Strukturierung
Werbung

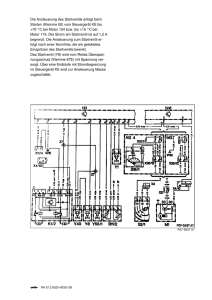
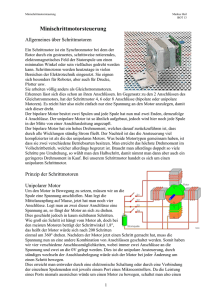
Automationskonzepte 16.05.2016 Seite 1 Entwerfen, Erstellung und Wartung von Steuerungenprogrammen wesentliche Kostenfaktoren 30-50% Planungskosten zur Programmierung schwierige Unsicherheitsfaktoren hohe Folgekosten bei Problemen Anlageschäden verzögerte Inbetriebnahme 16.05.2016 Seite 2 Vorgehensweise bei der Lösung von Steuerungsaufgaben Effizientes Vorgehen verlangt Richtlinien Planungsprozess ist effizient, wenn gesamthaft optimal verfahren wird Strukturiertes Vorgehen für kleine und grosse Projekte gleichermassen von Bedeutung 16.05.2016 Seite 3 Betrachtungsweisen: 4+1-Modell nach Kruchten Was soll das System können? Logical view Development view Wie wird die Softwareerstellung organisiert? Scenarios Process view Wie ist die Architektur der Applikation? 16.05.2016 Physical view Wie sieht die Systemstruktur aus? Seite 4 Was soll das System können: Funktionskonzepte Funktionsumfang der Gesamtanlage Ein/Aus-Vorort Motor 1 Zustände X,Y,Z Grundfkt 2 Motor 1 Steuerungstyp1 Antrieb 2 Steuerungstyp2 Antrieb 2 Stop Temperatur protokollieren Funktionskonzepte Zustände A,B Grundfkt 1 Aufgabe: Temperatur regeln Motor 1 Stop vereinheitlichter Funktionsumfang der Gesamtanlage Ein/Aus-Vorort Motor 1 Zustände X,Y,Z Grundfkt I Instanz 2 Motor Steuerungstyp M Instanz 1 Motor Steuerungstyp M Instanz 2 Motor 2 Stop 0 Vereinheitlichung der Funktionalität Temperatur protokollieren Zustände X,Y,Z Grundfkt I Instanz 1 Temperatur regeln Motor 1 Stop 0 16.05.2016 Seite 5 Strukturierungskonzepte vereinheitlichter Funktionsumfang der Gesamtanlage Ein/Aus-Vorort Motor 1 Zustände X,Y,Z Grundfkt I Instanz 2 Motor Steuerungstyp M Instanz 1 Motor Steuerungstyp M Instanz 2 Motor 2 Stop 0 Temperatur protokollieren Zustände X,Y,Z Grundfkt I Instanz 1 Temperatur regeln Motor 1 Stop 0 16.05.2016 Seite 6 Strukturierungskonzepte vereinheitlichter strukturierter Funktionsumfang der Gesamtanlage Teilanlage 1 GF 1.1 Zustände X,Y,Z Gerät M.1 Teilanlage 2 GF 2 Temperatur auslösen GF 1.2 Zustände X,Y,Z protokollieren Gerät M.2 Temperatur regeln Motor 1 Stop 0 16.05.2016 Motor 2 Stop 0 Aufgabe: Glieder der Aufgaben festlegen Seite 7 Implementierungskonzepte Stark von der Entwicklungsumgebung abhängig 16.05.2016 Seite 8 Systemstruktur Ethernet Multivendoranlage Netzwerkstruktur B US WebCam 2 Internet/ Intranet US B PC 193.135.242.217 PC Programmierung 193.135.242.204 Firewall WebCam 2 Switch 3 193.135.242.202 PC 193.135.242.218 multivendor.hst.fhso.ch n nda redu n du erbi te V ng Roboter Steuerung 193.135.242.212 Ethernet Backbone Switch 1 193.135.242.200 Schneider Remote Output 193.135.242.208 Rockwell Flex I/O 193.135.242.206 Rockwell SPS 193.135.242.205 I/O Block zentral Switch 2 193.135.242.201 Schneider Remote Input 193.135.242.207 Schneider SPS 193.135.242.207 B&R SPS 193.135.242.210 Jetter SPS 193.135.242.211 I/O Block zentral I/O Block CAN 16.05.2016 I/O Block zentral Seite 9 Ziel der Funktionskonzepte Vereinheitlichung der Funktionalität für Namensgebung der Typen und ihrer Instanzen Sicherheitsfunktionen Bedienung, Parametrisierung Synchronisationprinzipien Automationsgrade Koordinationssteuerungen, Rezepturprinzipien, Teach-in Betriebsarten, Statuskonzept 16.05.2016 Seite 10 Wieso Funktionskonzepte funktionsfähige Anlage vor bankrott im Chaos einfachere Anlagenbedienung konsistene Programmierung erweiterbare Lösung Wiederverwendbarkeit Testbarkeit 16.05.2016 Seite 11 Automatisierungsgrade Funktionalität Mensch Leitsystem niedrig 16.05.2016 Automatisierungsgrad hoch Seite 12 Beispiele Automatisierungs Funktionen grad tief Vorortbedienung, Sicherheitsabschaltungen, Regelungen, manuelles Zu- und Wegführen von Materialien mittel tief + automatisierte Abläufe, Koordination mit anderen Anlagen, einfache Produktionsprotokolle hoch voll automatisierte Abläufe auch für Anfahren und Abstellen der Anlage, Integration in Gesamtleitsystem mit Anbindung an Betriebsleitebene, vollständige Produktionsdatenerfassung und Protokollierung 16.05.2016 Seite 13 Nutzen: Anlagekosten besser im Griff konsistente Automatisierung 16.05.2016 Seite 14 Betriebsarten einfach aufwendiger manuell manuell Anforderung Hand Anforderung Hand & Hand erlaubt Freigabe Hand / Hand nicht erlaubt automatisch: (auto) 16.05.2016 Spezialanforderung Hand Freigabe Freigabe frei Anforderung Automatik gesprerrt sperren Freigabe automatisch: (auto) Seite 15 Betriebsarten aufwendiger manuell sperren Anforderung Hand Spezialanforderung Hand Freigabe frei Freigabe gesperrt Freigabe Anforderung Automatik Freigabe einrichten automatisch: (auto) 16.05.2016 einrichten Seite 16 In der Anlage: Funktionsgruppe Anlagensteuerung Grundfunktion Bedienfenster Hand/Auto Hand/Auto Modul/ Grundfunktion Arbeitsteil Geräte Bedienfenster Hand/Auto Hand/Auto Gerätesteuerung Geräte Bedienfenster Hand/Auto 16.05.2016 Seite 17 Vereinheitlichung der Zustandsinformation beendet restartend angehalten Zustand schlecht Leerlauf anhalten Zustand gut läuft unterbrechend unterbrochen 16.05.2016 abbrechend stoppend abgebrochen gestopped Seite 18 Nutzen: Standardisierte 16.05.2016 Schnittstelle: unabhängig von Grundfunktionstyp einfach zu verstehen einfach zu visualisieren einfach zu implementieren Seite 19 Sicherheitskonzepte: Begriffe Zustandsinformation anderer Gf´s Zustand der Steuerung Messung Gutbereichsüberprüfung Störung Zustandsinformationen für andere Gf 16.05.2016 Statusüberprüfung Eingriff extern Alarm Auswertung Sicherheitseingriff Alarm Seite 20 Sicherheitsstufen Einteilung Gefahren-/ Störungsstufe Bezeichnung Bedeutung Wirkungs- Klassifizierung gebiet höchste Sektor NOTAUS gemäss interner Norm Gebäude/ Sektor Auswirkung Sicherheitseinrich- schaltet tung Spannungsversorgung der Steuergeräte und Motoren ab Anlagen- mittlere Anlagen NOT- Stop 0 &Not-Aus gem Anlage AUS EN 60 204 Sicherheitseinrich- schaltet: tung Spannungsversorgung der gesteuerten Steuergeräte ab sicherheit niederste Schnellstop Prozesseinheit Ueberwachungseinrichtung Prozesseinheit arbeitet mit Schnellstopwerten mehrere Module Betriebseinrichtung irreversibler Sicherheitseingriff innerhalb und/oder bei anderen Modulen (Prozessstatus) Störung 3 Stop 1 gemäss Norm EN 60 204 Prozess- Störung 2 Messstellenbezeichnung PAR-/ Anlagenbereichs-/ Sicherheitsbereichsverletzung steht bevor sicher- Störung 1 Messstellenbezeichnung deutliche Abweichung innerhalb oder grössere Störung Modul im Steuersystem Betriebseinrichtung reversibler oder irreversibler Sicherheitseingriff innerhalb Modul heiten Störung 0 Messstellenbezeichnung Abweichung oder Störung im Steuersystem Betriebseinrichtung Operatorwarnung und ev. Halteingriff 16.05.2016 innerhalb Modul Seite 21 Nutzen vereinfacht die Bedienung der Anlage massgeblich führt zu weniger Fehlern in der Software und vereinfacht dessen Wartung und ist darum ein Qualitätsmerkmal der Steuersoftware vereinfacht die Dokumentation der Anlage 16.05.2016 Seite 22 Parametrisierung/Fahrweisen Optionen Heizen/ Kühlen TBegrenzung Kaskade Fahrweisen Manteltemp.Regelung X Behältertemperatur regeln X X X X 16.05.2016 X Manteltemperatur regeln X Behältertemperatur Kaskadenregelung X Behältertemperatur Kaskadenregelung mit Delta-T Begrenzung Seite 23 Programmerstellung Strukturierung Gliederung des Problemes nach hierarchischen, funktionalen und zeitlichen Gesichtspunkten Erstellen der Funktionspläne und Schaltbedingungen Codierung Test und Inbetriebnahme 16.05.2016 Seite 24 Wieso Strukturieren? Strukturieren = gliedern und modularisieren Problem in Module gliedern Vermeidung von Programmierfehler Effizienz bei der Fehlersuche durch Uebersichtlichkeit Einfaches Eingrenzen und Auffinden von Fehlern Prüfaufwand für Qualitätssicherung Prüfen von einzelnen Modulen Geprüfte Module können ohne Prüfung genutzt werden 16.05.2016 Seite 25 Wieso Strukturieren? Bedienungsfreundlichkeit keine Betriebsbehinderung durch einzelne Module keine Fehlmanipulationen durch unnötige Wechselwirkungen Flexibilität der Anlage Aenderung müssen einfach und billig durchgeführt werden können Wartungskosten Wartungskosten werden reduziert 16.05.2016 Seite 26 Wieso Strukturieren? Dokumentationsaufwand Klare Struktur verringert Erklärungsaufwand Dokumentierte Module müssen nicht noch einmal dokumentiert werden Wiederverwendbarkeit der Programme Universelle Module mehrfach verwenden Programmierkosten Niedriger durch wiederverwendbare Programme, niedriger Dokumentationsaufwand, geringere Fehler 16.05.2016 Seite 27 Wie strukturieren Zuammenhängende Hierarchische Probleme Abhängigkeiten Charakteristische Zustände des Systems erkennen Strukturen bilden Beziehungen zwischen den Ebenen festlegen In den Ebenen unabhängige Module bilden 16.05.2016 Seite 28 Strukturierung ereignisdiskretes System: Umschaltsignale, P arameter Ablaufsprache Grenzwert signale zeitkontinuierliche Steuerfunktionen: übliche Programmiersprachen Stellwert e Anst euerungen Rückmeldungen Messwerte Prozess 16.05.2016 Seite 29 Hierarchische Gliederung Abhängigkeiten im System in vertikaler Richtung finden Uebergeordnete Funktionen kontrollieren und steuern untergeordnete Einheiten Der einer jeden Funktion umfasst nur sie selbst und der ihr direkt zugeordneten. 16.05.2016 Seite 30 +- überall vorhandene Struktur Anlage Teilanlage / Zelle Maschine / Grundfunktion Einzelgerätesteuerung / Modul 16.05.2016 Seite 31 Einzelgerätesteuerung Anlage Teilanlage / Zelle Maschine / Grundfunktion Einzelgerätesteuerung / Modul 16.05.2016 Steuerung eines Geräts oder Sensors Beispiel: Motorensteuerung Regler für Linearachse Sensor mit Visualisierung und Grenzwertbildung Gerätetreiber Seite 32 Grundfunktion Anlage Teilanlage / Zelle Maschine / Grundfunktion Einzelgerätesteuerung / Modul 16.05.2016 Praktische, intelligente Funktionen mehrerer Geräte zusammen oder einer einzelnen Maschine Steuereinheit einer modular aufgebauten Anlage Wiederverwendbares Know-How Testeinheit für Inbetriebnahme und QS Seite 33 Teilanlagensteuerung Anlage Steuerung Teilanlage / Zelle Maschine / Grundfunktion Einzelgerätesteuerung / Modul 16.05.2016 einer Maschinengruppe oder Station Steuert Grundfunktionen mittels Fahrweisen und Parameter Oft auch eine SteuerungsHardwareeinheit Seite 34 Anlagensteuerung Anlage Koordiniert Teilanlage / Zelle Maschine / Grundfunktion Einzelgerätesteuerung / Modul 16.05.2016 die Teilanlagensteuerungen oder Fertigungszellen Realisiert als Koordinationssteuerung und Leitsysteme Seite 35 Grundsätze zur Gliederung Uebereinstimmung zwischen Installationsund Software-Einheiten Geteilte Ressourcen bilden eigene Einheiten Minimale Wechselwirkung zwischen Einheiten der gleichen Hierarchieebene Abschalt- und Sicherheitsabschaltbereiche decken sich mit den Steuereinheiten 16.05.2016 Seite 36 Grundsätze zur Gliederung Implementierungsunabhängige Wechselwirkungen zwischen Einheiten der gleichen Hierarchieebene Bildung von mehrfach verwendbaren Einheiten Einfache, minimale Parametrierung der Einheiten 16.05.2016 Seite 37 Grundsätze zur Gliederung Stufengerechte Verteilung der Teilaufgaben Steuereinheiten müssen als Einheit sinnvoll bedient werden können 16.05.2016 Seite 38 Implementierung Variablen Namen typische Frameworks (Bsp Zustandsautomaten mit case und Schaltbedingung) Komponententechnologien 16.05.2016 Seite 39 Standardisierung Uebertragung von Variablenwerten: 16.05.2016 Seite 40 Zu beachten! Nicht alle OPC-Server realisieren alle im Standard geforderten Interface (z.B. Asynchroner Transfer) je nach Konfiguration kann ein OPC-Server 90% der CPU-Last auffressen 16.05.2016 Seite 41 Standardisierung auf Applikationsniveau Spezifisch Werkzeugmaschinen OSACA association (EU) HÜMNOS (D) OAC/MOS (USA) OSEC (Japan) 16.05.2016 Seite 42 16.05.2016 Seite 43 Standardisierung auf Systemniveau Open Control (Namhafte Hersteller von Geräten der Automatisierungstechnik) 16.05.2016 Seite 44 Wege zum Automationskonzept 16.05.2016 Seite 45 Vorgehen: Von den Operationen zu den Grundfunktionen 16.05.2016 Anlage Anlagensteuerung Zelle Teilanlagensteuerung Operation Grundfunktion Gerät Einzelgerätesteuerung Seite 46 Beispiel: Bearbeitung 3 Bearbeitung 4 Bearbeitung 2 Bearbeitung 5 Bearbeitung 1 Rundtisch Wegbringen Vereinzelung Zubringen und Positionieren Zubringen Speicher 16.05.2016 Seite 47 Analyse des Transportsystems: Vereinzeln 16.05.2016 Zubringen Speicher empfangen Speicher senden Rundtisch Wegbringen Seite 48 Struktur Teilanlage Rundtischbearbeitung Vorbereitung Bearbeitungstransport Bearbeitung 1 Bearbeitung 2 Bearbeitung 3 Bearbeitung 4 Vereinzeln Speichern Zubringen 16.05.2016 Speicher leeren Wegbringen Rundtisch Seite 49 Vergleichen Sie: Teilanlage Rundtischbearbeitung Vorbereitung Bearbeitungstransport Bearbeitung 1 Bearbeitung 2 Bearbeitung 3 Bearbeitung 4 Vereinzeln Speichern Zubringen Speicher leeren Wegbringen Teilanlage Rundtischbearbeitung Rundtisch Vorbereitung Speicher Bearbeitungstransport Bearbeitung 1 Bearbeitung 2 Bearbeitung 3 Bearbeitung 4 Vereinzeln Speichern Zubringen 16.05.2016 Speicher leeren Rundtisch Wegbringen Seite 50 Beispiel aus der Verfahrenstechnik 16.05.2016 Seite 51 Objektorientierte Prinzipien Klasse Heizen/ Kühlen Anwendungsklassen Object/Instanz 16.05.2016 Heiz/KühlGrundfuktionen Reaktorenhzg Doppelmantel Kühler Begleithzg Reaktorenhzg Kessel II Seite 52 Interface-Standardisierung Interface2 Interface1 OSACA OPC Object1 Interface3 16.05.2016 Seite 53