9 Metallische Werkstoffe
Werbung

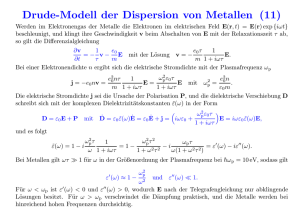
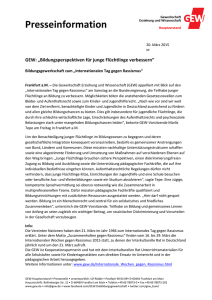
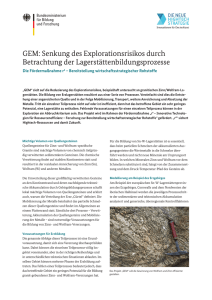
9 Metallische Werkstoffe Lernziel: Ein großer Teil der chemischen Elemente sind Metalle. Diese weisen wegen der Natur der metallischen Bindung eine gute elektrische Leitfähigkeit und eine gute Wärmeleitfähigkeit auf und lassen sich meist einfach plastisch verformen. Reine Metalle sind in der Regel nicht direkt als Werkstoffe verwendbar, sie sind zu weich. Durch Legieren und geeignete mechanische und thermische Behandlungen kann man die Festigkeit metallischer Werkstoffe steigern. Dies gelingt über Mischkristallhärtung, Ausscheidungshärtung, Härtung durch Kaltverfestigung und Umwandlungshärtung. Festigkeitssteigerung in metallischen Werkstoffen erreicht man, wenn man die Bildung von Versetzungen erschwert bzw. deren Beweglichkeit behindert. Die Ausscheidungshärtung spielt zum Beispiel in Aluminiumlegierungen und Nickellegierungen eine Rolle. Umwandlungshärtung kennen wir vom Stahl (martensitische und bainitische Härtung), dem heute immer noch wichtigsten metallischen Werkstoff. Am Beispiel von Stahl lernen wir kennen, dass verschiedene Wärmebehandlungen zu verschiedenen Mikrostrukturen und damit bei gleicher chemischer Zusammensetzung zu unterschiedlichen Eigenschaften führen. Beim Erstarren metallischer Schmelzen entstehen meist kristalline Festkörper. Schmelzmetallurgisch lassen sich Ein- und Vielkristalle herstellen. Unter bestimmten Bedingungen kann es aber auch zur Bildung metallischer Gläser kommen, deren Atome keine regelmäßige Anordnung aufweisen. Metallische Bauteile können schmelz- und pulvermetallurgisch, in großen (Turbinenrotoren) und kleinen Abmessungen (medizinische Stents) hergestellt werden. Man kann ihre Oberfläche zum Beispiel durch Behandlung mit einem Laserstrahl härten oder verglasen. In diesem Kapitel lernen wir, warum metallische Werkstoffe sich besonders gut als Strukturwerkstoffe eignen. 9.1 Allgemeine Kennzeichnung Die metallischen Werkstoffe bilden die wichtigste Gruppe der Strukturwerkstoffe, d.h. der Werkstoffe, bei denen es vor allem auf die mechanischen Eigenschaften (Kap. 5) ankommt. Kennzeichnend für Metalle ist, dass sich ein Teil ihrer Elektronen unabhängig von den Atomrümpfen bewegen kann. Die Folge davon ist die hohe Reflektionsfähigkeit für Licht, elektrische und thermische Leitfähigkeit und ihre Neigung, in dichtesten Kugelpackungen zu kristallisieren. Diese dichtest gepackten Kristalle können auch bei tiefen Temperaturen plastisch verformt werden. Metalle sind deshalb die einzige Werkstoffgruppe, die zwischen 0 K und der Schmelztemperatur plastisch und bruchzäh sein kann. Demgegenüber sind keramische Kristalle nur dicht unterhalb der Schmelztemperatur geringfügig plastisch. Anorganische und or- 9.1 348 9. Metallische Werkstoffe ganische Glasstrukturen sind ebenfalls nur bei erhöhten Temperaturen durch viskoses Fließen plastisch zu verformen. Es liegt in der Natur aller nichtmetallischen Stoffe, dass sie wegen geringer Beweglichkeit von Versetzungen oder hoher Viskosität η bei tiefer Temperatur spröde werden. Dies ist ein Grund für die bevorzugte Stellung der Metalle unter den Werkstoffen. Eine Einschränkung ist allerdings zu machen für die kubisch-raumzentrierten Übergangselemente der Gruppen IV bis VIII einschließlich des α-Eisens. Ihre nichtdichtest gepackte Struktur (Koordinationszahl 8) kommt wahrscheinlich durch einen kovalenten Bindungsanteil zustande. Sie zeigen leider auch alle einen Übergang zu sprödem Verhalten bei tiefen Temperaturen unterhalb ∼ 0, 3 Tkf . Dieser Übergang ist von großer praktischer Bedeutung, da er z.B. die Verwendungstemperatur von Stählen einschränkt. Die gute plastische Verformbarkeit erklärt noch nicht, wie die hohe Festigkeit zustande kommt, die von vielen metallischen Werkstoffen erwartet wird. Reine Metalle spielen als Konstruktionswerkstoffe keine Rolle. Sie besitzen Streckgrenzen, die zwischen etwa 10−2 Nmm−2 (Al, Cu, Au) und 10 Nmm−2 (reinstes Eisen) liegen1 . Konstruktionswerkstoffe sollten aber Streckgrenzen über 200 Nmm−2 besitzen. Die heute verwendeten Baustähle liegen zwischen 250 und 1500 Nmm−2 , die Eisenlegierungen mit höchster Festigkeit bei 3000 Nmm−2 . Mit Aluminiumlegierungen lassen sich zwar nur etwa 700 Nmm−2 erreichen, doch muss diese Streckgrenze für viele Anwendungen auf das Werkstoffgewicht bezogen werden. Daraus lassen sich dann viele Anwendungsmöglichkeiten des Aluminiums ableiten. In keinem Werkstoff, bei dem die mechanischen Eigenschaften eine Rolle spielen, kann man es sich erlauben, ein reines und defektfreies Metall zu verwenden. Metallische Werkstoffe sind immer Legierungen, die meist auch eine große Zahl Gitterbaufehler enthalten. Aus den Mechanismen ihrer Härtung ergibt sich eine Einteilung der metallischen Werkstoffe, die im folgenden benützt wird. Grundsätzlich alle Metalle können durch Baufehler gehärtet werden. Das geschieht einmal durch hohe Dichte von Korngrenzen (5.29), Beispiel: Feinkornstähle) oder durch eine hohe Dichte von Versetzungen, die meist durch Kaltverformung eingebracht werden (Beispiel: Klaviersaitendrähte aus Eisen mit 1 Gew.-%C, 95% kaltverformt). Die weiteren Möglichkeiten sind: Mischkristallhärtung (Beispiel: α-Messing, Cu-Zn-Legierungen), Teilchenhärtung (Beispiel: Al-Cu-Mg-Legierungen), Härtung durch martensitische Umwandlung (Beispiel: Stähle) sowie Härtung durch Ausnützen der Anisotropie (Texturhärtung, Faserverstärkung). 1 1 Nmm−2 =1 MNm−2 =1 MPa, alle diese Einheiten sind zur Angabe von Streckgrenze und Zugfestigkeit der Metalle üblich. Für E-Moduli wird oft GPa benutzt. 9.2 Reine Metalle, elektrische Leiter 349 Die Härtung durch martensitische Umwandlung spielt beim Stahl eine wichtige Rolle. Sie kommt durch kombinierte Wirkung von durch die Umwandlung entstandenen Gitterbaufehlern und starker Mischkristallhärtung durch Kohlenstoff im α-Eisen zustande. Andere kombinierte Härtungsmechanismen können durch thermomechanische Behandlungen erreicht werden, z.B. durch Verfestigen mittels Kaltverformung und anschließende Erwärmung zur Erzeugung von Ausscheidungen für die Teilchenhärtung. Für die hier gebrauchte Einteilung der metallischen Werkstoffe war der Gefügeaufbau hinsichtlich ihrer Härtungsmechanismen entscheidend. 9.2 Reine Metalle, elektrische Leiter Reine Metalle werden nie verwendet, wenn es primär auf die mechanischen Eigenschaften ankommt. Die Anwendung reinster Metalle ist erforderlich für elektrische Leitungsdrähte aus Kupfer, Aluminium oder Silber (Abschn. 6.2). Die daraus folgende geringe Festigkeit führt zu Schwierigkeiten bei Freileitungen und hohem Verschleiß von Kontakten. Da die Zugfestigkeit größer sein muss als die durch das Werkstoffgewicht hervorgerufene Spannung, benutzt man häufig Verbundwerkstoffe (gute Leitfähigkeit und hohe Zugfestigkeit, Abb. 6.12, Kap. 11). In Abb. 9.1 wird die Leitfähigkeit und Streckgrenze von Mischkristallen schematisch gezeigt. Es geht daraus hervor, dass für beide Eigenschaften in einer Phase nicht die günstigsten Werte erhalten werden können. Das Optimum (Rp / → max) wird durch reine Metalle mit dispergierten harten Phasen erreicht. Die zweite Gruppe der Metalle, die in reiner Form verwendet werden, sind die hochschmelzenden krz-Metalle, die in Abb. 9.2 angegeben sind. Es handelt sich um Hochtemperaturwerkstoffe. Am bekanntesten ist die Verwendung von Wolfram in Glühbirnen. Andere Anwendungen sind z.B. Austrittsdüsen von Raketen oder Heizstäbe für Hochtemperaturöfen. Ihre Verwendung beruht auf ihrem hohen Schmelzpunkt, kombiniert mit hoher elektrischer und thermischer Leitfähigkeit. Bei der Besprechung der thermisch aktivierten Prozesse (Kap. 4) war erwähnt worden, dass deren Geschwindigkeit in verschiedenen reinen Stoffen bei den auf ihre Schmelztemperatur bezogenen Temperaturen gleich schnell ablaufen. Äquivalente Temperaturen, bei denen thermisch aktivierte Prozesse sehr langsam ablaufen (T = 0, 3 Tkf ), liegen für Blei bei −70 ◦ C, für α-Eisen bei +300 ◦ C und für Wolfram bei +1400 ◦ C (Abb. 5.19). Wegen des hohen Schmelzpunktes von Wolfram ist dessen Herstellung als kompakter Werkstoff nicht einfach. Man erhält es zunächst als Pulver durch Reduktion von WO3 . 9.2 350 9. Metallische Werkstoffe T T f Zustandsdiagramm + A A B C B A A C A B Rp C A Rp RpA RpB B A RpC Streckgrenze Rp RpA A C Phasengemisch Mischkristall z.B.: Cu elektr. Widerstand Ni Al Si Abbildung 9.1. Verlauf des elektrischen Widerstands und der Streckgrenze Rp für den Fall, dass die Atomarten A und B vollständig mischbar oder unmischbar sind Dann muss ein modifiziertes Sinterverfahren angewandt werden, da eine Herstellung aus dem flüssigen Zustand (Abschn. 12.2) zu schwierig ist. Das Sinterverfahren besteht aus zwei Schritten: Erstens Pressen und Sintern von Stangen, die noch einen hohen Gehalt an Poren aufweisen, und zweitens Warmverformung der Stangen zur weiteren Verdichtung, bevorzugt durch Rundhämmern. Es entsteht ein Halbzeug, das dann z.B. durch Drahtziehen weiter verformt werden kann. In Wirklichkeit ist Wolfram, das bei höchsten Temperaturen verwendet werden soll, jedoch kein reines Metall. Es enthält als zweite Phase kleine Teilchen von sehr hochschmelzenden keramischen Kristallen, bevorzugt ThO2 . Bei Verwendungstemperaturen von etwa 2000 ◦ C sind nämlich auch im Wolfram die Korngrenzen schon gut beweglich. Das dann auftretende Kornwachstum führt zu örtlicher Querschnittsänderung und damit zu leichterem Durchbrennen der Drähte. Die keramischen Teilchen dienen dazu, die Korngrenzen festzuhalten, da sonst ungehindertes Kornwachstum nach folgendem Gesetz auftritt (Abschn. 4.2 und 4.4): 9.2 Reine Metalle, elektrische Leiter 200 10000 °C 20000 1000 15002000 3000 4000 500 PTFE 351 Fe Pt Nb Ta C Mo W Al Kolbenmotor Turbinenmotor Strahltriebwerk Rakete Sonnen- Plasmatron oberfläche Tkf °C Ionenmotor x Re W x n=6 3000 höchstschmelzende Metalle Oxide Tax andere keramische Verbindungen Mo 4000°C 1500°C Hf x 2500 2000 1500 reine Metalle und Graphit Nb Mo 3000 Ta 3500 °C 4000 W 2000 Zr V C Tc Nb n=5 Cr Ti SiO2 nichtoxische Keramik a AlO3 Oxidkeramik BeO ZrO2 MgO ThO2 MoSi2 B4C Mn n=4 1000 WC TaB2 TiC NbC TaC/HfC b Z Abbildung 9.2. a Die als Hochtemperaturwerkstoffe geeigneten Phasen. b Schmelztemperatur Tkf der Übergangsmetalle der 4., 5. und 6. Periode dKG ∼ (DKG t)1/2 , (9.1) mit DKG als Korngrenzendiffusionskoeffizient, t als Glühzeit und dKG als Korndurchmesser. Es gibt für einen bestimmten Volumenanteil fT der Teilchen einen bestimmten Durchmesser dT , den diese nicht überschreiten dürfen, wenn ein Gefüge mit einer Korngröße dKG stabilisiert werden soll: 4 dT ≤ dKG → min . 3 fT (9.2) Das Gefüge eines Wolfram-Glühdrahtes ist in Abb. 9.3 schematisch dargestellt. Das Metall Thorium hat noch eine weitere Wirkung: Es erniedrigt in der Drahtoberfläche die Energie, die notwendig für den Austritt von Elektronen ist. Dies ist von Bedeutung, wenn Wolfram für Glühkathoden verwendet wird. dKG dT Abbildung 9.3. Gefüge eines Glühfadens. Die Korngrenzen des Wolframs werden durch eine Dispersion hochschmelzender keramischer Teilchen (ThO2 ) an der Bewegung gehindert 352 9.3 9.3 9. Metallische Werkstoffe Mischkristalle, Messing, Bronzen Bei mäßigen Ansprüchen an die Festigkeit können metallische Werkstoffe verwendet werden, die aus homogenen Mischkristallen aufgebaut sind. Ein Beispiel liefern dafür die als α-Messing (Zn) oder α-Bronze (Sn, Al) bezeichneten Kupferlegierungen. Sie finden Verwendung, wenn hohe Umformfähigkeit (Kap. 5, Abschn. 12.3) und Leitfähigkeit gefordert wird (Fassungen von Glühlampen). Die Streckgrenze ergibt sich aus denjenigen des reinen Metalls σ0 plus dem Beitrag der Mischkristallhärtung (für eine bestimmte Korngröße): Rp = σ0 + Δ σM . (9.3) Die Mischkristallhärtung Δ σM ist eine Funktion der Zusammensetzung cB und der spezifischen Härtungswirkung der gelösten Atomart B. Der Faktor (l/rA )(dr/dcB ) (relativer Atomradienunterschied) ist für Eisen und Kohlenstoff groß, für Kupfer und Zink verhältnismäßig gering (rCu = 0, 256 nm, rZn = 0, 266 nm). Oft gilt Δ σM = 1 dr 1/2 G cB . rA dcB (9.4) Wichtig ist für die Messing- und Bronzelegierungen sowie austenitische Stähle, dass der Verfestigungskoeffizient und -exponent und damit die Zugfestigkeit der Mischkristalle mit der abnehmenden Stapelfehlerenergie γSF steigt (Abb. 5.6): dσ 1 ∼ . dϕ γSF (9.5) Die α-Messing-Mischkristalle zeichnen sich deshalb durch eine relativ geringe Streckgrenze bei stark erhöhter Verfestigungsfähigkeit aus (Abschn. 2.4 und 4.2, Tabelle 9.1). Andere Mischkristalle wie die des α-Eisens und Aluminiums zeigen diesen Effekt nicht, da die Versetzungen sich anders verhalten. Sie zeigen eine vorwiegend vom Atomgrößenunterschied abhängige Erhöhung der Streckgrenze bei gleichbleibender Verfestigung. Als Beispiele für die Mischkristallwerkstoffe sollen in erster Linie die Legierungen auf der Basis Kupfer dienen. Die wichtigsten sind die Kupfer-Zink-Legierungen (Messinge) (Abb. 9.4), gefolgt von den Kupfer-Zinn-Legierungen (Zinnbronzen) und den KupferAluminium-Legierungen (Aluminiumbronzen). Das Zustandsdiagramm CuZn zeigt an, dass die Löslichkeit für Zink in Kupfer sehr groß ist. Sie reicht bis gegen 37 Gew.-%. Werkstoffe, die aus diesen kfz-Mischkristallen aufgebaut sind, werden als α-Kupfer-Zink-Legierungen (α-Messinge) bezeichnet. 9.3 Mischkristalle, Messing, Bronzen 353 Tabelle 9.1. Zugfestigkeit, Phasen, Stapelfehlerenergie und Tiefziehfähigkeit von KupferZink-Legierungen (Gew.-% Zn, Rest Cu) Legierung Zugfestigkeit Rm Nmm2 Phasen Stapelfehlerenergie γSF 103 ·Jm−2 Tiefziehfähigkeit Cu CuZn 10 CuZn 20 CuZn 30 CuZn 37 CuZn 40 CuZn 42 CuZn 46 150 250 270 290 300 350 400 550 α α α α α α+β α+β β 100± 50 25 10 7∗ 6∗ – – – + ++ ++ +++ +++ − − − ∗ γSF vergleichbar mit chemisch beständigen, austenitischen Stählen Die α-Kupfer-Zink-Legierung mit dem höchstmöglichen Zinkgehalt lässt sich noch sehr gut bei Raumtemperatur plastisch verformen (Tabelle 9.1). Besonders hervorgehoben sei die gute Eignung zum Tiefziehen. Zur Vermeidung der Zipfelbildung sollten die Texturen in der Blechebene annähernd isotrop 1100 f+ f 1000 902°C 900 834°C f+ Temperatur / °C 800 700 + Cu 600 + 500 468°C 454°C 400 1 300 + 1 1 + 200 0 Cu 10 20 30 40 Zn / Gew.-% 50 60 Zustandsdiagramm Cu-Zn, mit α-Messing und β-Messing Abbildung 9.4. 354 9. Metallische Werkstoffe sein. Nach stärkerer Kaltwalzung stellt sich eine immer ausgeprägtere Textur mit Zipfelbildung unter 45◦ zur Walzrichtung ein. Bei der Rekristallisation stark verformten Materials bildet sich bevorzugt die Würfellage mit Zipfelbildung unter 0◦ und 90◦ zur Walzrichtung aus. Durch Abstimmung von Umformgrad, Zwischen- und Endglühtemperatur lässt sich ,,zipfelfreies“ Blech erzielen (Abb. 5.44). Zu beachten ist auch die Korngröße, die nicht nur Tiefziehfähigkeit und Eignung zur Weiterverarbeitung (grobes Korn ist besser tiefziehbar, führt aber zu rauher Oberfläche), sondern zudem die Entstehung der Würfellage beeinflusst. Außer der Verfestigung durch Baufehler (feines Korn, mechanische Verfestigung) gibt es keine weitere Möglichkeit, α-Messing zu härten. Falls höhere Festigkeit gewünscht wird, kann der Zinkgehalt weiter erhöht werden. Man gelangt dann in das Zustandsgebiet des α+β-Messings und schließlich ins Gebiet des β-Messing. Diese Phase hat eine geordnete krz-Kristallstruktur. Da es schwierig ist, diese intermetallische Verbindung bei Raumtemperatur zu verformen, muss man vielmehr zu erhöhter Verformungstemperatur übergehen. Häufig wird eine Legierung verwendet, die nach dem Abkühlen aus je 50% αund β-Messing besteht (Abb. 3.5). Diese Legierung hat etwa 58 Gew.-% Cu (CuZn 42). Wegen ihres Anteils an β-Messing muss auch diese Legierung bei erhöhter Temperatur umgeformt werden. Um günstige mechanische Eigenschaften zu erzielen, strebt man ein isotropes feinkörniges Phasengemisch an. Aus fertigungstechnischen Gründen ist manchmal eine gute Zerspanbarkeit (Abschn. 12.4) auch auf Kosten anderer mechanischer Eigenschaften erwünscht. Kupfer-Zink-Legierungen werden durch den Zusatz von 1 bis 3% Blei leicht zerspanbar. Die im α-Mischkristall nahezu unlösbaren feinen Bleitröpfchen erleichtern die Zerspanung und erhöhen die Spanbrüchigkeit. Da reine α-Kupfer-Zink-Legierungen mit Bleizusatz schlecht warmumformbar sind (warmspröde), mit ausreichendem β-Gehalt dagegen gut warmumgeformt werden können, sind Zerspanungslegierungen in der Regel α+β-KupferZink-Legierungen. Klassischer Werkstoff für Drehautomaten ist CuZn39Pb3 (früher Ms58), das gegen 50% β-Anteil enthält. Höheren Anforderungen an Zähigkeit oder Warmumformbarkeit entsprechen Zerspanungslegierungen mit geringerem β-Anteil. In Abhängigkeit von Art und Menge des Legierungsmetalls sind Kupferlegierungen (vor allem Cu-Zn-Legierungen) im Kontakt mit Stickstoffverbindungen (Ammoniak, nitrose Gase) oder in quecksilberhaltiger Umgebung mehr oder weniger stark spannungsriss-korrosionsempfindlich. Diese Empfindlichkeit ist auf innere Spannungen und die planare Versetzungsverteilung im Mischkristall als Folge niedriger Stapelfehlerenergie zurückzuführen. Das 9.3 Mischkristalle, Messing, Bronzen 355 Al / Gew.-% 2 6 10 15 30 20 40 50 60 70 90 1800 TiAl 1720°C 1600 1460°C 53 48,5 1400 1340°C Temperatur / °C 42 (29) 1240°C TiAl3 48,5 1200 1000 882°C 36,5 (24,5) 800 49,5 (35,5) 665°C 660°C 600 (Al) 0 Ti 20 40 60 80 Al / At.-% 100 Al Abbildung 9.5. Zustandsdiagramm Ti-Al, α-Ti-Mischkristalle (hexagonal) ähnliche Verhalten der austenitischen rostfreien Stähle hat die gleiche Ursache. α-Kupfer-Zinn-Legierungen und α-Kupfer-Aluminium-Legierungen besitzen sehr ähnliche Eigenschaften wie α-Kupfer-Zink-Legierungen. Die Möglichkeit, einzelne der Legierungen in der β-Phase mit krz-Struktur ähnlich wie Stahl durch martensitische krz/kfz- oder bainitische Umwandlungen zu härten, wird für Werkzeuge der Umformtechnik gelegentlich ausgenutzt. Dagegen finden besonders β-CuZnAl-Legierungen als Werkstoffe mit Formgedächtnis 356 9. Metallische Werkstoffe Mo / Gew.-% 10 2800 20 30 50 40 60 70 80 90 100 ~2625°C 2600 2400 2200 Temperatur / °C 2000 1660°C 1600 900 882°C 1000 + + + + + + 700 + + 800 + + + 882°C + 800 eine Phase zwei Phasen + 600 0 10 5 15 Mo / At.-% 20 25 30 600 0 Ti 10 20 30 40 50 60 Mo / At.-% 70 80 90 100 Mo Abbildung 9.6. Zustandsdiagramm Ti-Mo, Stabilisierung der β-Ti-Mischkristalle (krz) (Abschn. 6.8) zunehmend Verwendung. Sie zeigen eine martensitische Umwandlung der geordneten β-Phase bei Raumtemperatur. Vom klassischen Raffinadeprozeß her enthalten hochleitfähige Kupfersorten Restmengen von Sauerstoff (0,04% oder weniger). Wird er durch Phosphordesoxidation entfernt, büßt das Kupfer einen wesentlichen Teil seiner elektrischen Leitfähigkeit ein, so dass für Leiterzwecke von einer solchen Behandlung abgesehen wird. Falls nun bei erhöhter Temperatur in ausreichend wasserstoffhaltiger Umgebung (reduzierende Schweißbrennerflamme, Blankglühofenatmosphäre) Wasserstoff in das Kupfer hineindiffundieren kann, findet eine Reaktion 9.3 Mischkristalle, Messing, Bronzen 357 2 H + Cu2 O → H2 O + 2 Cu statt. Durch den Druck des im Innern gebildeten Wasserdampfs entstehen Risse. Die damit verbundene Versprödung wird als Wasserstoffkrankheit bezeichnet. Nickel ist in Kupfer unter Bildung eines homogenen Mischkristalls in jeder Proportion löslich (d.h. auch Kupfer in Nickel). Die Kupfer-Nickel-Legierungen zeichnen sich nebst einer dem Legierungsgehalt entsprechend erhöhten Zugfestigkeit durch gute Meerwasser-Korrosionsbeständigkeit (insbesondere mit geringen Zusätzen von Eisen oder Mangan) aus. Si / Gew.-% 20 1600 0,5 0 700 40 Si / Gew.% 1,5 1,0 80 60 2,0 577°C 600 (Al) 1400 ~1430°C 1,59 500 400 Temperatur / °C 1200 300 (Al)+Si 200 1000 0 0,5 0 1,0 % 800 660°C 577°C 600 (Al) 0 Al 11,3 10 Si 20 30 40 50 60 Si / At.-% 70 80 90 100 Si Abbildung 9.7. Zustandsdiagramm einer Legierungen mit geringer Mischkristallbildung: Al-Si, die Gusslegierung Silumin, hat eutektische Zusammensetzung, Si-Ausscheidung aus Al-Kristallen ist möglich. (Abb. 9.10) 358 9. Metallische Werkstoffe Die wichtigsten Titanlegierungen sind ebenfalls aus zwei Mischkristallphasen aufgebaut. Ihre Bedeutung beruht auf zwei besonderen Merkmalen. Erstens handelt es sich beim Titan um ein verhältnismäßig leichtes Metall (Ti = 4, 5 gcm−3 , α−Fe = 7, 83 gcm−3 ) mit hoher Schmelztemperatur (Abb. 9.2). Zweitens kann mit Ti-Legierungen ein hohes Verhältnis Festigkeit zu Dichte erreicht werden, wenn das Titan durch weitere Legierungselemente gehärtet wird. Titan ist außerdem sehr korrosionsbeständig, da es in nicht zu stark reduzierenden Medien zu Passivierung neigt (Kap. 7). Diese Eigenschaft kann durch Legierungselemente wie Mo noch gesteigert werden. Da Titan auch in der Erdrinde verhältnismäßig häufig vorkommt, ist bei den Titanlegierungen eine starke Zunahme der Anwendung zu erwarten. Die Titanlegierungen können nach den Kristallstrukturen ihrer Mischkristallphasen in α-(hdP), β-(krz) und (α + β)-Legierungen unterteilt werden (Abb. 9.5 und 9.6). Die Legierungselemente lassen sich unterscheiden je nachdem, ob sie das α-Gebiet (Beispiel Ti-Al) oder das β-Gebiet (Beispiel TiMo) ausweiten. Die Ti-Al-Legierungen sind sowohl bei hohen (bis zu 540 ◦ C) 1600 fFe + fPb 1527°C 1500 fPb + Fe Temperatur / °C 1400 400 327 °C 300 Pb + Fe 200 0 Fe 10 20 30 40 50 60 70 80 90 100 Pb / At.-% Abbildung 9.8. Zustandsdiagramm Pb-Fe, keine Mischbarkeit von flüssigem Blei und fes- tem Eisen, macht Eisen als Tiegelmaterial für Blei geeignet, das Gleiche gilt für Fe-Mg 9.3 Mischkristalle, Messing, Bronzen 359 als auch bei sehr tiefen Temperaturen zu verwenden, da die hdP-krz-Umwandlung nur bei hohen Temperaturen auftritt. Die β-Legierungen zeichnen sich durch besonders hohe Festigkeit aus. Die technische Legierung mit der bisher höchsten Zugfestigkeit von etwa 1500 Nmm−2 besteht aus Ti, das durch 11 Gew.-% Mo in den β-Zustand gebracht wird. Sie enthält außerdem noch 5,5 Gew.-% Zr und 4,5 Gew.-% Sn. Eine weitere Erhöhung der Festigkeit von Titanlegierungen wird mittels Ausscheidungshärtung durch metastabile intermetallische Verbindungen erreicht. Gegenwärtig werden neue, leichte Hochtemperaturwerkstoffe auf der Grundlage von intermetallischen Verbindungen (TiAl, Al3 Ti) entwickelt (Abb. 9.5). Sie verbinden ein geringes spezifisches Gewicht mit hoher Warmfestigkeit . Werkstoffe auf der Basis Aluminium sind fast nie homogene Mischkristalle. Schon das technische Reinaluminium mit 99,5% Al enthält Eisen und Silizium, die in Verbindungen als zweite Phasen vorliegen. Nur in den Al-MgLegierungen wird allein die Mischkristallhärtung ausgenützt. Die Löslichkeiten einiger Legierungselemente im Aluminium werden in Abb. 9.10 zusammengestellt. Al-Mg-Legierungen zeigen bis zu etwa 5 Gew.-% Mg keine Ausscheidung. Durch zusätzliches Lösen von etwa 1 Gew.-% Mn kann die Mischkristallhärtung weiter gesteigert werden. So erhält man eine Legierung mit einer Streckgrenze von 120 Nmm−2 , die durch mechanische Verfestigung noch etwa auf das Doppelte gesteigert werden kann (AlMg 4,5 Mn). Diese Aluminiumlegierungen werden auch wegen ihrer chemischen Beständigkeit gern verwendet (Meerwasserlegierung). Die anomal gute chemische Beständigkeit von Aluminium trotz ungünstiger Position seines Elektrodenpotentials beruht 1500 1000 Temperatur / °C 500 0 -50 Ms -100 Abbildung 9.9. Zustandsschaubild von Fe- -150 0 4 12 8 Ni / Gew.% 16 Ni-Legierungen mit 18 Gew.-% Cr. Austenitischer rostfreier Stahl (18 Gew.-% Cr, 8 Gew.% Ni) ist eine metastabile Phase, die bei tiefen Temperaturen martensitisch umwandelt 360 9. Metallische Werkstoffe 1,0 1/ T in 103K 1,4 500 Ni Zr 400 Cr Mn 300 1,6 1,8 Si 2,0 Cu Temperatur / °C 600 1,2 200 2,2 Li 2,4 10 -3 -2 10 -1 0 10 10 Elementgehalt / At.-% Mg 101 102 Abbildung 9.10. Löslichkeit verschiedener Elemente in Aluminium auf Bildung einer festhaftenden, dichten Passivierungsschicht (Abschn. 7.2). Sie wird im Zusammenhang mit den aushärtbaren Aluminiumlegierungen im nächsten Abschnitt nochmals erwähnt. Es gibt eine natürliche Grenze der Mischkristallhärtung. Im allgemeinen ist nämlich die Löslichkeit eines Elements in einer Kristallstruktur dann gering, wenn dieses Element eine hohe spezifische Härtungswirkung ausübt (9.4). Aus diesem Grund ist die Bedeutung der reinen Mischkristall-Werkstoffe nicht besonders groß. Die beiden wichtigsten Gruppen der metallischen Werkstoffe, die Aluminiumlegierungen und die Stähle, sind fast immer aus zwei oder mehreren Kristallarten zusammengesetzt. 9.4 9.4 Ausscheidungshärtung, Al-, Ni-Legierungen Die Ausscheidungshärtung ist die wichtigste Methode zur Härtung von Legierungen. Sie beruht darauf, dass in einem Grundgitter in sehr fein verteilter Form eine zweite Phase ausgeschieden wird. Diese Teilchen wirken als Hindernisse der Bewegung von Versetzungen (Abb. 9.11). Die Streckgrenze setzt sich (bei gegebener Korngröße) zusammen aus dem Beitrag des Mischkristalls, der die Grundmasse bildet, und der Teilchenhärtung (9.6). Die maximal erreichbare Erhöhung der Festigkeit ΔσT wird dann erreicht, wenn die Versetzungen von den Teilchen gezwungen werden, sich zu Halbkreisen durchzubiegen und die Teilchen zu umgehen: ΔσT = Gb G b f 1/2 = , ST dT (9.6) http://www.springer.com/978-3-540-71857-4