Produktionstheorie (Gutenberg)
Werbung
")
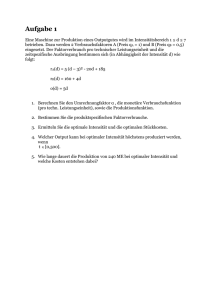
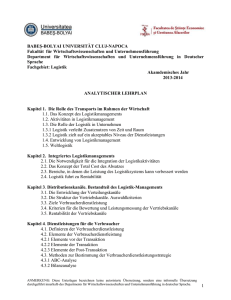
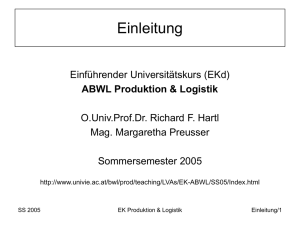
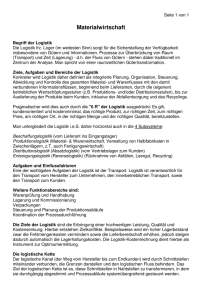
1.6 Exkurs in die Produktionstheorie: GutenbergProduktionsfunktion (Typ B) Das Konzept der Produktionsfunktion geht von einem messbaren Zusammenhang zwischen Faktoreinsatz und Ausbringung aus. Im betriebswirtschaftlichen Zusammenhang ist die Zurechnung Faktoreinsätze an Produkte oft nicht direkt möglich (Ersatzteile, Betriebsstoffe wie z.B. Öle) Gutenberg verwendet das Konzept der Betriebsmittelnutzung. Dabei sind 3 Stufen zu betrachten: • technische Verbrauchsfunktion • monetäre Verbrauchsfunktion • Produktions-"Funktion" SS 2011 EK Produktion & Logistik Kapitel 1/1 1.6.1 technische Verbrauchsfunktion I • Ausgangspunkt ist die technische Leistungseinheit z.B. Schnittmillimeter bei Drehbank (und nicht Anzahl Bolzen). • Damit definiert man: d ... Produktionsgeschwindigkeit, Intensität der Anlagennutzung, Inanspruchnahmeintensität, "Drehzahl": d technische Leistungse inheiten Zeiteinhei t • Durch diese Inanspruchnahmeintensität wird (bei jeder Faktorart i) verursacht: ri (d ) ... Verbrauch an Faktor i pro technischer Leistungseinheit bei Intensität d (verbrauchsabhängiger Produktionskoeffizient) d min ... minimale technisch mögliche Intensität ... maximale technisch mögliche Intensität d max SS 2011 EK Produktion & Logistik Kapitel 1/2 technische Verbrauchsfunktion II „Geld“ Faktormenge r i(d) Energie kv Instandhaltung, Verschleißteile Werkstoffe Akkordlohn (Bezahlung pro Stück) d Zeitlohn (Bezahlung pro Stunde) d min d max d d min d opt d max Umrechnung in monetäre Größen SS 2011 EK Produktion & Logistik Kapitel 1/3 Beispiel Beispiel: technische Leistungseinheit (TLE) = Schnitt-mm auf der Drehbank, ökonomische Leistungseinheit = 1 Bolzen 2 Faktoren: inhaltlich: Preis/Einheit ri(d) Faktor i = 1 Energie 1 2(d – 6)2 – 10d + 60 Faktor i = 2 Rohstoff 2 100 + d SS 2011 EK Produktion & Logistik Kapitel 1/4 1.6.2 monetäre Verbrauchsfunktion • Bewertung der Faktorverbräuche durch (konstante) Faktorpreise qi, sowie Aggregation über alle Faktoren i • Das Ergebnis ist die aggregierte monetäre Verbrauchsfunktion pro technischer Leistungseinheit (d.h. die variablen Kosten pro technischer Leistungseinheit bei Produktionsgeschwindigkeit d): kv ( d ) n qi ri (d ) i 1 • Durch Minimierung von kv (d ) erhält man die optimale Intensität: kv (dopt ) SS 2011 min d min d d max EK Produktion & Logistik kv ( d ) Kapitel 1/5 Beispiel (Fortsetzung) Beispiel: technische Leistungseinheit (TLE) = Schnitt-mm auf der Drehbank, ökonomische Leistungseinheit = 1 Bolzen 2 Faktoren: inhaltlich: Preis/Einheit ri(d) Faktor i = 1 Energie 1 2(d – 6)2 – 10d + 60 Faktor i = 2 Rohstoff 2 * * 100 + d SS 2011 EK Produktion & Logistik Kapitel 1/6 Beispiel (Fortsetzung) monetäre Verbrauchsfunktion: kv ( d ) 2 qi ri (d ) i 1 = 1 * [ 2 * (d - 6)2 – 10d + 60 ] + 2 * (100 + d) = 2 * (d - 6)2 – 8d + 260 kv Optimale Intensität Minimum von k v (d) : kv (d ) 4 * (d – 6) – 8 = 0 d d–6=2 SS 2011 d min d opt d max dopt = 8 EK Produktion & Logistik Kapitel 1/7 1.6.3 Produktions- „Funktion“ und Kostenfunktion x = *d*t ökonomischeLeistung wobei technische Leistung Ausbringung = ... Umrechnungsfaktor ökonomische Leistung technische Leistung * technische Leistung ZE * ZE #Bolzen Schnitt mm * * #Zeiteinhei ten Schnitt mm Zeiteinhei t Beispiel: Drehbank: #Bolzen = Kosten bei Intensität d: K ( x )= SS 2011 1 kv ( d ) x K F EK Produktion & Logistik Kapitel 1/8 Beispiel (Fortsetzung) Beispiel (Forts.) technische Leistungseinheit = Schnitt-mm auf der Drehbank ökonomische Leistungseinheit = 1 Bolzen 1 Bolzen = 10 Schnitt-mm d.h. x = *d*t 1 10 1 *d *t Produktionsfunktion: x 10 zugehörige Kosten bei Intensität d: K ( x ) 10kv (d ) x K F Optimale Intensität Minimum von k v (d) : dopt = 8 k v (8) 2 * 4 – 64 + 260 = 204 K(x) = 2040 x + KF ... bei "optimaler Intensität" SS 2011 EK Produktion & Logistik Kapitel 1/9 1.6.4 Weitere Begriffe Zeitspezifische Ausbringung = Ausbringung pro Zeiteinheit: o(d) = *d Also x = o(d)*t pi(d) = 1 Beispiel: o(d) = 0.1*d x = *d*t ri ( d ) ... Verbrauch an Faktor i pro ökonomischer Leistungseinheit bei Intensität d (produktspezifischer Faktorverbrauch) Beispiel: r1(d) = 2(d – 6)2 – 10d + 60 also p1(d) = 10*(2(d – 6)2 – 10d + 60) r2(d) = 100 + d also p2(d) = 10*(100 + d) SS 2011 EK Produktion & Logistik Kapitel 1/10 1.6.5 Anpassungsformen • Im Zusammenhang mit der Wahl der Intensität d und der Einsatzdauer t eines Aggregates, unterscheidet man 3 mögliche Anpassungsformen: • (Der Ausgangspunkt ist immer der grundlegende Zusammenhang x = α d t bei gegebener Maschinenausstattung) – zeitliche Anpassung – intensitätsmäßige Anpassung – quantitative Anpassung SS 2011 EK Produktion & Logistik Kapitel 1/11 Zeitliche Anpassung • halte optimale Intensität d d opt fest x • wähle t d opt so, dass die gewünschte Ausbringung x erzielt wird • sollte wenn immer möglich gewählt werden SS 2011 EK Produktion & Logistik Kapitel 1/12 Intensitätsmäßige Anpassung • halte die Einsatzdauer tˆ fest, • wähle d x so, dass die gewünschte Ausbringung erzielt wird tˆ • nur sinnvoll, wenn man an der Kapazitätsgrenze ist: zeitliche Beschränkung t tmax führt zur Kapazitätsbeschränkung: z x xkap dopt tmax bei optimaler zeitlicher Anpassung z • wenn die gewünschte Ausbringung größer als xkap d d opt kann nicht realisiert werden d dopt wählen • maximale Kapazität xkap d max tmax bei intensitätsmäßiger Anpassung SS 2011 EK Produktion & Logistik Kapitel 1/13 Isoquanten im Zeit – Intensitäts- Diagramm d z x kap x kap d max d opt zeitliche intensitätsmäßige Anpassung d min t max ´SS 2011 EK Produktion & Logistik t Kapitel 1/14 Beispiel – zeitliche Anpassung Beispiel (Forts.) 1 x * d * t 20 Stück, 10 zeitliche Anpassung: halte optimale Intensität dopt 8 fest wähle t x 20 25 1 d opt 8 10 k v (8) 204 schon ermittelt K (20) d =8 = 2040* 20 K F = 40800 K F SS 2011 EK Produktion & Logistik Kapitel 1/15 Beispiel – intensitätsmäßige Anpassung Beispiel (Forts.) falls Zeitbeschränkung zu beachten ist, z.B. t tmax 20 so ist zeitliche Anpassung d d opt nicht mehr möglich, wenn man x = 20 Einheiten produzieren will (dmax sei 12): z xkap d max tmax 0.1*12*20 = 24 aber x xkap dopt tmax 0.1*8*20 = 16 x 20 d 10 halte Einsatzdauer t t max 20 fest, wähle 1 t max 20 10 k v (10) 2( d 6) 2 8d 260 d 10 212 K (20) d =10 = 10 * 212* 20 K F = 42400 K F SS 2011 EK Produktion & Logistik … Kosten höher Kapitel 1/16 Quantitative Anpassung Zu- bzw. Abschalten identischer Maschinen bei optimaler Intensität d d opt tritt zumeist in Kombination mit anderen Anpassungsformen auf; z.B. mit zeitlicher Anpassung, d.h. es wird zunächst zeitlich angepasst; wenn nötig wird dann eine neue Maschine zugeschaltet (oder eine Zusatzschicht gefahren) K es treten sprungfixe Kosten auf (neue Maschine, neue Schicht) KF KF nur 1 Maschine SS 2011 EK Produktion & Logistik 2 Maschinen x Kapitel 1/17 nicht identische Maschinen Falls nicht identische Maschinen: • mutative Anpassung: Maschinen werden ausgetauscht • selektive Anpassung: beide Maschinen bleiben im Einsatz Der Einsatz hat dann kostenoptimal zu erfolgen. SS 2011 EK Produktion & Logistik Kapitel 1/18 1.6.6 Intensitätssplitting I Intensitätssplitting: wenn die Einsatzdauer eines Aggregates in mehrere Zeiträume aufgeteilt wird, in denen eine unterschiedliche Intensität (evtl. auch 0) gewählt wird (tritt bei optimalem Einsatz oft dann auf, wenn die Gesamtkostenfunktion nicht konvex ist). Ein Beispiel ist die optimale zeitliche Anpassung, bei der einen Teil der Zeit, also t t max die optimale Intensität dopt genutzt wird und die restliche Zeit, also t max t die Intensität d = 0 genutzt wird. (Aggregat wird abgeschaltet). SS 2011 EK Produktion & Logistik Kapitel 1/19 Beispiel (Fortsetzung) Beispiel (Forts.) für variable Ausbringungsmenge: kv (d ) 2(d 6) 2 8d 260 , einsetzen von x 101 d t 10d t K F K = 10 2(d 6) 2 8d 260 ... Polynom 3. Grades in d (ertragsgesetzlicher Kostenverlauf) x SS 2011 EK Produktion & Logistik Kapitel 1/20 Intensitätssplittung II K K intensitätsm. Anpassung KF d d min KF d opt d max intensitätsmäßige Anpassung zeitlich d min tmax x x zkap x kap ex post Kostenfunktion Durch Intensitätssplitting (zeitliche Anpassung) wird die ex post Kostenfunktion konvex. SS 2011 EK Produktion & Logistik Kapitel 1/21