-Anbindung" 39. ? Vgl. MATLAB® Produktvideo: http://de.mathworks.com/products/matlab/ Abruf am 21.06.2015, 13:17 40. ? Vgl. Walter Brenner, Roland Wenger (2007), Seite 20 41. ? Vgl. Walter Brenner, Roland Wenger (2007), Seiten 2-3 und 40 42. ? Vgl. Jochen Rode, Carsten Puschke, Uwe Kubach, Christiane Beck, Seite 20f 43. ? Vgl. Prof. Dr. Norbert Pfitzer 44. ? Vgl. Wolfgang W. Osterhage (2014), Seite 35 45. ? Vgl. Peter Mertens (2013), Seite 229 46. ? Vgl. Peter Mertens (2013), Seite 297 47. ? Vgl. Claudia Linnhoff-Popien, Michael Zaddach, Andreas Grahl(2015), Seite 184 48. ? Vgl. Hajo Hippner, Klaus D. Wilde (2009), Seite 208 49. ? Vgl. Hajo Hippner, Klaus D. Wilde (2009), Seite 216 ( Abb. 2.2 in Anlehung an Berry/Linoff(2000), Seite 72ff und Stauss (2000), Seite 452ff) 50. ? Vgl. Helmut S. Durinkowitz (2009), Seite 116ff 51. ? Vgl. Kurt Stockinger, Thilo Stadelmann (2014), Seite 475 52. ? Vgl. Kotler/Bliemel (2001), Seite 74 53. ? Vgl. Michael Baumbach, Alexander T. Stampfl (2002), Seite 26ff 54. ? Vgl. G.Blum (2014), Seite 226ff 55. ? Vgl. Pascal Rossa, Heinrich Holland (2014), Kapitel "Big-Data-Marketing-Chancen und Herausforderungen für Unternehmen", Teil 3 "Die Veränderung von Marketing durch Big Data" 56. ? Vgl. BITKOM (Hrsg.) (2012), Seite 68 57. ? Vgl. Pascal Rossa, Heinrich Holland (2014), Kapitel "Big-Data-Marketing-Chancen und Herausforderungen für Unternehmen", Teil 3 "Die Veränderung von Marketing durch Big Data" 6.2 Abbildungsverzeichnis Abb-Nr 1 2 3 4 5 6 7 8 Abbildung Quelle Die drei "V's" der Big Data-Definition, Die drei "V's" der http://makingdatameaningful.com/2015/05/26/characteristics-of-big-data-part-one/ Big Data-Definition Abruf: 02.06.2015, 09:04 Google-Trend für Google-Trend für den Begriff Big Data, den Begriff Big http://www.google.de/trends/explore#q=Big%20Data, Abruf: 02.06.2015, 16:21 Data 2004-2015 RFID-Tag RFID-Tag, http://www.ideen2020.de/de/234/, Abruf: 11.06.2015, 07:48 Darstellung der Datenquellen zur In Anlehnung an: Heinrich Holland (2014), Digitales Dialog Marketing (ISBN Datenerfassung im 978-3-658-02540-3) (Seite 260), Springer Fachmedien Wiesbaden (2014) Marketing Beispielanwendung http://www.directindustry.de/prod/the-mathworks/product-12865-723729.html, von MATLAB® / Abruf: 10.06.2015, 21:15 Simulink® Einteilung einer In Anlehnung an: http://www.hubertbecker-online.de/abcprinz.gif, Abruf: ABC-Analyse 10.06.2015, 17:03 Big Data CRM, Stefan Helmke, Matthias F. Uebel, Wilhelm Dangelmaier (Hrsg.), Einsatz von Data Effektives Customer Relationship Management: Mining im CRM Instrumente,Einführungskonzepte,Organisation (ISBN 978-3-8349-0415-7), Gabler-Verlag Wiesbaden (2008), Abbildung: Seite 215 Buying Cycle: In Anlehnung an: http://www.vorlesungen.info/node/1000, Abruf: 03.06.2015, 6.1 Fußnoten 26 Einsatz_von_Big_Data_in_der_Maschinenbaubranche 9 10 Wichtigkeit von ASS RFMR-Methode Variante 1 RFMR-Methode Variante 2 12:45 Heinrich Holland (2014), Digitales Dialog Marketing (ISBN 978-3-658-02540-3) (Seite 229), Springer Fachmedien Wiesbaden (2014) Heinrich Holland (2014), Digitales Dialog Marketing (ISBN 978-3-658-02540-3) (Seite 230), Springer Fachmedien Wiesbaden (2014) 6.3 Abkürzungsverzeichnis Abkürzung SQL ERP CRM RFID EDI OLAP PPS MDE PDE BDE SPS BDSG MS ASS HGB F&E AktG GmbHG HDFS CEP Bedeutung Structured Query Language Enterprise Resource Planning Customer Relationship Management Radio Frequency Identification Electronic Data Interchange On-Line Analytical Processing Produktionsplanung und Steuerung Maschinendatenerfassung) Produktionsdatenerfassung Betriebsdatenerfassung speicherprogrammierbare Steuerung Bundesdatenschutzgesetz Microsoft After-Sales Service Handelsgesetzbuch Forschung & Entwicklung Aktiengesetz Gesetz betreffend die Gesellschaften mit beschränkter Haftung Hadoop Distributed File System Complex Event Processing 6.4 Literatur- und Quellenverzeichnis Autor Dietmar Abts, Wilhelm Mülder (2009) H.Hippner (2011) Prof. Dr. Winfried Krieger Dr. Jochen Rode, Carsten Puschke, Dr. Literatur / Quelle Grundkurs Wirtschaftsinformatik: Eine kompakte und praxisorientierte Einführung (ISBN 978-3-8348-05 Wiesbaden 2009 Hajo Hippner/Beate Hubrich/Klaus D. Wilde(Hrsg.): Grundlagen des CRM: Strategie, Geschäftsprozesse 978-3-8349-2550-3), Gabler Verlag Springer Fachmedien GmbH, Wiesbaden (2011) Gabler Wirtschaftslexikon, Stichwort: RFID, Springer Gabler Verlag (Hrsg.), URL: http://wirtschaftslexikon.gabler.de/Archiv/83828/rfid-v7.html Softwaretechnologien für die Fertigungsindustrie von morgen: Die Future Factory Initiative von SAP Re 6.2 Abbildungsverzeichnis 27 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Uwe Kubach (2010) René Rentzmann, Hajo Hippner, Frank Hesse, Klaus D. Wilde(2011) Peter Mertens(2013) Claudia Linnhoff-Popie, Michael Zaddach, Andreas Grahl (2015) Josef Papenfort, Ursula Frank, Sebastian Strughold (2015) Matthias H. J. Gouthier, Christian Coenen, Henning S. Schulze, Christoph Wegmann (2007) Peter Winkelmann (2008) Prof. Elgar Fleisch, Prof Friedemann Mattern in H.-J. Bullinger, M. Hompel (2007) Rudolf Klausnitzer (2013) Reiner Martin, Heiko Mauterer, Hans-Georg Gemünden (2002) Grundlagen des CRM: Strategie, Geschäftsprozesse und IT-Unterstützung (ISBN 978-3-8349-2550-3), Gabler Verlag Springer Fachmedien GmbH, Wiesbaden (2011) Integrierte Informationsverarbeitung 1: Operative Systeme in der Industrie, 18.Auflage (ISBN 978-3-834 Wiesbaden (2013) Marktplätze im Umbruch Digitale Strategien für Services im Mobilen Internet (ISBN 978-3-662-43782-7 Heidelberg (2015) Integration von IT in die Automatisierungstechnik (DOI 10.1007/s00287-015-0879-8), Springer-Verlag B Service Excellence als Impulsgeber (ISBN 978-3-8349-0688-5), Betriebswirtschaftlicher Verlag Dr. Th. Wiesbaden (2007) Vertriebskonzeption und Vertriebssteuerung - die Instrumente des integrierten Kundenmanagements (CR Verlag Franz Vahlen GmbH, München (2013) Internet der Dinge (ISBN 978-3-540-36729-1), Springer Verlag Berlin Heidelberg (2007) Das Ende des Zufalls - Wie Big Data uns und unser Leben vorhersagbar macht (ISBN 978-3-7110-0040Auflage 2013 Systematisierung des Nutzens von ERP-Systemen in der Fertigungsindustrie, WIRTSCHAFTSINFORM Data Science für Lehre, Forschung und Praxis (DOI 10.1365/s40702-014-0040-1), Springer Fachmedien 6.4 Literatur- und Quellenverzeichnis 28 Einsatz_von_Big_Data_in_der_Maschinenbaubranche Kurt Stockinger, Thilo Stadelmann (2014) Heinrich Holland (2014) G.Blum (2014) BITKOM (2012) Kotler, Bliemel (2001) Michael Baumbach, Alexander T. Stampfl (2002) Wolsgang W. Osterhage (2014) Andreas Baier, Oliver Kiebe, Bernd Kreutzer (2012) Hajo Hippner, Klaus D. Wilde (2009) Berry, Linoff(2000) Stauss (2000) Helmut S. Durinkowitz (2009) Prof. Dr. Walter Brenner, Dr. Walter Wenger (2007) Prof. Dr. Hans-Joachim Böcking Gretzinger, S. (2008) VDMA(2015) Christy Pettey, Laurence Goasduff(2011) Gartner IT-Glossary (2012) Digitales Dialog Marketing (ISBN 978-3-658-02540-3), Springer Fachmedien Wiesbaden (2014) Digitales Dialog Marketing (ISBN 978-3-658-02540-3), Hrsg.: H. Holland, Springer Fachmedien Wiesba Big Data im Praxiseinsatz, Hrsg.: BITKOM Bundesverband Informationswirtschaft, Telekommunikation (2012) Marketing-Management: Analyse, Planung und Verwirklichung, Stuttgart (2001) After Sales Management- Marketing, Logistik, Organisation, Carl Hanser Verlag, München und Wien (2 ERP-Kompendium, eine Evaluierung von Enterprise Resource Planning Systemen (ISBN 978-3-642-358 Heidelberg (2014) Lars Bineckebanck, Christian Belz (Hrsg.), Internationaler Vertrieb: Grundlagen, Konzepte und Best Pra Geschäft (ISBN 978-3-8349-3161-0), Springer-Verlag Wiesbaden (2012) Stefan Helmke, Matthias F. Uebel, Wilhelm Dangelmaier (Hrsg.), Effektives Customer Relationship Man Einführungskonzepte, Organisation (ISBN 978-3-8349-0415-7), Gabler-Verlag Wiesbaden (2008) Data mining techniques marketing, sales, customer support, New York (2000) M. Bruhn, B. Stauss (Hrsg.), Dienstleistungsmanagement Jahrbuch 2000, Wiesbaden (2000) Crash-Kurs für Verkaufsleiter: Vom Start weg auf der Gewinnerseite, 3. Auflage (ISBN 978-3-8349-095 Elektronische Beschaffung (ISBN 978-3-540-34017-1), Springer-Verlag Berlin Heidelberg (2007) Gabler Wirtschaftslexikon, Stichwort: Maschine, Springer Gabler Verlag (Hrsg.), URL: http://wirtschaftslexikon.gabler.de/Archiv/72568/maschine-v8.html, Abruf: 02.06.2015, 22:06 Strategische Gestaltung des Outsourcing im deutschen Maschinenbau. Eine empirische Studie auf Basis d Resource-Dependence-Ansatzes, Bd. 33, Rainer Hampp Verlag, München (2008) Maschinenbau in Zahl und Bild 2015, Hrsg.: VDMA Verband Deutscher Maschinen- und Anlagenbau, F Gartner says solving ?Big Data? Challenge involves more than just managing volumes of data, URL: http://www.gartner.com/newsroom/id/1731916, Abruf: 02.06.2015, 22:16 Gartner IT-Glossary, Stichwort: Big Data, URL: http://www.gartner.com/it-glossary/big-data, Abruf 21.0 6.4 Literatur- und Quellenverzeichnis 29 Einsatz_von_Big_Data_in_der_Maschinenbaubranche BITKOM (2014) Paul Holland (2015) Big-Data-Technologien ? Wissen für Entscheider, Hrsg.: BITKOM Bundesverband Informationswirtscha Medien e.V., Berlin (2014) Characteristics of Big Data, Hrsg.: Data Intensity, 2015, URL: http://makingdatameaningful.com/2015/05/26/characteristics-of-big-data-part-one/, Abruf: 01.06.2 Gartner's Big Data Definition Consists of Three Parts, Not to Be Confused with Three "V"s, Hrsg.: Forbe Svetlana Sicular http://www.forbes.com/sites/gartnergroup/2013/03/27/gartners-big-data-definition-consists-of-three-parts (2013) Abruf: 02.06.2015, 21:34 o.V., The Mathworks Inc. MATLAB® Produkt Video, Hrsg.: The Mathworks Inc. URL: http://de.mathworks.com/products/matlab 1994 - 2015 6.4 Literatur- und Quellenverzeichnis 30